
Silk Vascular Grafts with Optimized Mechanical Properties for the Repair and Regeneration of Small Caliber Blood Vessels

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of the SILKGraft Vascular Prosthesis
2.2. Morphological Characterization
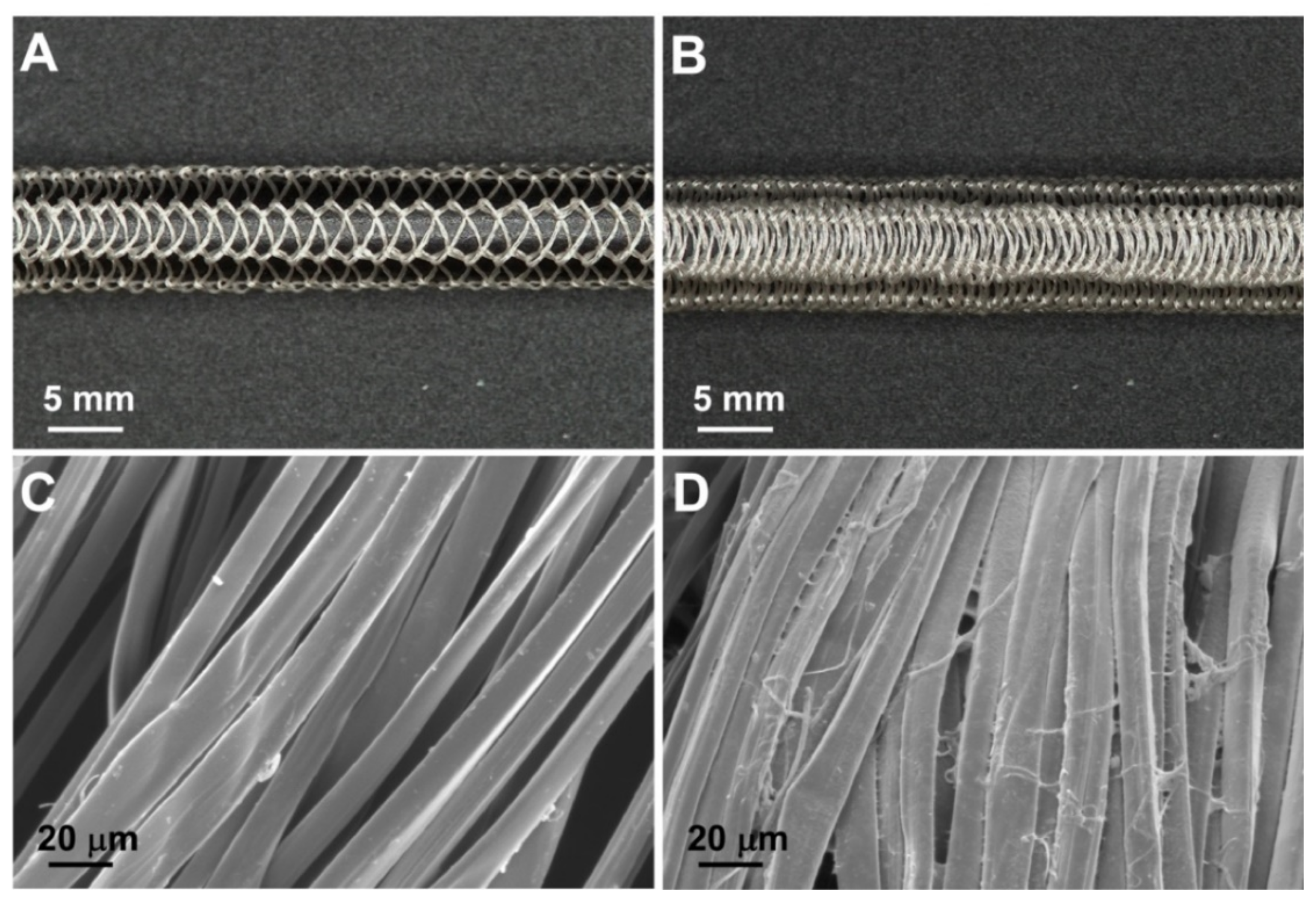
2.2.1. Surface Morphology
2.2.2. Wall Thickness
