
Application of Macro-Instrumented Indentation Test for Superficial Residual Stress and Mechanical Properties Measurement for HY Steel Welded T-Joints

 , and
, and
Abstract
:1. Introduction
2. Theoretical Background
2.1. Evaluation of Tensile Properties Using Indentation
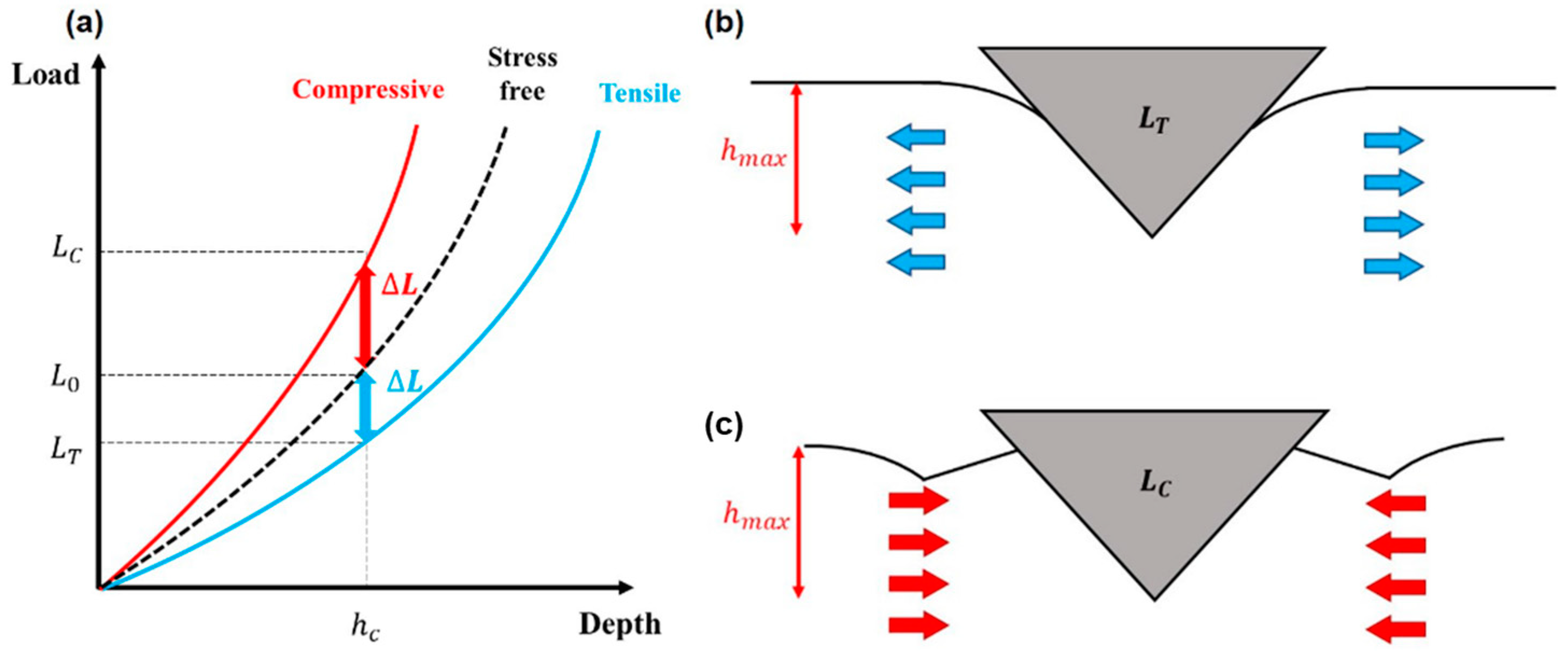
2.2. Evaluation of Superficial Residual Stress Using Indentation
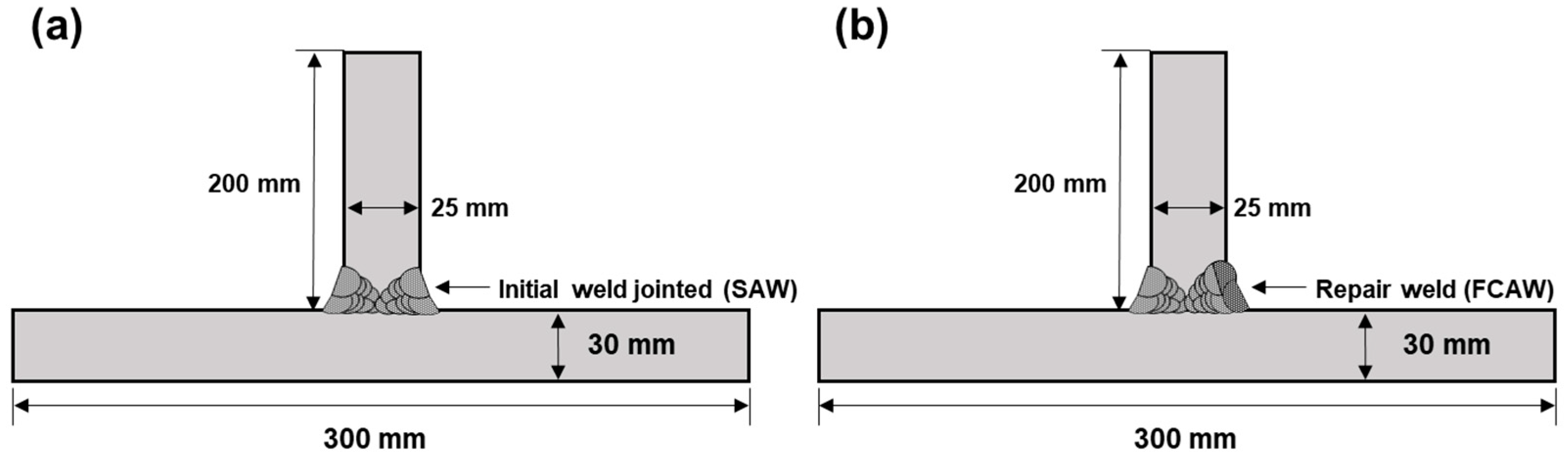
3. Materials and Welding Process
4. Experiments
4.1. Microstructure Analysis and Hardness Testing
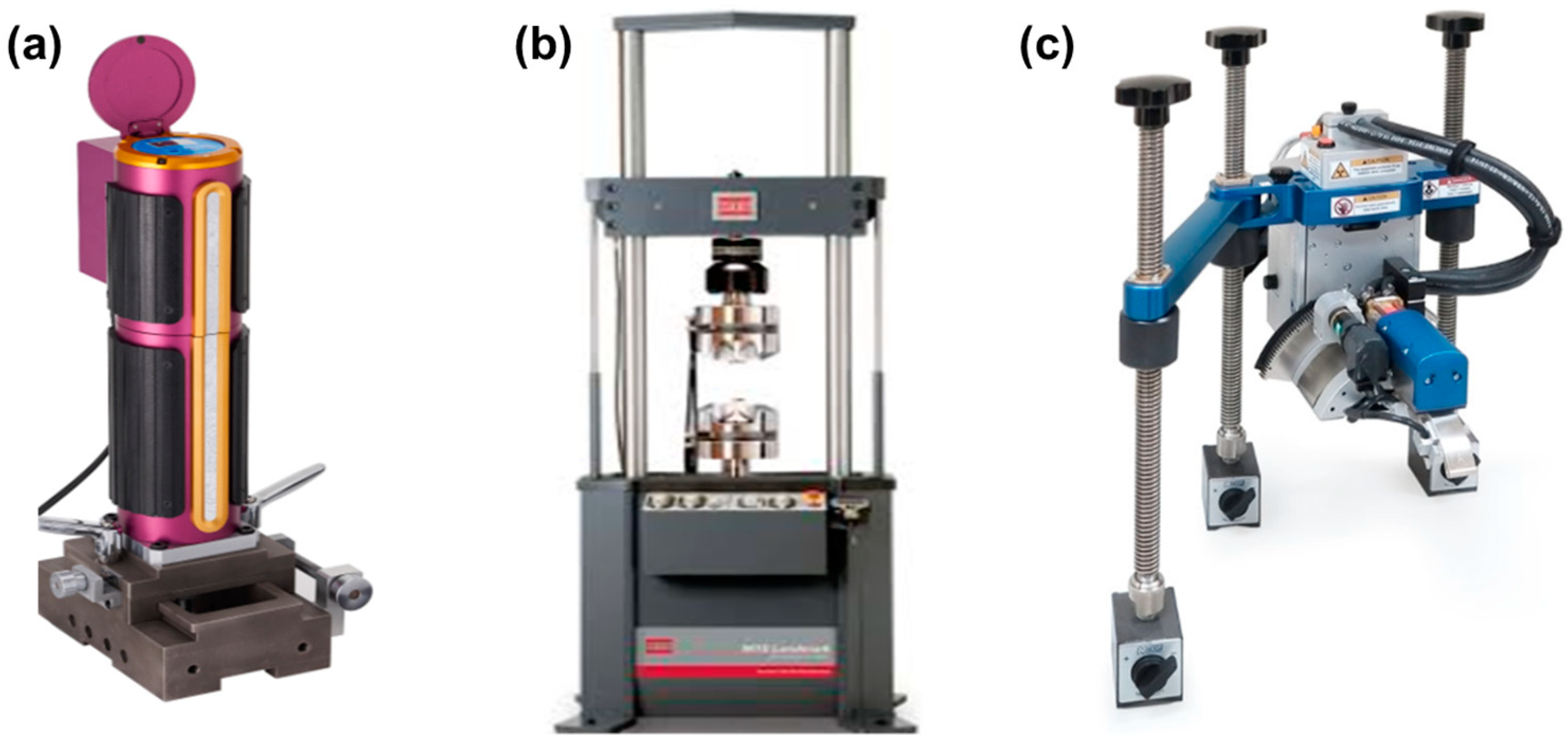
4.2. Macro-Instrumented Indentation Test (MIIT)
4.3. Uniaxial Tensile Testing and X-ray Diffraction
5. Results and Discussion
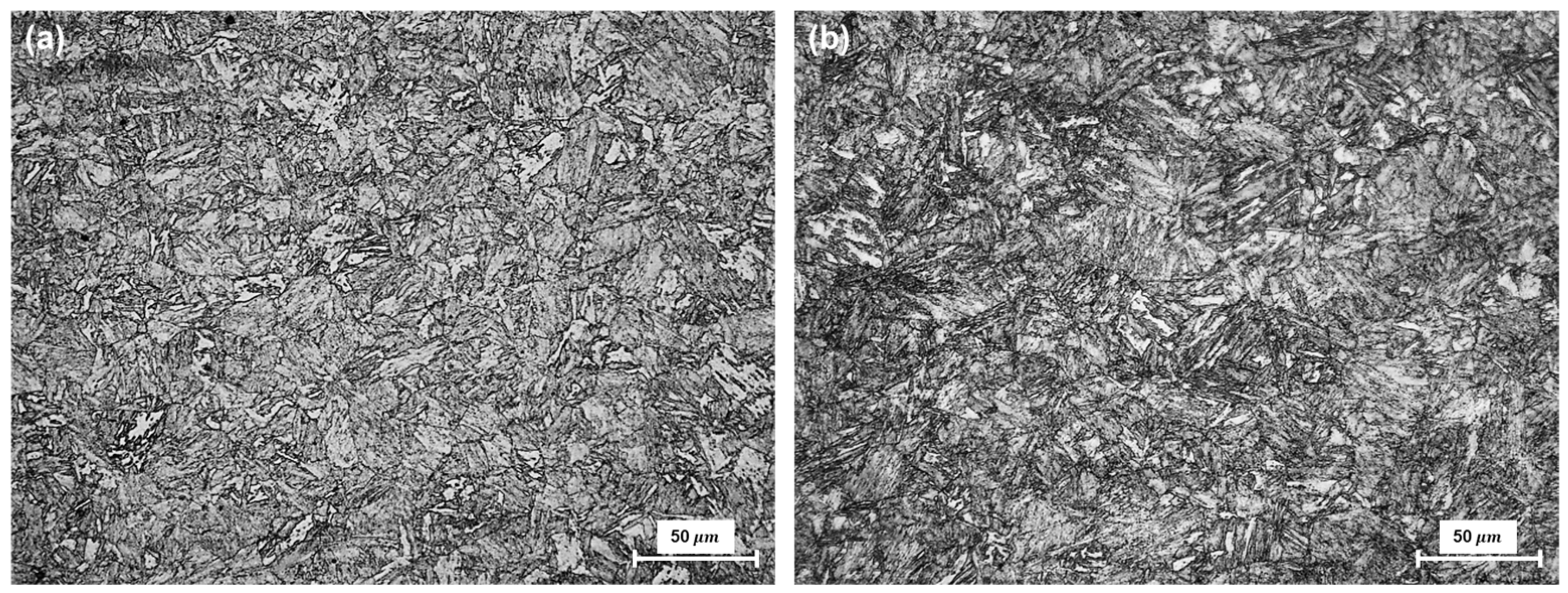
5.1. Microstructural Analysis and Hardness Test
5.2. Tensile Properties Using Indentation
5.3. Superficial Residual Stress Using Indentation
6. Conclusions
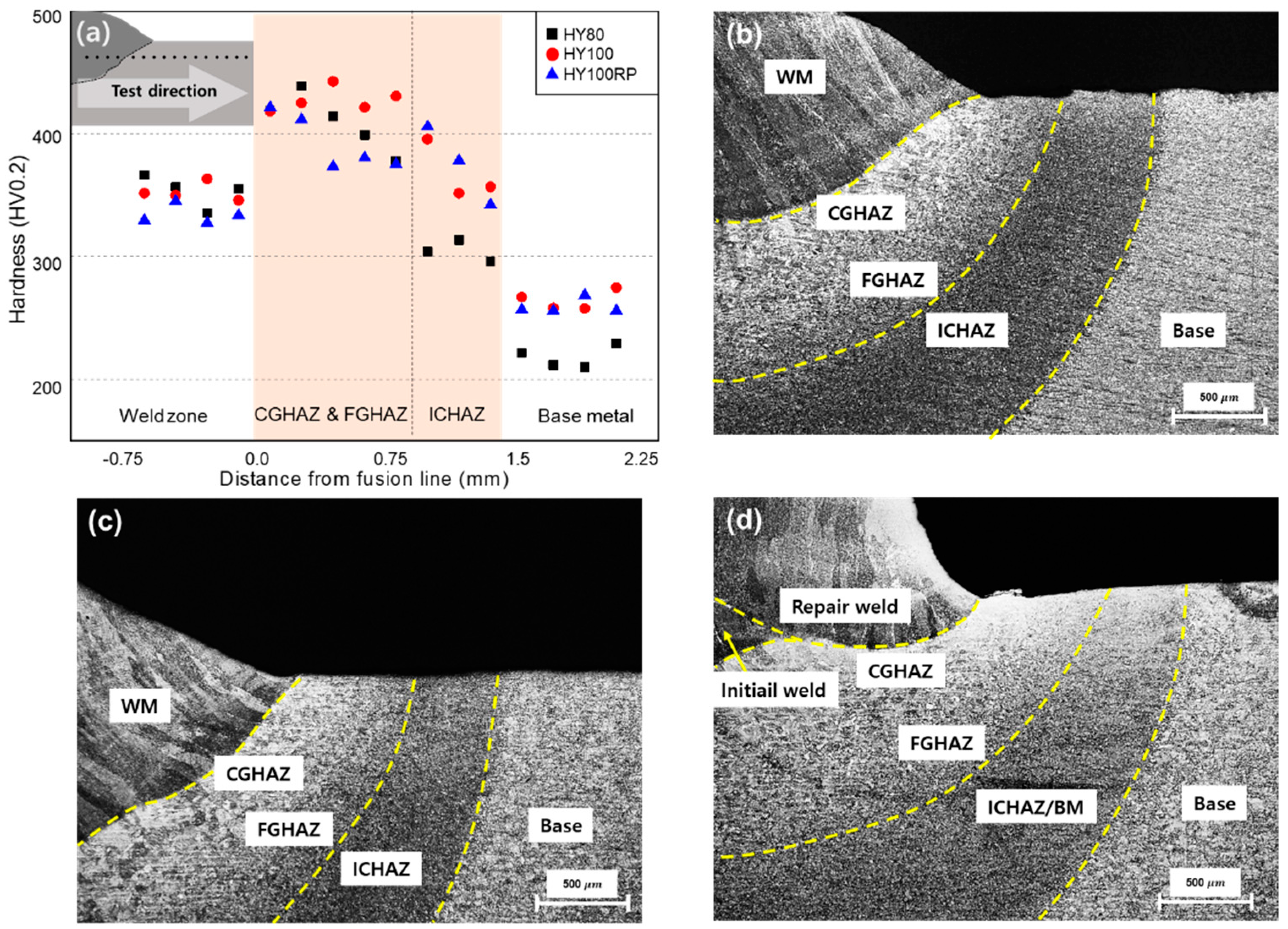
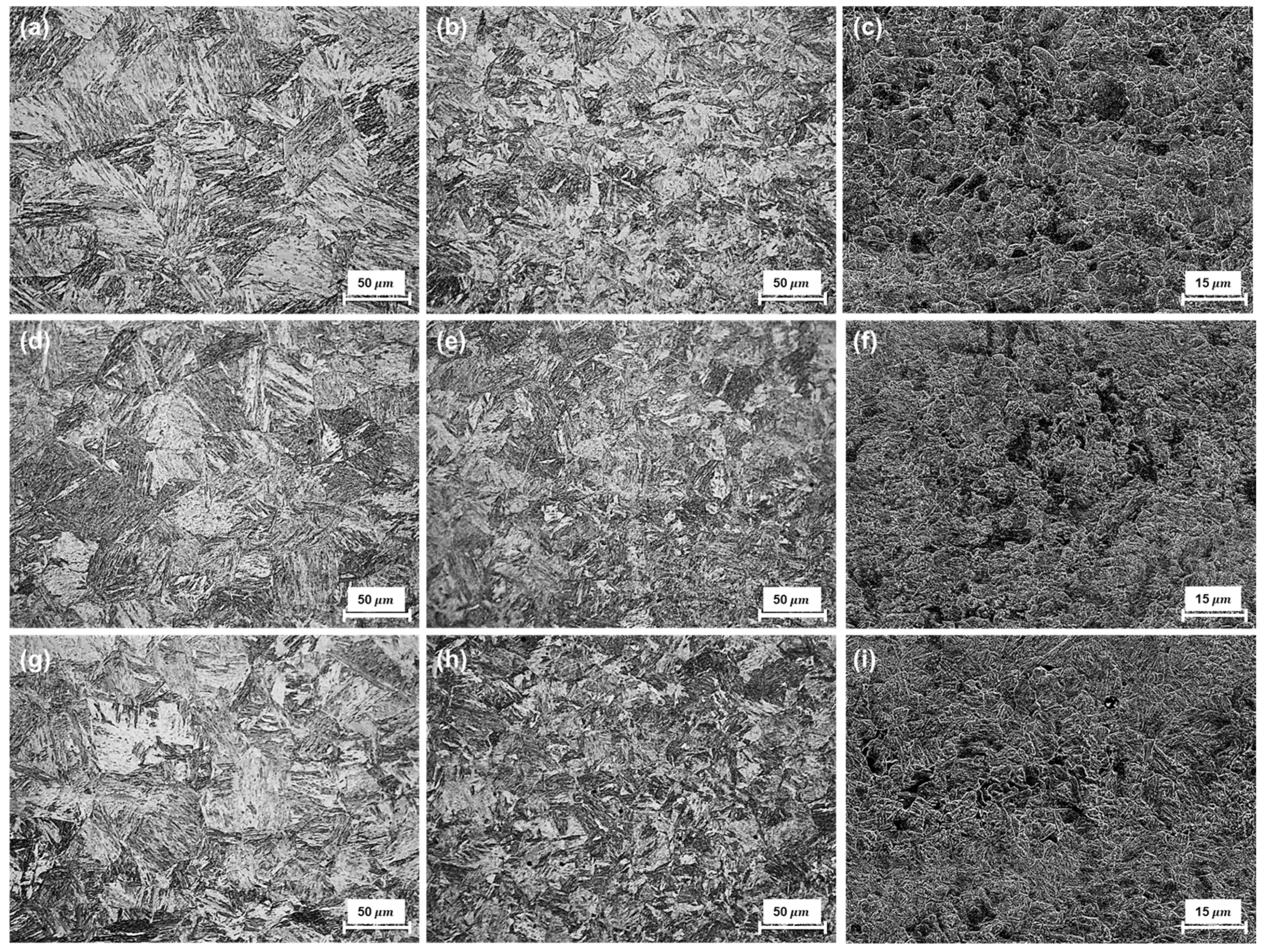
- The heat-affected zone of the three coupons showed similar microstructural characteristics with distance from the fusion line. The coarse-grained HAZ and finer-grained HAZ mainly contained untempered martensite and granular bainite, which increased the hardness. The intercritical HAZ contained a mixture of acicular ferrite and polygonal ferrite with a hardness of under 400 HV.
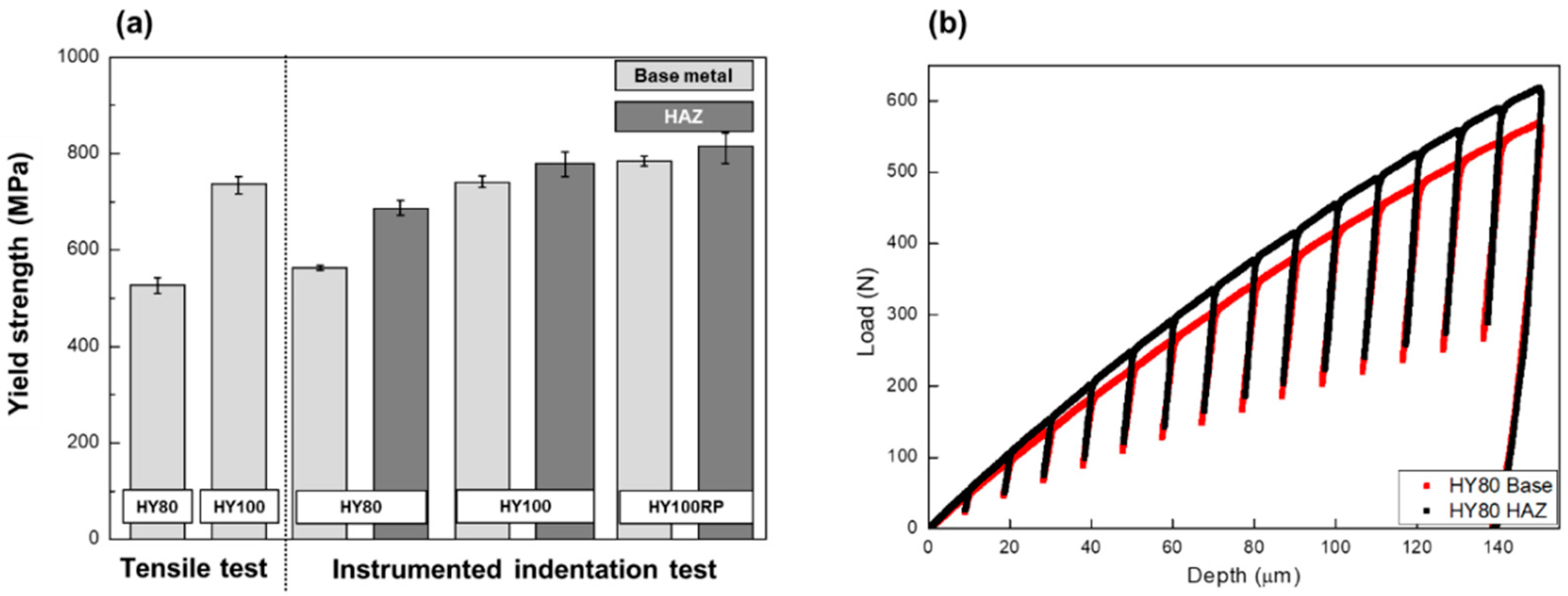
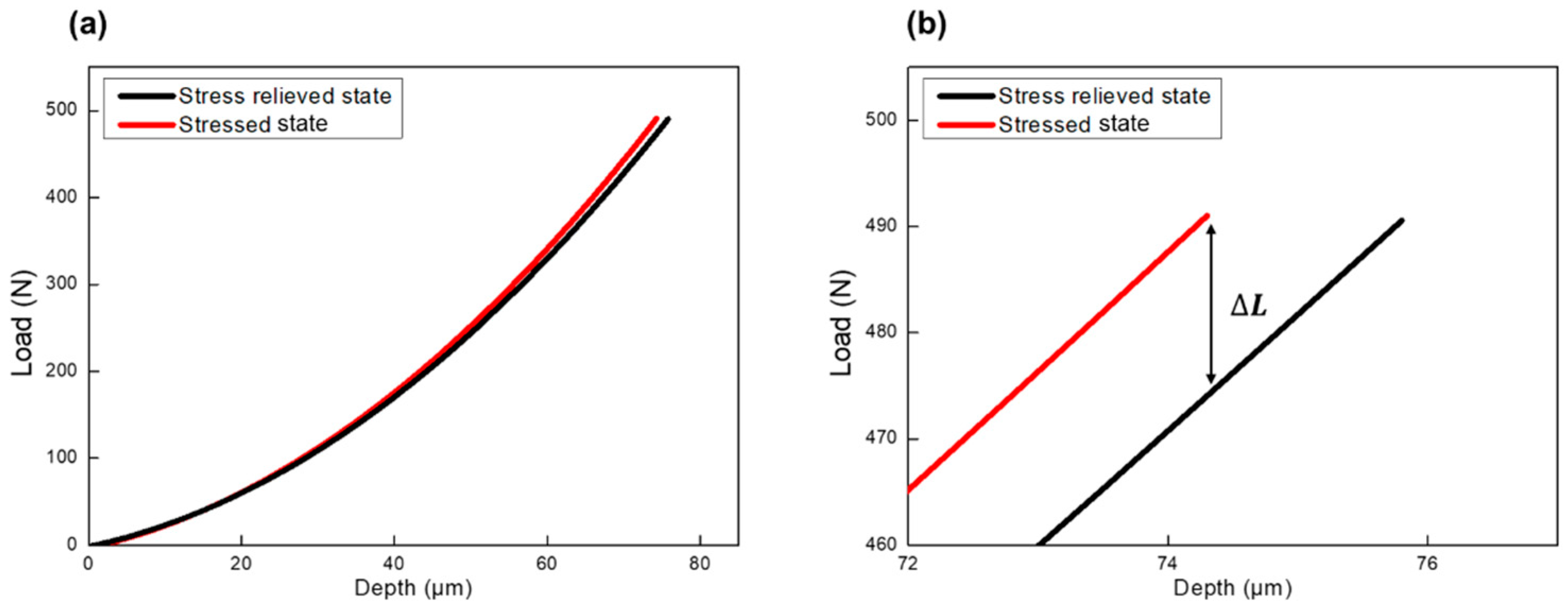
- MIIT can provide local characterizations of mechanical properties and residual stress distributions. The distribution of the yield strength on the top surface of the T-jointed coupons was evaluated. Indentation measurements provided yield strength results comparable with the tensile test results for the base metal, where it was not significantly affected by welding. The yield strength of the HAZ was evaluated, taking advantage of the local measurement characteristics of the indentation technique. The HAZ showed an increase in properties ranging from 3% to 10%. The shift in the indentation load–depth curve explains the change in the final output.
