
Phonolite Material as Catalyst Support for the Hydrotreatment of Gas Oil and Vegetable Oil Type Feedstocks

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstocks
2.2. Catalysts Synthesis and Characterisation
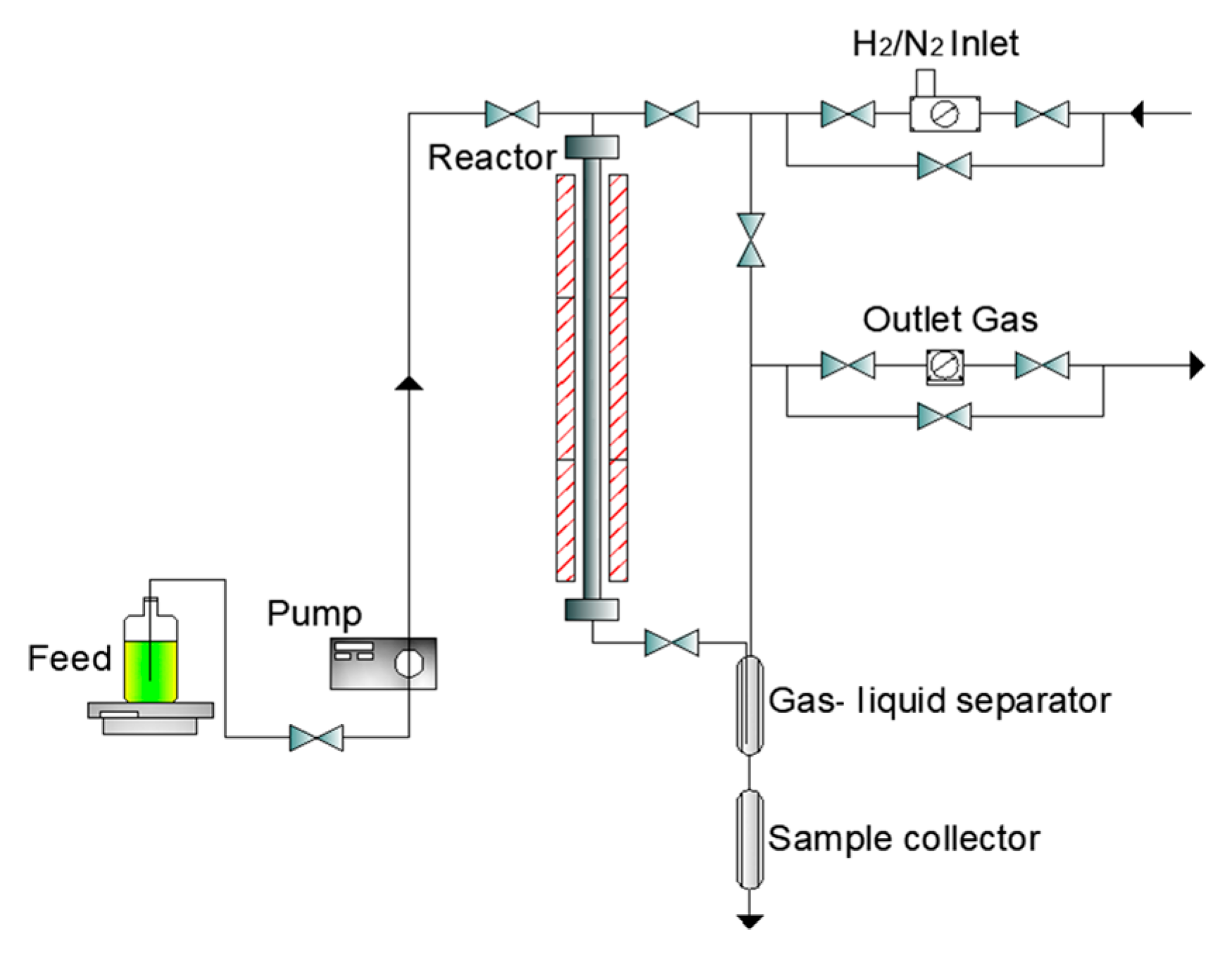
2.3. Experimental Setup and Catalytic Tests
2.4. Product Characterisation
2.5. Hydrotreating Effectiveness and Catalyst Selectivity
3. Results and Discussion
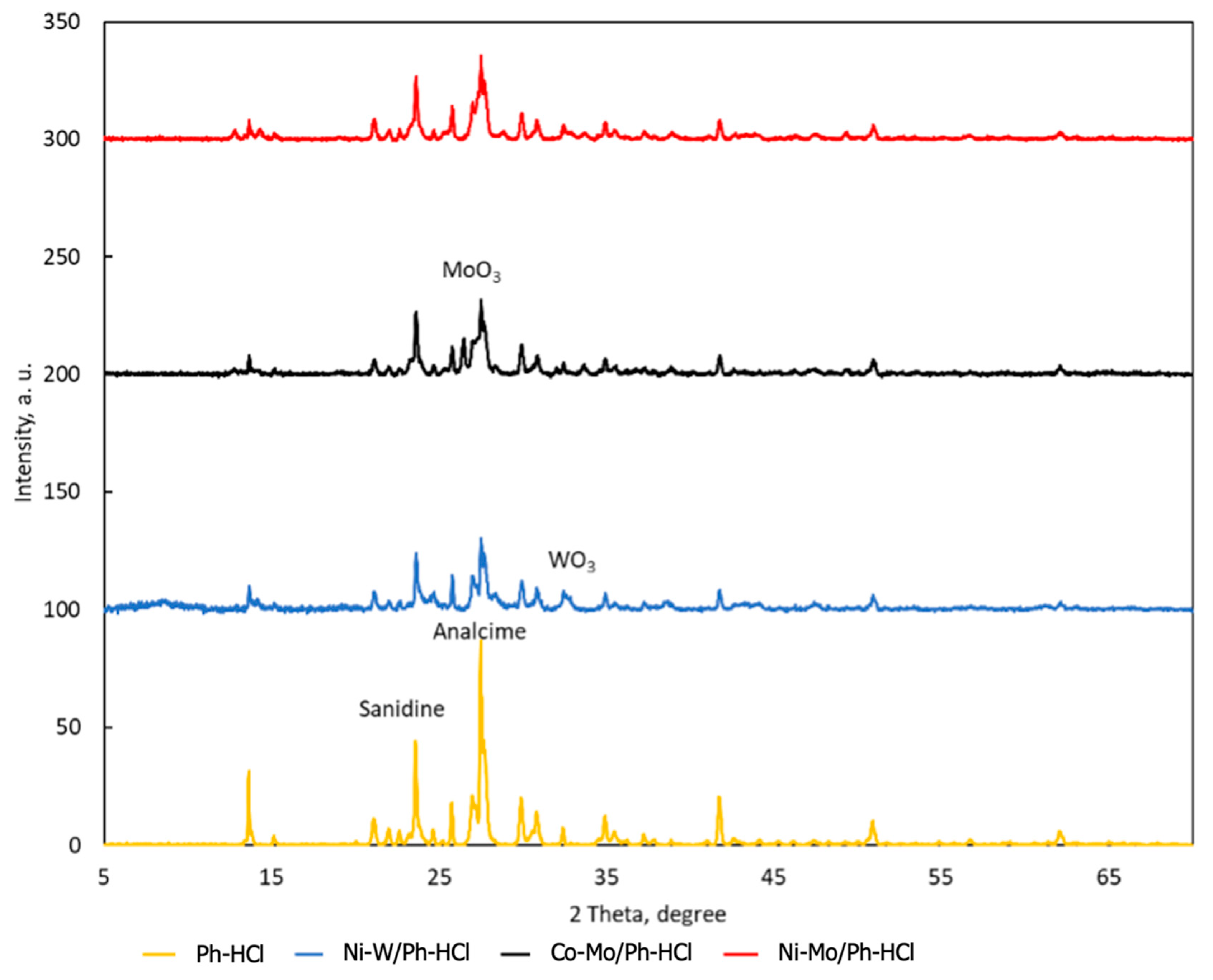
3.1. Catalyst Characterisation
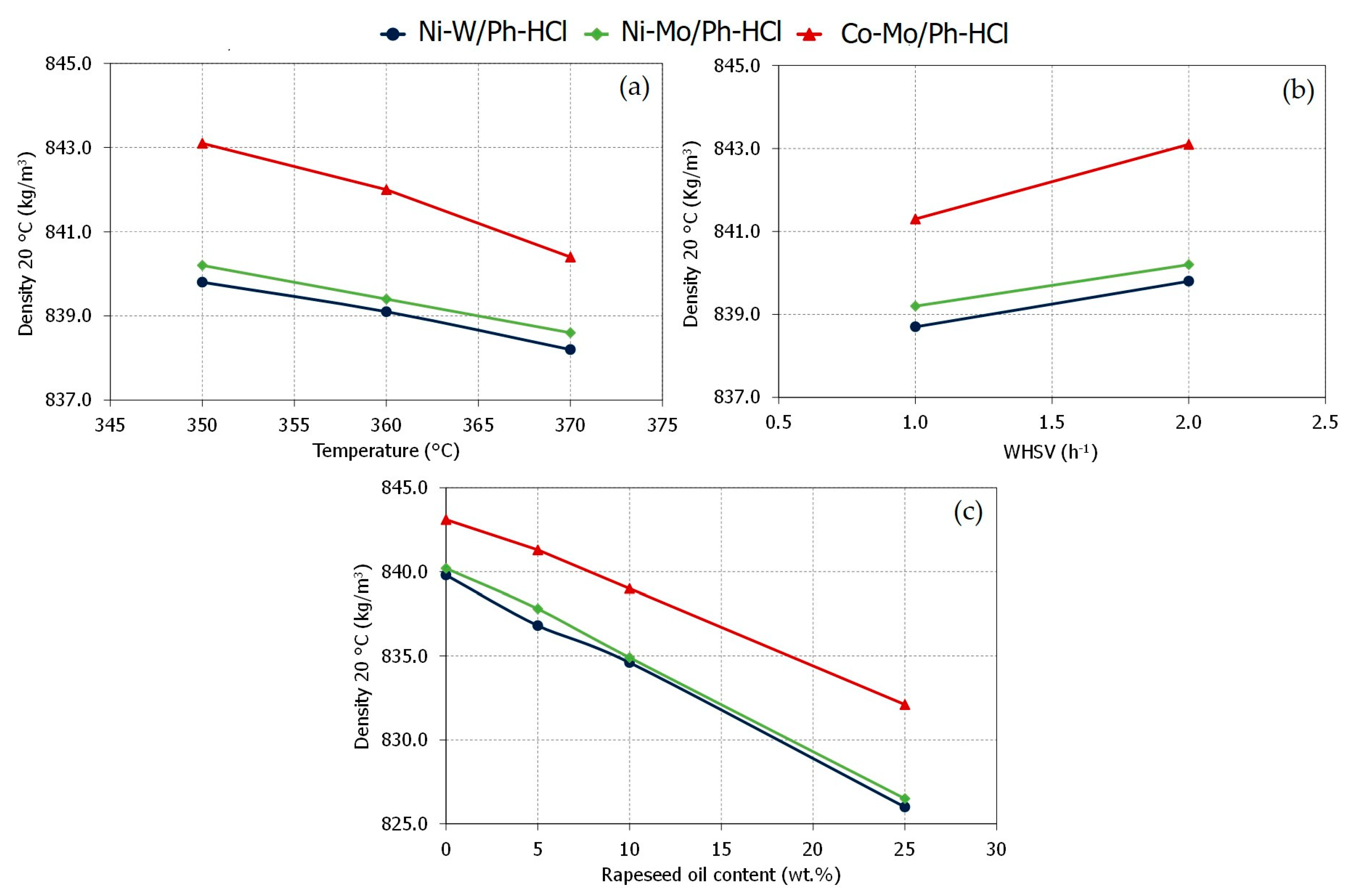
3.2. Catalyst Activity for Hydrotreating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hájek, M.; Vávra, A.; de Paz Carmona, H.; Kocík, J. The Catalysed Transformation of Vegetable Oils or Animal Fats to Biofuels and Bio-Lubricants: A Review. Catalysts 2021, 11, 1118. [Google Scholar] [CrossRef]
- Fivga, A.; Speranza, L.G.; Branco, C.M.; Ouadi, M.; Hornung, A. A review on the current state of the art for the production of advanced liquid biofuels. AIMS Energy 2019, 7, 46–76. [Google Scholar] [CrossRef]
- Estevez, R.; Aguado-Deblas, L.; Bautista, F.M.; Luna, D.; Luna, C.; Calero, J.; Posadillo, A.; Romero, A.A. Biodiesel at the Crossroads: A Critical Review. Catalysts 2019, 9, 1033. [Google Scholar] [CrossRef] [Green Version]
- Sonthalia, A.; Kumar, N. Hydroprocessed vegetable oils as a fuel for transportation sector: A review. J. Energy Inst. 2019, 92, 1–17. [Google Scholar] [CrossRef]
- Arun, N.; Sharma, R.V.; Dalai, A.K. Green diesel synthesis by hydrodeoxygenation of bio-based feedstocks: Strategies for catalyst design and development. Renew. Sust. Energ. Rev. 2015, 48, 240–255. [Google Scholar] [CrossRef]