2.2.3. Relaxed Internal Diameter
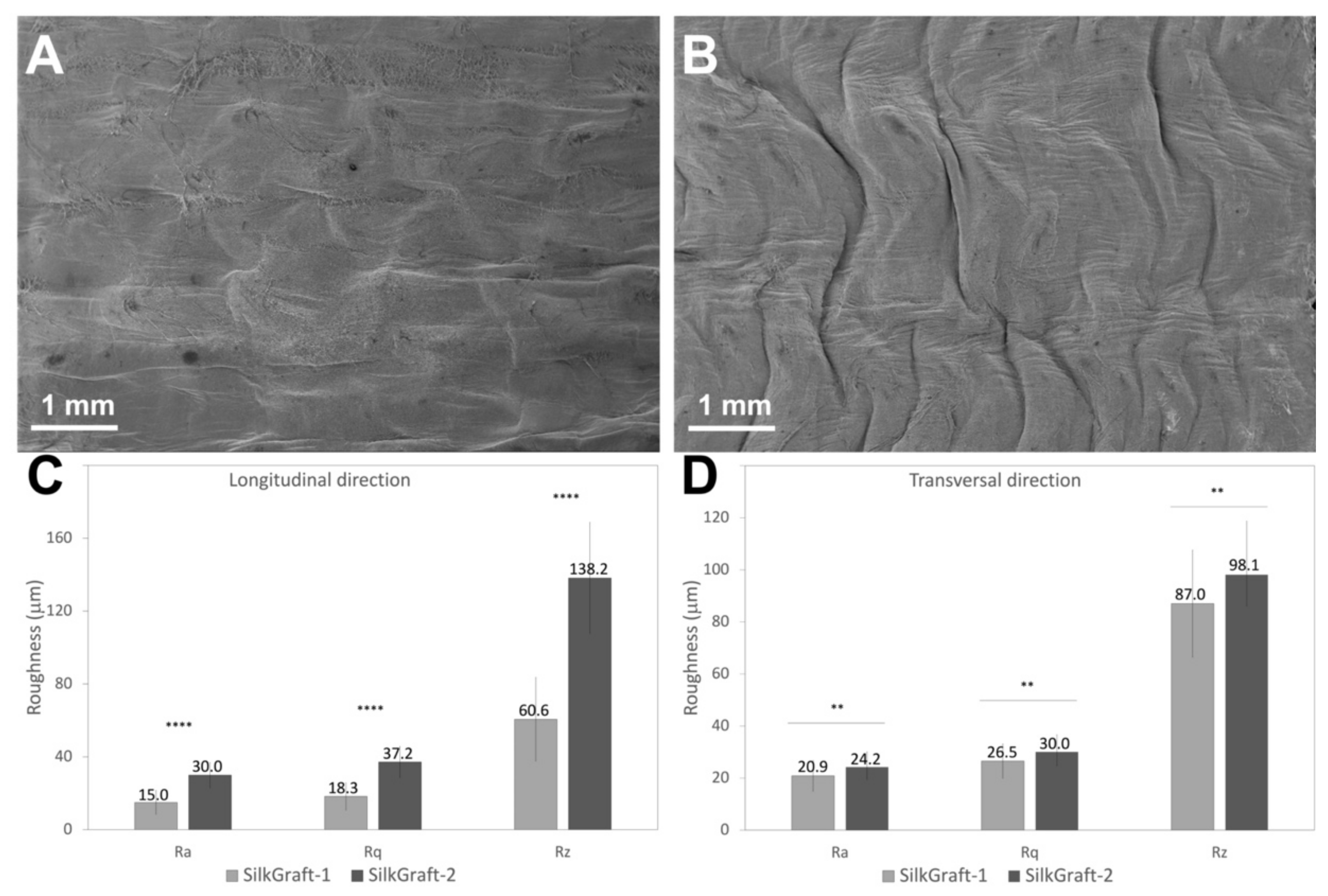
2.2.4. Surface Roughness
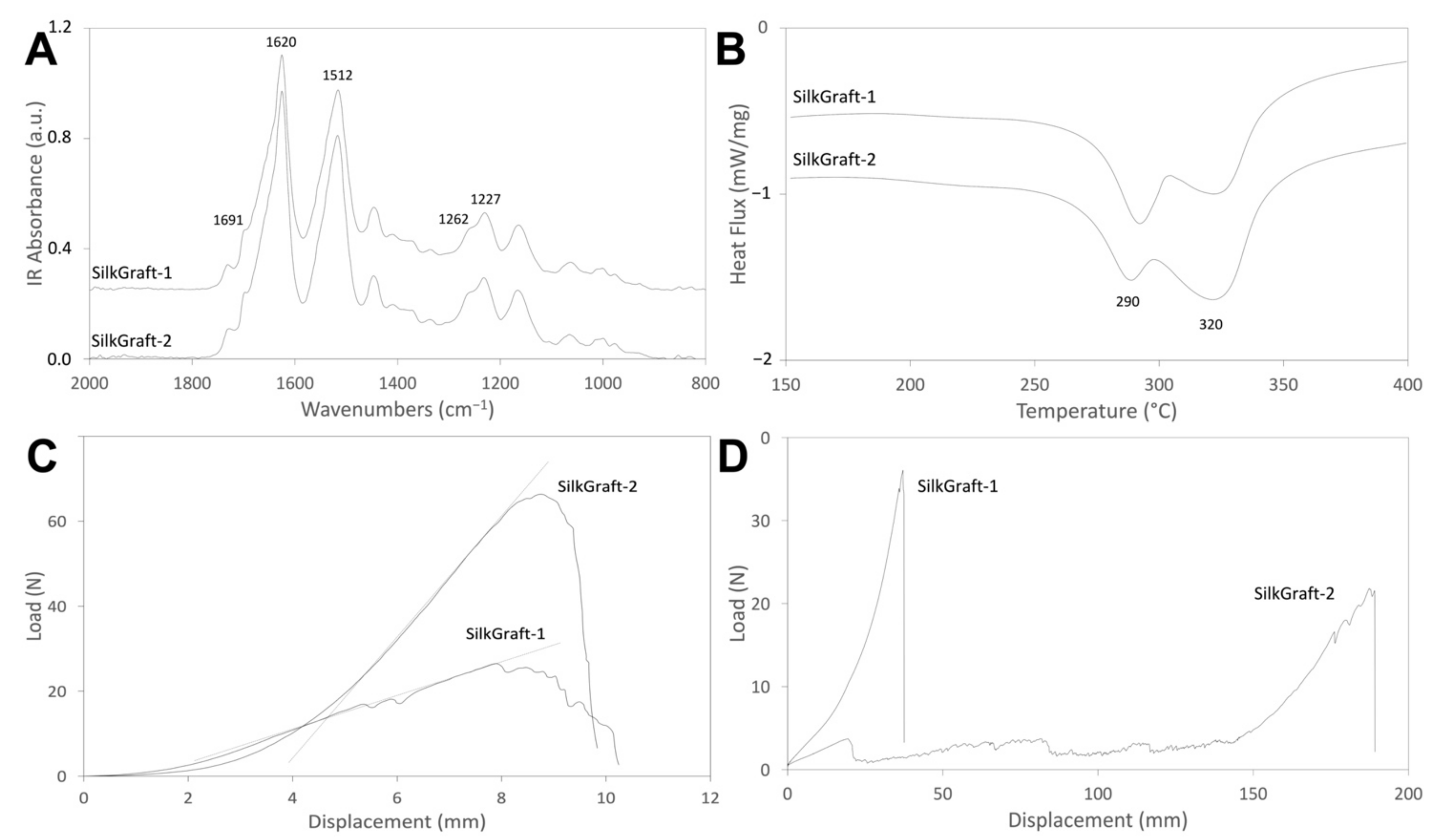
2.3. Spectroscopic Characterization
2.4. Thermal Characterization
2.5. Mechanical Characterization
2.5.1. Circumferential Tensile Test
2.5.2. Uniaxial Tensile Test
2.5.3. Pressurized Burst Strength
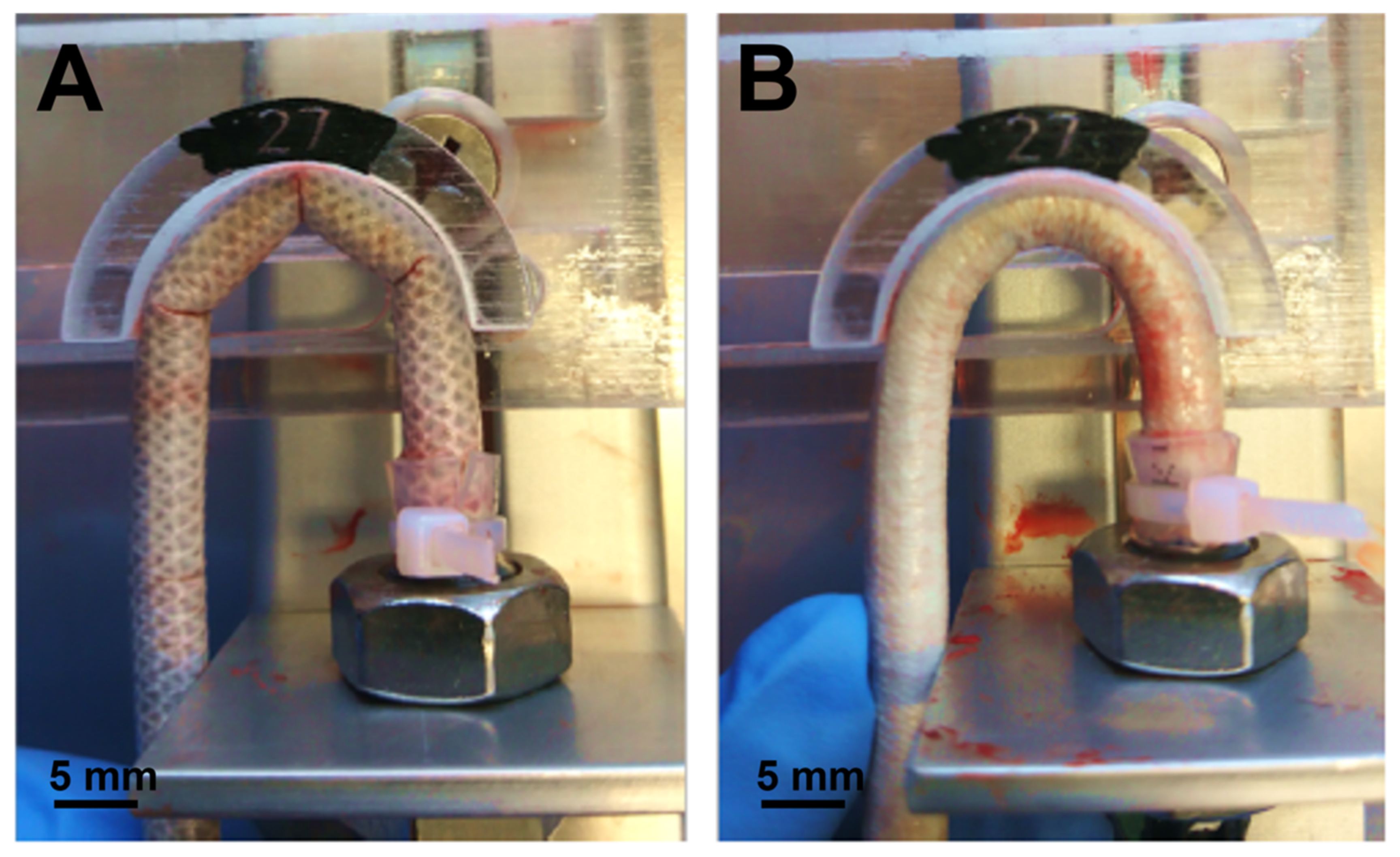
2.5.4. Kink Resistance
2.5.5. Compliance
2.6. Statistical Analysis
3. Results
3.1. Geometrical and Morphological Characterization
3.2. Thermal and Spectroscopic Characterization
3.3. Mechanical Characterization
3.3.1. Circumferential Tensile Test
3.3.2. Uniaxial Tensile Test
3.3.3. Pressurized Burst Strength
3.3.4. Kink Resistance
3.3.5. Compliance
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- World Health Organization. A Global Brief on Hypertension: Silent Killer, Global Public Health Crisis; World Health Day 2013; World Health Organization: Geneva, Switzerland, 2013; Available online: https://apps.who.int/iris/handle/10665/79059 (accessed on 15 April 2022).
