
Setting the Optimal Laser Power for Sustainable Powder Bed Fusion Processing of Elastomeric Polyesters: A Combined Experimental and Theoretical Study

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Material Characterization
2.3. Equations for Ideal SLS Settings: From State-of-the Art to Novel Concepts
2.4. Experimental SLS Printing Specifications
3. Results and Discussion
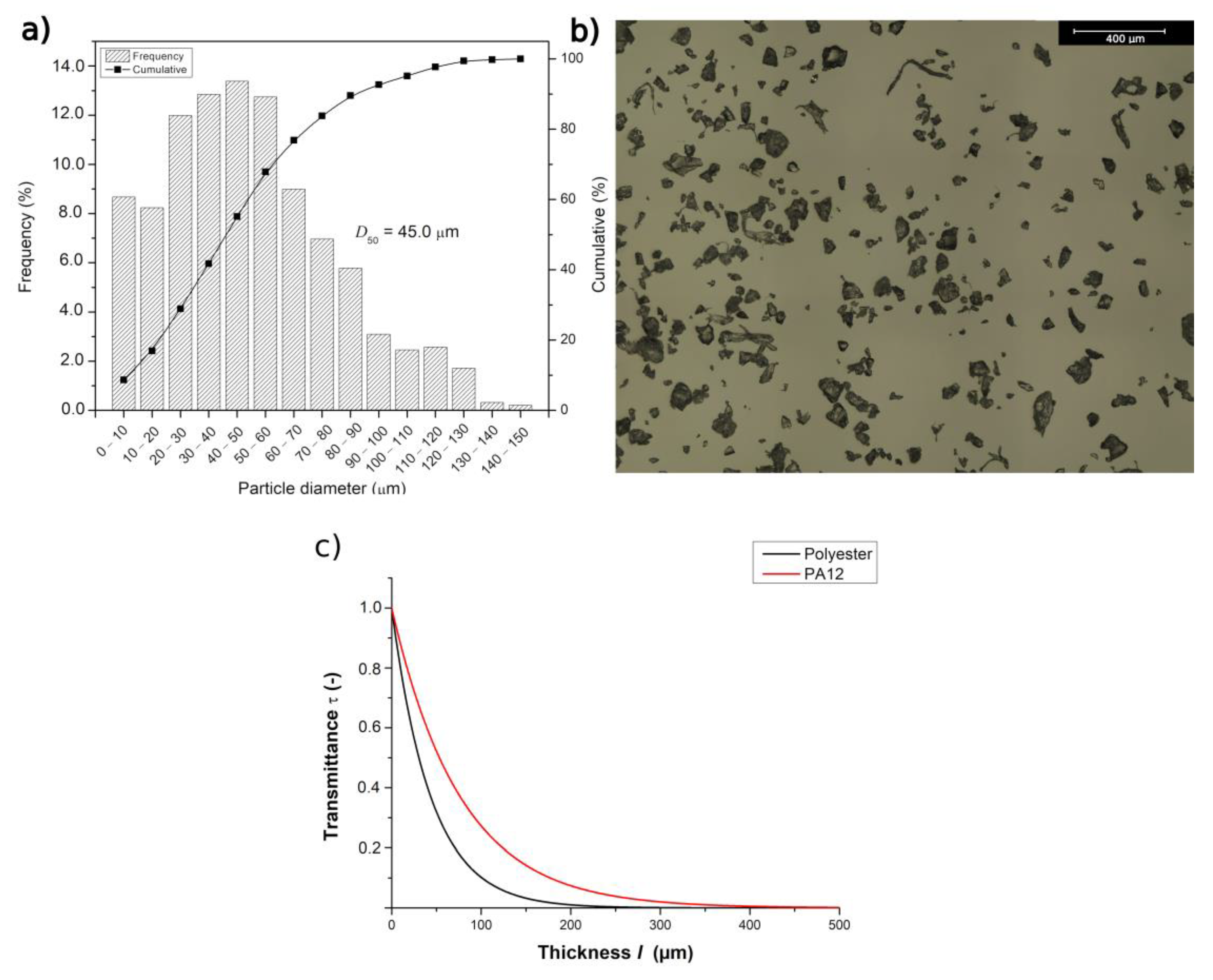
3.1. Analysis of Polyester Material Properties
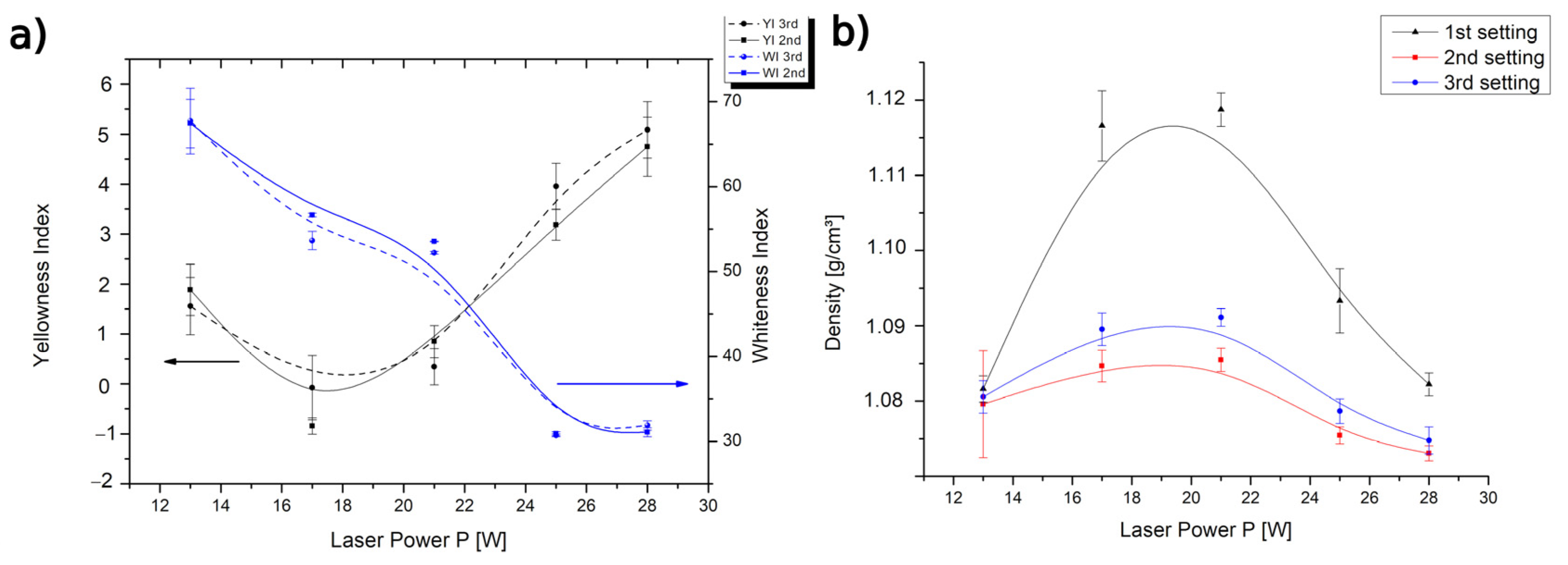
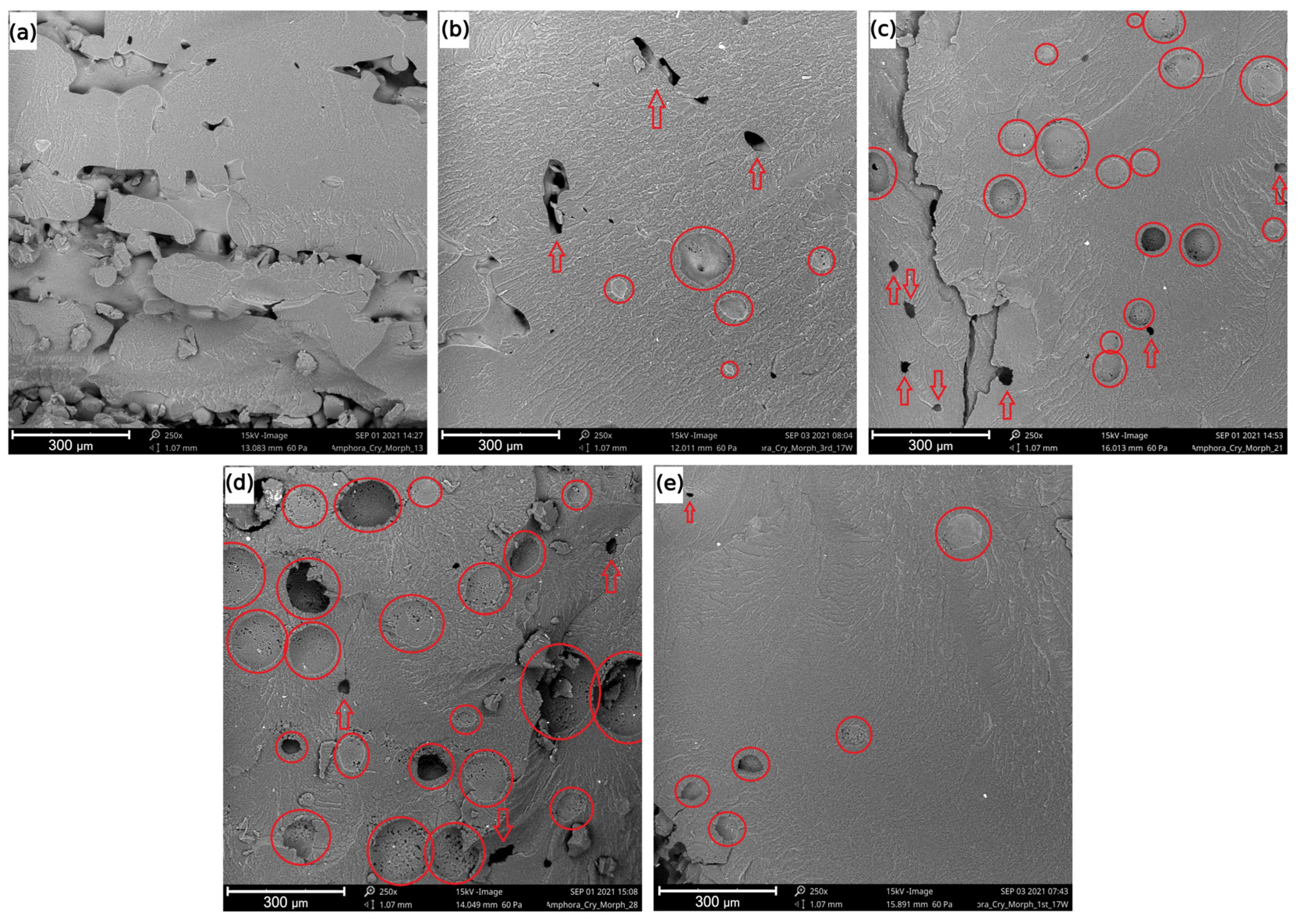
3.2. Effect of SLS Settings on the Printed Material Properties
3.3. Theoretical Interpretation and Further Optimization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Diegel, O. Additive Manufacturing: An Overview. Compr. Mater. Process. 2014, 10, 3–18. [Google Scholar] [CrossRef]
- Minetola, P.; Calignano, F.; Galati, M. Comparing geometric tolerance capabilities of additive manufacturing systems for polymers. Addit. Manuf. 2020, 32, 101–103. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [Green Version]
