1. Introduction
Air classifiers are used to separate materials (fine dry powders) by combining particle size, particle shape, and density. They separate particles using airflow and the physical principles of inertia force, drag force, collision, and gravity, with a high-precision classifying process method. Dry classifying is often a more environmental and economical alternative to wet classifying as no water is used. Air classifiers can be used as a single sizing device in an open circuit where the feed is split into fine and coarse products. These classifiers can also be used in a closed circuit with grinding equipment such as ball mills, rod mills, stirred mills, roller mills, hammer mills, vibration mills or jet mills. In this case, the air classifier is used to select the required size material and return the oversized to the milling system. The use of the air classifier maximizes the mill’s capacity, reduces the mill’s energy consumption, and reduces the production costs [
1].
It is essential to develop an efficient method of reducing the energy consumption of crushing and grinding operations. These processes expend more than 50% of the total energy in mineral processing plants [
2]. It is also estimated that size reduction accounts for up to 50% of the energy used in mining operations [
3]. In comminution, only 1% to 2% of the supplied energy is effectively translated into the creation of new surface areas [
4]. The majority of the supplied energy is lost as heat or mechanical energy.
Air classifiers are widely used in the following industrial processes: mining, mineral, power engineering, chemical, cement, ceramics, cosmetics, pharmaceutical, pigments, plastics, food, and others. Flammable and explosive, oxidizable materials can be classified with inert gas shielding.
The best material circulation and precision can be achieved when an air classifier is working with a jet mill [
5]. Jet milling is a standard grinding method for high added-value materials. It is mainly used for abrasive or heat-sensitive materials or when the grinding process has to be carried out in ultra-high purity conditions. Jet mills are commonly used to produce particles from 1 μm to 10 μm in the chemical, pharmaceutical, and mineral industries. The breakage of particles in the jet mill is dependent on the following operational parameters: classifier rotational speed, feed rate, and grinding pressure. The air classifier has a crucial influence on reducing energy consumption and reducing the grinding costs in a jet mill.
The classification process is widely employed in various technologies. In the literature, there are works on both the theoretical and experimental research of the classification process. In modeling the classification process, numerical methods are often used. Most works use computational fluid dynamics (CFD). Huang et al. (2012) performed inner flow field simulations with Fluent software of a modified turbo air classifier [
6]. Material classification performance experiments confirmed the computational fluid dynamics simulation results. The Fluent CFD code was also applied by Guizani et al. (2014) to model the highly turbulent fluid flow and selectivity curves inside a dynamic rotor classifier [
7]. The simulation results were analyzed to understand the fish-hook effect and the classifier’s separation mechanism. Liu et al. (2015) used Fluent software to simulate the inner flow of different structures in a turbo air classifier [
8]. Calcium carbonate classification experiments were performed to verify the simulation results. A new parametric prediction model of the turbo air classifier cut size was presented by Yu and Liu (2018) in [
9]. The inner flow field and Lagrangian equation of particle motion, as well as the particle trajectory in the annular region, were simulated using MATLAB Software. Talc powder classification experiments were carried out to verify this cut size prediction model. Yu et al. (2019) employed a logarithmic spiral volute design method for the turbo air classifier [
10]. The Ansys Fluent simulations of airflow motion and discrete phase indicate that the presented method can provide a well-distributed flow field for classification. Zeng et al. (2020) analyzed the influence of the rotor cage speed and inlet air velocity on the flow field in a turbo air classifier using Ansys Fluent Software [
11]. Classification experiments of two materials (barite and iron-ore powder) were employed to verify the optimal process parameters. The effects of other parameters as the rotor cage’s outer and the inner radii on the turbo air classifier’s flow field were also analyzed via CFD simulation using Ansys Fluent by Yu et al. (2020) [
12]. Calcium carbonate classification experiments were performed. The experimental results reflect the characteristics of the numerically simulated inner flow field in the classifier. The inclined plane classifier, designed for the classification of limestone particles, was modeled and optimized by Petit et al. (2020) in [
13]. The velocity and pressure fields inside the classifier were modeled using computational fluid dynamics. The particle trajectories were computed using Lagrangian discrete phase modeling. The Taguchi method was used to optimize the classification performance and the particle size distribution of the classification product.
Apart from the use of CFDs in modeling the classification process, there are works based on Whiten’s approach (in open and closed circuits). Whiten’s efficiency curve approach was used in the mathematical model for high-efficiency air classifiers operating in cement grinding circuits [
14]. The variation in the rotor size and air volume parameters with the capacity of the classification process were investigated. Experimental studies of the air classification of materials with different densities (clinker, copper ore, magnetite, coal) were carried out by Altun et al. (2016) [
15]. The resulting correlations were integrated into an existing air classifier model. In the presented model, mass balancing studies were performed, and the size-by-size efficiencies were calculated and then put into Whiten’s efficiency curve equation. The classification efficiency of the static air classifier in a vertical spindle mill was investigated by Li et al. (2019) [
16]. Samples of the following materials with different particle sizes and densities were used: pyrite, carborundum, quartz, and coal. Whiten’s model was applied to determine the influence of density on the accuracy of classification, cut size, and fish-hook effect. A new model containing both material size and density was established to illustrate the difference in the classification effect of multi-component particles within the classifier.
For the mill’s classifier device, several other models for classification were developed as well. Özer et al. (2010), Özer et al. (2016), Wei et al. (2014), Shi et al. (2015), Kojovic et al. (2015), and Li et al. (2018) investigated classifier parameters empirically [
17,
18,
19,
20,
21,
22]. Classification tests of coal samples were carried out in a static classifier of a vertical spindle mill to investigate the effect of size and density on particle segregation [
15,
16,
17,
18,
19,
20].