- Mathers, C.D.; Loncar, D. Projections of global mortality and burden of disease from 2002 to 2030. PLoS Med. 2006, 3, e442. [Google Scholar] [CrossRef] [Green Version]
- World Health Organization. The Global Burden of Disease: 2004 Update; World Health Organization: Geneva, Switzerland, 2008; Available online: https://apps.who.int/iris/handle/10665/43942 (accessed on 15 April 2022).
- Pashneh-Tala, S.; MacNeil, S.; Claeyssens, F. The Tissue-Engineered Vascular Graft—Past, Present, and Future. Tissue Eng. Part B 2016, 22, 68–100. [Google Scholar] [CrossRef]
- Naito, Y.J.; Shinoka, T.; Duncan, D.; Hibino, N.; Solomon, D.; Cleary, M.; Rathore, A.; Fein, C.; Church, S.; Breuer, C. Vascular tissue engineering: Towards the next generation vascular grafts. Adv Drug Deliv. Rev 2011, 63, 312–323. [Google Scholar] [CrossRef]
- Rajendran, S. Implantable materials: An overview. In Medical and Healthcare Textiles; Anand, S.C., Kennedy, J.F., Miraftab, M., Rajendran, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 329–333. [Google Scholar]
- Stamati, K.; Priestley, J.V.; Mudera, V.; Cheema, U. Laminin promotes vascular network formation in 3D in vitro collagen scaffolds by regulating VEGF uptake. Exp. Cell Res. 2014, 327, 68–77. [Google Scholar] [CrossRef] [Green Version]
- Catto, V.; Faré, S.; Freddi, G.; Tanzi, M.C. Vascular Tissue Engineering: Recent Advances in Small Diameter Blood Vessel Regeneration. ISRN Vasc. Med. 2014, 2014, 923030. [Google Scholar] [CrossRef]
- Gupta, P.; Mandal, B.B. Silk biomaterials for vascular tissue engineering applications. Acta Biomater. 2021, 134, 79–106. [Google Scholar] [CrossRef]
- Altman, G.H.; Diaz, F.; Jakuba, C.; Calabro, T.; Horan, R.L.; Chen, J.; Lu, H.; Richmond, J.; Kaplan, D.L. Silk-based biomaterials. Biomaterials 2003, 24, 401–416. [Google Scholar] [CrossRef] [Green Version]
- Holland, C.; Numata, K.; Rnjak-Kovacina, J.; Seib, F.P. The Biomedical Use of Silk: Past, Present, Future. Adv. Healthc. Mater. 2019, 8, 1800465. [Google Scholar] [CrossRef] [Green Version]
- Thurber, A.E.; Omenetto, F.G.; Kaplan, D.L. In vivo bioresponses to silk proteins. Biomaterials 2015, 71, 145–157. [Google Scholar] [CrossRef] [Green Version]
- Biggi, S.; Bassani, G.A.; Vincoli, V.; Peroni, D.; Bonaldo, V.; Biagiotti, M.; Belli, R.; Alessandrino, A.; Biasini, E.; Freddi, G. Characterization of Physical, Mechanical, and Biological Properties of SilkBridge Nerve Conduit after Enzymatic Hydrolysis. ACS Appl. Bio Mater. 2020, 3, 8361–8374. [Google Scholar] [CrossRef]
- Guo, C.; Li, C.; Kaplan, D.L. Enzymatic Degradation of Bombyx mori Silk Materials: A Review. Biomacromolecules 2020, 21, 1678–1686. [Google Scholar] [CrossRef]
