
Sustainable and Clean Utilization of Yellow Phosphorus Slag (YPS): Activation and Preparation of Granular Rice Fertilizer


Abstract
:1. Introduction
2. Experimental
2.1. Raw Materials
2.2. Preparation of YPS
2.3. Preparation of Rice Fertilizer Using YPS
2.4. Determination of the Activities of Nutrients
2.5. Instrumental Characterization
3. Results and Discussion
3.1. Thermodynamic Analysis of YPS Formation
3.2. Synchronous Reduction of Phosphorite and Activation of YPS
3.3. Microstructure of the YPS
3.4. Activities of Nutrients in the YPS
3.5. Preparation and Properties of Special Compound Fertilizer for Rice
3.5.1. Toxicity Test of the Heavy Metals in the Activated YPS
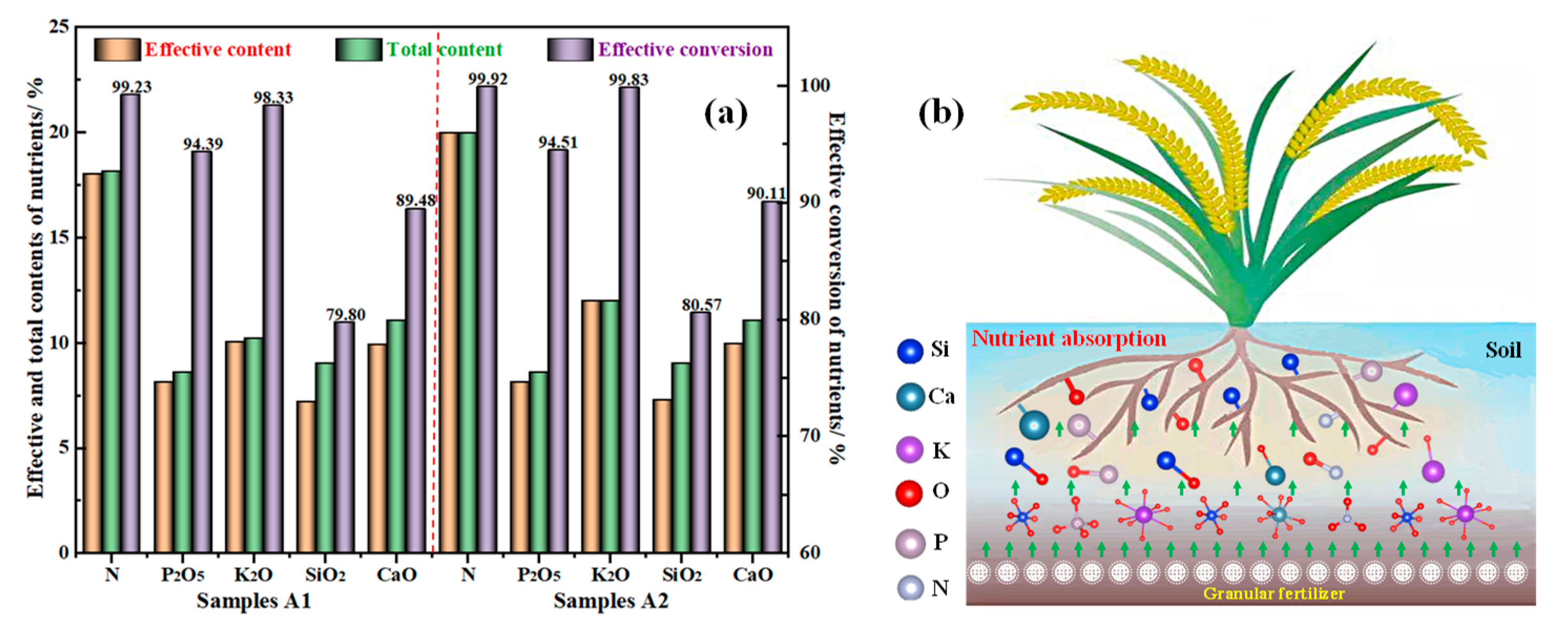
3.5.2. Activities of Various Nutrients in the Rice Fertilizer
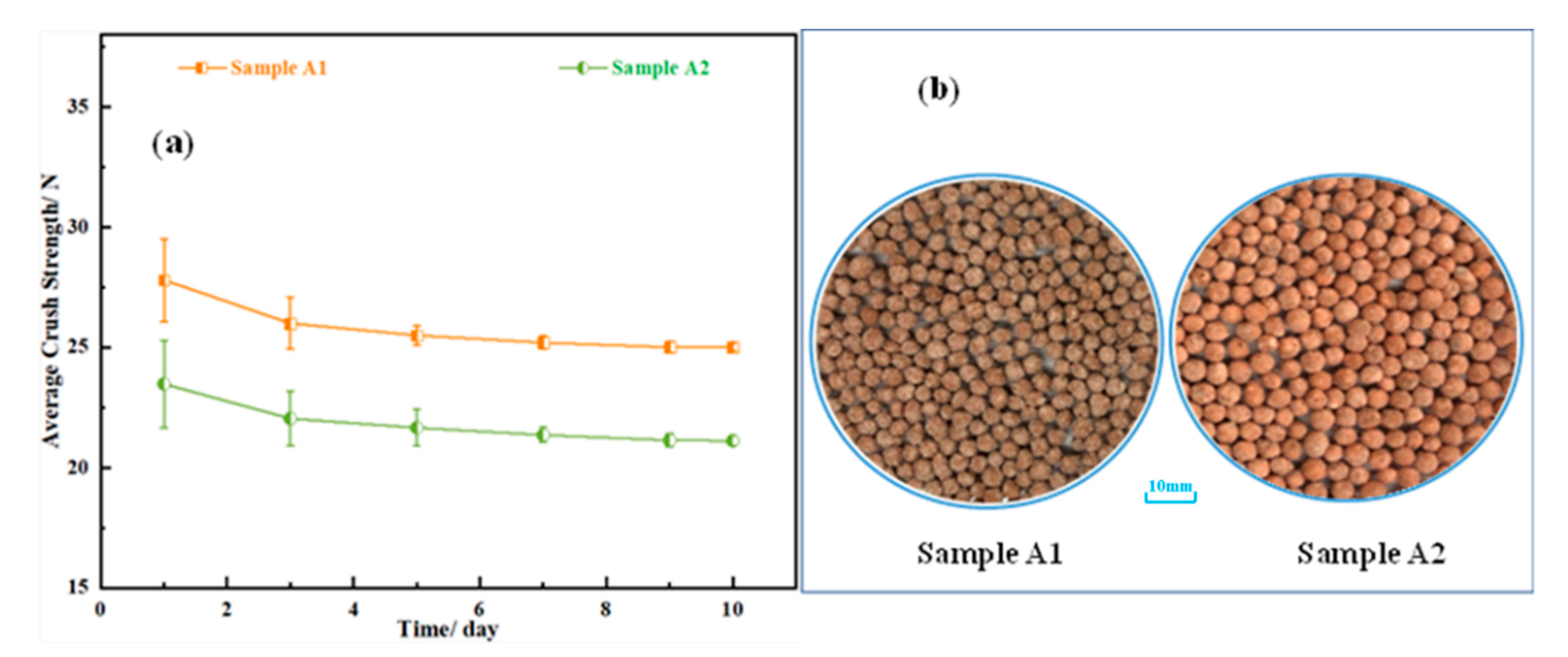
3.5.3. Granule Strength of the Fertilizer
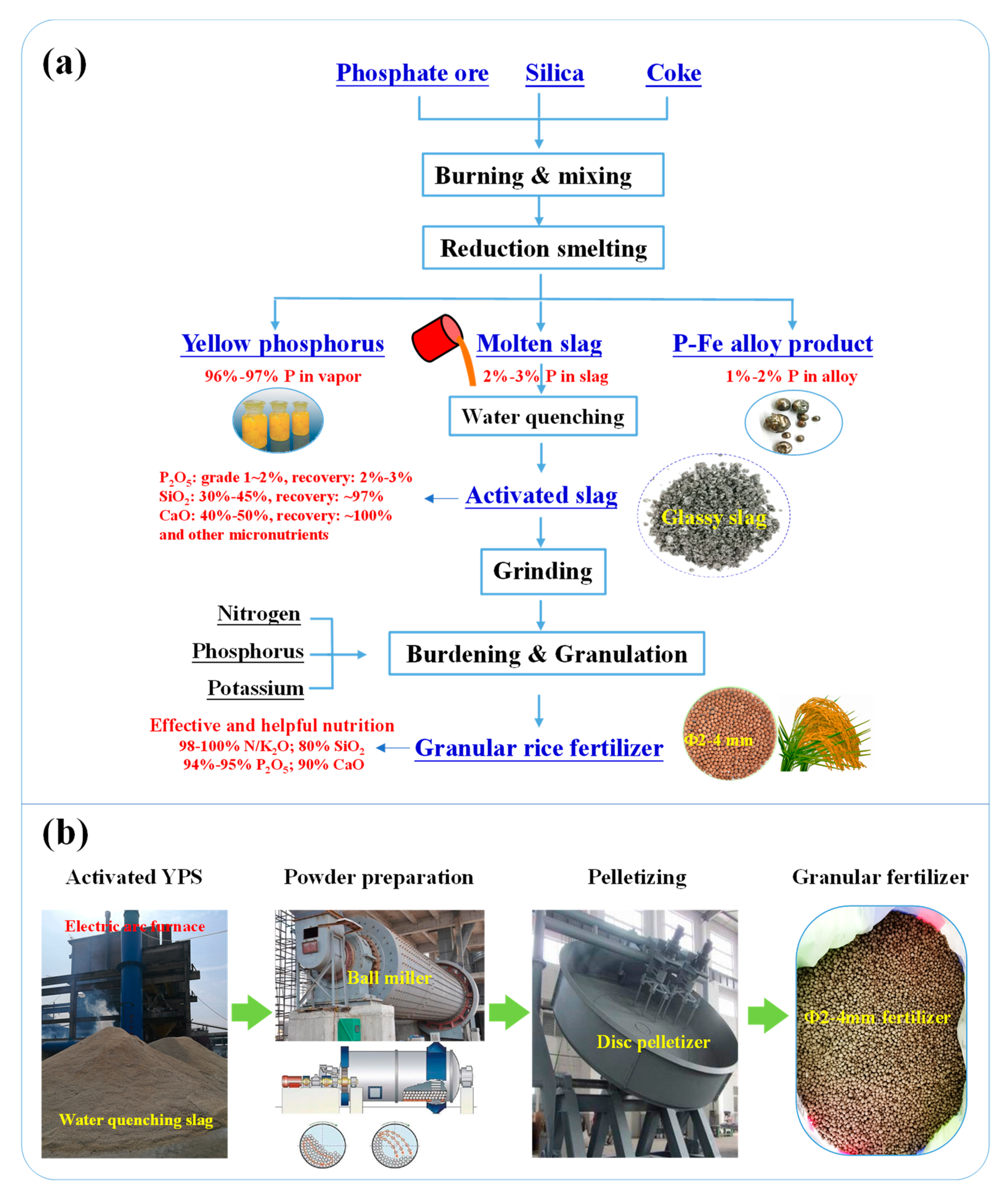
3.6. Total Flowsheet and Element Distributions
4. Conclusions
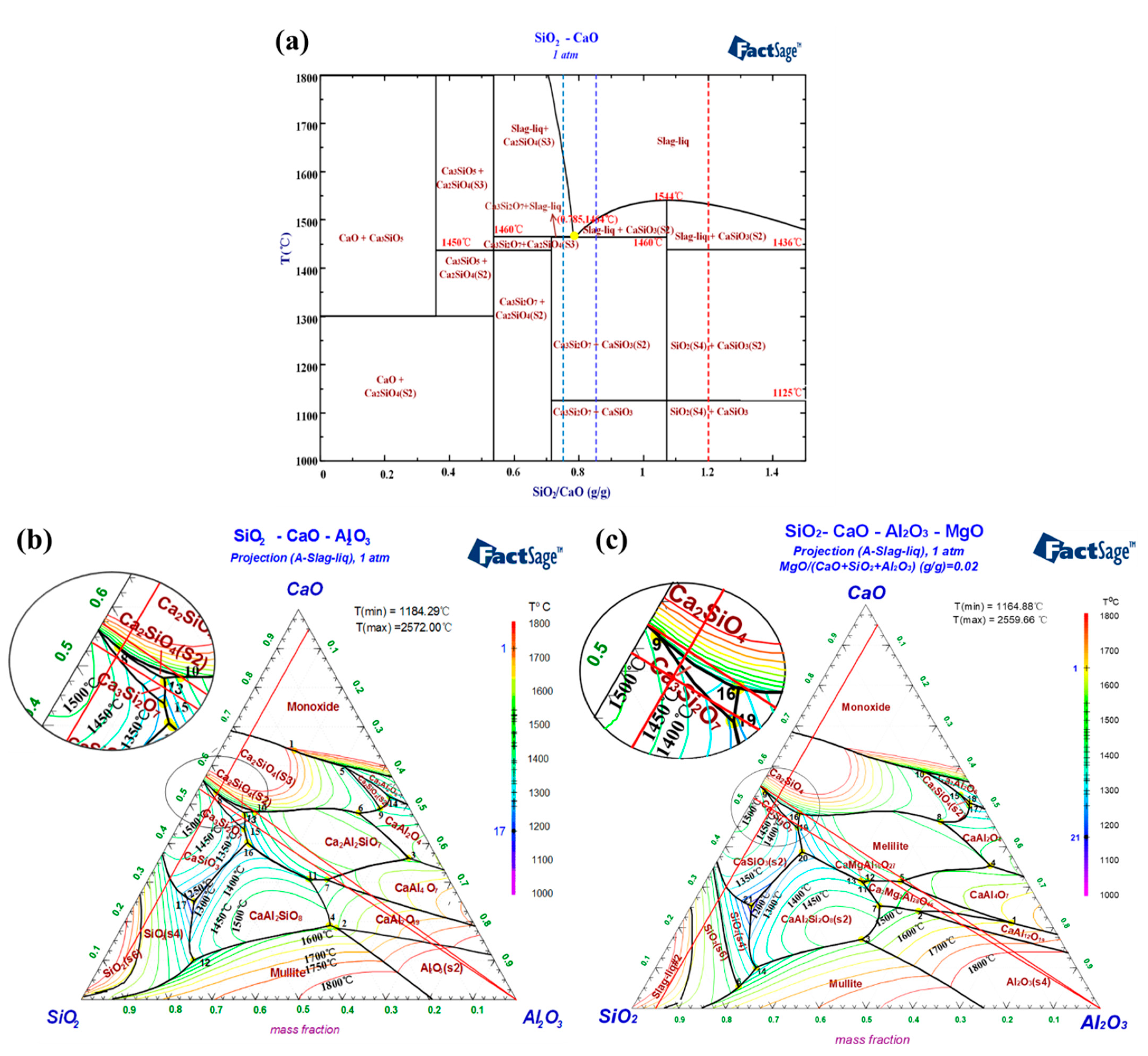
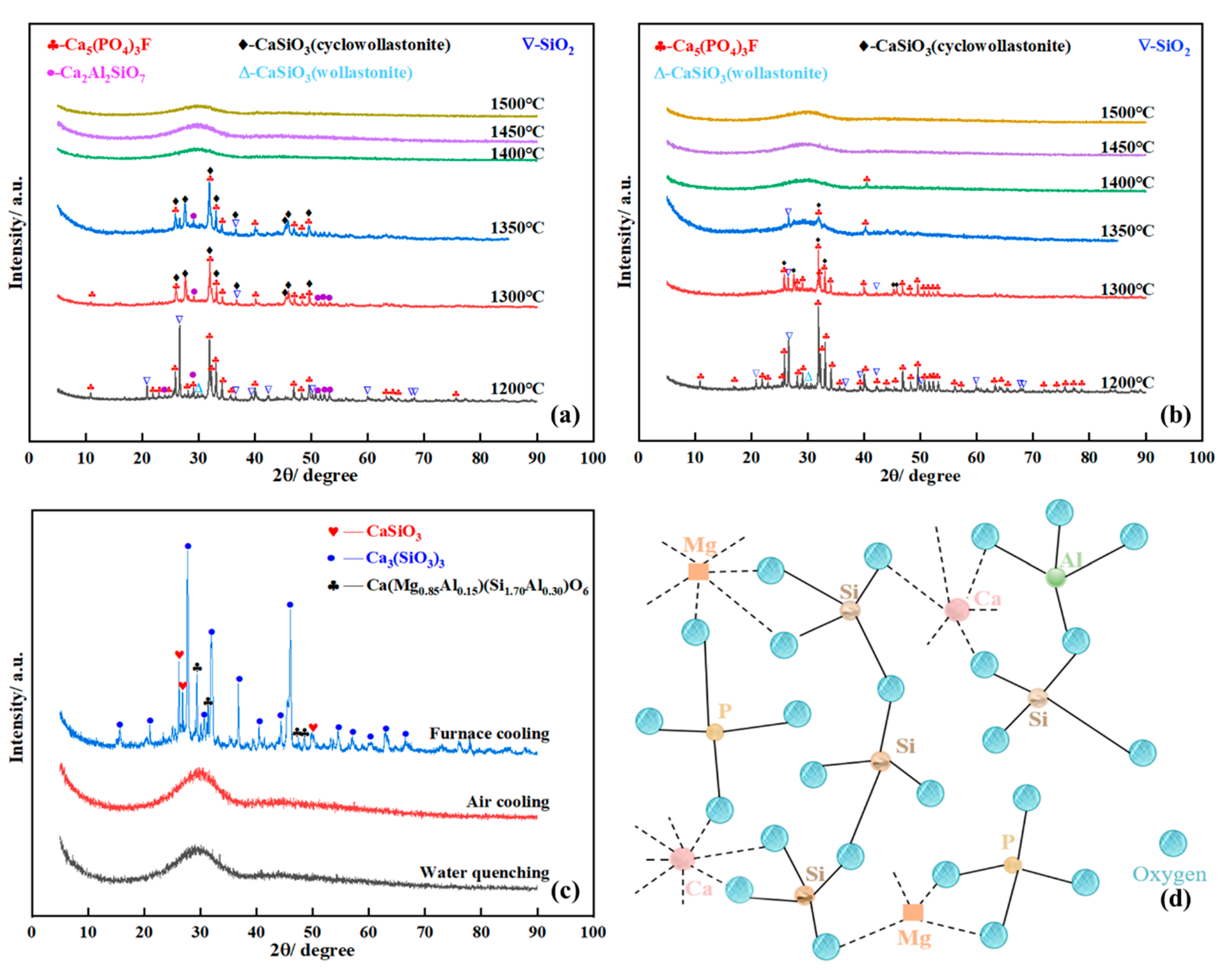
