
Applications of Additively Manufactured Tools in Abrasive Machining—A Literature Review


Abstract
:1. Introduction
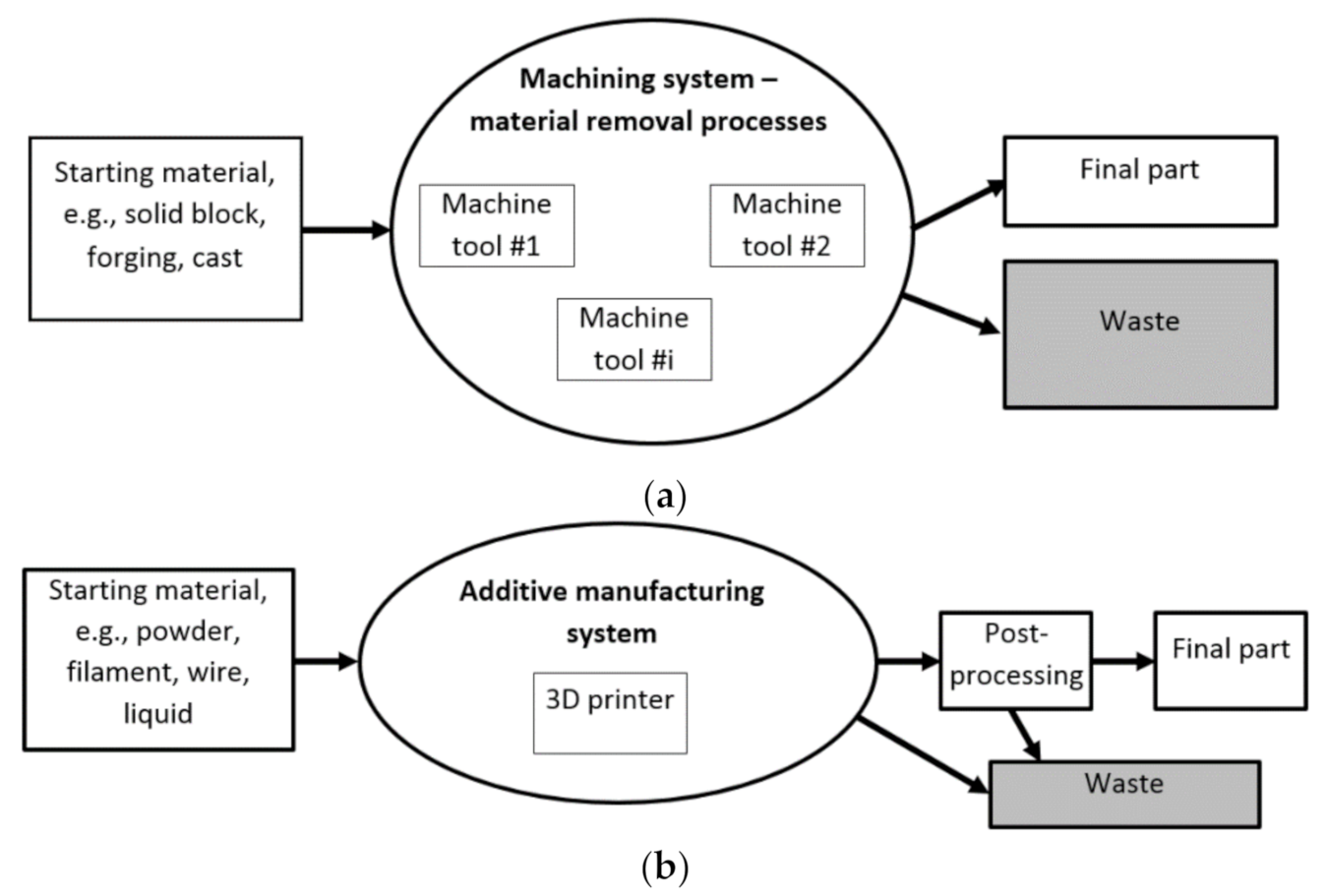
- In AM, material is added layer by layer to build the desired solid 3D product, whereas with subtractive methods, the material is gradually removed from a solid block to fabricate the final parts.
- In AM, complex shapes can be easily fabricated, whereas with subtractive methods, the process has a limited ability to produce complex shapes.
- The AM process is mostly suitable for materials that have low melting points such as polymers. Whereas, with subtractive methods, the process can use all solid materials, irrespective of their melting points.
- AM processes use raw material in forms of powder, filament or liquid; whereas, with subtractive methods, the raw material can be provided as a solid block, forging or cast.
- In AM, volumetric density and the weight of the constructive material of final component can be controlled during operations, whereas with subtractive methods, it is associated with material wastage in the form of chips.
- The AM process can be applied only to a selected range of materials, while subtractive methods can handle a wide variety of materials.
2. Additive Manufacturing
2.1. Classification of Additive Manufacturing Methods
- −
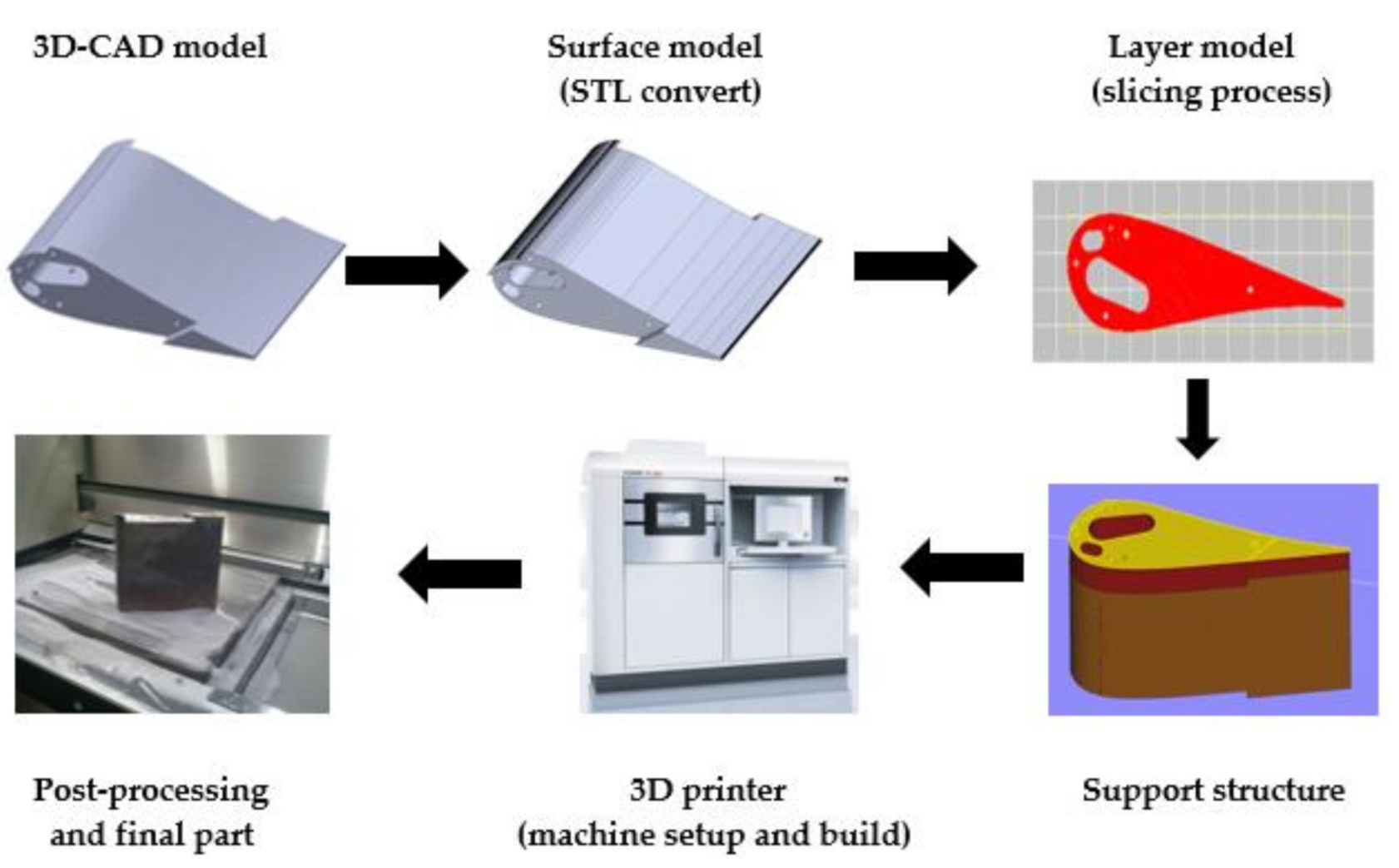
- preparation of a 3D model of the object using CAD software and the creation of its surface model, most often by STL conversion;
- −
- generation of a layered model (slicing process) and setting the process parameters and machine setup, such as the thickness of a single layer of material, energy source, material constraints, printing speed, build orientation, etc.;
- −
- the automated process of building the physical part on a 3D printer;
- −
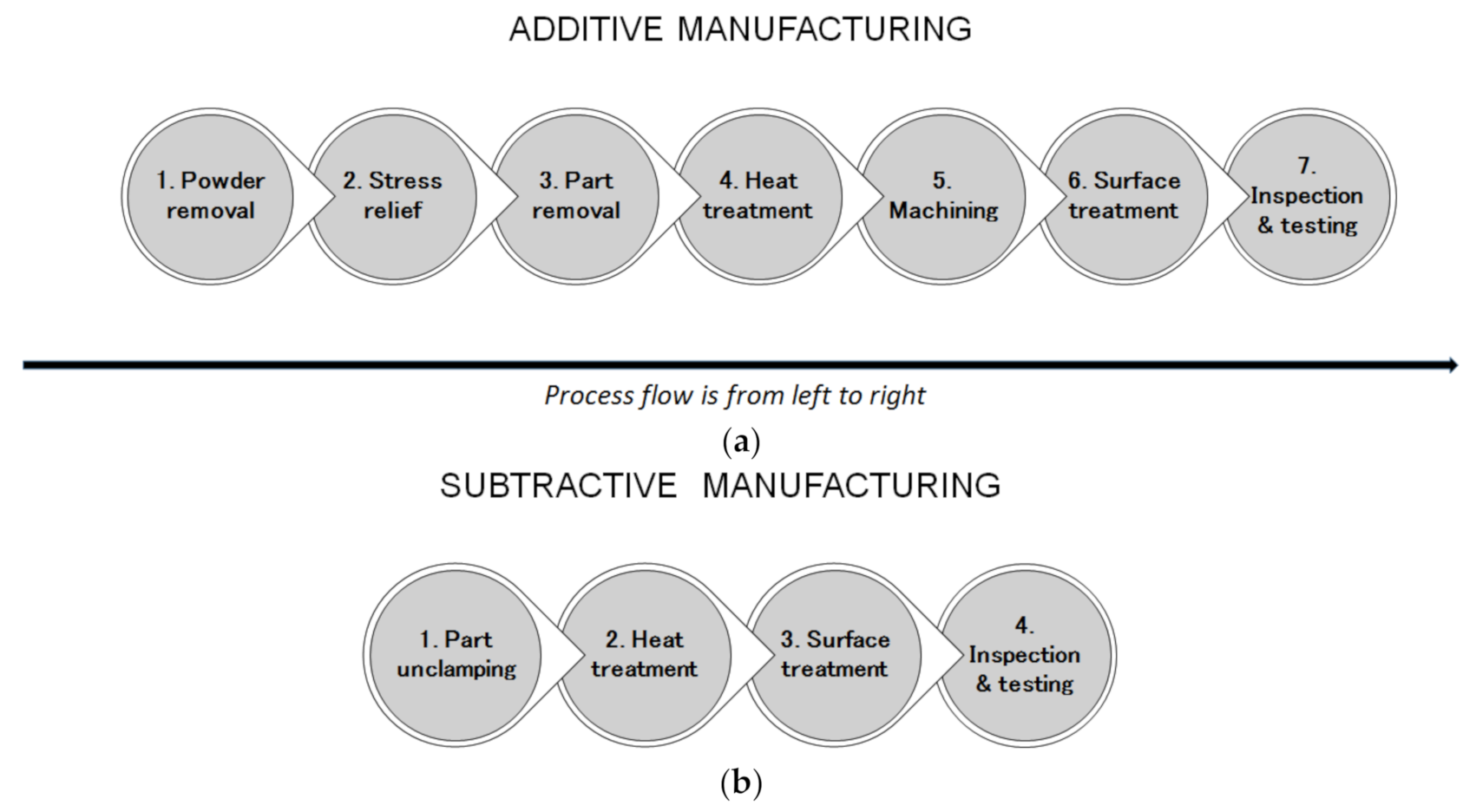
- post-processing, such as cleaning the physical part from unused material or removing it from the build platform, removing supporting features, carrying out additional treatments to improve the overall appearance of the printed detail and its mechanical properties.