- Bastola, A.K.; Hossain, M. The shape–morphing performance of magnetoactive soft materials performance. Mater. Des. 2021, 211, 110172. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. CAD Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Tareq, M.S.; Rahman, T.; Hossain, M.; Dorrington, P. Additive manufacturing and the COVID-19 challenges: An in-depth study. J. Manuf. Syst. 2021, 60, 787–798. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the melt flow index be used to predict the success of fused deposition modelling of commercial poly (lactic acid) filaments into 3D printed materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Vaes, D.; Coppens, M.; Goderis, B.; Zoetelief, W.; Van Puyvelde, P. The extent of interlayer bond strength during fused filament fabrication of nylon copolymers: An interplay between thermal history and crystalline morphology. Polymers 2021, 13, 2677. [Google Scholar] [CrossRef] [PubMed]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- La Gala, A.; Fiorio, R.; Ceretti, D.V.A.; Erkoç, M.; Cardon, L.; D’hooge, D.R. A Combined Experimental and Modeling Study for Pellet-Fed Extrusion-Based Additive Manufacturing to Evaluate the Impact of the Melting Efficiency. Materials 2021, 14, 5566. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer Science + Business Media, LLC: New York, NY, USA, 2019; ISBN 9781441911193. [Google Scholar]
- Bourell, D.L.; Watt, T.J.; Leigh, D.K.; Fulcher, B. Performance limitations in polymer laser sintering. Phys. Procedia 2014, 56, 147–156. [Google Scholar] [CrossRef] [Green Version]
- Rietzel, D.; Kuehnlein, F.; Drummer, D. Characterization of new thermoplastics for additive manufacturing by selective laser sintering. Annu. Tech. Conf.-ANTEC Conf. Proc. 2010, 1, 592–598. [Google Scholar]
- Verbelen, L.; Dadbakhsh, S.; Van den Eynde, M.; Strobbe, D.; Kruth, J.P.; Goderis, B.; Van Puyvelde, P. Analysis of the material properties involved in laser sintering of thermoplastic polyurethane. Addit. Manuf. 2017, 15, 12–19. [Google Scholar] [CrossRef]
- Khalil, Y.; Kowalski, A.; Hopkinson, N. Influence of energy density on flexural properties of laser-sintered UHMWPE. Addit. Manuf. 2016, 10, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Vasquez, M.; Cross, J.; Hopkinson, N.; Haworth, B. Developing new laser sintering materials for snowboarding applications. Procedia Eng. 2012, 34, 325–330. [Google Scholar] [CrossRef] [Green Version]
- Vasquez, M.; Haworth, B.; Hopkinson, N. Optimum sintering region for laser sintered Nylon-12. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 2240–2248. [Google Scholar] [CrossRef] [Green Version]
- Wegner, A.; Witt, G. Understanding the decisive thermal procebes in laser sintering of polyamide 12. AIP Conf. Proc. 2015, 1664, 160004. [Google Scholar] [CrossRef]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2007, 182, 477–488. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Pietroluongo, M.; Giudice, S.; Ostrovskaya, O.; Badini, C. Optimization of selective laser sintering process conditions using stable sintering region approach. Express Polym. Lett. 2021, 15, 177–192. [Google Scholar] [CrossRef]
- Starr, T.L.; Gornet, T.J.; Usher, J.S. The effect of process conditions on mechanical properties of laser-sintered nylon. Rapid Prototyp. J. 2011, 17, 418–423. [Google Scholar] [CrossRef]
- Eastman Chemical Company. Technical Data Sheet Amphora. 2005.