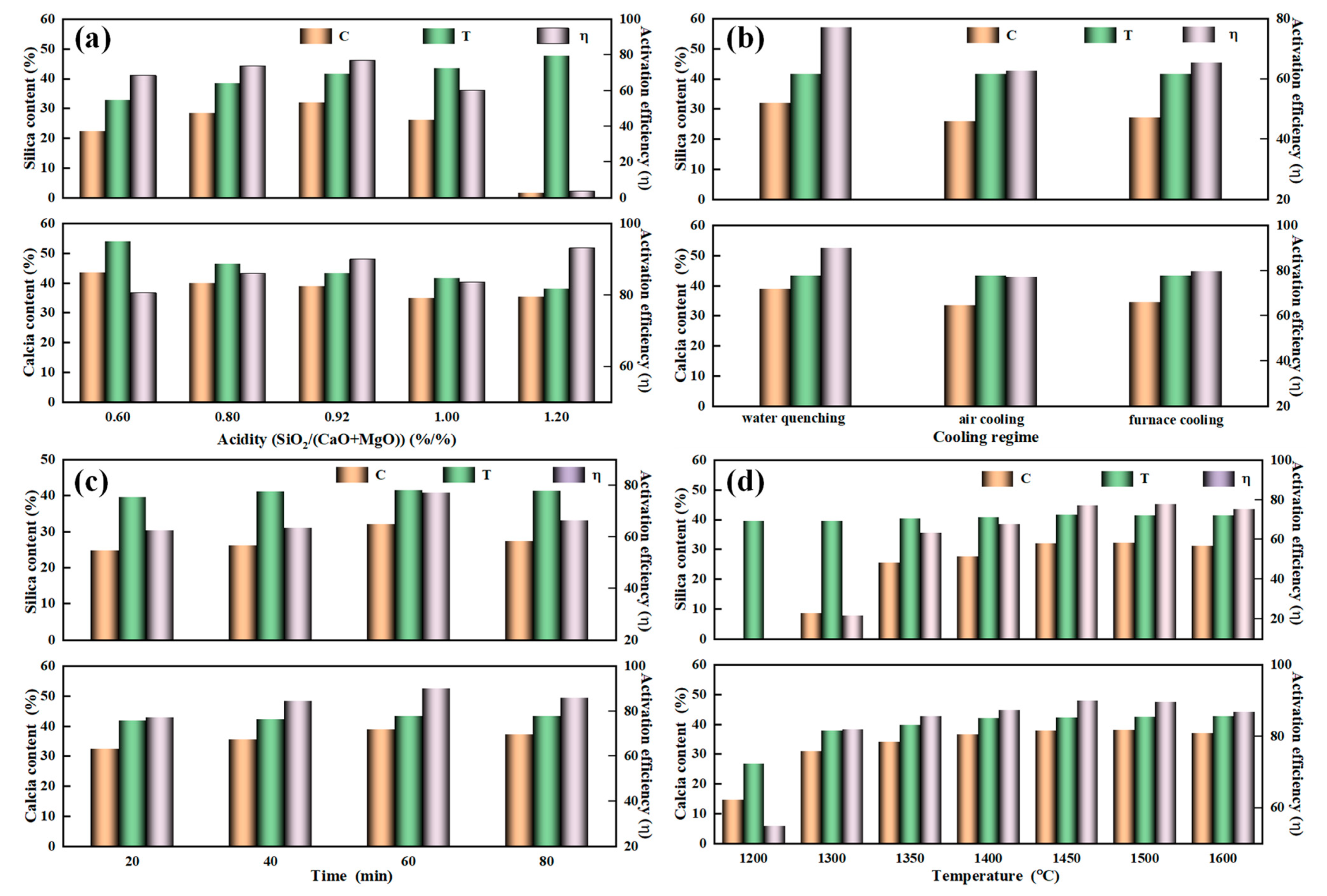
- Thermodynamic calculations of SiO2-CaO, SiO2-CaO-Al2O3, and SiO2-CaO-Al2O3-MgO systems indicated that ternary acidity m(SiO2)/(m(CaO) + m(MgO)) of 0.92 was suitable for the reduction smelting and activation of the slag synchronously. The increase of ternary acidity from 0.75 to 0.92 facilitated the formation of rankinite and cyclowollastonite phases with low melting temperature, which was beneficial to cut down the energy consumption of yellow phosphorus production.