2.2. Post-Processing Methods in Additive Manufacturing
2.3. Exemplary Application Areas of Additive Manufacturing
- −
- Rapid Prototyping, which, as the name suggests, concerns the production of prototypes of future objects. The area of rapid prototyping, due to the significantly limited possibilities of the primary 3D printing methods, has been the basic application of this type of technology. At the same time, despite the dynamic development and capabilities of modern AM methods and systems, rapid prototyping is still one of its key areas of application. Therefore, the term Rapid Prototyping is very often used to comprehensively define all 3D printing methods. Moreover, making a prototype of a future object and already checking its properties at the design stage results in a significant reduction of costs connected, among other things, with possible product errors;
- −
- Rapid Tooling, which is related to the rapid prototyping or manufacture of tools or elements of production equipment. Currently, AM methods play an important role in the production of both the tooling used in traditional forming and casting methods (Indirect Tooling) and the direct production of tools and production tooling elements (Direct Tooling/Prototype Tooling);
- −
- Rapid Manufacturing, indicating the possibility of building objects with features similar to those obtained using traditional subtractive or plastic forming methods. The abovementioned dynamic development of AM printing methods, the materials used, and modern AM systems is favorable to the achievement of better and better functional properties of printed elements. Currently, mainly AM powder methods with metals and their alloys are used to build fully functional and responsible mechanical parts. Elements of this type are used in the aerospace, offshore, and energy sectors [36,74,75] as well as in the automotive, electronics, medical [76,77] and tool industries [78,79], among others.