Currently, the fuzzy inference approach is increasingly commonly used in modeling various technological processes. The fuzzy method (such as fuzzy artificial neural networks, fuzzy genetic algorithms, fuzzy ant colony optimization, fuzzy artificial immune systems) is an alternative to traditional notions of set membership and logic. Fuzzy inference systems are associated with several names, such as fuzzy-rule-based systems, fuzzy expert systems, fuzzy logic controller, fuzzy model, fuzzy associative memory, and fuzzy system [
23,
24,
25,
26].
In modeling the processes of the mechanical processing of mineral raw materials, the fuzzy logic algorithm is most often used in modeling closed milling circuits. A fuzzy-prediction controller was applied to control the overflow density of a milling-classifier’s operating system, which had uncertainty factors and nonlinear, time-delay characteristics in [
27]. Practical production has proved that the ore feeding of the ball mill improved significantly. Costea et al. (2015) described a control system architecture for cement milling based on fuzzy logic to adjust the fresh feed [
28]. The dynamic behavior of the ball cement mill was simulated using a Matlab Simulink scheme. The modeling of a cement mill was also conducted by Retnam et al. (2016), and fuzzy control was also introduced [
29]. The milling system was also simulated using Matlab Simulink. Zhang et al. (2016) employed intelligent fuzzy logic for grinding and classification control. Three grinding-classification circuits were studied [
30].
The fuzzy logic approach is rarely used to model the classification process. Yu and Liu (2013) used a turbo air classifier as the classification system and talc powders as the materials [
31]. The fuzzy analytic hierarchy process was applied to calculate the weights of the classification performance indices. This assessment method avoids the limitation of evaluating a single classification performance index and incomplete information derived from single-factor experiments. A fuzzy model was developed to predict the cut size of the classifier as a process response by Khoshdast et al. (2019) [
32]. The proposed modeling approach was verified by simulating a coal hydraulic classifier in an industrial environment.
The first fuzzy logic-based modeling of a fluidized bed jet milling process is presented in [
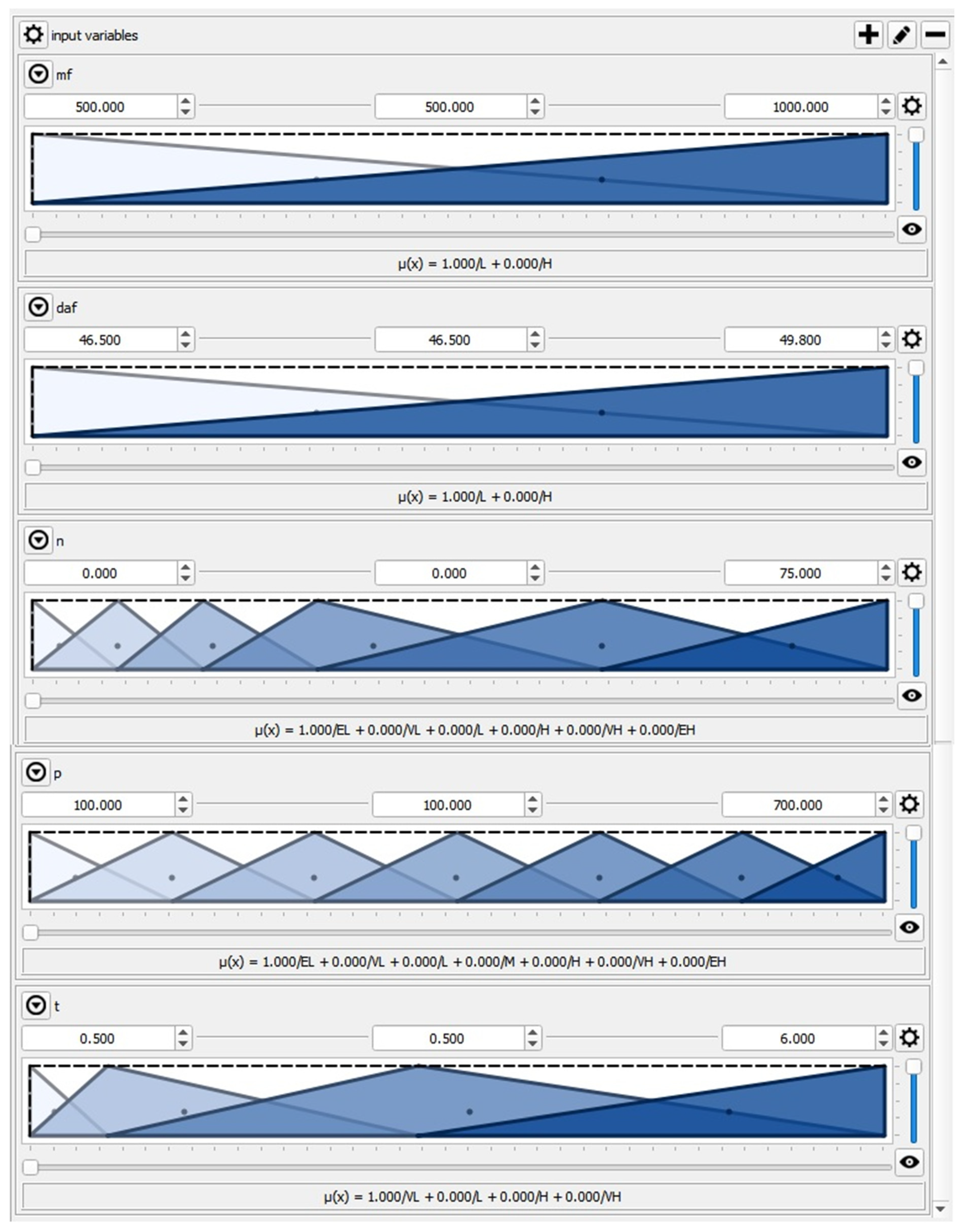
33]. The following input variables were considered in the study: working air pressure, classifier rotor speed, and test conducting time. The mass of the product and the Sauter mean diameters of the grinding product were the outputs. The results evaluated using the developed FLMillPlus model were in good agreement with the relevant experimental data. The maximum relative errors were lower than 10% [
33].