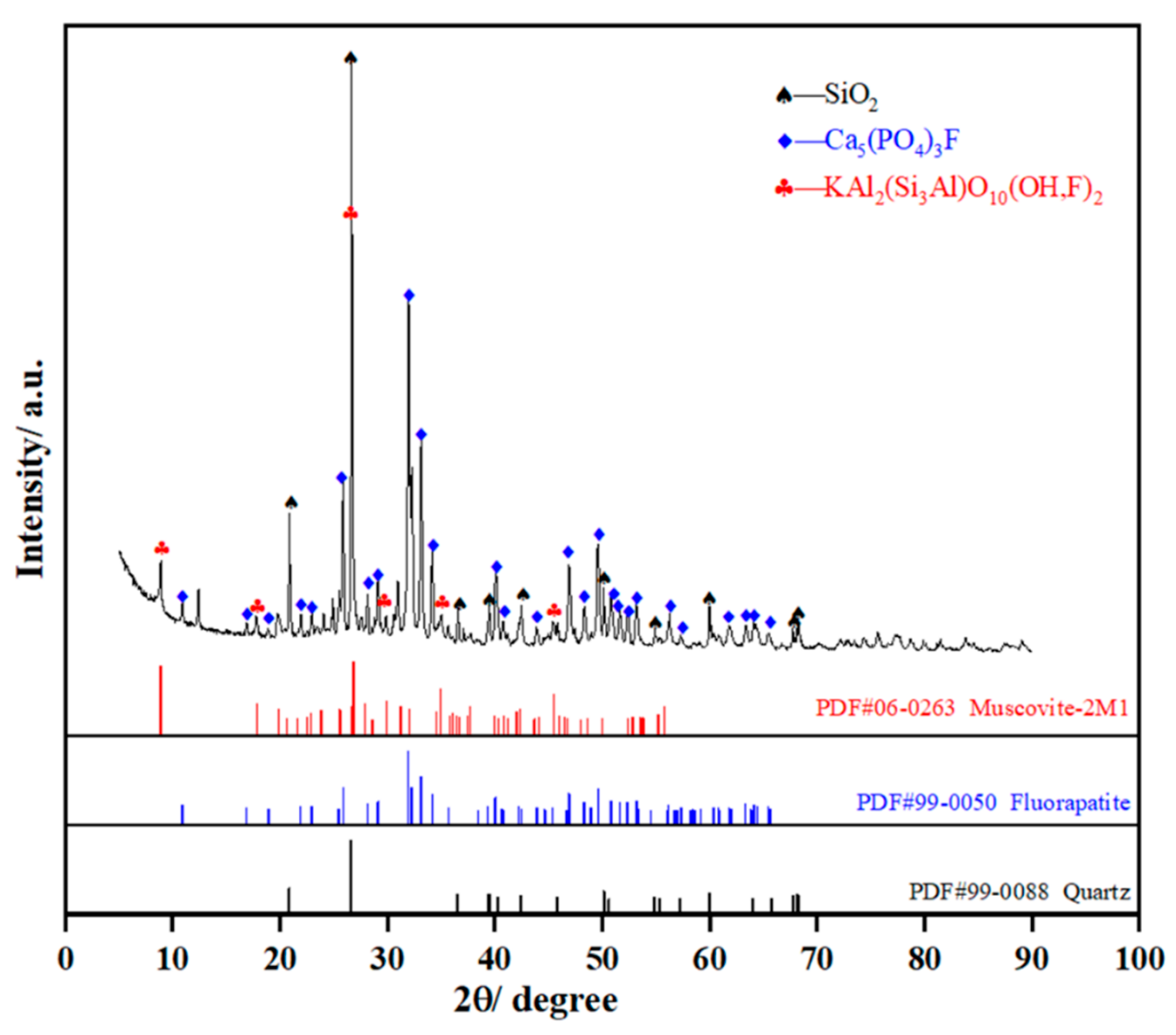
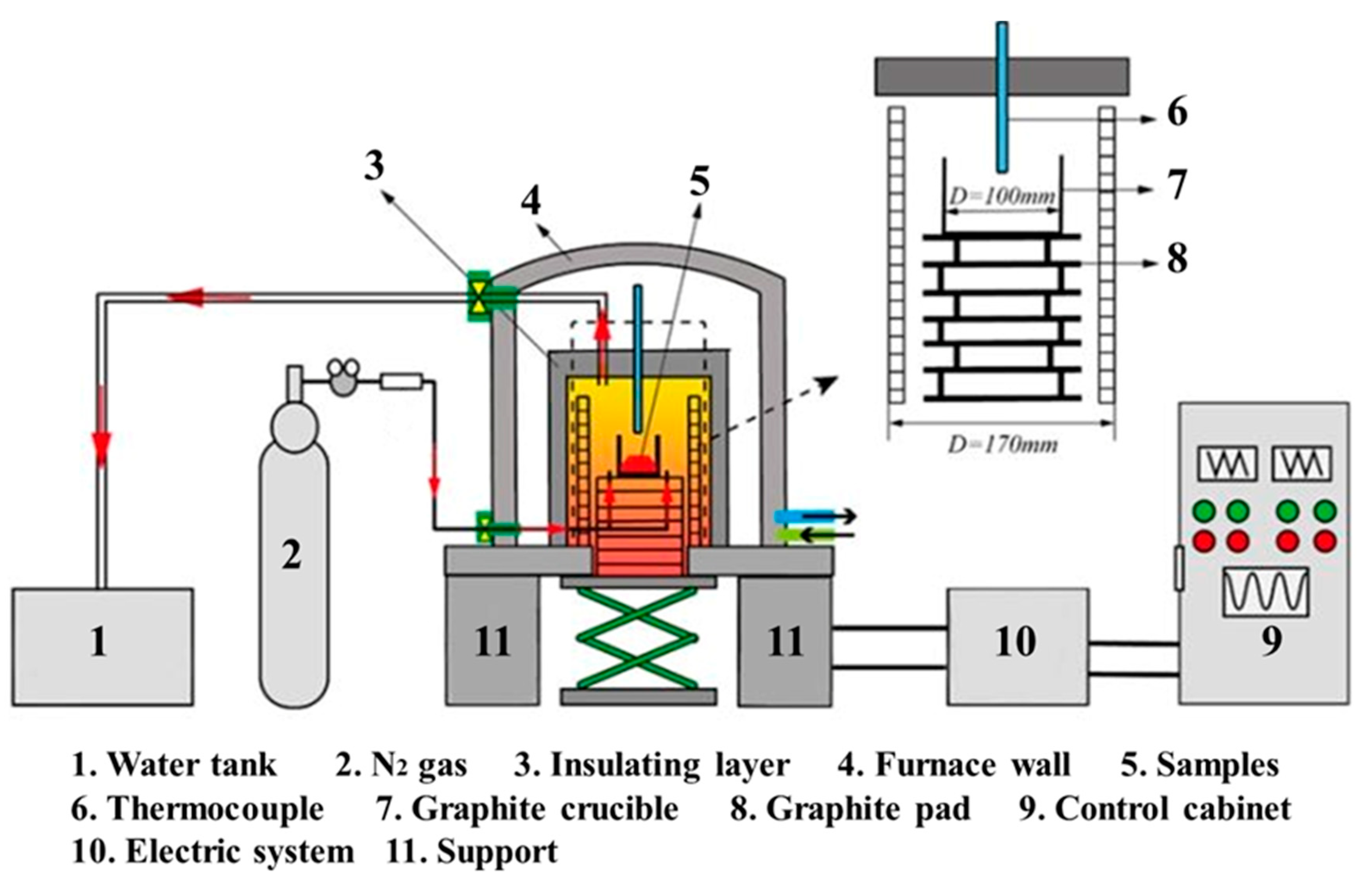
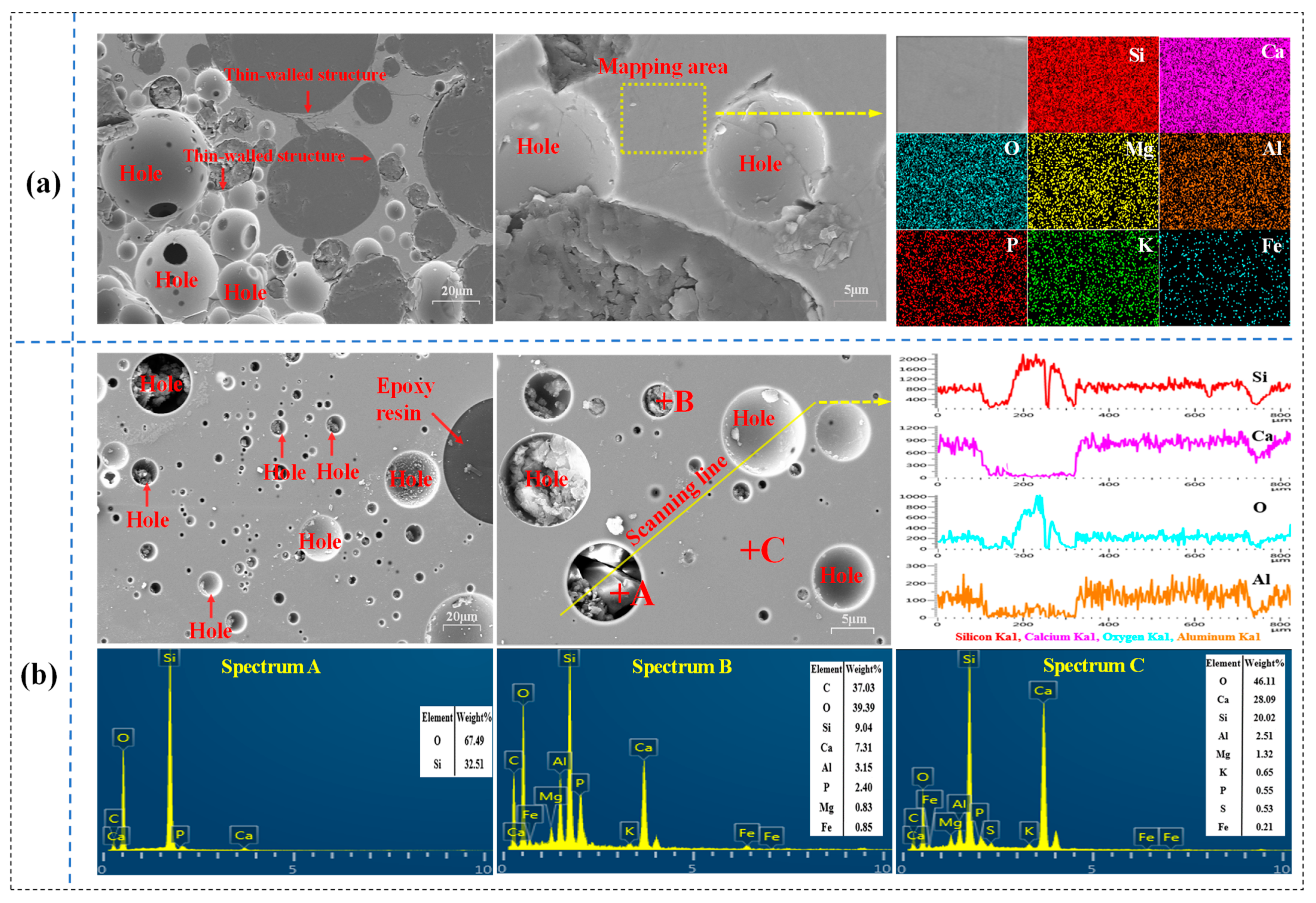
- The reduction smelting followed by the water quenching process can realize the reduction of phosphorite and activation of YPS synchronously. After smelting at 1450 °C for 60 min with ternary acidity of 0.92, the molten yellow phosphorus slag can be activated by ultrafast water quenching; 78.28% P, 90.03% Ca, and 77.12% Si in the yellow phosphorus slag were activated, which can be readily absorbed by the rice roots. During the water quenching, the molten slag was transformed into microporous, multi-soluble matter and an amorphous structure, which was beneficial to excite the slag to release the micronutrients.