3. Application of AM Technologies in Abrasive Machining
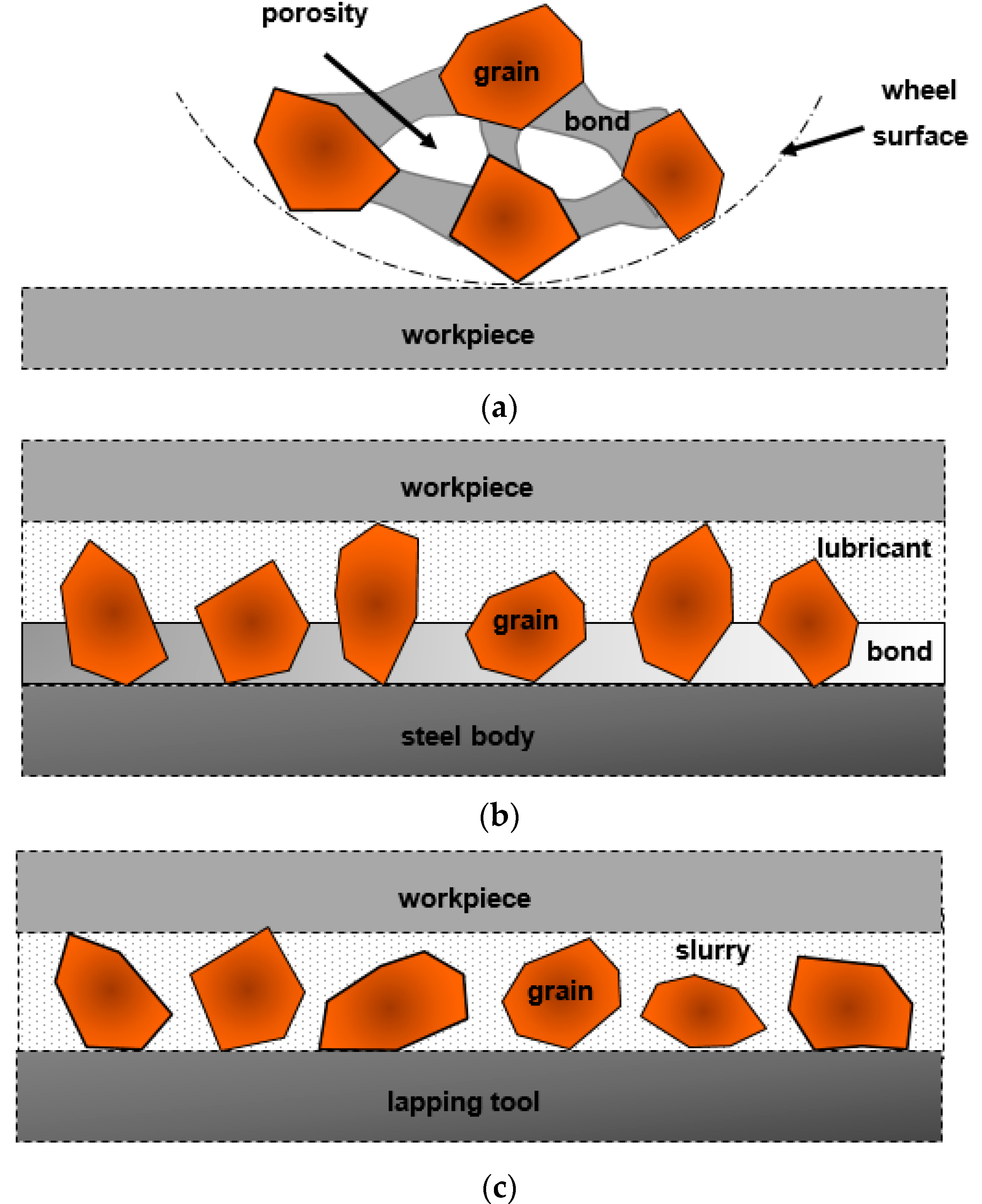
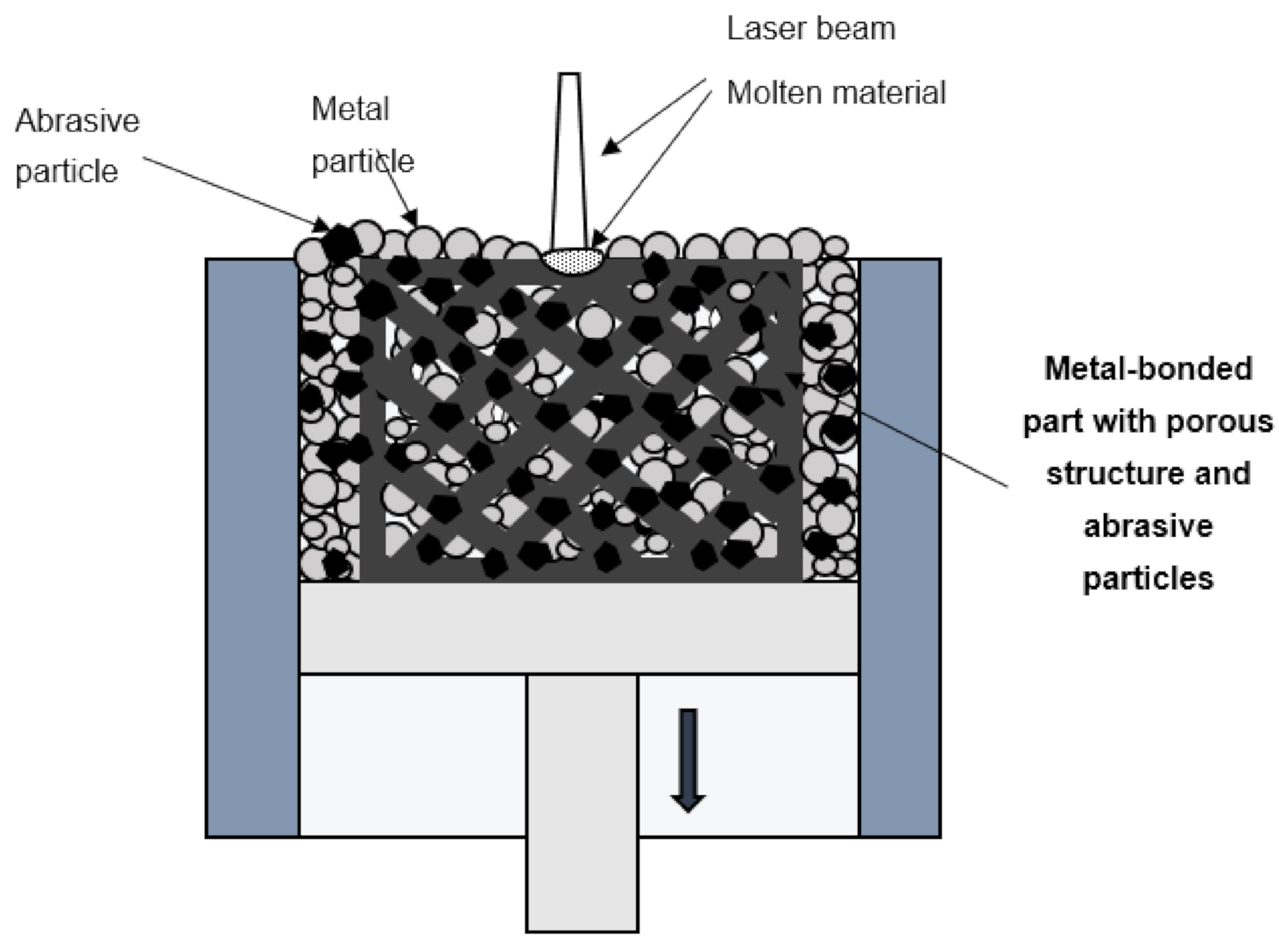
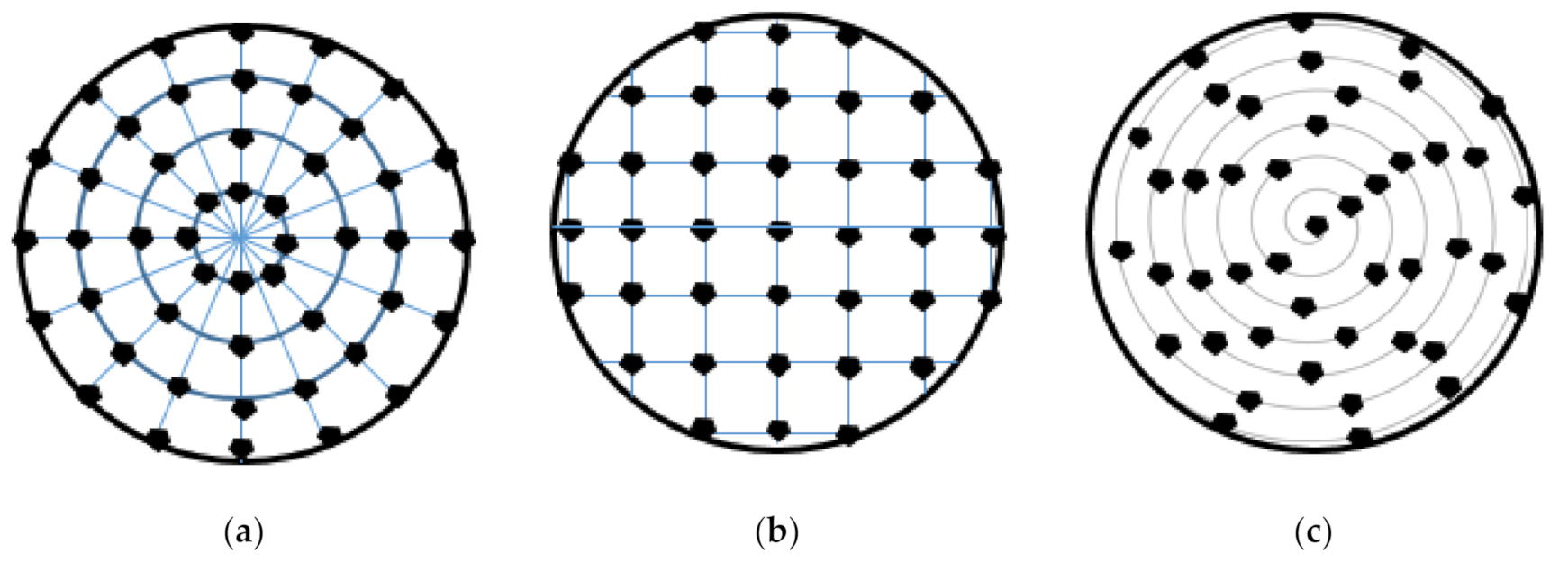
3.1. Metal-Bonded Abrasive Tools
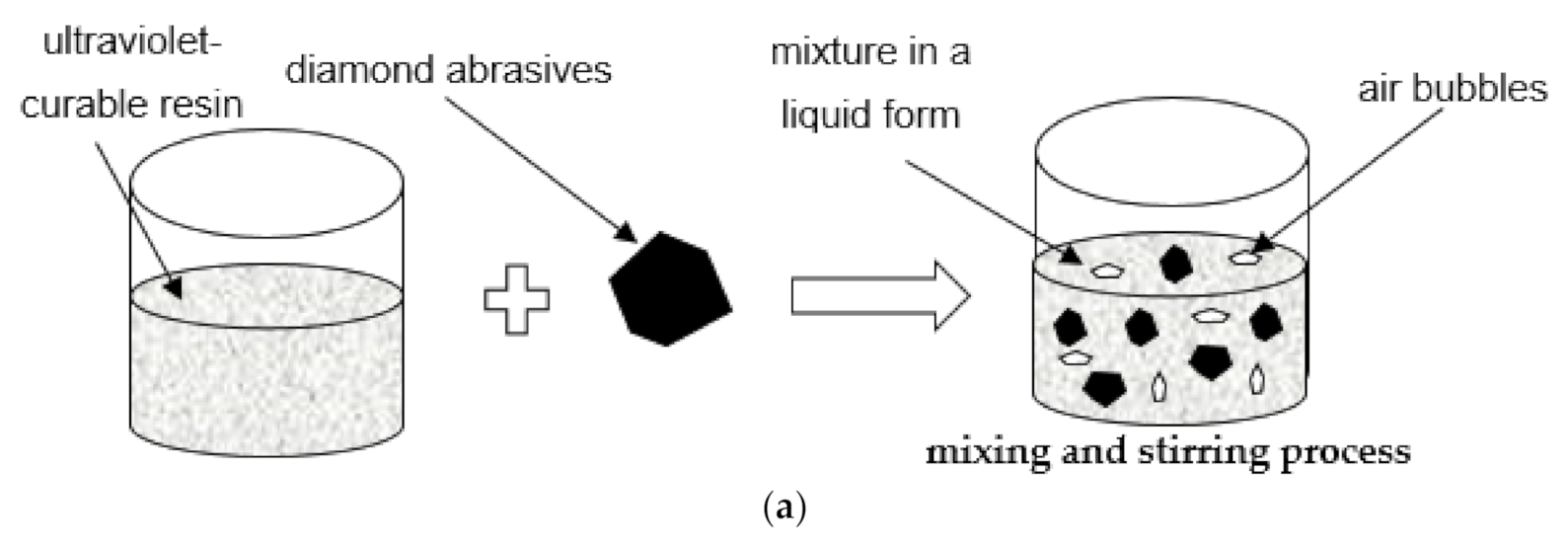
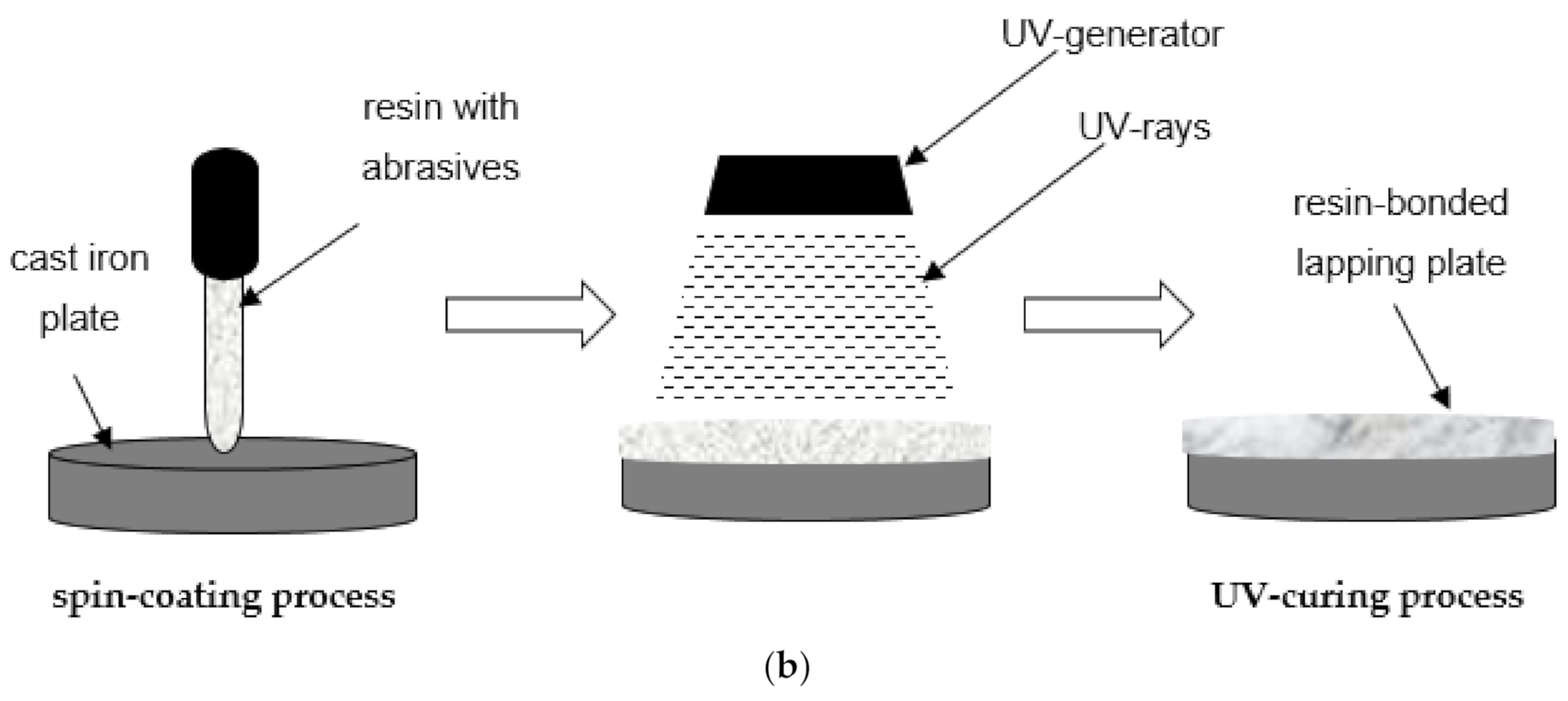
3.2. Resin-Bonded Abrasive Tools
4. Discussion
5. Conclusions
- Additive manufacturing has great potential in the manufacturing of abrasive tools used especially in finishing processes. In the near future, in the face of the intensive development of additive technologies, additive manufacturing could be competitive with conventional technologies used for the fabrication of abrasive tools.
- Anisotropic mechanical properties of the 3D printed components are one of the basic disadvantages of the additive technology. This may affect the proper functioning and operational safety, especially when metal-bonded wheels work under variable and heavy loading conditions.
- The component orientation in the working chamber of a 3D printer should be carefully analyzed at the design stage, as it influences the final structure and, as a consequence, the strength of the fabricated elements.
- Metal-bonded wheels made by AM technologies are characterized by high efficiency, but the surface finish after grinding using these tools has not been studied in detail by researchers.
- For geometrical features of smaller dimensions, more material defects, i.e., the material discontinuities characterized by the lack of the full material melting, as well as higher inaccuracy, may result from the production of tools using AM technologies. The difficulties in making small-diameter features may influence the AM fabrication of some abrasive tools requiring specific and controlled inner structures.