- Umuhoza, D.; Yang, F.; Long, D.; Hao, Z.; Dai, J.; Zhao, A. Strategies for tuning the biodegradation of silk fibroin-based materials for tissue engineering applications. ACS Biomater. Sci. Eng. 2020, 6, 1290–1310. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, J.; Wang, X.; Nguyen, A.T.; Liu, X.Y.; Kaplan, D.L. Comparative Study of Strain-Dependent Structural Changes of Silkworm Silks: Insight into the Structural Origin of Strain-Stiffening. Small 2017, 13, 1702266. [Google Scholar] [CrossRef]
- Wang, Y.; Kim, H.J.; Vunjak-Novakovic, G.; Kaplan, D.L. Stem cell-based tissue engineering with silk biomaterials. Biomaterials 2006, 27, 6064–6082. [Google Scholar] [CrossRef]
- Alessandrino, A.; Chiarini, A.; Biagiotti, M.; Dal Prà, I.; Bassani, G.A.; Vincoli, V.; Settembrini, P.; Pierimarchi, P.; Freddi, G.; Armato, U. Three-Layered Silk Fibroin Tubular Scaffold for the Repair and Regeneration of Small Caliber Blood Vessels: From Design to in vivo Pilot Tests. Front. Bioeng. Biotechnol. 2019, 7, 356. [Google Scholar] [CrossRef]
- Alessandrino, A. Process for the Production of a Hybrid Structure Consisting of Coupled Silk Fibroin Microfibers and Nanofibers, Hybrid Structure thus Obtained and Its Use as Implantable Medical Device. U.S. Patent 10,758,641, 6 May 2016. [Google Scholar]
- Bath, N.V.; Nadiger, G.S. Crystallinity in silk fibers: Partial acid hydrolysis and related studies. J. Appl. Polym. Sci. 1980, 25, 921–932. [Google Scholar] [CrossRef]
- Chiarini, A.; Freddi, G.; Liu, D.; Armato, U.; Dal Prà, I. Biocompatible silk noil-based three-dimensional carded needled nonwoven scaffolds conduit the engineering o novel skin connective tissue. Tissue Eng. Part A 2016, 22, 1047–1060. [Google Scholar] [CrossRef]
- Biagiotti, M.; Bassani, G.A.; Chiarini, A.; Vincoli, V.T.; Dal Prà, I.; Cosentino, C.; Alessandrino, A.; Taddei, P.; Freddi, G. Electrospun Silk Fibroin Scaffolds for Tissue Regeneration: Chemical, Structural, and Toxicological Implications of the Formic Acid-Silk Fibroin Interaction. Front. Bioeng. Biotechnol. 2022, 10, 833157. [Google Scholar] [CrossRef]
- Marelli, B.; Alessandrino, A.; Farè, S.; Freddi, G.; Mantovani, D.; Tanzi, M.C. Compliant Electrospun Silk Fibroin Tubes for Small Vessel Bypass Grafting. Acta Biomater. 2010, 6, 4019–4026. [Google Scholar] [CrossRef]
- Adhikari, K.R.; Zimmerman, J.; Dimble, P.S.; Tucker, B.S.; Thomas, V. Kink-free electrospun PET/PU-based vascular grafts with 3D-printed additive manufacturing reinforcement. J. Mater. Res. 2021, 36, 4013–4023. [Google Scholar] [CrossRef]
- Tsukada, M.; Gotoh, Y.; Nagura, M.; Minoura, N.; Kasai, N.; Freddi, G. Structural Changes of Silk Fibroin Membranes Induced by Immersion in Methanol Aqueous Solutions. J. Polym. Sci. Part B Polym. Phys. 1994, 32, 961–968. [Google Scholar] [CrossRef]