Contemporary trends in the modeling of multiphase systems in mineral processing were presented in Cisternas et al. (2020). Several examples of the applications of CFD in classification were given.
The above literature review shows that the fuzzy-logic approach is rarely used in classification process modeling. The fuzzy-logic approach is one of the paper’s main contributions. Moreover, FL provides a convenient way to map the input to an output space as a precise logic of imprecision and approximate reasoning [
34]. Finally, the most crucial advantage of FL-based systems is their ability to perform simple, cheap, and fast solutions when modeling complex systems [
23]. The present work aims to develop a comprehensive knowledge-driven AI system to model the material air classification process. Based on previous experience, we developed a fuzzy-logic-based classification (FLClass) system of bulk materials, comprehensively describing the classification process using a wide range of operational variables driving the process.
3. Results and Discussion
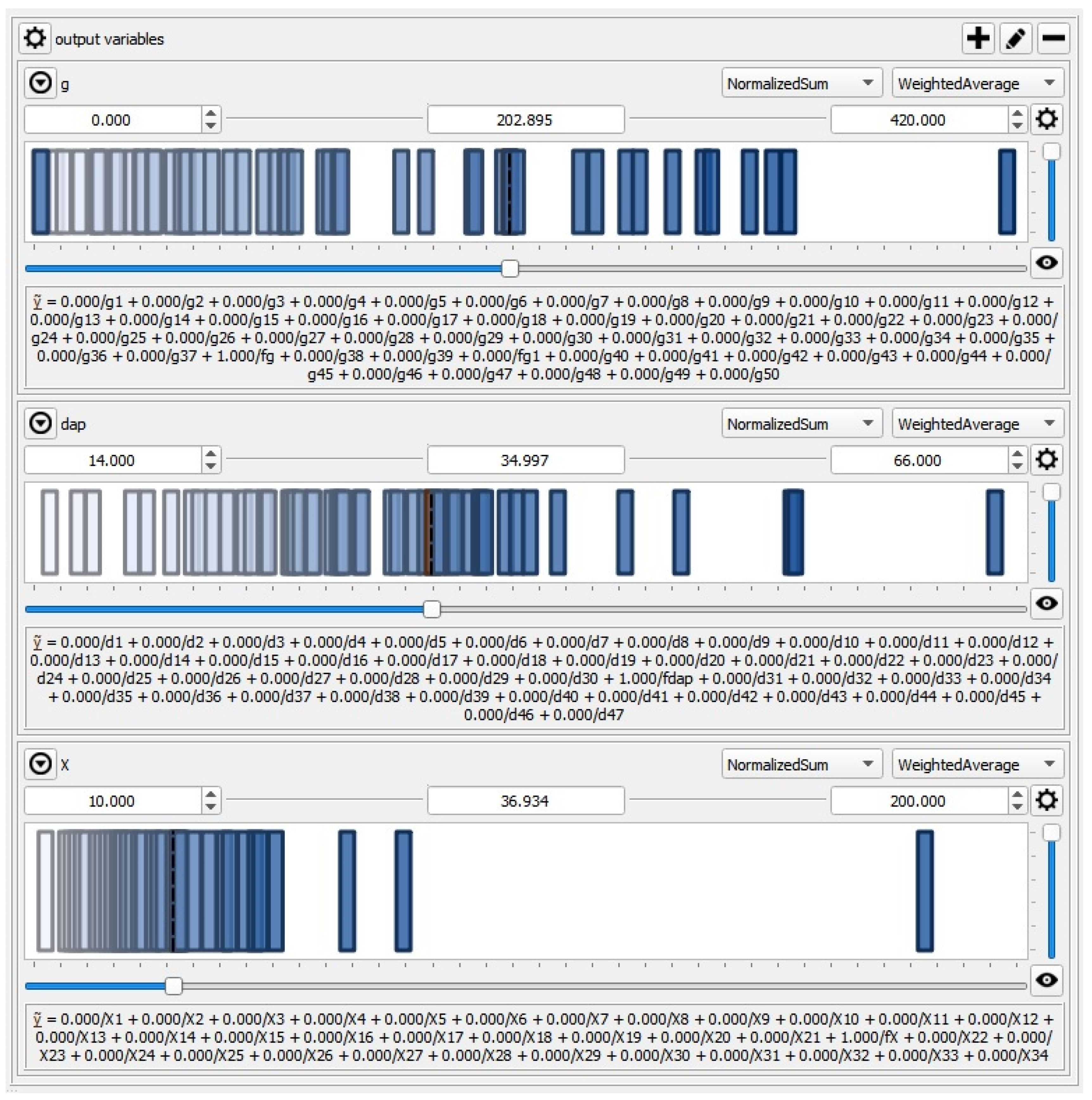
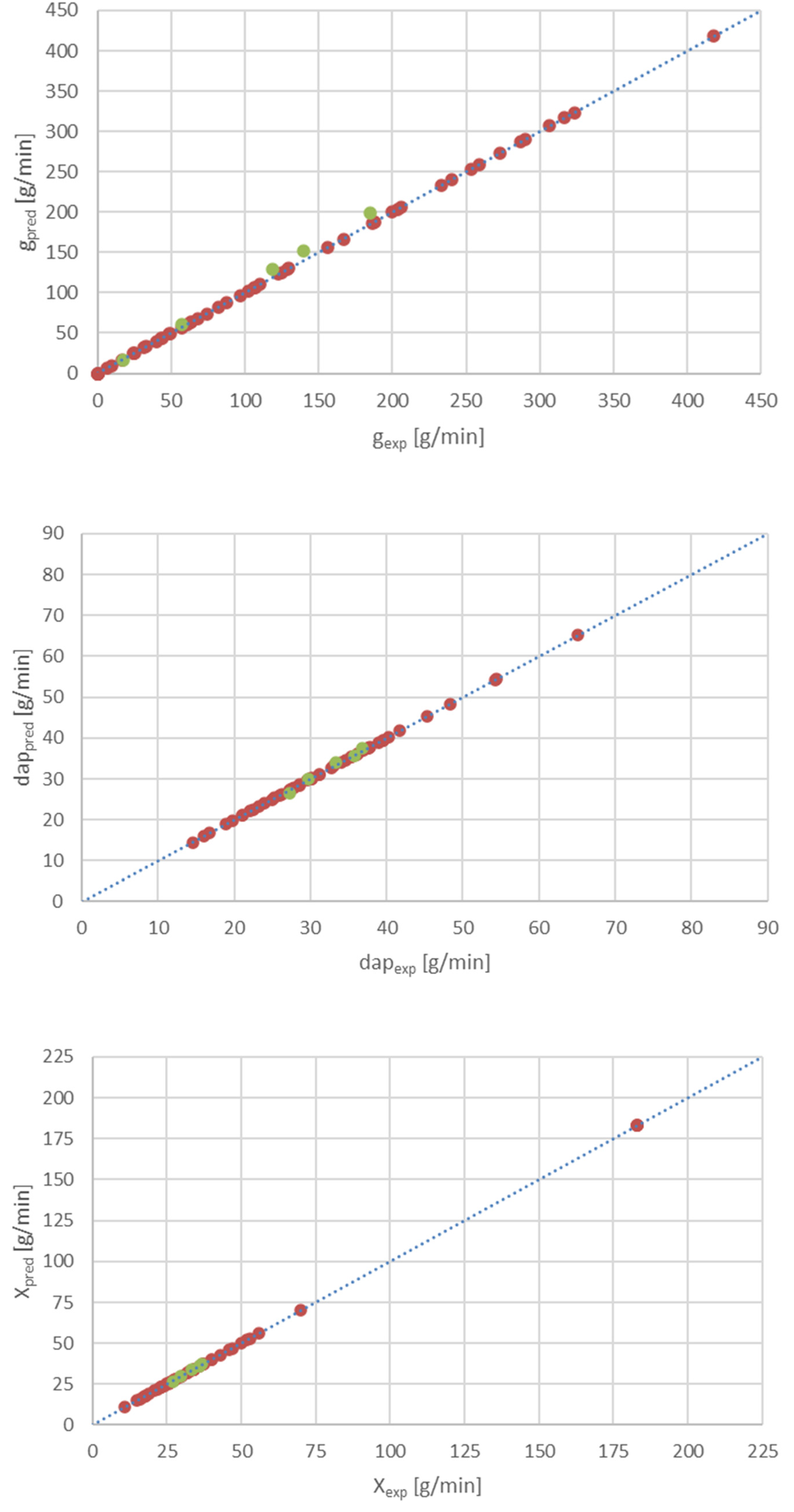
The FLClass system was successfully validated against the experimental results unseen by the model. These data were not previously used in the development process of the model. The maximum relative errors between the measured and calculated data for g, d
ap, and X are lower than 9% (
Figure 5).
Good performance of the developed FLClassSystem was achieved, even for the new testing data set. The predicted results are located within the range of ±9%, compared to the experimental data. Such a small relative error forms a solid basis for the possibility of using the developed model in practice.