- So far, AM-based methods have mainly been dedicated to the fabrication of prototype abrasive tools. LPBF technology is the most promising method for the fabrication of metal-bonded abrasive tools, whereas UV-based processes, including SLA technology, are the most promising for resin-bonded tools. The number of tests and experiments performed with additively manufactured tools is still very limited, which makes them difficult to apply on a large scale in industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deja, M.; Siemiątkowski, M.S. Machining process sequencing and machine assignment in generative feature-based CAPP for mill-turn parts. J. Manuf. Syst. 2018, 48, 49–62. [Google Scholar] [CrossRef]
- Deja, M.; Siemiątkowski, M.S.; Sender, P. Comparative study of machining technology selection to manufacture large-size components of offshore constructions. Pol. Marit. Res. 2017, 24, 38–45. [Google Scholar] [CrossRef] [Green Version]
- Weller, C.; Kleer, R.; Piller, F.T. Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- Deja, M.; Siemiątkowski, M.; Zieliński, D. Multi-criteria comparative analysis of the use of subtractive and additive technologies in the manufacturing of offshore machinery components. Pol. Marit. Res. 2020, 27, 71–81. [Google Scholar] [CrossRef]
- DebRoy, T.; Mukherjee, T.; Milewski, J.O.; Elmer, J.W.; Ribic, B.; Blecher, J.J.; Zhang, W. Scientific, technological and economic issues in metal printing and their solutions. Nat. Mater. 2019, 18, 1026–1032. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Zhang, C.; Wang, D.; Nie, L.; Wellmann, D.; Tian, Y. Additive manufacturing of WC-Co hardmetals: A review. Int. J. Adv. Manuf. Technol. 2020, 108, 1653–1673. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Karayel, E.; Bozkurt, Y. Additive manufacturing method and different welding applications. J. Mater. Res. Technol. 2020, 9, 11424–11438. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Mukherjee, T.; DebRoy, T. A digital twin for rapid qualification of 3D printed metallic components. Appl. Mater. Today 2019, 14, 59–65. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R.; Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2013, 57, 133–164. [Google Scholar] [CrossRef]
- Li, J.L.Z.; Alkahari, M.R.; Rosli, N.A.B.; Hasan, R.; Sudin, M.N.; Ramli, F.R. Review of wire arc additive manufacturing for 3d metal printing. Int. J. Autom. Technol. 2019, 13, 346–353. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Webster, J.; Tricard, M. Innovations in abrasive products for precision grinding. CIRP Ann. 2004, 53, 597–617. [Google Scholar] [CrossRef]
- Deja, M.; Zieliński, D. Wear of electroplated diamond tools in lap-grinding of Al2O3 ceramic materials. Wear 2020, 460–461, 203461. [Google Scholar] [CrossRef]
- Deja, M. Wear of Electroplated Tools Used for Flat Grinding of Ceramics. Solid State Phenom. 2013, 199, 633–638. [Google Scholar] [CrossRef]
- Barylski, A.; Deja, M. Finishing of ceramics in a single-disk lapping machine configuration. Solid State Phenom. 2010, 165, 237–243. [Google Scholar] [CrossRef]
- Komanduri, R.; Lucca, D.A.; Tani, Y. Technological advances in fine abrasive processes. CIRP Ann. 1997, 46, 545–596. [Google Scholar] [CrossRef]
- Barylski, A.; Deja, M. Influence of Flat Lapping Kinematics on Machinability of Ceramics. Solid State Phenom. 2013, 199, 615–620. [Google Scholar] [CrossRef]
- Kawahata, Y.; Kirino, O.; Zhang, Y.; Tani, Y. Characteristics of a new lapping tool using short stainless steel fillers correspond to sapphire substrates. Prepr. Autumn Meet. JSPE 2015, 995–996. [Google Scholar]
- Kawahata, Y.; Kirino, O.; Zhang, Y.; Tani, Y. Lapping tool containing short metallic fibers to improve of lapping characteristics and abrasion resistance. Prepr. Autumn Meet. JSPE 2015, 477–478. [Google Scholar]
- Kawahata, Y.; Kirino, O.; Zhang, Y.; Tani, Y. Development of a lapping tool by the application of compressed short-metal fibers. Seimitsu Kogaku Kaishi/J. Jpn. Soc. Precis. Eng. 2017, 83, 672–678. [Google Scholar] [CrossRef] [Green Version]
- Moon, D.J.; Yerriboina, N.P.; Cho, S.H.; Park, S.H.; Seo, Y.G.; Park, J.G. Removal mechanisms of glass and sapphire materials by slurry free lapping. In Proceedings of the 2015 International Conference on Planarization/CMP Technology (ICPT), Chandler, AZ, USA, 30 September–2 October 2015; pp. 1–4. [Google Scholar]
- Pyun, H.-J.; Purushothaman, M.; Cho, B.-J.; Lee, J.-H.; Park, J.-G. Fabrication of high performance copper-resin lapping plate for sapphire: A combined 2-body and 3-body diamond abrasive wear on sapphire. Tribol. Int. 2018, 120, 203–209. [Google Scholar] [CrossRef]
- Piotrowski, N. Tool Wear Prediction in Single-Sided Lapping Process. Machines 2020, 8, 59. [Google Scholar] [CrossRef]
- Deja, M. Correlation between shape errors in flat grinding. J. Vibroeng. 2012, 14, 520–527. [Google Scholar]
- Deja, M.; List, M.; Lichtschlag, L.; Uhlmann, E. Thermal and technological aspects of double face grinding of Al2O3 ceramic materials. Ceram. Int. 2019, 45, 19489–19495. [Google Scholar] [CrossRef]
- Qiu, Y.; Huang, H. Research on the fabrication and grinding performance of 3-dimensional controllable abrasive arrangement wheels. Int. J. Adv. Manuf. Technol. 2019, 104, 1839–1853. [Google Scholar] [CrossRef]
- Kim, U.S.; Park, J.W. High-quality surface finishing of industrial three-dimensional metal additive manufacturing using electrochemical polishing. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 6, 11–21. [Google Scholar] [CrossRef]
- Tan, K.L.; Yeo, S.H. Surface finishing on IN625 additively manufactured surfaces by combined ultrasonic cavitation and abrasion. Addit. Manuf. 2020, 31, 100938. [Google Scholar] [CrossRef]
- Hon, K.K.B.; Gill, T.J. Selective laser sintering of SiC/polyamide composites. CIRP Ann. 2003, 52, 173–176. [Google Scholar] [CrossRef]
- Maekawa, K.; Yokoyama, Y.; Ohshima, I. Fabrication of Metal-Bonded Grinding/Polishing Tools by Greentape Laser Sintering Method. Key Eng. Mater. 2001, 196, 133–140. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Chen, Z.; Guo, G.; Wang, L.; Rong, Y. Study on formability, mechanical property and finite element modeling of 3D-printed composite for metal-bonded diamond grinding wheel application. J. Manuf. Process. 2020, 54, 38–47. [Google Scholar] [CrossRef]
- Deja, M.; Dobrzyński, M.; Flaszyński, P.; Haras, J.; Zieliński, D. Application of Rapid Prototyping technology in the manufacturing of turbine blade with small diameter holes. Pol. Marit. Res. 2018, 25, 119–123. [Google Scholar] [CrossRef] [Green Version]
- Deja, M.; Zielinski, D. A pilot study to assess an in-process inspection method for small diameter holes produced by direct metal laser sintering. Rapid Prototyp. J. 2020, 26, 418–436. [Google Scholar] [CrossRef]