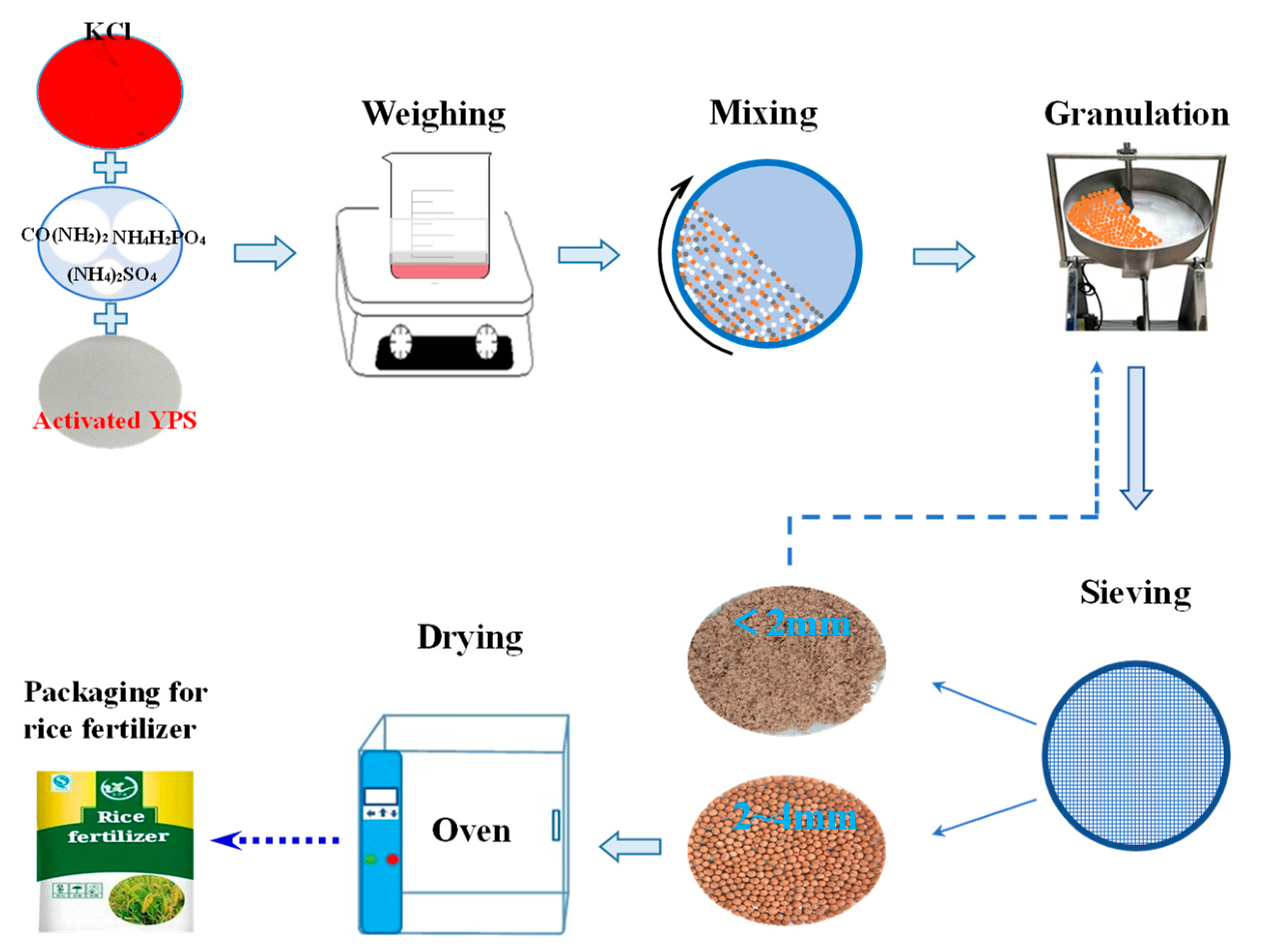
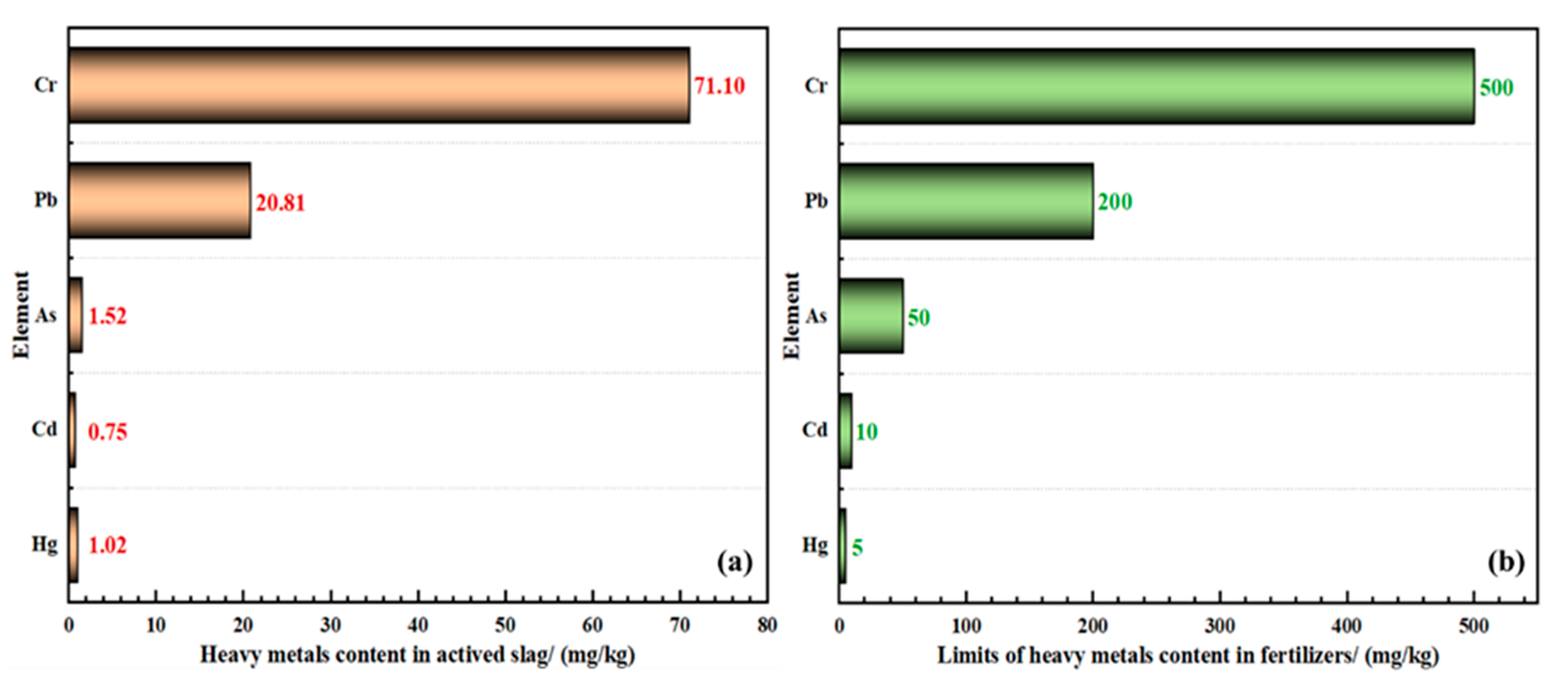
- Based on the soil and rice planting habits in the Yunnan and Guizhou provinces of China, two kinds of granular rice fertilizers with formulas of NPK (N-P2O5-K2O) 18-8-10 and NPK 20-8-12 were designed. Granular rice fertilizers (2–4 mm) were prepared from the powdery NPK and activated yellow phosphorus slag by a disc granulator. This fertilizer showed higher conversion efficiencies and good mechanical strength. The conversion efficiencies of N, P, and K were over 94%, and the average compressive strengths of the granular fertilizers were over 21N, meeting the requirements of granular rice fertilizer storage and transportation. In addition, the heavy metal contents of the prepared fertilizer were far less than the limitation standard.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Van Nguyen, N.; Ferrero, A. Meeting the challenges of global rice production. Paddy Water Environ. 2006, 4, 1–9. [Google Scholar] [CrossRef]
- Datnoff, L.E.; Deren, C.W.; Snyder, G.H. Silicon fertilization for disease management of rice in Florida. Crop. Prot. 1997, 16, 525–531. [Google Scholar] [CrossRef]
- Liang, Y.; Sun, W.; Zhu, Y.; Christie, P. Mechanisms of silicon-mediated alleviation of abiotic stresses in higher plants: A review. Environ. Pollut. 2007, 147, 422–428. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rodrigues, F.A.; Datnoff, L.E. Silicon and Rice Disease Management. Fitopatol. Bras. 2005, 30, 457–469. [Google Scholar] [CrossRef]
- Ma, J.F. Role of silicon in enhancing the resistance of plants to biotic and abiotic stresses. Soil Sci. Plant Nutr. 2004, 50, 11–18. [Google Scholar] [CrossRef]
- Catherine Keller, F.G.; Meunier, J.D. Benefits of plant silicon for crops: A review. Agron. Sustain. Dev. 2012, 32, 201–213. [Google Scholar]
- Ning, D.; Song, A.; Fan, F.; Li, Z.; Liang, Y. Effects of slag-based silicon fertilizer on rice growth and brown-spot resistance. PLoS ONE 2014, 9, e102681. [Google Scholar] [CrossRef] [Green Version]
- Winslow, M.D.; Okada, K.; Correa-Victoria, F. Silicon deficiency and the adaptation of tropical rice ecotypes. Plant Soil 1997, 188, 239–248. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J.S.; Li, H.; Liao, Z.W. Promoted-release effect of different activators on silicon in quartz. Multipurp. Util. Miner. Resour. 2012, 002, 50–52. [Google Scholar]
- Alvarez, J.; Datnoff, L.E. The economic potential of silicon for integrated management and sustainable rice production. Crop. Prot. 2001, 20, 43–48. [Google Scholar] [CrossRef]
- Savant, N.K.; Snyder, G.H.; Datnoff, L.E. Silicon management and sustainable rice production. Adv. Agron. 1996, 58, 151–199. [Google Scholar]
- Liu, Y.; Zhang, C.X. The review of activation techniques of silicon in iron and steel slag silicon fertilizer preparation process. Conserv. Miner. Resour. 2019, 39, 144–149. [Google Scholar]
- Savvilotidou, V.; Kritikaki, A.; Stratakis, A.; Komnitsas, K.; Gidarakos, E. Energy efficient production of glass-ceramics using photovoltaic (P/V) glass and lignite fly ash. Waste Manag. 2019, 90, 46–58. [Google Scholar] [CrossRef] [PubMed]
- Hou, Y.; Zhang, G.; Chou, K.; Fan, D. Effects of CaO/SiO2 ratio and heat treatment parameters on the crystallization behavior, microstructure and properties of SiO2-CaO-Al2O3-Na2O glass ceramics. J. Non-Cryst. Solids 2020, 538, 120023. [Google Scholar] [CrossRef]
- Tang, G.; Liu, X.; Yang, Y.; Chen, D.; Zhang, H.; Zhou, L.; Zhang, P.; Jiang, H.; Deng, D. Phosphorus-containing silane modified steel slag waste to reduce fire hazards of rigid polyurethane foams. Adv. Powder Technol. 2020, 31, 1420–1430. [Google Scholar] [CrossRef]
- Xie, F.; Liu, Z.; Zhang, D.; Wang, J.; Huang, T.; Wang, D. Reaction kinetics and kinetics models of alkali activated phosphorus slag. Constr. Build. Mater. 2020, 237, 117728. [Google Scholar] [CrossRef]
- Allahverdi, A.; Pilehvar, S.; Mahinroosta, M. Influence of curing conditions on the mechanical and physical properties of chemically-activated phosphorous slag cement. Powder Technol. 2016, 288, 132–139. [Google Scholar] [CrossRef]
- Park, C. Chapter 22 Past and future advances in silicon research in the Republic of Korea. Plant Sci. 2001, 8, 359–371. [Google Scholar]