- Bianchi, O.; Oliveira, R.V.B.; Fiorio, R.; Martins, J.D.N.; Zattera, A.J.; Canto, L.B. Assessment of Avrami, Ozawa and Avrami-Ozawa equations for determination of EVA crosslinking kinetics from DSC measurements. Polym. Test. 2008, 27, 722–729. [Google Scholar] [CrossRef]
- Moens, E.K.C.; De Smit, K.; Marien, Y.W.; Trigilio, A.D.; Van Steenberge, P.H.M.; Van Geem, K.M.; Dubois, J.; Dagmar, R.D. Progress in Reaction Mechanisms and Reactor Technologies for Thermochemical Recycling of poly (methyl methacrylate). Polymers 2020, 12, 1667. [Google Scholar] [CrossRef]
- ASTM E 1641-16; Standard Test Method for Decomposition Kinetics by Thermogravimetry Using the Ozawa/Flynn/Wall Method. ASTM International: West Conshohocken, PA, USA, 2016.
- Vasquez, M.; Haworth, B.; Hopkinson, N. Methods for Quantifying the Stable Sintering Region in Laser Sintered Polyamide-12. Polym. Eng. Sci. 2013, 53, 1230–1240. [Google Scholar] [CrossRef] [Green Version]
- Hapke, B. Bidirectional reflectance spectroscopy I. Theory. J. Geophys. Res. Solid Earth 1981, 86, 3039–3054. [Google Scholar] [CrossRef]
- Brandrup, J.; Immergut, E.H.; Grulke, E.A. Polymer Handbook, 4th ed.; Abe, A., Bloch, D.R., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1999; ISBN 0471166286. [Google Scholar]
- Sreekanth, M.S.; Joseph, S.; Mhaske, S.T.; Mahanwar, P.A.; Bambole, V.A. Effects of mica and fly ash concentration on the properties of polyester thermoplastic elastomer composites. J. Thermoplast. Compos. Mater. 2011, 24, 317–331. [Google Scholar] [CrossRef]
- Jabeen, F.; Chen, M.; Rasulev, B.; Ossowski, M.; Boudjouk, P. Refractive indices of diverse data set of polymers: A computational QSPR based study. Comput. Mater. Sci. 2017, 137, 215–224. [Google Scholar] [CrossRef]
- Hapke, B.; Nelson, R. Evidence for an elemental sulfur component of the cluds from Venus spectrophotometry. J. Atmos. Sci. 1975, 32, 1212–1218. [Google Scholar] [CrossRef] [Green Version]
- Myers, T.L.; Brauer, C.S.; Su, Y.-F.; Blake, T.A.; Tonkyn, R.G.; Ertel, A.B.; Johnson, T.J.; Richardson, R.L. Quantitative reflectance spectra of solid powders as a function of particle size. Appl. Opt. 2015, 54, 4863. [Google Scholar] [CrossRef]
- Johnson, P.E.; Smith, M.O.; Adams, J.B. Simple algorithms for remote determination of mineral abundances and particle sizes from reflectance spectra. J. Geophys. Res. 1992, 97, 2649–2657. [Google Scholar] [CrossRef]
- EOS GMBH-Electro Optical Systems. ALM-AdvancedLaserMaterials.com, TPE 360 Material Data Sheet. 2021; 1–2.
- EOS GmbH–Electro Optical Systems. PA 2200 Material Data Sheet. 2008; 1–2.