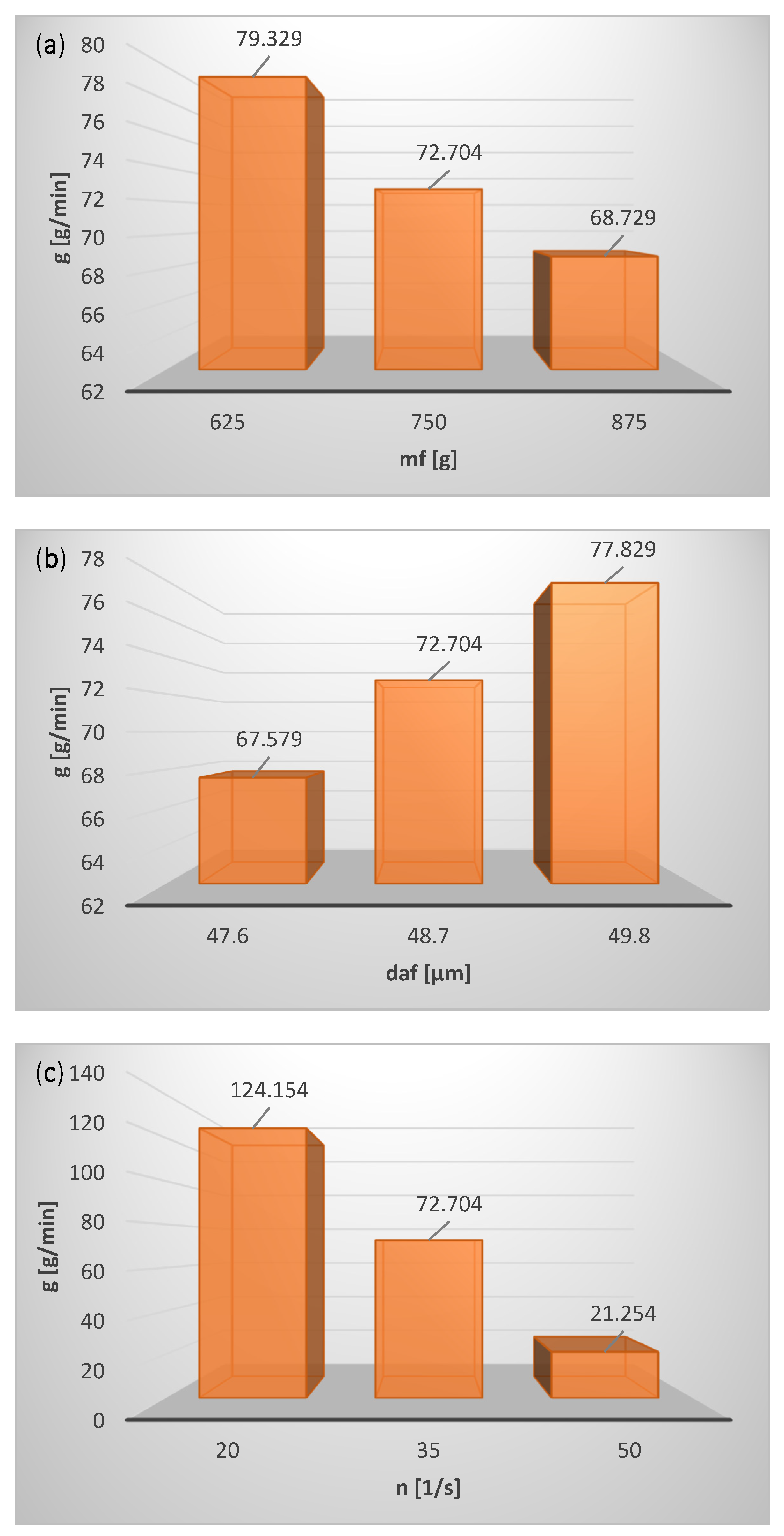
The influence of the operating parameters on the performance of the classification process is shown in
Figure 6.
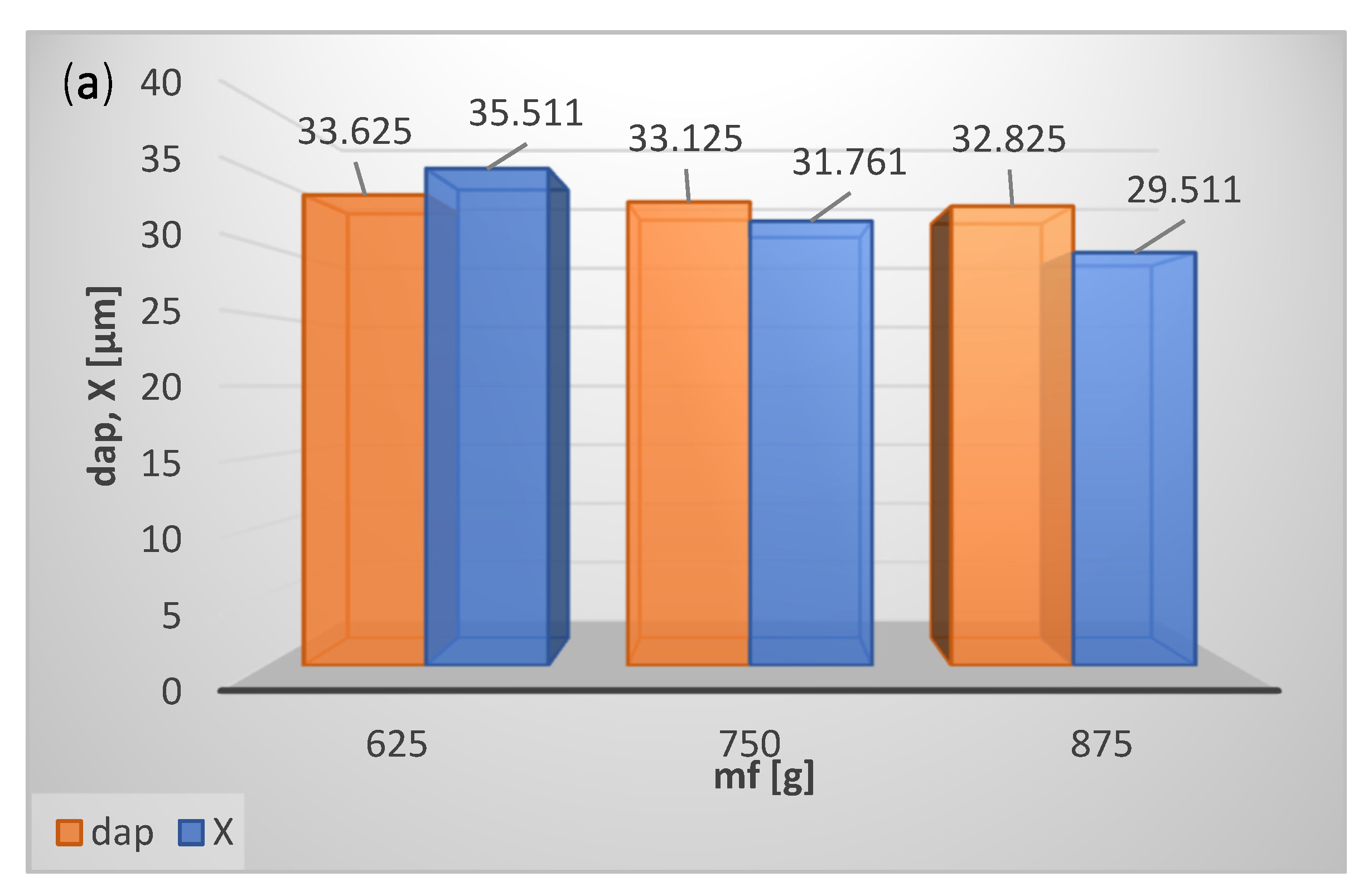
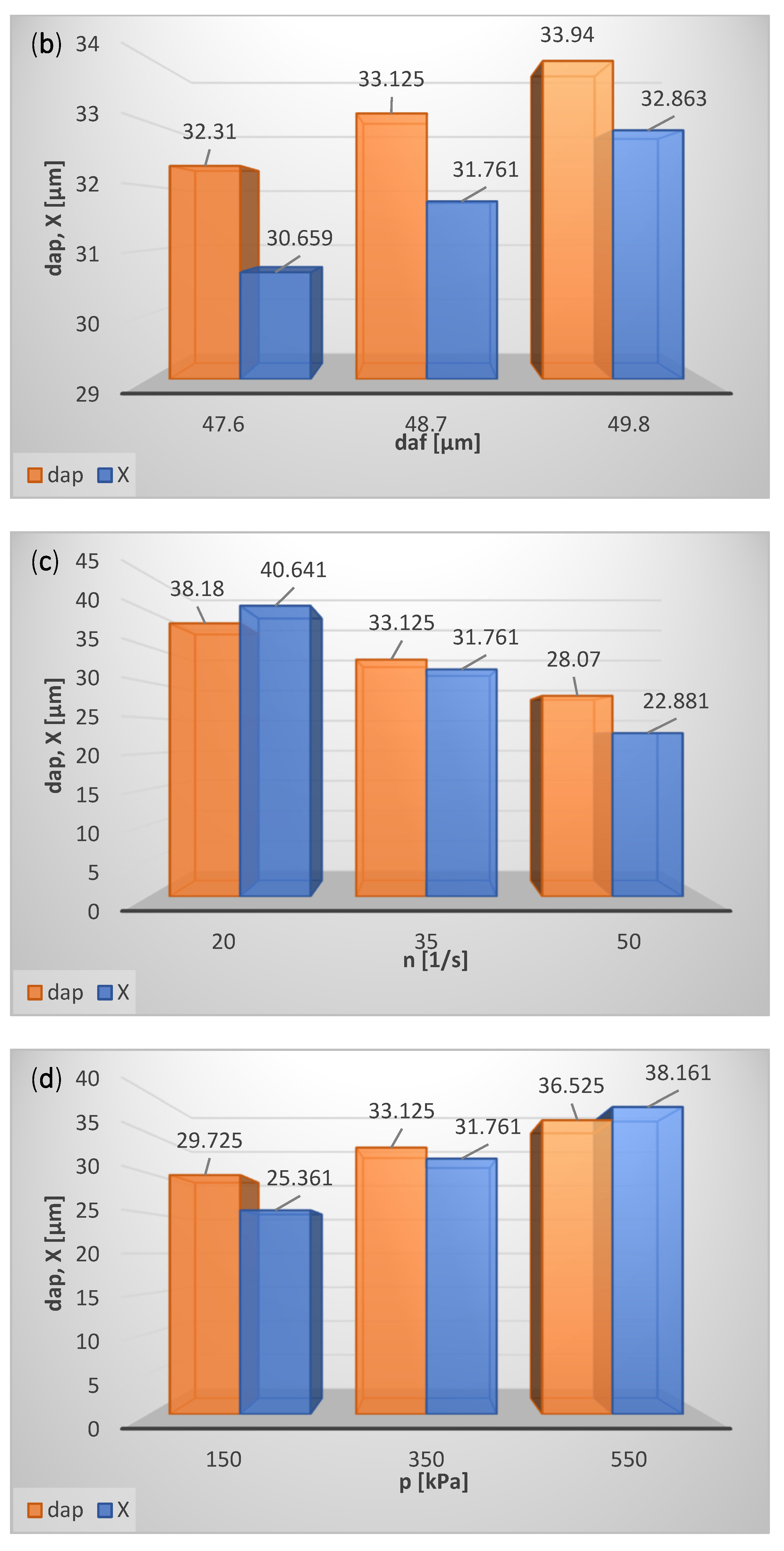
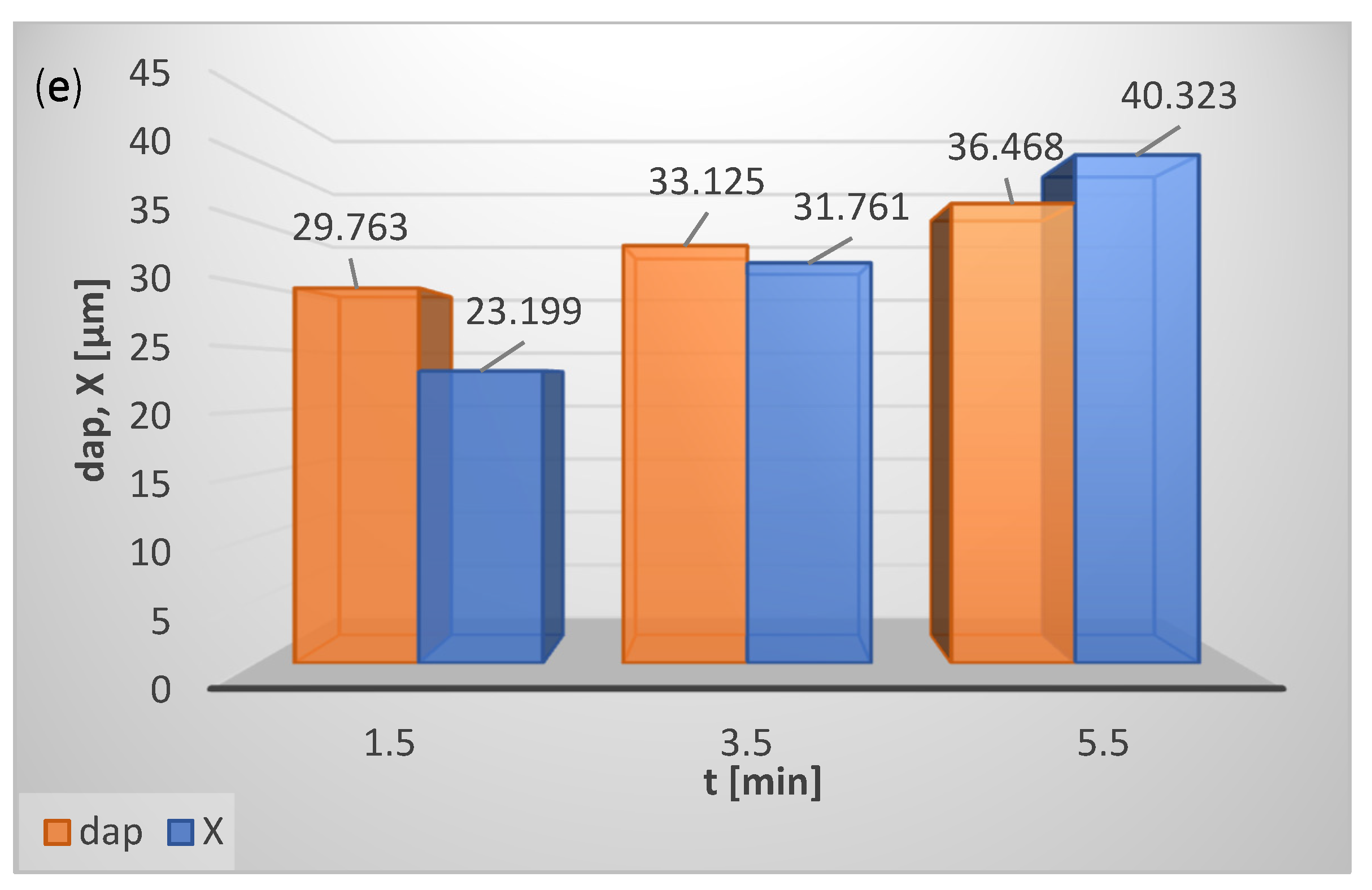
The effects of the input variables on Sauter mean diameter d
ap of the product and cut size X are depicted in
Figure 7.
In the studied range of variability of the classification process parameters and the particle size distribution of the feed, based on the calculation results the following detailed conclusions can be formulated:
With the increase in the mass of the feed, m
f, the material concentration in the classification zone rises, as a result of which classifier performance g decreases (
Figure 6a), and cut size X as well as Sauter mean diameter d
ap of the classification product decrease (
Figure 7a). A reduction of the classifier performance g with an increase in m
f may result from the two-stage nature of the classification process, and it certainly requires further research.
Classifier performance g (
Figure 6b), cut size X as well as Sauter mean diameter of the product dap (
Figure 7b) grow with the increase in the feed particle size (Sauter mean diameter d
af) because the fraction of coarse particles in the classification product increases.
With the increase in rotational speed of the classifier rotor n, classifier performance g decreases (
Figure 6c) due to the fall in cut size X and Sauter mean diameter d
ap of the classification product (
Figure 7c).