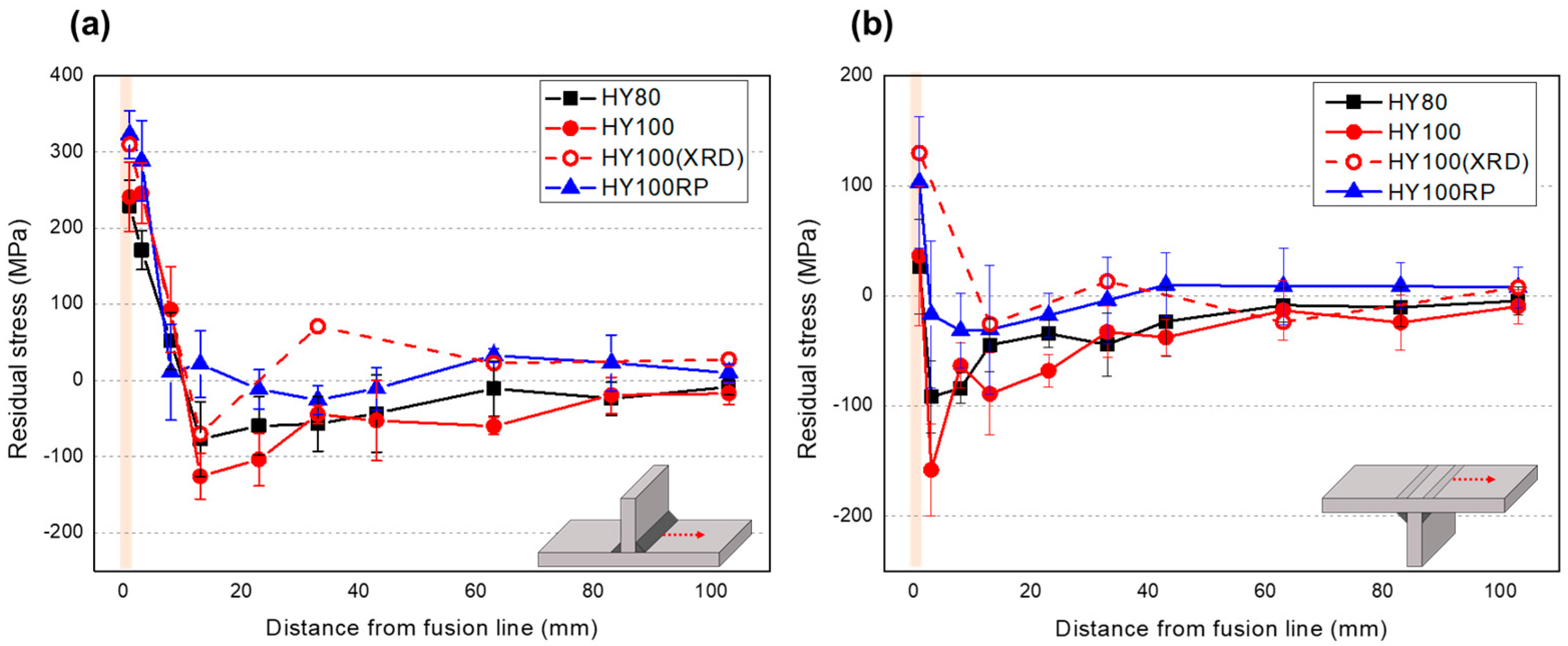
- MIIT measurement provides a quantitative evaluation of the welding residual stress distribution. The X-ray diffraction method was applied to the HY100 coupon to verify the MIIT residual stress evaluation method. The two methods yielded stress distributions in the HAZ to 100 mm, with similar trends within the 150 MPa range. The difference between the X-ray diffraction method and the indentation method can be explained by the differences in the stress sensing area and depth. Further study to clarify the measuring depth and area of the indentation residual stress method is needed for accurate comparison of the stress results with other techniques.
- All three of the coupons showed similar residual stress distribution trends. HY100RP showed the highest tensile residual stress adjacent to the fusion line, which was an effect of the repair weld.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- U.S. Navy. Base Materials for Critical Applications: Requirements for Low Alloy Steel Plate, Forgings, Castings, Shapes, Bars, and Heads of HY-80/100/130 and HSLA-80/100; Appendix B, 2012.07; U.S. Navy: Washington, DC, USA, 2016. [Google Scholar]
- Sampath, K. Constraints-based modeling enables successful development of a welding electrode specification for critical navy applications. Weld. J. 2005, 84, 131S–138S. [Google Scholar]
- Yayla, P.; Kaluç, E.; Ural, K. Effects of welding processes on the mechanical properties of HY 80 steel weldments. Mater. Des. 2007, 28, 1898–1906. [Google Scholar] [CrossRef]
- Czyryca, E.J.; Link, R.E.; Wong, R.J.; Aylor, D.A.; Montem, T.W.; Gudas, J.P. Development and Certification of HSLA-100 Steel for Naval Ship Construction. Nav. Eng. J. 1990, 102, 63–82. [Google Scholar] [CrossRef]
- Czyryca, E.J. Advances in High Strength Steel Technology for Naval Hull Construction. Key Eng. Mater. 1993, 84, 491–520. [Google Scholar] [CrossRef]
