
Experimental Research of Selected Lattice Structures Developed with 3D Printing Technology


Abstract
:1. Introduction
2. Description of Sample Preparation
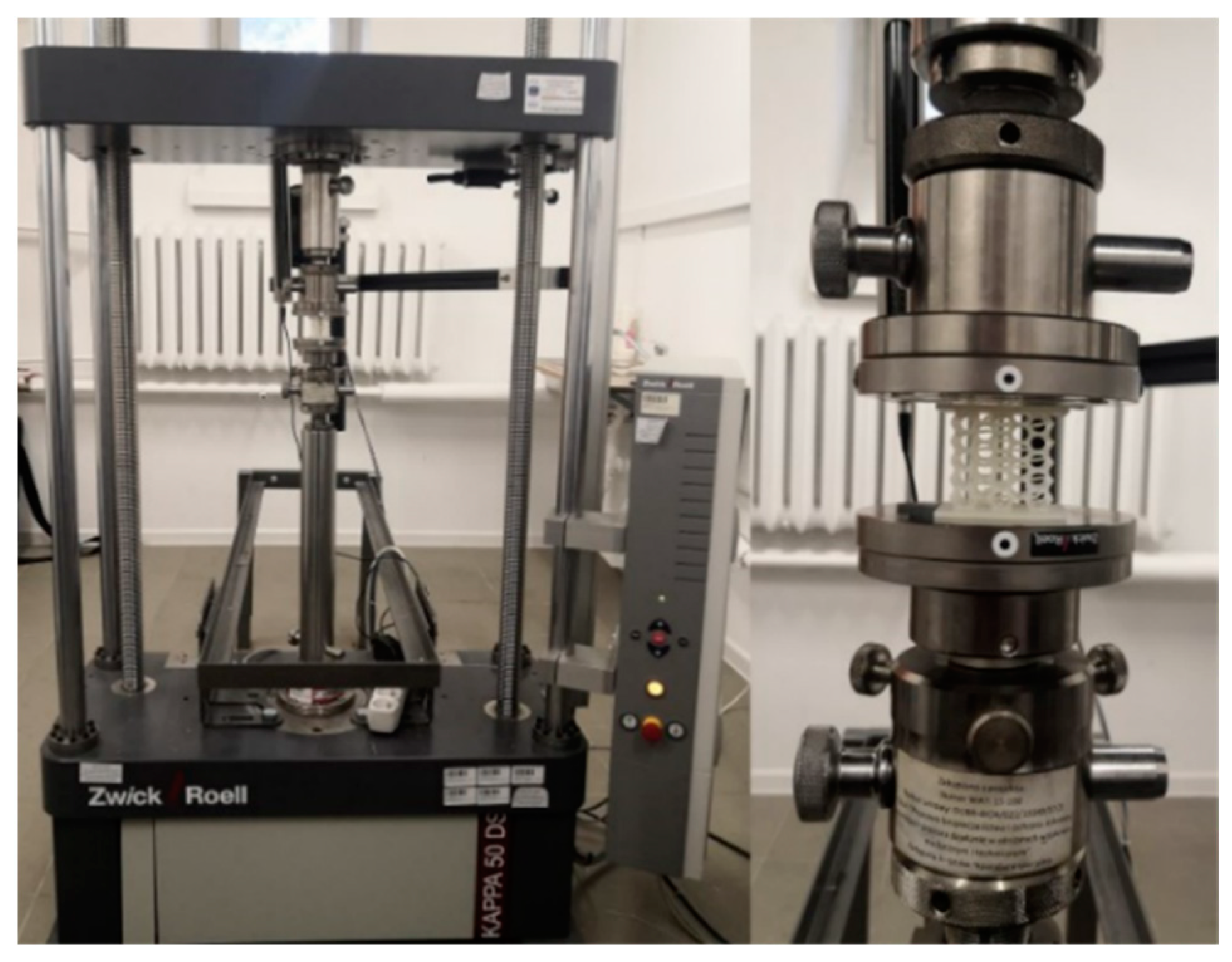
3. Test Methodology
4. Analysis of Test Results and Graphs of Structure Elongation Curves
5. Comparison of Test Results
6. Summary and Conclusions
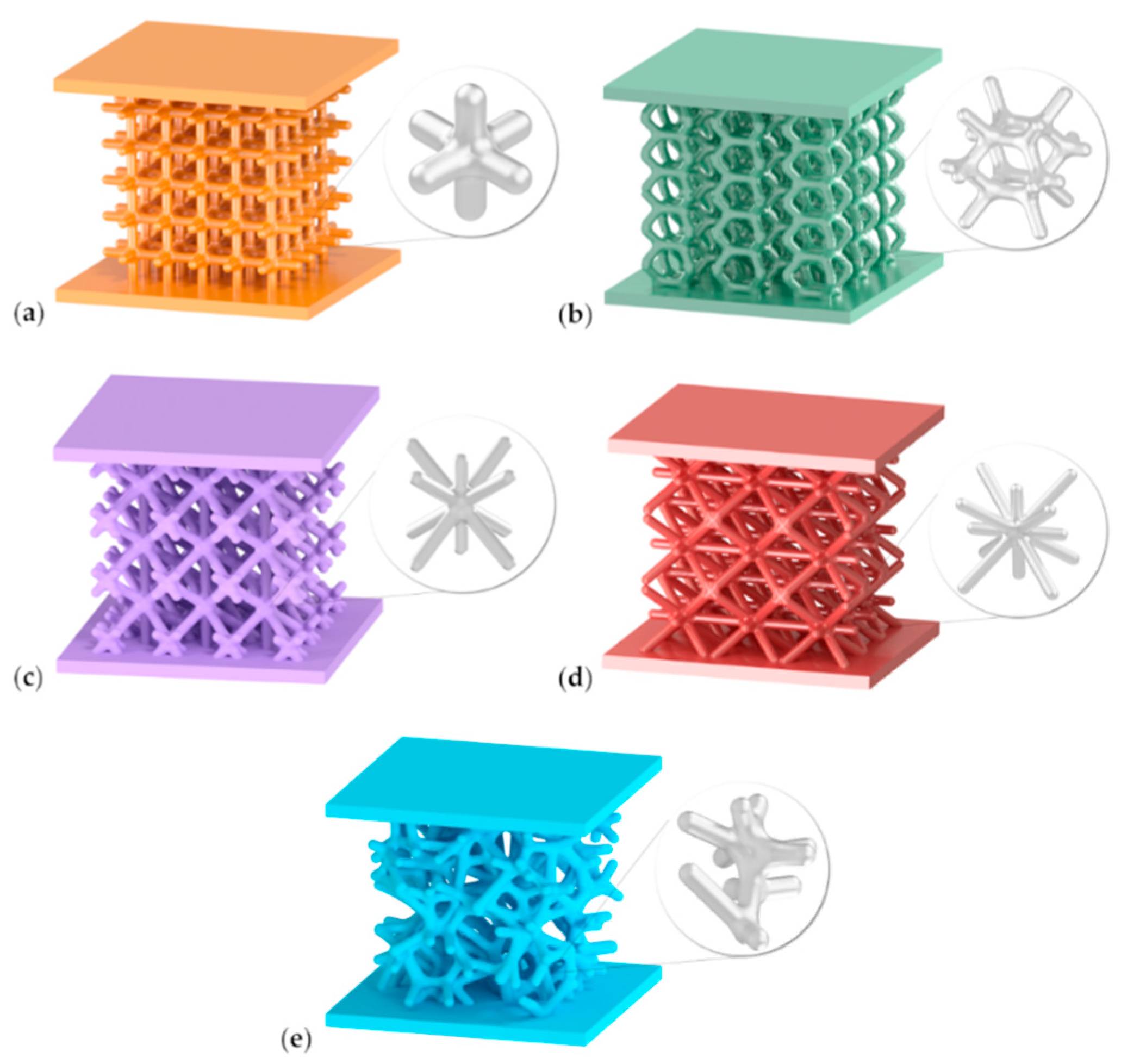
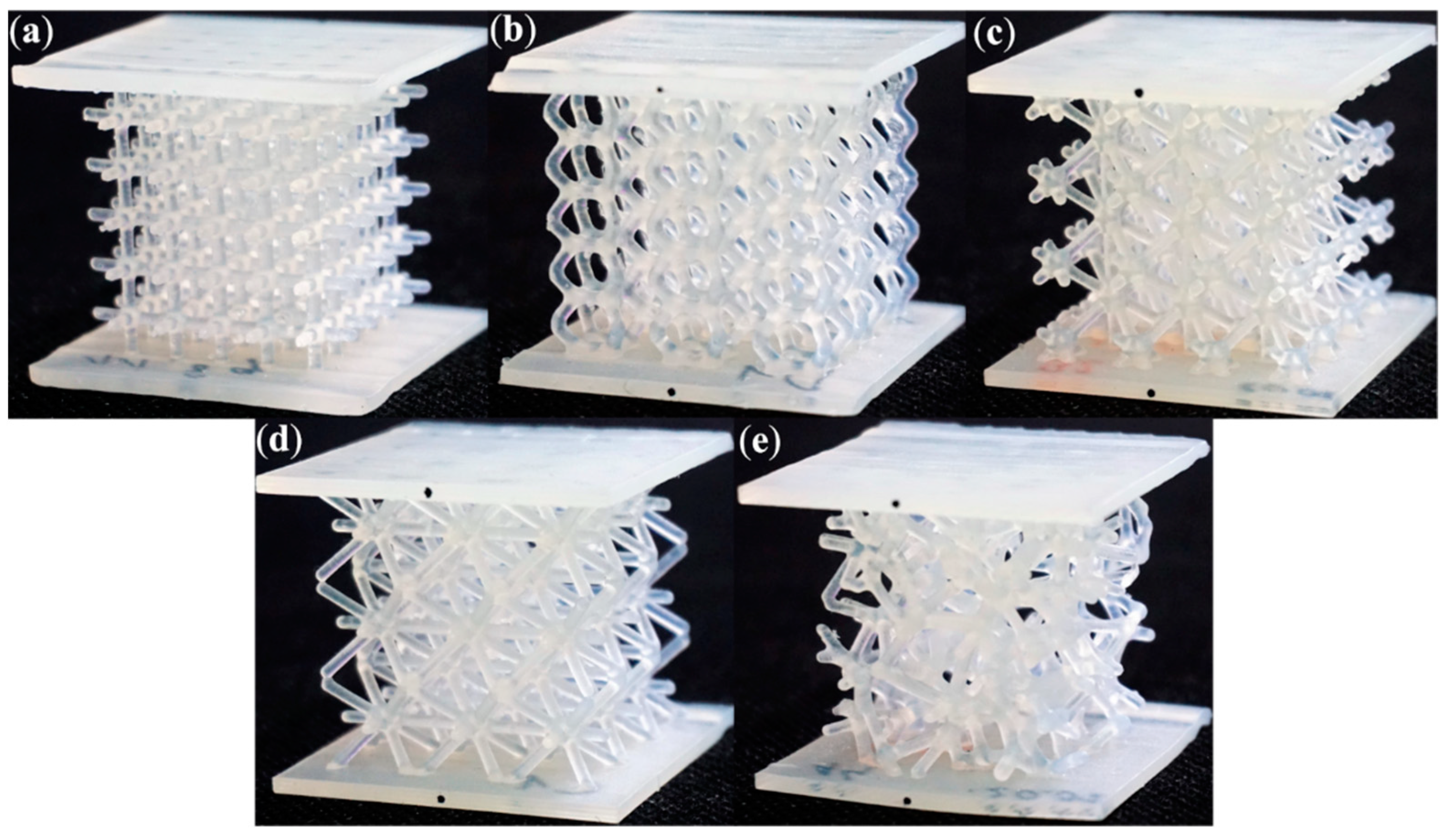
- The print quality of individual structures is highly dependent on the topology of the structure in question and the orientation in the printer workspace. The highest print error was recorded for the Trabecular structure (12.7%) and the lowest for the Grid structure (4.7%). The scatter of results depends not only on the quality of the print, but primarily on the loading state. Topologies involving vertically oriented compression and buckling beams presented the greatest scatter in the results. The Star and Tetra topologies, which show a large share of bending, are less sensitive to print quality;
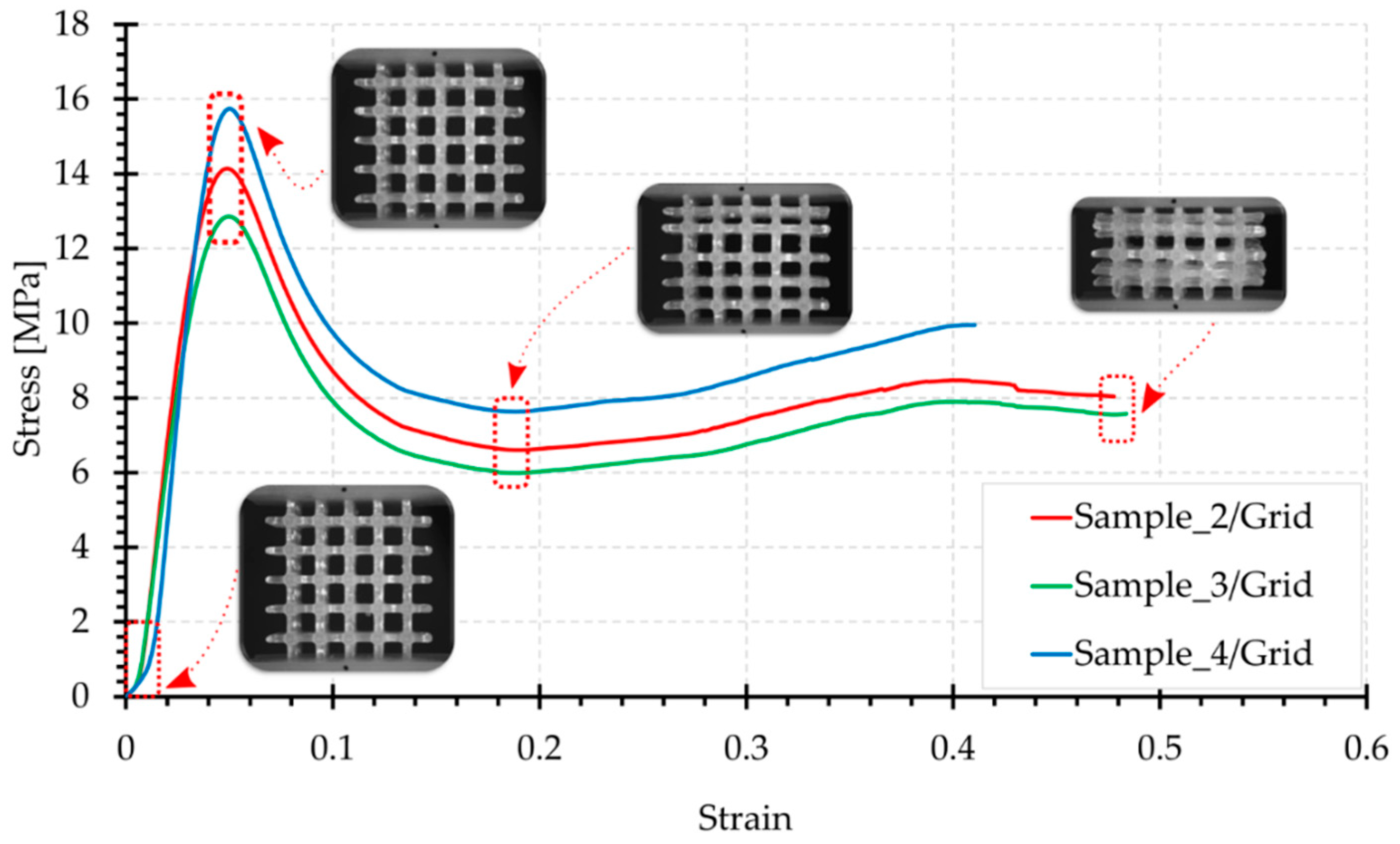
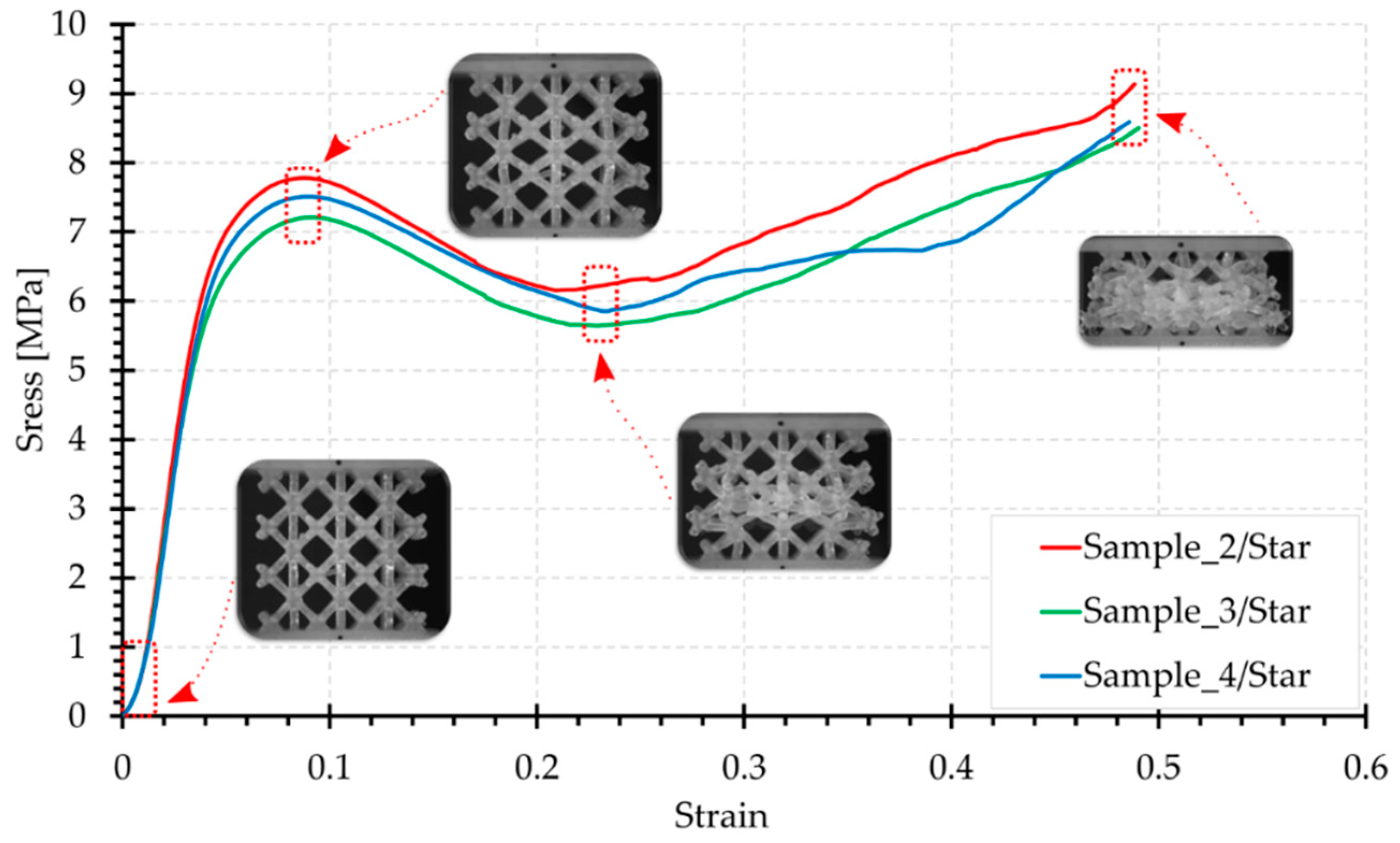
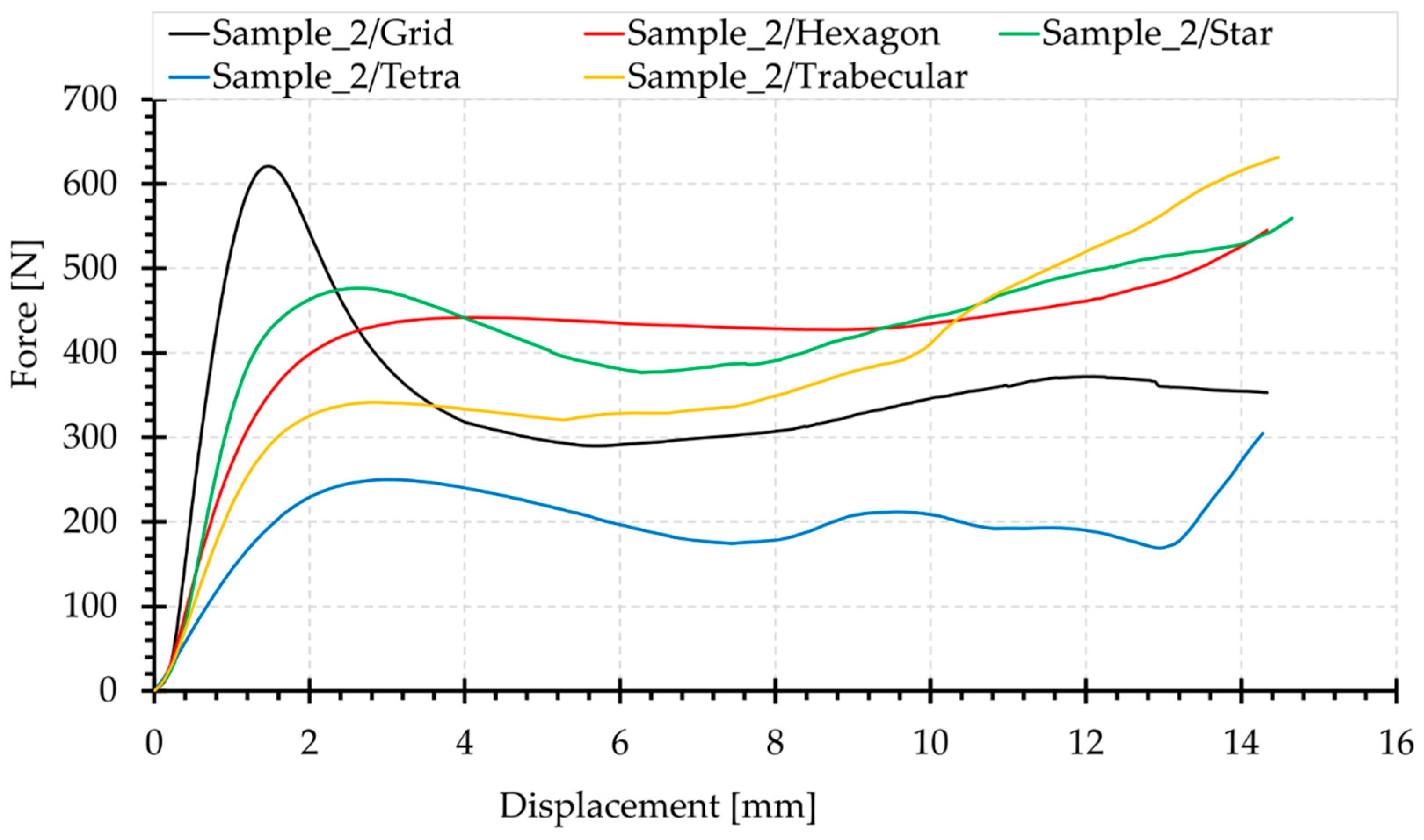
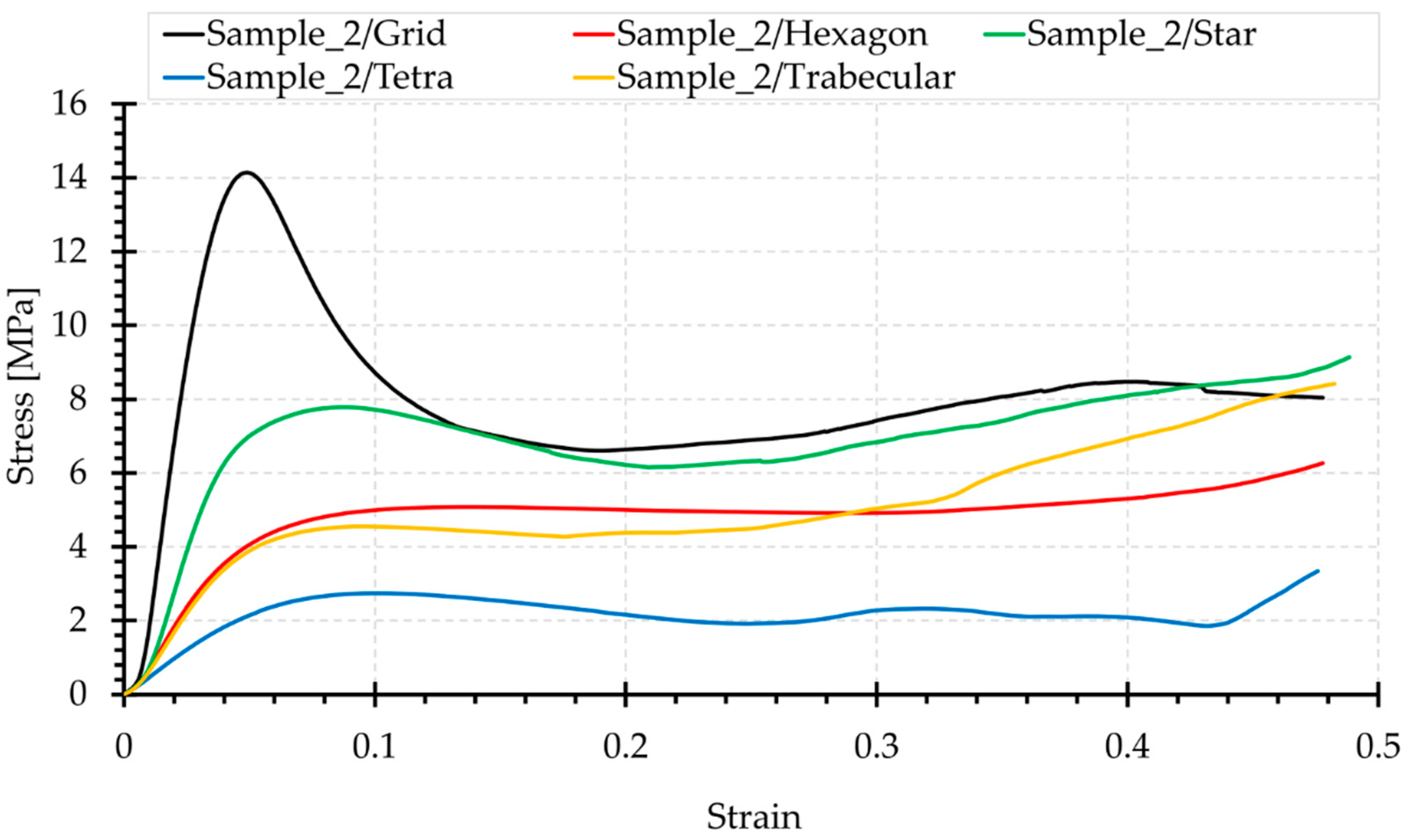