- Al-Sabawi, M.; Chen, J.W. Hydroprocessing of biomass derived oils and their blends with petroleum feedstocks: A review. Energy Fuels 2012, 26, 5373–5399. [Google Scholar] [CrossRef]
- Huber, G.W.; O’Connor, P.; Corma, A. Processing biomass in conventional oil refineries: Production of high quality diesel by hydrotreating vegetable oils in heavy vacuum oil mixture. Appl. Catal. A Gen. 2007, 329, 120–129. [Google Scholar] [CrossRef]
- Bezergianni, S.; Dimitriadis, A.; Kikhtyanin, O.; Kubička, D. Refinery co-processing of renewable feeds. Prog. Energy Combust. 2018, 68, 29–64. [Google Scholar] [CrossRef]
- Soares Dias, A.P.; Ramos, M.; Catarino, M.; Costa Pereira, M.F. Biodiesel by co-processing animal fat/vegetable oil mixtures over basic heterogeneous Ca catalyst. Clean Eng. Tech. 2020, 1, 100012. [Google Scholar] [CrossRef]
- Chrysikou, L.P.; Dagonikou, V.; Dimitriadis, A.; Bezergianni, S. Waste cooking oils exploitation targeting EU 2020 diesel fuel production: Environmental and economic benefits. J. Clean Prod. 2019, 219, 566–575. [Google Scholar] [CrossRef]
- de Paz Carmona, H.; Vráblik, A.; Hidalgo Herrador, J.M.; Velvarská, R.; Černý, R. Animal fats as a suitable Feedstock for co-processing with atmospheric gas oil. Sustain. Energy Fuels 2021, 5, 4955–4964. [Google Scholar] [CrossRef]
- Kim, S.K.; Han, J.Y.; Lee, H.; Yum, T.; Kim, Y.; Kim, J. Production of renewable diesel via catalytic deoxygenation of natural triglycerides: Comprehensive understanding of reaction intermediates and hydrocarbons. Appl. Energy 2014, 116, 199–205. [Google Scholar] [CrossRef]
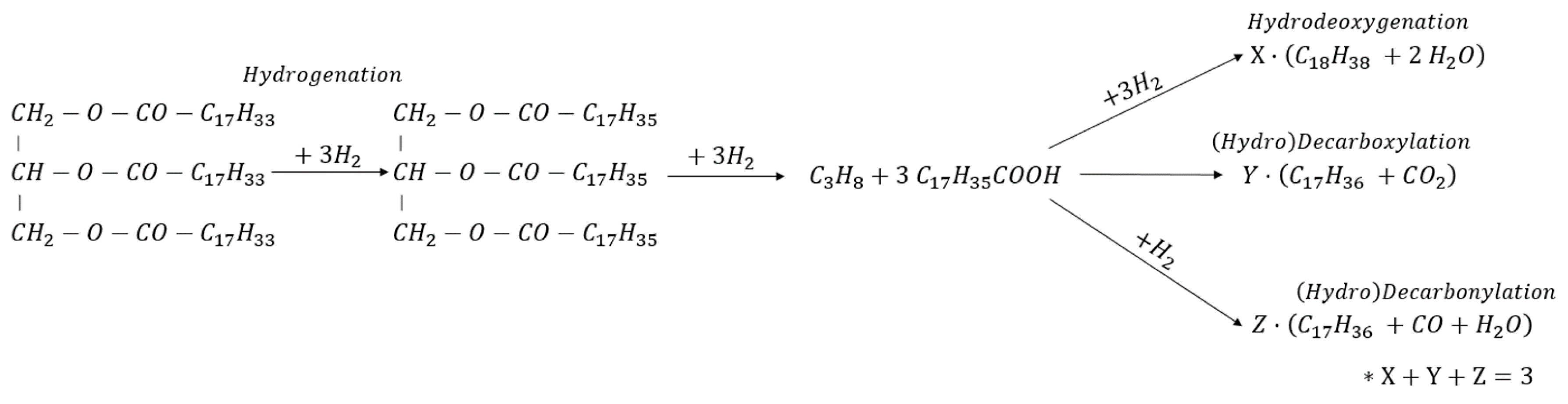