- Kumar, S.; Nath, S.K. Effect of heat input on impact toughness in transition temperature region of weld CGHAZ of a HY 85 steel. J. Mater. Process. Technol. 2016, 236, 216–224. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Landowski, M. Plasticity of Bead-on-Plate Welds Made with the Use of Stored Flux-Cored Wires for Offshore Applications. Materials 2020, 13, 3888. [Google Scholar] [CrossRef]
- Schaupp, T.; Rhode, M.; Yahyaoui, H.; Kannengiesser, T. Hydrogen-assisted cracking in GMA welding of high-strength structural steels using the modified spray arc process. Weld. World 2020, 64, 1997–2009. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G. Dissimilar underwater wet welding of HSLA steels. Int. J. Adv. Manuf. Technol. 2020, 109, 717–725. [Google Scholar] [CrossRef]
- Oktadinata, H.; Winarto, W. Impact Toughness of Gas Metal Arc Welded HY-80 Steel Plate at Sub-zero Temperatures. MATEC Web Conf. 2019, 269, 06003. [Google Scholar] [CrossRef] [Green Version]
- Türker, M. Effect of welding parameters on the mechanical properties of GMA-welded HY-80 steels. Materialprufung 2015, 57, 866–871. [Google Scholar]
- Grünitz, L. Evaluation of the Welding Residual Stress State In a Thick HY-80 Steel Plate. In Proceedings of the Thirteenth International Offshore and Polar Engineering Conference, Honolulu, HI, USA, 25–30 May 2003. [Google Scholar]
- Taljat, B.; Radhakrishnan, B.; Zacharia, T. Numerical analysis of GTA welding process with emphasis on post-solidification phase transformation effects on residual stresses1The submitted manuscript has been authored by a contractor of the US Government under contract No. DE-AC05-96OR22464. Accordingly, the US Government retains a nonexclusive, royalty-free license to publish or reproduce the published form of this contribution, or allow others to do so, for US Government purposes.1. Mater. Sci. Eng. A 1998, 246, 45–54. [Google Scholar] [CrossRef]
- Zacharia, T.; Taljat, B.; Radhakrishnan, B. Modeling of residual stresses by HY-100 weldments. In Proceedings of the 1997 International Conference on Computational Engineering Science, San Jose, Costa Rica, 4–9 May 1997; Oak Ridge National Lab.: Oak Ridge, TN, USA, 1997. [Google Scholar]