- Grid and Star topologies show the largest values of the initial local force extremes and the highest stiffness of the linear range. Both of these structures contain beams aligned with the load axis, the shortening of which requires the application of a higher load. After the loss of stability, due to buckling of the beams, a decrease in force occurs. In the case of the Grid topology, the maximum force is the highest and its reduction is steep;
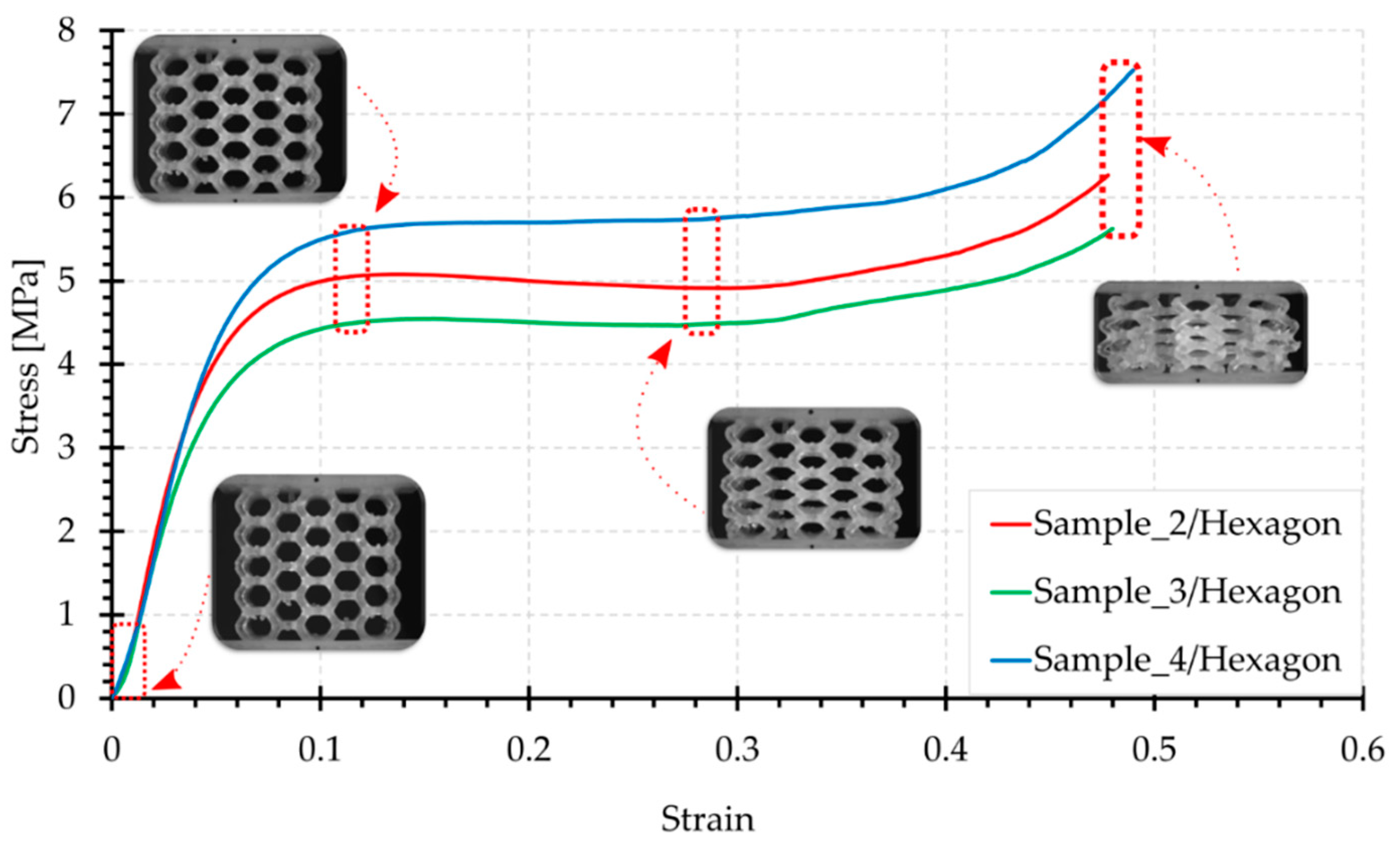
- Both Hexagon and Tetra topologies do not contain beams oriented in the load axis. Their transition from the linear part is considerably smooth. The contribution of compression in the loading of the Hexagon topology is higher; hence, the loading forces are also higher;
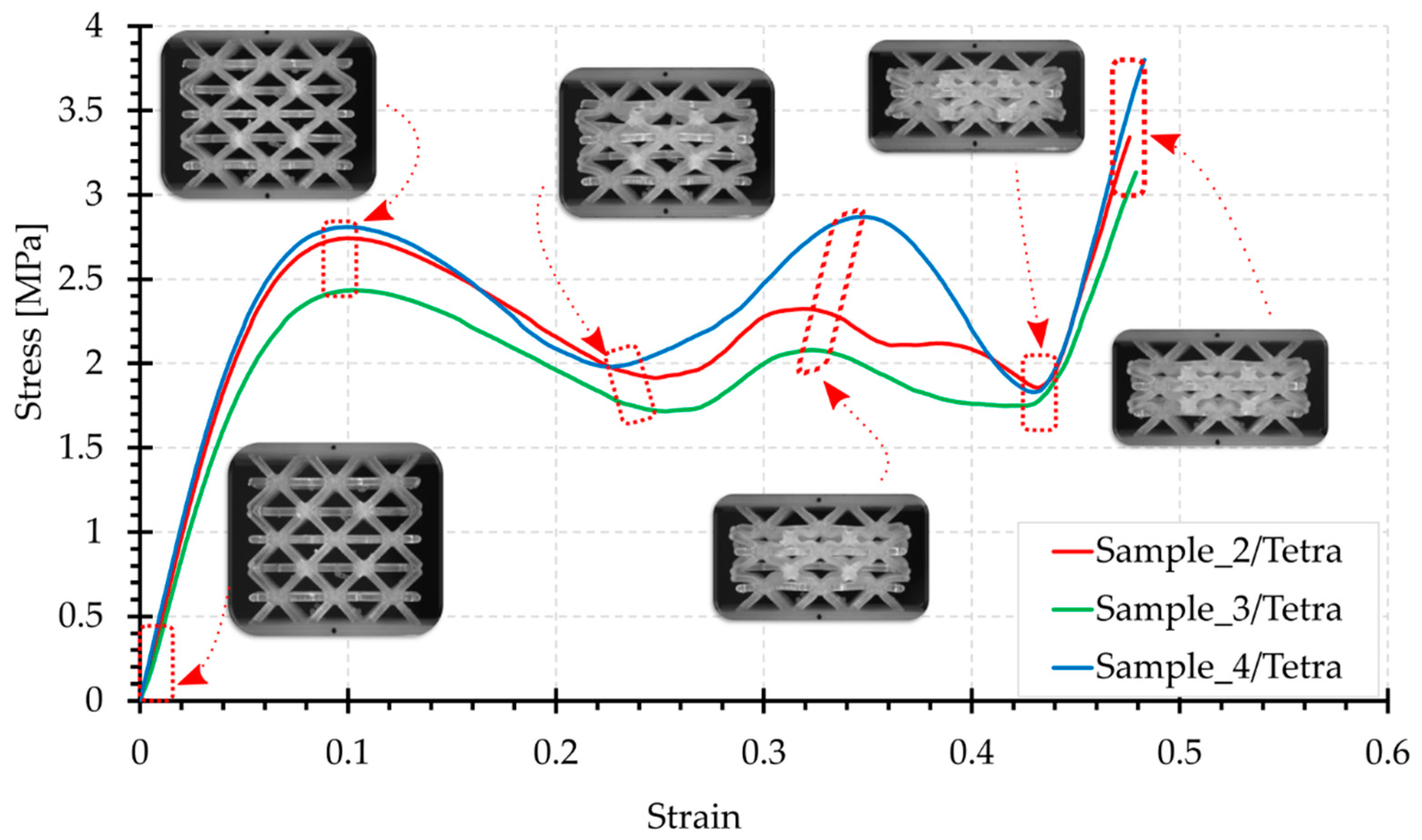
- The Tetra topology is the most susceptible structure of the systems studied. This configuration contains horizontal beams, positioned accurately perpendicular to the load axis, which are mainly in tension during compression. This structure is characterised by force oscillations in the middle of the compression curve. The laterally aligned beams, working in bending and compression, are subjected to