- Gosselink, R.W.; Hollak, S.A.W.; Chang, S.; van Haveren, J.; de Jong, K.P.; Bitter, J.H.; van Es, D. Reaction Pathways for the Deoxygenation of Vegetable Oils and Related Model Compounds. ChemSusChem 2013, 6, 1576–1594. [Google Scholar] [CrossRef]
- Straka, P.; Blažek, J.; Toullis, D.; Ihnát, T.; Šimáček, P. The Effect of the Reaction Conditions on the Properties of Products from Co-hydrotreating of Rapeseed oil and Petroleum Middle Distillates. Catalysts 2021, 11, 442. [Google Scholar] [CrossRef]
- Bezergianni, S.; Dimitriadis, A.; Karonis, D. Diesel decarbonization via effective catalytic Co-hydroprocessing of residual lipids with gas-oil. Fuel 2014, 136, 366–373. [Google Scholar] [CrossRef]
- Kubička, D.; Horácek, J. Deactivation of HDS catalysts in deoxygenation of vegetable oils. Appl. Catal. A Gen. 2011, 394, 9–17. [Google Scholar] [CrossRef]
- Horáček, J.; Akhmetzyanova, U.; Skuhrovcová, L.; Tišler, Z.; de Paz Carmona, H. Alumina-supported MoNx, MoCx and MoPx catalysts for the hydrotreatment of rapeseed oil. Appl. Catal. B Environ. 2020, 263, 118328. [Google Scholar] [CrossRef]
- Grant, T.; Milke, R.; Wunder, B. Experimental reactions between olivine and orthopyroxene with phonolite melt: Implications for the origins of hydrous amphibole phlogopite diopside bearing metasomatic veins. Contrib. Mineral. Petrol. 2014, 168, 1–18. [Google Scholar] [CrossRef]
- Grant, T.; Milke, R.; Pandey, S.; Jahnke, H. The Heldburg Phonolite, Central Germany: Reactions between phonolite and xenocrysts from the upper mantle and lower crust. Lithos 2013, 182, 86–101. [Google Scholar] [CrossRef]
- Li, H.; Andujar, J.; Slodczyk, A.; De Sousa Meneses, D.; Scaillet, B.; Echegut, P.; Biren, J.; Oppenheimer, C. Spectral Emissivity of Phonolite Lava at High Temperature. IEEE Trans. Geosci. Remote Sens. 2021, 1–15. [Google Scholar] [CrossRef]