- Deja, M.; Dobrzyński, M.; Rymkiewicz, M. Application of reverse engineering technology in part design for shipbuilding industry. Pol. Marit. Res. 2019, 26, 126–133. [Google Scholar] [CrossRef] [Green Version]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2014; Volume 17. [Google Scholar]
- Noorani, R. 3D Printing: Technology, Applications, and Selection; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Zieliński, D. Druk 3D części z tworzyw sztucznych na skalę przemysłową w technologii SLS. Tworzywa Sztuczne w Przemyśle 2020, 1, 71–72. (In Polish) [Google Scholar]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Redwood, B.; Schffer, F.; Garret, B. The 3D Printing Handbook: Technologies, Design and Applications; 3D Hubs: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- International Standards Organisation (ISO)/ASTM International. ISO/ASTM 52910:2017(E). Standard Guidelines for Design for Additive Manufacturing; ISO/ASTM International: West Conshohocken, PA, USA, 2017; Volume 23436, pp. 1–14. [Google Scholar] [CrossRef]
- ASTM International. ISO/ASTM52900-15. Standard Terminology for Additive Manufacturing–General Principles–Terminology; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Diourté, A.; Bugarin, F.; Bordreuil, C.; Segonds, S. Continuous three-dimensional path planning (CTPP) for complex thin parts with wire arc additive manufacturing. Addit. Manuf. 2021, 37, 101622. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef] [Green Version]
- Seow, C.E.; Zhang, J.; Coules, H.E.; Wu, G.; Jones, C.; Ding, J.; Williams, S. Effect of crack-like defects on the fracture behaviour of Wire+ Arc Additively Manufactured nickel-base Alloy 718. Addit. Manuf. 2020, 36, 101578. [Google Scholar] [CrossRef]
- Ortega, A.G.; Galvan, L.C.; Deschaux-Beaume, F.; Mezrag, B.; Rouquette, S. Effect of process parameters on the quality of aluminium alloy Al5Si deposits in wire and arc additive manufacturing using a cold metal transfer process. Sci. Technol. Weld. Join. 2018, 23, 316–332. [Google Scholar] [CrossRef] [Green Version]
- Khodabakhshi, F.; Farshidianfar, M.H.; Bakhshivash, S.; Gerlich, A.P.; Khajepour, A. Dissimilar metals deposition by directed energy based on powder-fed laser additive manufacturing. J. Manuf. Process. 2019, 43, 83–97. [Google Scholar] [CrossRef]
- Wolcott, P.J.; Sridharan, N.; Babu, S.S.; Miriyev, A.; Frage, N.; Dapino, M.J. Characterisation of Al–Ti dissimilar material joints fabricated using ultrasonic additive manufacturing. Sci. Technol. Weld. Join. 2016, 21, 114–123. [Google Scholar] [CrossRef]
- Phillips, B.J.; Avery, D.Z.; Liu, T.; Rodriguez, O.L.; Mason, C.J.T.; Jordon, J.B.; Brewer, L.N.; Allison, P.G. Microstructure-deformation relationship of additive friction stir-deposition Al–Mg–Si. Materialia 2019, 7, 100387. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Babu, S.; Rajan, S.V.; Rafi, K.H.; Ram, G.J.; Stucker, B.E. Use of Friction Surfacing for Additive Manufacturing. Mater. Manuf. Process. 2013, 28, 189–194. [Google Scholar] [CrossRef]
- Oyinbo, S.T.; Jen, T.C. Investigation of the process parameters and restitution coefficient of ductile materials during cold gas dynamic spray (CGDS) using finite element analysis. Addit. Manuf. 2020, 31, 100986. [Google Scholar] [CrossRef]
- Bagherifard, S.; Astaraee, A.H.; Locati, M.; Nawaz, A.; Monti, S.; Kondas, J.; Singh, R.; Guagliano, M. Design and analysis of additive manufactured bimodal structures obtained by cold spray deposition. Addit. Manuf. 2020, 33, 101131. [Google Scholar] [CrossRef]
- Zaman, U.K.U.; Boesch, E.; Siadat, A.; Rivette, M.; Baqai, A.A. Impact of fused deposition modeling (FDM) process parameters on strength of built parts using Taguchi’s design of experiments. Int. J. Adv. Manuf. Technol. 2019, 101, 1215–1226. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A critical review of fused deposition modeling 3D printing technology in manufacturing polylactic acid parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Gajdoš, I.; Spišák, E.; Kaščák, L.; Krasinskyi, V. Surface finish techniques for FDM parts. Mater. Sci. Forum 2015, 818, 45–48. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R. Pre and post processing techniques to improve surface characteristics of FDM parts: A state of art review and future applications. Rapid Prototyp. J. 2017, 23, 495–513. [Google Scholar] [CrossRef]
- Spencer, J.D.; Cobb, R.C.; Dickens, P.M. Vibratory Finishing of Stereolithography Parts. Int. Solid Free. Fabr. Symp. 1993, 3, 27–39. [Google Scholar]
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods used to Improve Surface Finish of Products which are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. (India) Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, J.; Liew, P.J. Material removal in ultrasonic abrasive polishing of additive manufactured components. Appl. Sci. 2019, 9, 5359. [Google Scholar] [CrossRef] [Green Version]
- Mazlan, S.N.H.; Alkahari, M.R.; Ramli, F.R.; Maidin, N.A.; Sudin, M.N.; Zolkaply, A.R. Surface finish and mechanical properties of FDM part after blow cold vapor treatment. J. Adv. Res. Fluid Mech. Therm. Sci. 2018, 48, 148–155. [Google Scholar]
- Lyczkowska, E.; Szymczyk, P.; Dybała, B.; Chlebus, E. Chemical polishing of scaffolds made of Ti-6Al-7Nb alloy by additive manufacturing. Arch. Civ. Mech. Eng. 2014, 14, 586–594. [Google Scholar] [CrossRef]
- Kumar, S.S.; Hiremath, S.S. A Review on Abrasive Flow Machining (AFM). Procedia Technol. 2016, 25, 1297–1304. [Google Scholar] [CrossRef] [Green Version]
- Butt, J.; Bhaskar, R. Investigating the Effects of Annealing on the Mechanical Properties of FFF-Printed Thermoplastics. J. Manuf. Mater. Process. 2020, 4, 38. [Google Scholar] [CrossRef]
- Roudnicka, M.; Dvorsky, D.; Vojtech, D. The effect of heat treatment on the microstructure and mechanical properties of 3D-printed AlSi9Cu3Fe alloy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 1–6. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Ukar, O.; Ostolaza, M.; Mugica, A. Study of the environmental implications of using metal powder in additive manufacturing and its handling. Metals 2020, 10, 261. [Google Scholar] [CrossRef] [Green Version]
- Jayakumar, T.; Rao, B.P.C.; Thirunavukkarasu, S. Non-destructive testing methods for investigation of surfaces of materials. In Proceedings of the International Conference on Surface Techniques (INSURE-2001), Chennai, India, 21–23 February 2001. [Google Scholar]
- Hilton, P. Rapid Tooling: Technologies and Industrial Applications; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Gebhardt, A. Generative Fertigungsverfahren: Additive Manufacturing und 3D Drucken für Prototyping-Tooling-Produktion; Carl Hanser Verlag: München, Germany, 2013. [Google Scholar]