- Marafon, A.C.; Endres, L. Silicon: Fertilization and nutrition in higher plants. Amaz. J. Agric. Environ. Sci. 2013, 56, 380–388. [Google Scholar] [CrossRef] [Green Version]
- Gao, M.; Wei, Z.F.; Zhou, B.T.; Che, F.C.; Ou, Y.J.; Tang, S.Y. Study on characteristics of chemical component and agrochemistry behavior of slag containing silicon. J. Plant Nutr. Fert. 2003, 9, 220–228. [Google Scholar]
- Lanzerstorfer, C. Potential of industrial de-dusting residues as a source of potassium for fertilizer production—A mini review. Resour. Conserv. Recy. 2019, 143, 68–76. [Google Scholar] [CrossRef]
- Seleiman, M.F.; Santanen, A.; Mäkelä, P.S.A. Recycling sludge on cropland as fertilizer—Advantages and risks. Resour. Conserv. Recy. 2020, 155, 104647. [Google Scholar] [CrossRef]
- Su, Y.; Li, G.; Xia, J. Experimental Study of Leaching Yellow Phosphorus Slag by Phosphoric Acid. J. Solid Waste Technol. Manag. 2010, 36, 39–43. [Google Scholar] [CrossRef]
- Liu, H.; Ma, L.; Huang, X.; Yang, J.; Tang, J.; Yang, J.; Li, J.; Jiang, M. Phase transformation of glass-ceramics produced by naturally cooled yellow phosphorus slag during calcination. J. Alloys Compd. 2017, 712, 510–516. [Google Scholar] [CrossRef]
- Li, G.B.; Lin, H.; Ma, Y.L.; Su, Y. Experimental Study of Purifying Precipitated Silica Produced from Yellow Phosphorus Slag. Adv. Mater. 2012, 455, 503–506. [Google Scholar]
- Pang, M.; Sun, Z.; Chen, M.; Lang, J.; Dong, J.; Tian, X.; Sun, J. Influence of Phosphorus Slag on Physical and Mechanical Properties of Cement Mortars. Materials 2020, 13, 2390. [Google Scholar] [CrossRef] [PubMed]
- Zhou, J.; Shu, Z.; Hu, X.; Wang, Y. Direct utilization of liquid slag from phosphorus-smelting furnace to prepare cast stone as decorative building material. Constr. Build. Mater. 2010, 24, 811–817. [Google Scholar] [CrossRef]
- Niu, X.; Wang, Y.; Jiao, Y.; Li, B.; Luo, G. Thermodynamic analysis on crystallization of glass-ceramics prepared from blast furnace slag. Trans. Mater. Heat Treat. 2015, 36, 6–10. [Google Scholar]
- Takahashi, K. Effects of slags on the growth and silicon uptake by rice plants and the available silicates in paddy soils. Bull. Shikoku Agric. Exp. Stn. 1981, 38, 75. [Google Scholar]
- Tasong, W.A.; Wild, S.; Tilley, R.J.D. Mechanisms by which ground granulated blast-furnace slag prevents sulphate attack of lime-stabilised kaolinite. Cem. Concr. Res. 1999, 29, 975–982. [Google Scholar] [CrossRef]
- Yu, H.F.; Lu, X.; Miki, T.; Sasaki, Y.; Nagasaka, T. Phosphorous recovery from Ca2SiO4–Ca3P2O8 solid solution by carbothermic reduction. J. Sustain. Met. 2021. [Google Scholar] [CrossRef]
- Liu, B.B.; Xue, Y.B.; Han, G.H.; Zhang, L.; Huang, Y.F.; Hou, C.H.; Cao, Y.J. An alternative and clean utilisation of refractory high-phosphorus oolitic hematite: P for crop fertiliser and Fe for ferrite ceramic. J. Clean. Prod. 2021, 299, 126889. [Google Scholar] [CrossRef]
- Zhang, L.; Su, S.P.; Liu, B.B.; Han, G.H.; Huang, Y.F.; Wang, Y.B.; Wang, Y.Z. Sustainable and high-efficiency recycling of valuable metals from oily honing ferroalloy scrap via de-oiling and smelting separation. J. Hazard. Mater. 2021, 413, 125399. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Liu, B.B.; Zhang, Y.B.; Han, G.H.; Huang, J.J.; Ye, J.; Li, Y.L. New perspective on the interface reaction and morphology evolution in the reduction of manganese silicate for silicomanganese alloy production. Appl. Surf. Sci. 2021, 539, 148210. [Google Scholar] [CrossRef]
- Che, S.G. Design Method and Application of Formula of Regional Crop-Based Compound Fertilizer. Ph.D. Thesis, China Agricultural University, Beijing, China, 2015; pp. 95–97. [Google Scholar]
- Zhao, B.Q.; Shen, B.; Lin, Z.A.; Li, Y.T. Agronomic Formula Division for Crop-Specialized Compound and Mixed Fertilizers in China; China Agriculture Press: Beijing, China, 2015; pp. 56–105. [Google Scholar]
- Institute of Agricultural Resources and Regional Planning, Chinese Academy of Agricultural Sciences. Soil Amendments-General Regulations; NY/T 3034-2016; Ministry of Agriculture: Beijing, China, 2016. [Google Scholar]