- Plaza, G.R.; Corsini, P.; Perez-Rigueiro, J.; Marsano, E.; Guinea, G.V.; Elices, M. Effect of Water on Bombyx Mori Regenerated Silk Fibers and its Application in Modifying Their Mechanical Properties. J. Appl. Polym. Sci. 2008, 109, 1793–1801. [Google Scholar] [CrossRef]
- Klee, D.; Hocker, H. Polymers for Biomedical Applications: Improvement of the Interface Compatibility. In Biomedical Applications Polymer Blends; Advances in Polymer Science book series; Springer: Berlin/Heidelberg, Germany, 1999; Volume 149, pp. 1–59. [Google Scholar] [CrossRef]
- Marelli, B.; Alessandrino, A.; Farè, S.; Tanzi, M.C.; Freddi, G. Electrospun silk fibroin tubular matrixes for small vessel bypass grafting. Mater. Technol. 2009, 24, 52–57. [Google Scholar] [CrossRef]
- Bhattacharjee, M.; Schultz-Thater, E.; Trella, E.; Miot, S.; Das, S.; Loparic, M.; Ray, A.R.; Martin, I.; Spagnoli, G.C.; Ghosh, S. The role of 3D structure and protein conformation on the innate and adaptive immune responses to silk-based biomaterials. Biomaterials 2013, 34, 8161–8171. [Google Scholar] [CrossRef]
- Donovan, D.L.; Schmidt, S.P.; Townshend, S.P.; Njus, G.O.; Sharp, W.V. Material and structural characterization of human saphenous vein. J. Vasc. Surg. 1990, 12, 531–537. [Google Scholar] [CrossRef] [Green Version]
- Wu, D.J.; van Dongen, K.; Szymczyk, W.; Besseling, P.J.; Cardinaels, R.M.; Marchioli, G.; van Genderen, M.H.P.; Bouten, C.V.C.; Smits, A.I.P.M.; Dankers, P.Y.W. Optimization of Anti-kinking Designs for Vascular Grafts Based on Supramolecular Materials. Front. Mater. 2020, 7, 220. [Google Scholar] [CrossRef]
- Bode, M.; Mueller, M.; Zernetsch, H.; Glasmacher, B. Electrospun vascular grafts with anti-kinking properties. Curr. Dir. Biomed. Eng. 2015, 1, 524–528. [Google Scholar] [CrossRef]
- Matsushita, H.; Inoue, T.; Abdollahi, S.; Yeung, E.; Ong, C.S.; Lui, C.; Pitaktong, I.; Nelson, K.; Johnson, J.; Hibino, N. Corrugated nanofiber tissue-engineered vascular graft to prevent kinking for arteriovenous shunts in an ovine model. JVS-Vasc. Sci. 2020, 1, 100–108. [Google Scholar] [CrossRef]
- Johnson, J.; Ohst, D.; Groehl, T.; Hetterscheidt, S.; Jones, M. Development of Novel, Bioresorbable, Small-Diameter Electrospun Vascular Grafts. J. Tissue Sci. Eng. 2015, 6, 2. [Google Scholar] [CrossRef]
- Salacinski, H.J.; Goldner, S.; Giudiceandrea, A.; Hamilton, G.; Seifalian, A.M.; Edwards, A.; Carson, R.J. The mechanical behavior of vascular grafts: A review. J. Biomater. Appl. 2001, 15, 241–278. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Braid Density 2 | |||
| (a) Low | (b) High | ||
| Welding media 1 | (c) EMIMAc/H2O | “SILKGraft-1” (a/c) | “SILKGraft-2” (b/c) |