- Saleem, A.; Underhill, P.R.; Farrell, S.P.; Krause, T.W. Magnetic Barkhausen Noise Measurements to Assess Temper Embrittlement in HY-80 Steels. IEEE Trans. Magn. 2020, 56, 1–8. [Google Scholar] [CrossRef]
- Wang, C.; Cheng, X.; Yan, Y.; Yang, J.; Liu, C.; Guo, Y. Experimental Investigation on the Residual Stresses in a Thick Joint with a Partial Repair Weld Using Multiple-Cut Contour Method. Materials 2018, 11, 633. [Google Scholar] [CrossRef] [Green Version]
- Gu, W.; Peng, W.; Jin, Q.; Qin, Q.; Luo, Y.; Yi, C. A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part I-Effects of Heat Input. Materials 2020, 13, 2416. [Google Scholar] [CrossRef]
- Jiang, H.-Y.; Luo, Y.; Jin, Q.; Peng, W.; Hu, X.; Yi, C.-M. A Study on Microstructure, Residual Stresses and Stress Corrosion Cracking of Repair Welding on 304 Stainless Steel: Part II-Effects of Reinforcement Height. Materials 2020, 13, 2434. [Google Scholar] [CrossRef]
- Chu, J.; Jiang, W.; Yao, B.; Zhou, F.; Chen, J.; Wang, Z.; Zhao, P. Experimental and Numerical Simulation to Study the Reduction of Welding Residual Stress by Ultrasonic Impact Treatment. Materials 2020, 13, 837. [Google Scholar] [CrossRef] [Green Version]
- Gallant, A.; Bar-On, I.; Tuler, F. Effect of Residual Stress on the J-R Curve of HY-100 Steel. In Elastic-Plastic Fracture Test Methods: The User’s Experience (Second Volume); Joyce, J., Ed.; ASTM International: West Conshohocken, PA, USA, 1991; pp. 260–272. ISBN 978-0-8031-5172-7. [Google Scholar]
- Sherman, R. The Effect of Residual Stress on Crack Propagation in HY-80 Steels; Office of Naval Research Department of the Navy: Arlington, VA, USA, 1971. [Google Scholar]
- Kanninen, M.F.; Brust, F.; Ahmad, J.; Abou-Sayed, I.S. The Numerical Simulation of Crack Growth in Weld-Incuced Residual Stress Fields; Springer: Berlin/Heidelberg, Germany, 1971. [Google Scholar]