- Verbelen, L.; Dadbakhsh, S.; Van Den Eynde, M.; Kruth, J.P.; Goderis, B.; Van Puyvelde, P. Characterization of polyamide powders for determination of laser sintering processability. Eur. Polym. J. 2016, 75, 163–174. [Google Scholar] [CrossRef]
- Mys, N.; Van De Sande, R.; Verberckmoes, A.; Cardon, L. Processing of polysulfone to free flowing powder by mechanical milling and spray drying techniques for use in selective laser sintering. Polymers 2016, 8, 150. [Google Scholar] [CrossRef] [Green Version]
- Van Den Eynde, M.; Strobbe, D.; Verkinderen, O.; Verbelen, L.; Goderis, B.; Kruth, J.P.; Van Puyvelde, P. Effect of Thermal Treatments on the Laser Sinterability of Cryogenically Milled Polybutene-1; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; Volume 153. [Google Scholar]
- Osmanlic, F.; Wudy, K.; Laumer, T.; Schmidt, M.; Drummer, D.; Körner, C. Modeling of laser beam absorption in a polymer powder bed. Polymers 2018, 10, 784. [Google Scholar] [CrossRef] [Green Version]
- Mwania, F.M.; Maringa, M.; Van Der Walt, J.G. Preliminary testing to determine the best process parameters for polymer laser sintering of a new polypropylene polymeric material. Adv. Polym. Technol. 2021, 2021, 6674890. [Google Scholar] [CrossRef]
- Fernandez, E.; Ceretti, D.A.; Wang, S.; Jiang, Y.; Zhang, J.; D’hooge, D.R.; Cardon, L. Fused filament fabrication of copolyesters by understanding the balance of inter- and intra-layer welding. Plast. Rubber Compos. 2020, 1–7. [Google Scholar] [CrossRef]
- Hofland, E.C.; Baran, I.; Wismeijer, D.A. Correlation of Process Parameters with Mechanical Properties of Laser Sintered PA12 Parts. Adv. Mater. Sci. Eng. 2017, 2017, 4953173. [Google Scholar] [CrossRef] [Green Version]
- Rüsenberg, S.; Josupeit, S.; Schmid, H.J. A Method to Characterize the Quality of a Polymer Laser Sintering Process. Adv. Mech. Eng. 2014, 2014, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Dadbakhsh, S.; Verbelen, L.; Vandeputte, T.; Strobbe, D.; Van Puyvelde, P.; Kruth, J.P. Effect of powder size and shape on the SLS processability and mechanical properties of a TPU elastomer. Phys. Procedia 2016, 83, 971–980. [Google Scholar] [CrossRef] [Green Version]
- Tsuneyasu, S.; Watanabe, R.; Takeda, N.; Uetani, K.; Izakura, S.; Kasuya, K.; Takahashi, K.; Satoh, T. Enhancement of luminance in powder electroluminescent devices by substrates of smooth and transparent cellulose nanofiber films. Nanomaterials 2021, 11, 697. [Google Scholar] [CrossRef] [PubMed]
- Ho, H.C.H.; Gibson, I.; Cheung, W.L. Effects of energy density on morphology and properties of selective laser sintered polycarbonate. J. Mater. Process. Technol. 1999, 89–90, 204–210. [Google Scholar] [CrossRef]
- Tontowi, A.E.; Childs, T.H.C. Density prediction of crystalline polymer sintered parts at various powder bed temperatures. Rapid Prototyp. J. 2001, 7, 180–184. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | 1st Setting | 2nd Setting | 3rd Setting |
|---|---|---|---|
| Part bed temperature () (°C) | 169.0 | 169.0 | 172.0 |