- Hidalgo Herrador, J.M.; Tišler, Z.; Hajková, P.; Soukupová, L.; Zárybnická, L.; Černá, K. Cold plasma and acid treatment modification effects on phonolite. Acta Chim. Slov. 2017, 64, 598–602. [Google Scholar] [CrossRef] [Green Version]
- Hidalgo, J.M.; Tišler, Z.; Vráblík, A.; Velvarská, R.; Lederer, J. Acid-modified phonolite and foamed zeolite as supports for NiW catalysts for deoxygenation of waste rendering fat. Reac. Kinet. Mech. Cat. 2019, 126, 773–793. [Google Scholar] [CrossRef]
- Hidalgo Herrador, J.M.; Fratczak, J.; Tišler, Z.; de Paz Carmona, H.; Velvarská, R. Oxalic Acid as a Hydrogen Donor for the Hydrodesulfurization of Gas Oil and Deoxygenation of Rapeseed Oil Using Phonolite-Based Catalysts. Molecules 2020, 25, 3732. [Google Scholar] [CrossRef]
- Fratczak, J.; de Paz Carmona, H.; Tišler, Z.; Hidalgo Herrador, J.M.; Gholami, Z. Hydrocracking of Heavy Fischer–Tropsch Wax Distillation Residues and Its Blends with Vacuum Gas Oil Using Phonolite-Based Catalysts. Molecules 2021, 26, 7172. [Google Scholar] [CrossRef]
- Hidalgo Herrador, J.M.; Tišler, Z.; Kocík, J.; Frątczak, J.; Hradecká, I.; Velvarská, R.; de Paz Carmona, H. Mesityl Oxide Reduction by Using Acid-Modified Phonolite Supported NiW, NiMo, and CoMo Catalysts. Catalysts 2021, 11, 1101. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Density, Relative Density, and API Gravity of Liquids by Digital Density Meter; ASTM D4052-18a; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. Standard Test Method for Refractive Index and Refractive Dispersion of Hydrocarbon Liquids; ASTM D1218-21; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- ASTM