- Miletić, I.; Ilić, A.; Nikolić, R.R.; Ulewicz, R.; Ivanović, L.; Sczygiol, N. Analysis of Selected Properties of Welded Joints of the HSLA Steels. Materials 2020, 13, 1301. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Nath, S.K. Effect of Weld Thermal Cycles on Microstructures and Mechanical Properties in Simulated Heat Affected Zone of a HY 85 Steel. Trans. Indian Inst. Met. 2017, 70, 239–250. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Ahn, J.-H.; Kwon, D. Derivation of plastic stress–strain relationship from ball indentations: Examination of strain definition and pileup effect. J. Mater. Res. 2001, 16, 3170–3178. [Google Scholar] [CrossRef]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A Critical Evaluation of Indentation Techniques for Measuring Fracture Toughness: I, Direct Crack Measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Byun, T.S.; Kim, J.W.; Hong, J.H. A theoretical model for determination of fracture toughness of reactor pressure vessel steels in the transition region from automated ball indentation test. J. Nucl. Mater. 1998, 252, 187–194. [Google Scholar] [CrossRef]
- Jang, J.-I.; Choi, Y.; Lee, J.-S.; Lee, Y.-H.; Kwon, D.; Gao, M.; Kania, R. Application of instrumented indentation technique for enhanced fitness-for-service assessment of pipeline crack. Int. J. Fract. 2005, 131, 15–33. [Google Scholar] [CrossRef]
- Jang, J.-i.; Son, D.; Lee, Y.-H.; Choi, Y.; Kwon, D. Assessing welding residual stress in A335 P12 steel welds before and after stress-relaxation annealing through instrumented indentation technique. Scr. Mater. 2003, 48, 743–748. [Google Scholar] [CrossRef]
- Lee, Y.; Kwon, D.; Jang, J.; Kim, W.-S. Residual Stress Assessment in API X65 Pipeline Welds by Non-Destructive Instrumented Indentation. Key Eng. Mater. 2004, 270–273, 35–40. [Google Scholar] [CrossRef]
- Kharchenko, V.V.; Katok, O.A.; Panasenko, A.V.; Rudnitskii, N.P.; Bazhukov, A.V.; Mel’nik, P.E. Investigation on Strength Characteristics of Steam Generator Welded Joint After Operational Life Using Instrumented Indentation Test Method. Strength Mater. 2013, 45, 295–300. [Google Scholar] [CrossRef]