buckling, which causes a loss of stability and collapse. Bending is the dominant load in this case, which results in a low value of the loading force in the middle part of the graph;
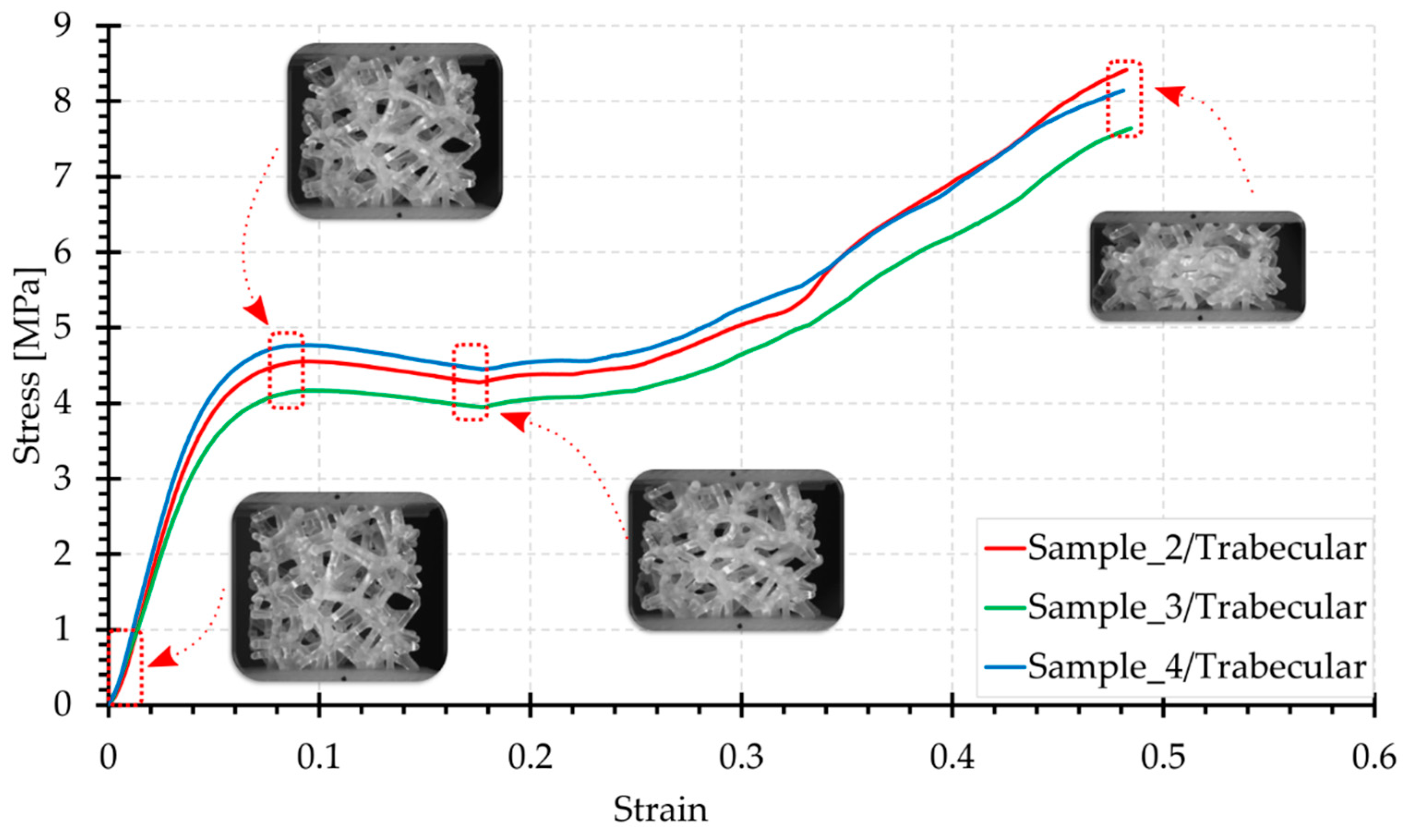
- It should be noted that the Trabecular structure is characterised by the greatest degree of irregularity and is a stochastic structure with near-isotropic properties. In compression, this structure works globally and deforms uniformly. The level of crushing force in the middle area is higher than for the Grid structure;
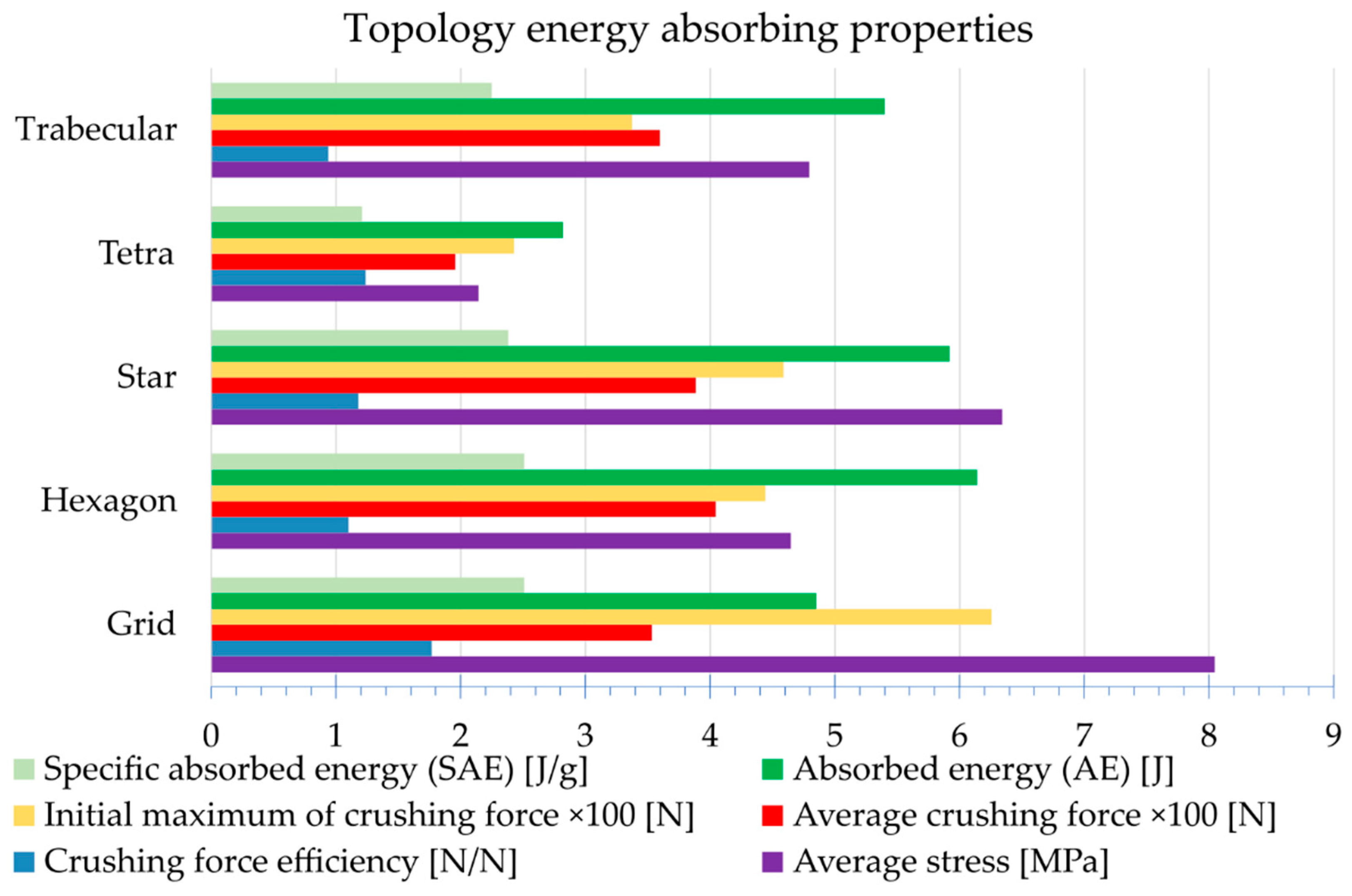
- After analysing the energy-absorbing parameters, it can be concluded that the Star and Hexagon topologies achieved the highest AE, with 6.14 and 5.92 J, respectively. The Trabecular topology also achieved a relatively high AE. The lowest AE of 2.82 J was recorded for Tetra topology. Both the volumes and weights of the topologies tested are similar, which was a condition for allowing a mutual comparison; therefore, the AE and SAE ratios are similar;
- The Grid structure is characterised by a high crushing force effectiveness factor of 1.77, due to a significant initial force extremum. This value should ideally be as close as possible to unity. This is approximately the case for the Hexagon and the other topologies;