International. Standard Test Method for Sulfur in Petroleum Products by High Temperature Combustion and Infrared (IR) Detection or Thermal Conductivity Detection (TCD); ASTM D1552-16(2021); ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- ASTM International. Standard Test Methods for Instrumental Determination of Carbon, Hydrogen, and Nitrogen in Petroleum Products and Lubricants; ASTM D5291-21; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- ASTM International. Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration; ASTM D664-18e2; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. Standard Test Method for Boiling Range Distribution of Petroleum Fractions by Gas Chromatography; ASTM D2887-19ae2; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- de Paz Carmona, H.; Svobodová, E.; Tišler, Z.; Akhmetzyanova, U.; Strejcová, K. Hydrotreating of Atmospheric Gas Oil and Co-Processing with Rapeseed Oil Using Sulfur-free PMoCx/Al2O3 Catalysts. ACS Omega 2021, 6, 7680–7692. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Liu, J.; Zhou, G.; Tian, W.; Rong, L. A cleaner process for hydrocracking of jatropha oil into green diesel. J. Taiwan Inst. Chem. Eng. 2013, 44, 221–227. [Google Scholar] [CrossRef]
- Dos Santos Teixeira, A.M.; dos Santos Garrido, F.M.; Medeiros, M.E.; Alves Sampaio, J. Effect of termal treatments on the potassium and sodium availability in phonolite rock powder. Int. J. Miner. Process. 2015, 145, 57–65. [Google Scholar] [CrossRef]
- Díaz de León, J.N.; Kumar, C.R.; Antúnez-García, J.; Fuentes-Moyado, S. Recent Insights in Transition Metal Sulfide Hydrodesulfurization Catalysts for the Production of Ultra Low Sulfur Diesel: A Short Review. Catalysts 2019, 9, 87. [Google Scholar] [CrossRef] [Green Version]