- Park, Y.; Dongil, S.; Kim, K.-H.; Park, S.J.; Jang, J.-I.; Dongil, K. Nondestructive/In-Field Characterization of Tensile Properties and Residual Stress of Welded Structures Using Advanced Indentation Technique; KWS: Seoul, Korea, 2002. [Google Scholar]
- Choi, Y.; Dongil, S.; Jang, J.-I.; Park, S.J.; Kim, W.; Dongil, K. Advanced Indentation Techniques; NDE for Flow Properties and Residual Stresses of Pipelines. In Proceedings of the IPC2002, Sydney, Australia, 6–10 July 2002. [Google Scholar]
- Tabor, D. The Hardness of Metals; Oxford University Press: Oxford, UK, 2000. [Google Scholar]
- Taljat, B.; Zacharia, T.; Kosel, F. New analytical procedure to determine stress-strain curve from spherical indentation data. Int. J. Solids Struct. 1998, 35, 4411–4426. [Google Scholar] [CrossRef]
- Sundararajan, G.; Tirupataiah, Y. The localization of plastic flow under dynamic indentation conditions: I. Experimental results. Acta Mater. 2006, 54, 565–575. [Google Scholar] [CrossRef]
- Concustell, A.; Sort, J.; Fornell, J.; Rossinyol, E.; Suriñach, S.; Gebert, A.; Eckert, J.; Baró, M.D. Work-hardening mechanisms of the Ti60Cu14Ni12Sn4Nb10 nanocomposite alloy. J. Mater. Res. 2009, 24, 3146–3153. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.G.J. Limits to the preparation of superhard nanocomposites: Impurities, deposition and annealing temperature. Thin Solid Film. 2012, 522, 274–282. [Google Scholar] [CrossRef]
- Sinclair, G.B.; Follansbee, P.S.; Johnson, K.L. Quasi-static normal indentation of an elasto-plastic half-space by a rigid sphere—II. Results. Int. J. Solids Struct. 1985, 21, 865–888. [Google Scholar] [CrossRef]
- Kang, S.-K.; Kim, Y.-C.; Kim, K.-H.; Kim, J.-Y.; Kwon, D. Extended expanding cavity model for measurement of flow properties using instrumented spherical indentation. Int. J. Plast. 2013, 49, 1–15. [Google Scholar] [CrossRef]
- Tsui, T.Y.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation: Part I. Experimental studies in an aluminum alloy. J. Mater. Res. 1996, 11, 752–759. [Google Scholar] [CrossRef]