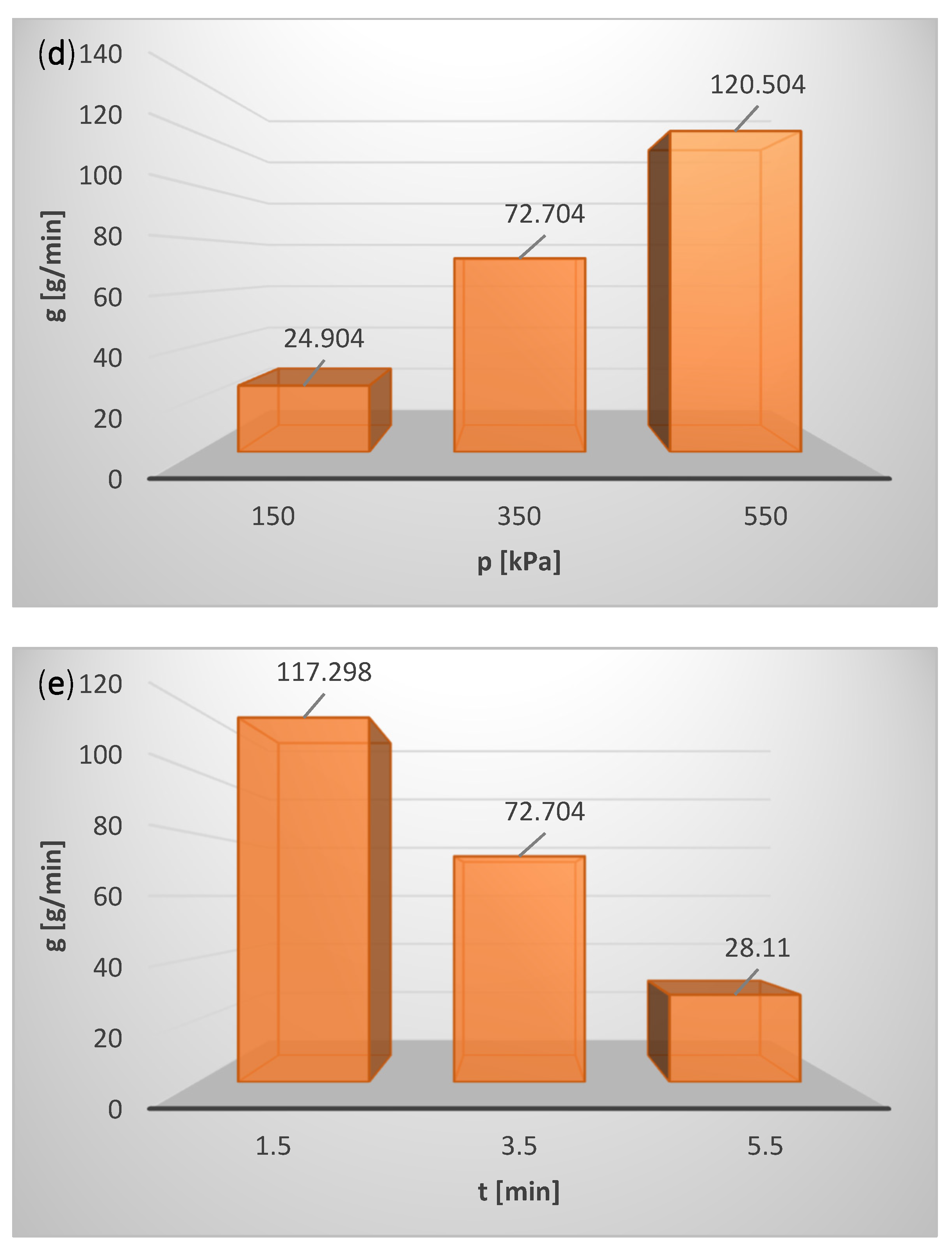
As the working air pressure rises, the air mass flow grows, carrying the coarse particles to the fine product, which increases classifier performance g (
Figure 6d), cut size X, and Sauter mean diameter d
ap of the classification product (
Figure 7d).
With the increase in time (with the passing of time), the particle concentration in the classification zone decreases, and classifier performance g declines (
Figure 6e). In the initial phase of classification, first the fine particles are separated, which results in an increase in the average particle size of the material remaining in the fluidized bed; this material in the next phase of classification goes to the fine product (Sauter mean diameter of the product d
ap and cut size X increase) (
Figure 7e).
4. Best Strategy in the Classification Process
Considering the observed trends in the performance behavior, an impression of the effects of the input parameters on g can be described as shown in
Table 6.
As we can see, the performance of the classification process can be enhanced by the decrease in mass of the fed material, classifier rotor speed, and shortening of the test duration time. The classification process can achieve further performance improvement by increasing the working air pressure and the Sauter mean diameter of the feed material. Therefore, for the considered range of input parameters, the highest performance g can be attained for the following conditions: mass of the fed material, mf = 500 g, Sauter mean diameter of the fed material daf = 49.8 µm, classifier rotor speed, n = 0, s−1, working air pressure p = 700 kPa and test conducting time, t = 0.5 min.
The highest value of g, which can be acquired for the considered range of input operational parameters, is equal to 361.67 g/min.
The model developed in the paper has a universal character as it uses inputs independent of the type and size of classifiers and material used. However, since the model was performed and validated on the specific conditions described in the paper, additional inputs relating to materials properties, such as density or/and particles sphericity, may be necessary to separate different combinations of materials and achieve reasonable accuracy.
5. Conclusions
The paper introduces a novel, knowledge-based classification (FLClass) system of bulk materials. The model was successfully validated against experimental data. The maximum relative error between the measured and predicted data is lower than 9%.
The comprehensive system considers a wide range of operating parameters, i.e., mean mass of the fed material, the Sauter mean diameter of the fed material, classifier rotor speed, working air pressure, and test conducting time.
The developed model can predict the Sauter mean diameter and the cut size of the classification product, as well as the performance of the process.
The presented fuzzy-logic-based approach allows an optimization study to be conducted of the process.
The highest value of g that can be obtained for the considered range of input operational parameters is equal to 361.67 g/min.
To the best of our knowledge, this paper is the first one available in open literature dealing with the use of the fuzzy logic method in the modeling of the air classification process of bulk materials.


 ,
, 




 refer to data used to build the model, while green ones
refer to data used to build the model, while green ones  apply to a new testing data set, previously unseen by the system).
apply to a new testing data set, previously unseen by the system).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