- Mochida, I.; Choi, K.-H. An Overview of Hydrodesulfurization and Hydrodenitrogenation. J. JPN Petrol. Inst. 2004, 47, 145–163. [Google Scholar] [CrossRef] [Green Version]
- Walendziewski, J.; Stolarski, M.; Łużny, R.; Klimek, B. Hydroprocessing of light gas oil—Rape oil mixtures. Fuel Process. Technol. 2009, 90, 686–691. [Google Scholar] [CrossRef]
- Horáček, J.; Tíšler, Z.; Rubáš, V.; Kubička, D. HDO catalysts for triglycerides conversion into pyrolisis and isomerization feedstocks. Fuel 2014, 121, 57–64. [Google Scholar] [CrossRef]
- Tanimu, A.; Alhooshani, K. Advanced Hydrodesulfurization Catalysts: A Review of Design and Synthesis. Energ. Fuel 2019, 33, 2810–2838. [Google Scholar] [CrossRef]
- Vatutina, Y.V.; Klimov, O.V.; Stolyarova, E.A.; Nadeina, K.A.; Danilova, I.G.; Chesalov, Y.A.; Gerasimov, E.Y.; Prosvirin, I.P.; Noskov, A.S. Influence of the phosphorus addition ways on properties of CoMo-catalysts of hydrotreating. Catal. Today 2019, 329, 13–23. [Google Scholar] [CrossRef]
- De Mello, M.D.; de Almeida Braggio, F.; da Costa Magalhães, B.; Luiz Zotin, J.; Pereira da Silva, M.A. Effects of Phosphorus Content on Simultaneous Ultradeep HDS and HDN Reactions over NiMoP/Alumina Catalysts. Ind. Eng. Chem. Res. 2017, 56, 10287–10299. [Google Scholar] [CrossRef]
- El-Sawy, M.S.; Hanafi, S.A.; Ashour, F.; Aboul-Fotouh, T.M. Co-hydroprocessing and hydrocracking of alternative feed mixture (vacuum gas oil/waste lubricating oil/waste cooking oil) with the aim of producing high quality fuels. Fuel 2020, 269, 117437. [Google Scholar] [CrossRef]