- Bolshakov, A.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation: Part II. Finite element simulations. J. Mater. Res. 1996, 11, 760–768. [Google Scholar] [CrossRef]
- Suresh, S.; Giannakopoulos, A.E. A new method for estimating residual stresses by instrumented sharp indentation. Acta Mater. 1998, 46, 5755–5767. [Google Scholar] [CrossRef]
- Wang, Q.; Ozaki, K.; Ishikawa, H.; Nakano, S.; Ogiso, H. Indentation method to measure the residual stress induced by ion implantation. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2006, 242, 88–92. [Google Scholar] [CrossRef]
- Atar, E.; Sarioglu, C.; Demirler, U.; Kayali, E.; Cimenoglu, H. Residual stress estimation of ceramic thin film by X-ray diffraction and indentation techniques. Scr. Mater. 2003, 48, 1331–1336. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Kwon, D. Estimation of biaxial surface stress by instrumented indentation with sharp indenters. Acta Mater. 2004, 52, 1555–1563. [Google Scholar] [CrossRef]
- George, R.; Dinda, S.; Kasper, A.S. ESTIMATING YIELD STRENGTH FROM HARDNESS DATA. Adv. Mater. Process. 1976, 109, 30–33. [Google Scholar]
- ISO. 14174 Welding Consumables—Fluxes for Submerged arc Welding and Electroslag Welding—Classification; Vernier: Geneva, Switzerland, 2019. [Google Scholar]
- ISO. 14577-2 Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters. Verification and Calibration of Testing Machines; Vernier: Geneva, Switzerland, 2015. [Google Scholar]
- ASTM E8. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Kumar, S.; Nath, S.K.; Kumar, V. Continuous cooling transformation behavior in the weld coarse grained heat affected zone and mechanical properties of Nb-microalloyed and HY85 steels. Mater. Des. 2016, 90, 177–184. [Google Scholar] [CrossRef]
- Shome, M. Effect of heat-input on austenite grain size in the heat-affected zone of HSLA100 steel. Mater. Sci. Eng. A 2007, 445, 454–460. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Ni | Cu | Mo | Ti | V |
|---|---|---|---|---|---|---|---|---|---|---|---|