- The useful shortening of the Trabecular topology, measured up to the moment of the rapid crushing force increase, is considerably low, equal to around 26%. Therefore, this topology reached the limit of its usefulness during compression. For other topologies, the point of sharp increase in force was barely reached, which means that the useful shortening in this case is higher than 50%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ha, N.S.; Lu, G. A Review of Recent Research on Bio-Inspired Structures and Materials for Energy Absorption Applications. Compos. Part. B Eng. 2020, 181, 107496. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Review on Design and Structural Optimisation in Additive Manufacturing: Towards next-Generation Lightweight Structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Nagesha, B.K.; Dhinakaran, V.; Varsha Shree, M.; Manoj Kumar, K.P.; Chalawadi, D.; Sathish, T. Review on Characterization and Impacts of the Lattice Structure in Additive Manufacturing. Mater. Today Proc. 2020, 21, 916–919. [Google Scholar] [CrossRef]
- Mahmoud, D.; Elbestawi, M.A. Lattice Structures and Functionally Graded Materials Applications in Additive Manufacturing of Orthopedic Implants: A Review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Seharing, A.; Azman, A.H.; Abdullah, S. A Review on Integration of Lightweight Gradient Lattice Structures in Additive Manufacturing Parts. Adv. Mech. Eng. 2020, 12, 1687814020916951. [Google Scholar] [CrossRef]
- Tao, W.; Leu, M.C. Design of Lattice Structure for Additive Manufacturing. In Proceedings of the 2016 International Symposium on Flexible Automation (ISFA), Cleveland, OH, USA, 1–3 August 2016; pp. 325–332. [Google Scholar]
- Vesenjak, M.; Öchsner, A.; Hribersek, M.; Ren, Z. Behaviour of Cellular Structures with Fluid Fillers under Impact Loading. Int. J. Multiphys. 2007, 1, 101–122. [Google Scholar] [CrossRef]
- Dziewit, P.; Janiszewski, J. Qualitative Evaluation of the Deformation Process of Regular Cellular Structures Manufactured Using 3D Printing. Mechanik 2018, 91, 250–252. [Google Scholar] [CrossRef] [Green Version]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-Mechanical Property Relationship of 3D Printed Strut, Skeletal, and Sheet Based Periodic Metallic Cellular Materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM Lattice Structures: Properties, Performance, Applications and Challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Kucewicz, M.; Baranowski, P.; Małachowski, J.; Popławski, A.; Płatek, P. Modelling, and Characterization of 3D Printed Cellular Structures. Mater. Des. 2018, 142, 177–189. [Google Scholar] [CrossRef]
- Moon, S.K.; Tan, Y.E.; Hwang, J.; Yoon, Y.-J. Application of 3D Printing Technology for Designing Light-Weight Unmanned Aerial Vehicle Wing Structures. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 223–228. [Google Scholar] [CrossRef]
- Zhao, M.; Liu, F.; Fu, G.; Zhang, D.; Zhang, T.; Zhou, H. Improved Mechanical Properties and Energy Absorption of BCC Lattice Structures with Triply Periodic Minimal Surfaces Fabricated by SLM. Materials 2018, 11, 2411. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Yang, S.; Yang, C. Multiscale Analysis of Thermal Stress of Lattice Materials and Its Size Effects. J. Therm. Stress. 2014, 37, 885–904. [Google Scholar] [CrossRef]
- F42 Committee. Terminology for Additive Manufacturing—General Principle—Terminology; ASTM International: West Conshohocken, PA, USA.