- Kaluža, L.; Kubička, D. The comparison of Co, Ni, Mo, CoMo and NiMo sulfided catalysts in rapeseed oil hydrodeoxygenation. React. Kinet. Mech. Catal. 2017, 122, 333–341. [Google Scholar] [CrossRef]
- Donnis, B.; Egeberg, R.G.; Blom, P.; Knudsen, K.G. Hydroprocessing of Bio-Oils and Oxygenates to Hydrocarbons. Understanding the Reaction Routes. Top. Catal. 2009, 52, 229–240. [Google Scholar] [CrossRef]
- Bezergianni, S.; Dimitriadis, A.; Meletidis, G. Effectiveness of CoMo and NiMo catalysts on co-hydroprocessing of heavy atmospheric gas oil-waste cooking oil mixtures. Fuel 2014, 125, 129–136. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Feed | TOS (Time on Stream, h) | Temperature (°C) | WHSV (h−1) | Pressure (MPa) |
|---|---|---|---|---|---|
| 1 | AGO | 0–60 | 350 | 2.0 | 5.5 |
| 2 | AGO | 60–84 | 360 | 2.0 | 5.5 |
| 3 | AGO | 84–108 | 370 | 2.0 | 5.5 |
| 4 | AGO | 108–132 | 350 | 2.0 | 5.5 |
| 5 | AGOR_5 1 | 132–156 | 350 | 2.0 | 5.5 |
| 6 | AGOR_10 | 156–180 | 350 | 2.0 | 5.5 |
| 7 | AGOR_25 | 180–204 | 350 | 2.0 | 5.5 |
| 8 | AGO | 204–228 | 350 | 2.0 | 5.5 |
| 9 | AGO | 228–276 | 350 | 1.0 | 5.5 |
| Sample | Ph (Raw Material) | Ph-HCl | Ni-W/Ph-HCl | Ni-Mo/Ph-HCl | Co-Mo/Ph-HCl |
|---|---|---|---|---|---|
| Specific surface BET, m2/g | 7.6 | 120.1 | 68.3 | 41.8 | 51.3 |
| Pore volume (3–50 nm), cm3/g | 0.003 | 0.030 | 0.016 | 0.000 | 0.000 |
| Total intrusion volume, cm3/g | 0.008 | 0.179 | 0.118 | 0.200 | 0.209 |
| XRF Elemental Analysis, wt.% | - | ||||
| Si | 26.5 | 34.8 | 28.5 | 28.9 | 29.6 |
| Al | 11.8 | 6.7 | 5.3 | 5.5 | 5.7 |
| Ni | 0.0 | 0.0 | 5.2 | 5.4 | 0.0 |
| W | 0.0 | 0.0 | 9.8 | 0.0 | 0.0 |
| Mo | 0.0 | 0.0 | 0.0 | 10.0 | 9.0 |
| Co | 0.0 | 0.0 | 0.0 | 0.0 | 4.6 |