| HY-80 | 0.14 | 0.27 | 0.26 | 0.009 | 0.002 | 1.57 | 3.069 | 0.021 | 0.522 | 0.0022 | 0.004 |
| HY-100 | 0.16 | 0.26 | 0.24 | 0.008 | 0.001 | 1.503 | 3.012 | 0.023 | 0.399 | 0.0019 | 0.018 |
| Parameters | SAW | FCAW |
|---|---|---|
| Welding current (A) | 500 | 180 |
| Arc voltage (V) | 30 | 23 |
| Welding speed (mm/s) | 10 | 3.3 |
| Heat input (kJ/mm) | 1.5 | 1.24 |
| Radiation Source | CrKα |
|---|---|
| Wavelength () | λ = 2.29106867 |
| Power | 30 kV and 6.7 mA = 210 W |
| 2θ range | 125–1620 |
| Miller indices and Bragg’s angle | {211} set of planes; Bragg’s angle = 156˚ |
| Aperture size | 1 mm diameter |
| Analysis | method |
| Material | p | n | Yield Strength (MPa) | ||
|---|---|---|---|---|---|
| HY80 | 1.3875 | 0.120 | 2120 | 0.092 | 556.9 |
| HY100 | 1.3775 | 0.099 | 2566 | 0.1214 | 737.6 |
| Parameter | Point 1 | Point 2 | Point 3 |
|---|---|---|---|
| Load difference, (N) | −16.2 | −10.9 | −17.4 |
| Contact area, () | 0.353 | 0.359 | 0.355 |
| Residual stress, (MPa) | −138 | −91 | −147 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.; Lee, K.; Lee, S.; Kwon, O.M.; Kang, W.-K.; Lim, J.-I.; Lee, H.-K.; Kim, S.-M.; Kwon, D. Application of Macro-Instrumented Indentation Test for Superficial Residual Stress and Mechanical Properties Measurement for HY Steel Welded T-Joints. Materials 2021, 14, 2061. https://doi.org/10.3390/ma14082061
Lee J, Lee K, Lee S, Kwon OM, Kang W-K, Lim J-I, Lee H-K, Kim S-M, Kwon D. Application of Macro-Instrumented Indentation Test for Superficial Residual Stress and Mechanical Properties Measurement for HY Steel Welded T-Joints. Materials. 2021; 14(8):2061. https://doi.org/10.3390/ma14082061
Chicago/Turabian StyleLee, Junsang, Kyungyul Lee, Seungha Lee, Oh Min Kwon, Won-Ki Kang, Jong-Il Lim, Hee-Keun Lee, Seong-Min Kim, and Dongil Kwon. 2021. "Application of Macro-Instrumented Indentation Test for Superficial Residual Stress and Mechanical Properties Measurement for HY Steel Welded T-Joints" Materials 14, no. 8: 2061. https://doi.org/10.3390/ma14082061