- Dong, G.; Zhao, Y.F. Numerical and Experimental Investigation of the Joint Stiffness in Lattice Structures Fabricated by Additive Manufacturing. Int. J. Mech. Sci. 2018, 148, 475–485. [Google Scholar] [CrossRef]
- Mahbod, M.; Asgari, M. Elastic and Plastic Characterization of a New Developed Additively Manufactured Functionally Graded Porous Lattice Structure: Analytical and Numerical Models. Int. J. Mech. Sci. 2019, 155, 248–266. [Google Scholar] [CrossRef]
- Sha, Y.; Jiani, L.; Haoyu, C.; Ritchie, R.O.; Jun, X. Design and Strengthening Mechanisms in Hierarchical Architected Materials Processed Using Additive Manufacturing. Int. J. Mech. Sci. 2018, 149, 150–163. [Google Scholar] [CrossRef]
- Bai, L.; Yi, C.; Chen, X.; Sun, Y.; Zhang, J. Effective Design of the Graded Strut of BCC Lattice Structure for Improving Mechanical Properties. Materials 2019, 12, 2192. [Google Scholar] [CrossRef] [Green Version]
- Prall, D.; Lakes, R.S. Properties of a Chiral Honeycomb with a Poisson’s Ratio of—1. Int. J. Mech. Sci. 1997, 39, 305–314. [Google Scholar] [CrossRef]
- Nemat-Nasser, S.; Kang, W.J.; McGee, J.D.; Guo, W.-G.; Isaacs, J.B. Experimental Investigation of Energy-Absorption Characteristics of Components of Sandwich Structures. Int. J. Impact Eng. 2007, 34, 1119–1146. [Google Scholar] [CrossRef]
- Restrepo, D.; Mankame, N.D.; Zavattieri, P.D. Programmable Materials Based on Periodic Cellular Solids. Part I: Experiments. Int. J. Solids Struct. 2016, 100–101, 485–504. [Google Scholar] [CrossRef]
- Tantikom, K.; Aizawa, T. Compressive Deformation Simulation of Regularly Cell-Structured Materials with Various Column Connectivity. Mater. Trans. 2005, 46, 1154–1160. [Google Scholar] [CrossRef] [Green Version]
- Ma, Q.; Cheng, H.; Jang, K.-I.; Luan, H.; Hwang, K.-C.; Rogers, J.A.; Huang, Y.; Zhang, Y. A Nonlinear Mechanics Model of Bio-Inspired Hierarchical Lattice Materials Consisting of Horseshoe Microstructures. J. Mech. Phys. Solids 2016, 90, 179–202. [Google Scholar] [CrossRef] [Green Version]
- Challis, V.J.; Xu, X.; Zhang, L.C.; Roberts, A.P.; Grotowski, J.F.; Sercombe, T.B. High Specific Strength and Stiffness Structures Produced Using Selective Laser Melting. Mater. Des. 2014, 63, 783–788. [Google Scholar] [CrossRef] [Green Version]
- Choy, S.Y.; Sun, C.-N.; Leong, K.F.; Wei, J. Compressive Properties of Functionally Graded Lattice Structures Manufactured by Selective Laser Melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Limmahakhun, S.; Oloyede, A.; Sitthiseripratip, K.; Xiao, Y.; Yan, C. 3D-Printed Cellular Structures for Bone Biomimetic Implants. Addit. Manuf. 2017, 15, 93–101. [Google Scholar] [CrossRef] [Green Version]
- Sienkiewicz, J.; Płatek, P.; Jiang, F.; Sun, X.; Rusinek, A. Investigations on the Mechanical Response of Gradient Lattice Structures Manufactured via SLM. Metals 2020, 10, 213. [Google Scholar] [CrossRef] [Green Version]
- Duan, S.; Xi, L.; Wen, W.; Fang, D. Mechanical Performance of Topology-Optimized 3D Lattice Materials Manufactured via Selective Laser Sintering. Compos. Struct. 2020, 238, 111985. [Google Scholar] [CrossRef]
- Belardi, V.G.; Fanelli, P.; Trupiano, S.; Vivio, F. Multiscale Analysis and Mechanical Characterization of Open-Cell Foams by Simplified FE Modelling. Eur. J. Mech.-A/Solids 2021, 89, 104291. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Kruth, J.-P. Advanced Fatigue Analysis of Metal Lattice Structures Produced by Selective Laser Melting. CIRP Ann. 2017, 66, 221–224. [Google Scholar] [CrossRef]
- Wu, M.-W.; Chen, J.-K.; Lin, B.-H.; Chiang, P.-H. Improved Fatigue Endurance Ratio of Additive Manufactured Ti-6Al-4V Lattice by Hot Isostatic Pressing. Mater. Des. 2017, 134, 163–170. [Google Scholar] [CrossRef]
- Miller, R.E. A Continuum Plasticity Model for the Constitutive and Indentation Behaviour of Foamed Metals. Int. J. Mech. Sci. 2000, 42, 729–754. [Google Scholar] [CrossRef]
- Bertoldi, K.; Boyce, M.C.; Deschanel, S.; Prange, S.M.; Mullin, T. Mechanics of Deformation-Triggered Pattern Transformations and Superelastic Behavior in Periodic Elastomeric Structures. J. Mech. Phys. Solids 2008, 56, 2642–2668. [Google Scholar] [CrossRef]
- Ling, C.; Cernicchi, A.; Gilchrist, M.D.; Cardiff, P. Mechanical Behaviour of Additively-Manufactured Polymeric Octet-Truss Lattice Structures under Quasi-Static and Dynamic Compressive Loading. Mater. Des. 2019, 162, 106–118. [Google Scholar] [CrossRef]
- Song, J.; Zhou, W.; Wang, Y.; Fan, R.; Wang, Y.; Chen, J.; Lu, Y.; Li, L. Octet-Truss Cellular Materials for Improved Mechanical Properties and Specific Energy Absorption. Mater. Des. 2019, 173, 107773. [Google Scholar] [CrossRef]
- Dar, U.A.; Mian, H.H.; Qadeer, A.; Abid, M.; Pasha, R.A.; Bilal, M.; Sheikh, M.Z. Experimental and Numerical Investigation of 3D Printed Micro-Lattice Structures for High Energy Absorption Capabilities. In Proceedings of the 2020 17th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 14–18 January 2020; pp. 162–166. [Google Scholar]
- Li, D.; Liao, W.; Dai, N.; Xie, Y.M. Comparison of Mechanical Properties and Energy Absorption of Sheet-Based and Strut-Based Gyroid Cellular Structures with Graded Densities. Materials 2019, 12, 2183. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, Z.P.; Guo, Y.B.; Shim, V.P.W. Characterisation and Modeling of Additively-Manufactured Polymeric Hybrid Lattice Structures for Energy Absorption. Int. J. Mech. Sci. 2021, 191, 106101. [Google Scholar] [CrossRef]