| Removal chamber temperature () (°C) | 150.0 | 155.0 | 155.0 |
| Laser power () (W) | 13, 17, 21, 25, 28 | 13, 17, 21, 25, 28 | 13, 17, 21, 25, 28 |
| Laser speed () (mm·s−1) | 2500 | 2500 | 2500 |
| Scan count () (-) | 1 | 1 | 1 |
| Scan spacing () (mm) | 0.25 | 0.20 | 0.20 |
| Layer thickness () (mm) | 0.10 | 0.18 | 0.18 |
| Property | Polyester | PA12 [30] |
|---|---|---|
| (°C) | 210.8 3 | 185.0 |
| (°C) | 164.1 3 | 149.1 3 |
| (J·(kg·°C)−1) | 2376 3 | 3155 |
| (J·(kg·°C)−1) | 2524 3 | 3250 |
| (J·kg−1) | 20,180 3 | 97,200 |
| (g·cm−3) | 0.530 1 | 0.485 |
| (g·cm−3) | 0.99 1 | 0.97 |
| (-) | 0.535 1 | 0.500 |
| (°C) | 348 3 | 325 |
| (kJ·mol−1) | 143.0 3 | 279.5 |
| (g·mol−1) | 31,129 2 | 18,800 |
| (µm) | 45 3 | 56 |
| Property | = 0.10 mm | = 0.18 mm | ||
|---|---|---|---|---|
| XY | ZX | XY | ZX | |
| Tensile strength (MPa) | 14.3 ± 0.1 | 9.7 ± 0.2 | 11.3 ± 0.4 | 5.9 ± 0.9 |
| Tensile modulus (MPa) | 133.9 ± 2.5 | 131.0 ± 2.0 | 96.7 ± 7.7 | 105.6 ± 3.6 |
| Tensile strain at break (%) | 60.5 ± 4.0 | 16.3 ± 1.0 | 36.1 ± 3.0 | 7.5 ± 2.2 |
| Flexural modulus (MPa) | 91.4 ± 2.6 | * | 82.6 ± 3.5 | 87.5 ± 3.6 |
| Charpy impact strength (kJ·m−2) | 8.18 ± 1.12 | * | 10.45 ± 0.94 | 4.38 ± 0.47 |
| Theoretical Property | First Setting | Second Setting | Third Setting | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (mJ·mm−3) | 63.3 | 63.3 | 59.5 | ||||||||||||
| (mJ·mm−3) | 410.7 | 410.7 | 406.9 | ||||||||||||
| (-) | 6.485 | 6.485 | 6.833 | ||||||||||||
| (W) | 25.7 | 37.0 | 36.6 | ||||||||||||
| (W) | |||||||||||||||
| 13 | 17 | 21 | 24 | 28 | 13 | 17 | 21 | 24 | 28 | 13 | 17 | 21 | 24 | 28 | |
(mJ·mm−3) | 208.0 | 272.0 | 336.0 | 400.0 | 448.0 | 144.4 | 188.9 | 233.3 | 277.8 | 311.1 | 144.4 | 188.9 | 233.3 | 277.8 | 311.1 |
| (-) | 3.3 | 4.3 | 5.3 | 6.3 | 7.1 | 2.3 | 3.0 | 3.7 | 4.4 | 4.9 | 2.4 | 3.2 | 3.9 | 4.7 | 5.2 |
| Theoretical Property | First Setting | Second Setting | Third Setting |
|---|---|---|---|
| (mJ·mm−3) | 249.3 | 249.3 | 245.5 |
| (-) | 3.9 | 4.1 | 4.1 |
| (W) | 15.6 | 22.4 | 22.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vande Ryse, R.; Edeleva, M.; Van Stichel, O.; D’hooge, D.R.; Pille, F.; Fiorio, R.; De Baets, P.; Cardon, L. Setting the Optimal Laser Power for Sustainable Powder Bed Fusion Processing of Elastomeric Polyesters: A Combined Experimental and Theoretical Study. Materials 2022, 15, 385. https://doi.org/10.3390/ma15010385
Vande Ryse R, Edeleva M, Van Stichel O, D’hooge DR, Pille F, Fiorio R, De Baets P, Cardon L. Setting the Optimal Laser Power for Sustainable Powder Bed Fusion Processing of Elastomeric Polyesters: A Combined Experimental and Theoretical Study. Materials. 2022; 15(1):385. https://doi.org/10.3390/ma15010385
Chicago/Turabian StyleVande Ryse, Ruben, Mariya Edeleva, Ortwijn Van Stichel, Dagmar R. D’hooge, Frederik Pille, Rudinei Fiorio, Patrick De Baets, and Ludwig Cardon. 2022. "Setting the Optimal Laser Power for Sustainable Powder Bed Fusion Processing of Elastomeric Polyesters: A Combined Experimental and Theoretical Study" Materials 15, no. 1: 385. https://doi.org/10.3390/ma15010385