- Wei, Y.; Zhang, J.; Pei, X.; Zhang, M. The determination and discussion of each component and nitrogen content in urea fertilizer. Appl. Chem. Ind. 2014, 43, 1504–1506. [Google Scholar]
- Wang, H.; Wang, Y.; Cui, S.; Wang, J. Reactivity and hydration property of synthetic air quenched slag with different chemical compositions. Materials 2019, 12, 932. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hou, C.H.; Miao, J.Y.; Gu, S.Y.; Wang, H.B.; Wang, Y.Y.; Xu, X.C. Innovation of fused calcium magnesium phosphate products to promote industry development. J. Plant Nutr. Fert. 2019, 25, 2162–2169. [Google Scholar]
- Li, G.H.; Jiang, T.; Fan, X.H.; Qui, G.Z. Thermochemical activation of silicon in Illite and its removal. Met. Miner. 2004, 24, 18–21. [Google Scholar]
- Xu, X.C.; Hou, C.H.; Wang, H.B.; Tang, J.W. Phospho-aluminosilicate vitreous Structure of complex component with low chemical stability—Model of Phospho-Aluminosilicate vitreous structure and fertilizer development. Scientia Sinica Chimica 2010, 40, 922–926. [Google Scholar]
- Hu, R.; Xie, J.; Wu, S.; Yang, C.; Yang, D. Study of Toxicity Assessment of Heavy Metals from Steel Slag and Its Asphalt Mixture. Materials 2020, 13, 2768. [Google Scholar] [CrossRef] [PubMed]
- Shanghai Research Institute of Chemical Industry. Limitation Requirements of Toxic and Harmful Substance in Fertilizers; GB 38400-2019; Ministry of Industry and Information Technology: Shanghai, China, 2019. [Google Scholar]
- Dai, X.Q.; Zhang, H.Y.; Spiertz, J.H.J.; Yu, J.; Xie, G.H.; Bouman, B.A.M. Crop response of aerobic rice and winter wheat to nitrogen, phosphorus and potassium in a double cropping system. Nutr. Cycl. Agroecosys. 2010, 86, 301–315. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, C.; Yan, P.; Chen, X.; Yang, J.; Zhang, F.; Cui, Z. Potassium requirement in relation to grain yield and genotypic improvement of irrigated lowland rice in China. J. Plant Nutr. Soil Sci. 2013, 176, 400–406. [Google Scholar] [CrossRef]
- Chai, X.; Chen, L.; Xue, B.; Liu, E. Granulation of ammonium chloride fertilizer and agglomeration mechanism. Powder Technol. 2017, 319, 148–153. [Google Scholar] [CrossRef]
- Bowden-Green, B.; Briens, L. An investigation of drum granulation of biochar powder. Powder Technol. 2016, 288, 249–254. [Google Scholar] [CrossRef]
- Probst, K.V.; Ileleji, K.E. The effect of process variables on drum granulation behavior and granules of wet distillers grains with solubles. Adv. Powder Technol. 2016, 27, 1347–1359. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | P2O5 | SiO2 | CaO | MgO | Fe2O3 | Al2O3 | K2O | Na2O | MnO |
|---|---|---|---|---|---|---|---|---|---|
| phosphate ore | 22.57 | 29.04 | 33.72 | 1.79 | 1.39 | 3.63 | 0.92 | 0.29 | 0.10 |
| silica | 1.60 | 87.30 | 2.22 | 0.36 | 0.93 | 3.35 | 0.60 | 0.21 | 0.01 |
| SiO2 | CaO | MgO | Fe2O3 | Al2O3 | TiO2 |
|---|---|---|---|---|---|
| 37.27 | 6.09 | 5.19 | 20.07 | 26.64 | 0.33 |
| Acidity | Raw Material Compositions, g | |||
|---|---|---|---|---|
| Phosphate Ore | Silica | Coke | CaO | |
| 0.60 | 37.92 | - | 6.17 | 5.91 |
| 0.80 | 42.11 | - | 6.85 | 1.04 |
| 0.92 | 41.91 | 1.20 | 6.89 | - |
| 1.00 | 40.78 | 2.52 | 6.70 | - |
| 1.20 | 38.11 | 5.63 | 6.26 | - |
| Sample | Raw Material Compositions, g | |||||
|---|---|---|---|---|---|---|
| CO(NH2)2 | (NH4)2SO4 | NH4H2PO4 | KCl | YPS | Attapulgite | |
| A1 | 310 | 120 | 130 | 170 | 250 | 20 |
| A2 | 390 | 30 | 130 | 200 | 250 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, C.; Li, L.; Hou, L.; Liu, B.; Gu, S.; Yao, Y.; Wang, H. Sustainable and Clean Utilization of Yellow Phosphorus Slag (YPS): Activation and Preparation of Granular Rice Fertilizer. Materials 2021, 14, 2080. https://doi.org/10.3390/ma14082080
Hou C, Li L, Hou L, Liu B, Gu S, Yao Y, Wang H. Sustainable and Clean Utilization of Yellow Phosphorus Slag (YPS): Activation and Preparation of Granular Rice Fertilizer. Materials. 2021; 14(8):2080. https://doi.org/10.3390/ma14082080
Chicago/Turabian StyleHou, Cuihong, Luyi Li, Lishuang Hou, Bingbing Liu, Shouyu Gu, Yuan Yao, and Haobin Wang. 2021. "Sustainable and Clean Utilization of Yellow Phosphorus Slag (YPS): Activation and Preparation of Granular Rice Fertilizer" Materials 14, no. 8: 2080. https://doi.org/10.3390/ma14082080