- Niknam, H.; Akbarzadeh, A.H. Graded Lattice Structures: Simultaneous Enhancement in Stiffness and Energy Absorption. Mater. Des. 2020, 196, 109129. [Google Scholar] [CrossRef]
- Andrew, J.J.; Schneider, J.; Ubaid, J.; Velmurugan, R.; Gupta, N.K.; Kumar, S. Energy Absorption Characteristics of Additively Manufactured Plate-Lattices under Low- Velocity Impact Loading. Int. J. Impact Eng. 2021, 149, 103768. [Google Scholar] [CrossRef]
- Kumar, A.; Verma, S.; Jeng, J.-Y. Supportless Lattice Structures for Energy Absorption Fabricated by Fused Deposition Modeling. 3D Print. Addit. Manuf. 2020, 7, 85–96. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Xu, Y.; Zhang, W.; Zhu, J. Compressive Behavior and Energy Absorption of Polymeric Lattice Structures Made by Additive Manufacturing. Front. Mech. Eng. 2020, 15, 319–327. [Google Scholar] [CrossRef]
- Mohsenizadeh, M.; Gasbarri, F.; Munther, M.; Beheshti, A.; Davami, K. Additively-Manufactured Lightweight Metamaterials for Energy Absorption. Mater. Des. 2018, 139, 521–530. [Google Scholar] [CrossRef]
- Davami, K.; Mohsenizadeh, M.; Munther, M.; Palma, T.; Beheshti, A.; Momeni, K. Dynamic Energy Absorption Characteristics of Additively-Manufactured Shape-Recovering Lattice Structures. Mater. Res. Express 2019, 6, 045302. [Google Scholar] [CrossRef] [Green Version]
- Using Durable Resin. Available online: https://support.formlabs.com/s/article/Using-Durable-Resin?language=en_US (accessed on 18 November 2021).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Tensile strength | 28 MPa |
| Tensile modulus | 1.0 GPa |
| Elongation | 55% |
| Heat deflection temperature, HDT | 41 °C |
| Liquid density | 1.06 g/cm3 |
| Cured density | 1.13 g/cm3 |
| Topology | Beam Diameter [mm] | Volume of Topology [cm3] | Total Volume [cm3] | Weight of Topology [g] | Total Weight [g] |
|---|---|---|---|---|---|
| Grid | 1.5 | 3.76 | 10.11 | 4.24 | 11.42 |
| Hexagon | 1.5 | 4.49 | 10.78 | 5.07 | 12.18 |
| Star | 1.5 | 4.51 | 10.77 | 5.10 | 12.17 |
| Tetra | 1.5 | 4.29 | 10.60 | 4.84 | 11.98 |
| Trabecular | 1.5 | 4.39 | 10.72 | 4.96 | 12.11 |
| Structure Topology | ||||
|---|---|---|---|---|
| Grid | 1.41 | 1.49 | 1.40 | 4.7 |
| Hexagon | 1.40 | 1.38 | 1.35 | 8.0 |
| Star | 1.40 | 1.41 | 1.43 | 6.0 |
| Tetra | 1.31 | 1.34 | 1.31 | 12.0 |
| Trabecular | 1.31 | 1.32 | 1.39 | 12.7 |
| Global average: | 8.68 |
| Topology | Description | Initial Maximum Force [N] | Displacement for Initial Maximum Force [mm] | Average Force [N] | Maximum Initial Stress of Minimum Section [MPa] | Average Minimum Cross-Sectional Stress [MPa] | Minimum Cross-Sectional Stress for 25% Shortening [MPa] | Minimum Cross-Sectional Stress for 35% Shortening [MPa] |
|---|---|---|---|---|---|---|---|---|
| Grid | Average * | 625.68 | 1.49 | 353.34 | 14.25 | 8.04 | 7.06 | 8.27 |
| Standard deviation * | 63.46 | 0.01 | 40.59 | 1.44 | 0.92 | 0.84 | 0.92 | |
| Upper bound of the set ** | 801.49 | 1.51 | 484.75 | 18.25 | 11.04 | 9.88 | 12.03 | |
| Lower bound of the set ** | 456.89 | 1.45 | 241.74 | 10.40 | 5.50 | 4.46 | 4.96 | |
| Hexagon | Average * | 444.49 | 4.64 | 404.40 | 5.11 | 4.65 | 5.05 | 5.21 |
| Standard deviation * | 50.16 | 0.52 | 45.12 | 0.58 | 0.52 | 0.63 | 0.61 | |
| Upper bound of the set ** | 532.76 | 6.01 | 495.79 | 6.12 | 5.70 | 6.10 | 6.64 | |
| Lower bound of the set ** | 342.60 | 3.48 | 318.27 | 3.94 | 3.66 | 3.92 | 4.01 | |
| Star | Average * | 458.86 | 2.60 | 388.40 | 7.49 | 6.34 | 5.99 | 6.95 |
| Standard deviation * | 16.73 | 0.18 | 18.77 | 0.27 | 0.31 | 0.31 | 0.40 | |
| Upper bound of the set ** | 533.05 | 2.75 | 446.16 | 8.71 | 7.29 | 6.91 | 8.18 | |
| Lower bound of the set ** | 399.46 | 2.40 | 343.04 | 6.52 | 5.60 | 5.27 | 5.95 | |
| Tetra | Average * | 242.69 | 3.03 | 195.54 | 2.66 | 2.15 | 1.90 | 2.34 |
| Standard deviation * | 18.22 | 0.04 | 18.31 | 0.20 | 0.20 | 0.17 | 0.47 | |
| Upper bound of the set ** | 294.20 | 3.32 | 231.71 | 3.23 | 2.54 | 2.22 | 2.84 | |
| Lower bound of the set ** | 188.73 | 2.93 | 154.09 | 2.07 | 1.69 | 1.51 | 1.72 | |
| Trabecular | Average * | 337.38 | 2.86 | 359.77 | 4.50 | 4.80 | 4.45 | 5.78 |
| Standard deviation * | 22.81 | 0.04 | 18.37 | 0.30 | 0.24 | 0.26 | 0.36 | |
| Upper bound of the set ** | 396.78 | 3.09 | 414.41 | 5.29 | 5.52 | 5.18 | 6.70 | |
| Lower bound of the set ** | 271.83 | 2.74 | 307.92 | 3.62 | 4.10 | 3.69 | 4.71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogusz, P.; Popławski, A.; Stankiewicz, M.; Kowalski, B. Experimental Research of Selected Lattice Structures Developed with 3D Printing Technology. Materials 2022, 15, 378. https://doi.org/10.3390/ma15010378
Bogusz P, Popławski A, Stankiewicz M, Kowalski B. Experimental Research of Selected Lattice Structures Developed with 3D Printing Technology. Materials. 2022; 15(1):378. https://doi.org/10.3390/ma15010378
Chicago/Turabian StyleBogusz, Paweł, Arkadiusz Popławski, Michał Stankiewicz, and Bartłomiej Kowalski. 2022. "Experimental Research of Selected Lattice Structures Developed with 3D Printing Technology" Materials 15, no. 1: 378. https://doi.org/10.3390/ma15010378