| (d) SF/EMIMAc | “SILKGraft-1 Plus” (a/d) | “SILKGraft-2 Plus” (b/d) | |
| SILKGraft Design | Wall Thickness (mm) | Internal Diameter (mm) |
|---|---|---|
| SILKGraft-1 | 0.56 ± 0.03 | 4.65 ± 0.06 |
| SILKGraft-1 Plus | 0.54 ± 0.05 | 4.66 ± 0.15 |
| SILKGraft-2 | 0.79 ± 0.11 | 4.98 ± 0.17 |
| SILKGraft-2 Plus | 0.77 ± 0.10 | 5.07 ± 0.21 |
| t-test 1 | 1 vs. 1 Plus and 2 vs. 2 Plus: p > 0.05 1/1 Plus vs. 2/2 Plus: p < 0.05 2 | |
| SILKGraft Designs | DSC | FTIR-CI 2 (I1260/I1230) | |||
|---|---|---|---|---|---|
| ES Peak Temp. (°C) | TEX Peak Temp. (°C) | ΔH (J/g) | w% ES | ||
| SILKGraft-1 | 289 ± 2 | 318 ± 3 | 437 ± 43 | 60 ± 2 | 0.58 ± 0.01 |
| SILKGraft-1 Plus | 290 ± 1 | 318 ± 3 | 424 ± 40 | 63 ± 5 | 0.57 ± 0.02 |
| SILKGraft-2 | 290 ± 1 | 320 ± 2 | 432 ± 36 | 51 ± 3 | 0.62 ± 0.01 |
| SILKGraft-2 Plus | 289 ± 1 | 321 ± 2 | 415 ± 42 | 52 ± 3 | 0.61 ± 0.02 |
| t-test 1 | Any combination: p > 0.05 | 1/1 Plus vs. 2/2 Plus: p < 0.05 3 | |||
| SILKGraft designs | Circumferential Tensile Test | Uniaxial Tensile Test | ||
|---|---|---|---|---|
| Elastic Modulus (MPa) | Maximum Load (N) | Maximum Load (N) | Displacement at Maximum Load (mm) | |
| SILKGraft-1 | 2.9 ± 0.4 | 30.2 ± 2.3 | 33.7 ± 2.5 | 38.2 ± 4.9 |
| SILKGraft-1 Plus | 2.9 ± 0.6 | 30.5 ± 3.2 | 30.0 ± 1.5 | 42.4 ± 8.1 |
| SILKGraft-2 | 6.4 ± 1.7 | 83.9 ± 11.2 | 18.7 ± 2.8 | 206.4 ± 18.5 |
| SILKGraft-2 Plus | 5.1 ± 0.6 | 74.9 ± 10.4 | 20.2 ± 1.9 | 187.5 ± 26.5 |
| t-test 1 | 1/1 Plus vs. 2/2 Plus: p < 0.05 2 | |||
| SILKGraft Designs | Pressurized Burst Strength | Kink Resistance (mm) | Compliance (ml/mmHg × 10−3) | |
|---|---|---|---|---|
| Burst Pressure Resistance (mmHg) | Longitudinal Damage Size (mm) | |||
| SILKGraft-1 | 846 ± 207 | 1.48 ± 1.32 | 54 ± 0 | 3.23 ± 0.21 |
| SILKGraft-2 Plus | 1147 ± 126 | 0.62 ± 0.19 | 27 ± 6 | 3.75 ± 0.07 |
| t-test 1 | p > 0.05 | Nd 2 | p < 0.05 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valsecchi, E.; Biagiotti, M.; Alessandrino, A.; Gastaldi, D.; Vena, P.; Freddi, G. Silk Vascular Grafts with Optimized Mechanical Properties for the Repair and Regeneration of Small Caliber Blood Vessels. Materials 2022, 15, 3735. https://doi.org/10.3390/ma15103735
Valsecchi E, Biagiotti M, Alessandrino A, Gastaldi D, Vena P, Freddi G. Silk Vascular Grafts with Optimized Mechanical Properties for the Repair and Regeneration of Small Caliber Blood Vessels. Materials. 2022; 15(10):3735. https://doi.org/10.3390/ma15103735
Chicago/Turabian StyleValsecchi, Elisa, Marco Biagiotti, Antonio Alessandrino, Dario Gastaldi, Pasquale Vena, and Giuliano Freddi. 2022. "Silk Vascular Grafts with Optimized Mechanical Properties for the Repair and Regeneration of Small Caliber Blood Vessels" Materials 15, no. 10: 3735. https://doi.org/10.3390/ma15103735