| Na | 7.9 | 2.8 | 1.7 | 1.2 | 1.4 |
| K | 5.1 | 6.6 | 5.2 | 2.8 | 2.7 |
| Fe | 1.4 | 0.8 | 0.5 | 0.6 | 0.6 |
| Ca | 0.7 | 0.0 | 0.0 | 0.1 | 0.1 |
| Property | AGO | RSO | AGO/RSO 95/5 | AGO/RSO 90/10 | AGO/RSO 75/25 |
|---|---|---|---|---|---|
| Density at 20 °C (kg m−3) | 852.6 | 914.5 | 856.0 | 859.0 | 868.1 |
| Refractive index at 20 °C | 1.4759 | 1.4756 | 1.4759 | 1.4759 | 1.4758 |
| S content (ppm) | 11,010.0 | 2.3 | 10,500.6 | 9910.2 | 8560.1 |
| N content (ppm) | 239.0 | 22.9 | 228.2 | 217.4 | 185.0 |
| Acid number (mg KOH g−1) | 0.04 | 0.10 | - | - | - |
| Elemental analysis (%) | - | ||||
| Carbon content | 86.0 | 78.6 | 85.6 | 85.3 | 84.2 |
| Hydrogen content | 13.3 | 12.0 | 13.2 | 13.2 | 13.0 |
| Simdis (wt.%) | - | ||||
| 10 | 220 | 595 | - | - | - |
| 30 | 281 | 608 | - | - | - |
| 50 | 308 | 609 | - | - | - |
| 70 | 335 | 610 | - | - | - |
| 90 | 373 | 612 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Paz Carmona, H.; Frątczak, J.; Tišler, Z.; Hidalgo Herrador, J.M. Phonolite Material as Catalyst Support for the Hydrotreatment of Gas Oil and Vegetable Oil Type Feedstocks. Materials 2022, 15, 386. https://doi.org/10.3390/ma15010386
de Paz Carmona H, Frątczak J, Tišler Z, Hidalgo Herrador JM. Phonolite Material as Catalyst Support for the Hydrotreatment of Gas Oil and Vegetable Oil Type Feedstocks. Materials. 2022; 15(1):386. https://doi.org/10.3390/ma15010386
Chicago/Turabian Stylede Paz Carmona, Héctor, Jakub Frątczak, Zdeněk Tišler, and José Miguel Hidalgo Herrador. 2022. "Phonolite Material as Catalyst Support for the Hydrotreatment of Gas Oil and Vegetable Oil Type Feedstocks" Materials 15, no. 1: 386. https://doi.org/10.3390/ma15010386