- Magerramova, L.; Vasilyev, B.; Kinzburskiy, V. Novel designs of turbine blades for additive manufacturing. In Proceedings of the ASME Turbo Expo 2016: Turbomachinery Technical Conference and Exposition, Seoul, Korea, 13–17 June 2016; V05CT18A001. Volume 49804. [Google Scholar]
- Kumar, L.J.; Nair, C.K. Current trends of additive manufacturing in the aerospace industry. In Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017; pp. 39–54. [Google Scholar]
- Böckin, D.; Tillman, A.M. Environmental assessment of additive manufacturing in the automotive industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Espera, A.H.; Dizon, J.R.C.; Chen, Q.; Advincula, R.C. 3D-printing and advanced manufacturing for electronics. Prog. Addit. Manuf. 2019, 4, 245–267. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12% Co processed by binder jet 3D printing (BJ3DP) technology. Int. J. Refract. Met. Hard Mater. 2018, 71, 28–35. [Google Scholar] [CrossRef]
- Yang, Z.; Hu, J.; Li, K.; Liu, A.; Liu, S. 3D printing of diamond tools for dental ceramics processing. Adv. Eng. Mater. 2018, 20, 1700747. [Google Scholar] [CrossRef]
- Zieliński, D. Application of Rapid Prototyping Techniques for Micro-Holes Manufacturing. Master’s Thesis, Gdańsk University of Technology, Gdańsk, Poland, 2017. [Google Scholar]
- Wegener, K.; Bleicher, F.; Krajnik, P.; Hoffmeister, H.W.; Brecher, C. Recent developments in grinding machines. CIRP Ann. 2017, 66, 779–802. [Google Scholar] [CrossRef]
- Yang, Z.B.; Zhang, Y.Q.; Zhang, S.Y.; Hu, J.C.; Li, K.Q.; Zhao, B. Residual Stresses in Ultrasonic-Assisted Laser Sintered Grinding Diamond Materials. Strength Mater. 2019, 51, 593–600. [Google Scholar] [CrossRef]
- Zhao, X.; Yu, T.; Jia, C.; Lu, S.; Chen, L.; Wang, W. Study on textured CBN grinding wheel by laser cladding. Int. J. Adv. Manuf. Technol. 2020, 106, 865–876. [Google Scholar] [CrossRef]
- Qiu, Y.; Huang, H.; Xu, X. Effect of additive particles on the performance of ultraviolet-cured resin-bond grinding wheels fabricated using additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2018, 97, 3873–3882. [Google Scholar] [CrossRef]
- Gan, J.; Gao, H.; Wen, S.; Zhou, Y.; Tan, S.; Duan, L. Simulation, forming process and mechanical property of Cu-Sn-Ti/diamond composites fabricated by selective laser melting. Int. J. Refract. Met. Hard Mater. 2020, 87, 105144. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, M.; Zhang, Z.; Liu, A.; Yang, R.Y.; Liu, S. A study on diamond grinding wheels with regular grain distribution using additive manufacturing (AM) technology. Mater. Des. 2016, 104, 292–297. [Google Scholar] [CrossRef]
- Denkena, B.; Krödel, A.; Harmes, J.; Kempf, F.; Griemsmann, T.; Hoff, C.; Hermsdorf, J.; Kaierle, S. Additive manufacturing of metal-bonded grinding tools. Int. J. Adv. Manuf. Technol. 2020, 107, 2387–2395. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Chen, P.; Huang, Y.; Xu, X.; Liu, Y.; Wang, S. Blade Segment with a 3D Lattice of Diamond Grits Fabricated via an Additive Manufacturing Process. Chin. J. Mech. Eng. 2020, 33, 1–12. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Zhang, S.; Guo, G.; Wang, L.; Rong, Y. Study on design and performance of metal-bonded diamond grinding wheels fabricated by selective laser melting (SLM). Mater. Des. 2018, 156, 52–61. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Zhang, S.; Guo, G.; Ziegler, S.; Schleifenbaum, J.H.; Wang, L.; Rong, Y. Porous structure design and fabrication of metal-bonded diamond grinding wheel based on selective laser melting (SLM). Int. J. Adv. Manuf. Technol. 2019, 100, 1451–1462. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Li, H.; Guo, G.; Wang, L.; Rong, Y. The effect of porosity on the mechanical property of metal-bonded diamond grinding wheel fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2019, 743, 697–706. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Li, H.; Guo, G.; Wang, L.; Rong, Y. Study on process and manufacturability of metal-bonded diamond grinding wheel fabricated by selective laser melting (SLM). J. Phys. Conf. Ser. 2019, 1303, 012144. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Kempf, F.; Dzierzawa, P.; Bouabid, A.; Liu, Y. Model-based manufacturing and application of metal-bonded grinding wheels. CIRP Ann. 2019, 68, 321–324. [Google Scholar] [CrossRef]
- Tanaka, T.; Isono, Y. New development of a grinding wheel with resin cured by ultraviolet light. J. Mater. Process. Technol. 2001, 113, 385–391. [Google Scholar] [CrossRef]
- Huang, Q.; Guo, L.; Marinescu, I.D. Grind/Lap of Ceramics with UV-Bonded Diamond Wheels. In Handbook of Ceramics Grinding and Polishing, 2nd ed.; William Andrew: Norwich, NY, USA, 2015; pp. 360–393. [Google Scholar] [CrossRef]
- Marinescu, I.; Guo, L.; Wei, P. Basic Research for the UV Fixed Abrasive Lapping Plate. Appl. Mech. Mater. 2013, 371, 95–100. [Google Scholar] [CrossRef]
- Guo, L.; Zhang, X.; Chen, S.; Hui, J. An experimental study on the precision abrasive machining process of hard and brittle materials with ultraviolet-resin bond diamond abrasive tools. Materials 2019, 12, 125. [Google Scholar] [CrossRef] [Green Version]
- Guo, L.; Zhang, X.; Lee, C.H.; Marinescu, I.D.; Zhang, Y.; Hui, J. An experimental study on the abrasive machining process of electronic substrate material with a novel ultraviolet-curable resin bond diamond lapping plate. IEEE Access 2019, 7, 64375–64385. [Google Scholar] [CrossRef]
- Huang, Q.; Guo, L.; Marinescu, I.D. Research on the properties of resin bond wheel cured by ultraviolet light. Procedia Manuf. 2016, 5, 259–269. [Google Scholar] [CrossRef] [Green Version]
- Williams, W.B. The impact of layer thickness on the performance of additively manufactured lapping tools. Optifab 2015, 9633, 963304. [Google Scholar] [CrossRef]
- Williams, W.B. Additive manufacturing of tools for lapping glass. Optifab 2013, 8884, 88840M. [Google Scholar] [CrossRef]
- Yan, M.; Zhou, C.; Tian, X.; Peng, G.; Cao, Y.; Li, D. Design and Selective Laser Sintering of complex porous polyamide mould for pressure slip casting. Mater. Des. 2016, 111, 198–205. [Google Scholar] [CrossRef]
- Du, Z.J.; Zhang, F.L.; Xu, Q.S.; Huang, Y.J.; Li, M.C.; Huang, H.P.; Wang, C.Y.; Zhou, Y.M.; Tang, H.Q. Selective laser sintering and grinding performance of resin bond diamond grinding wheels with arrayed internal cooling holes. Ceram. Int. 2019, 45, 20873–20881. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W. Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes. Virtual Phys. Prototyp. 2017, 12, 3–29. [Google Scholar] [CrossRef]
- Vaneker, T.; Bernard, A.; Moroni, G.; Gibson, I.; Zhang, Y. Design for additive manufacturing: Framework and methodology. CIRP Ann. 2020, 69, 578–599. [Google Scholar] [CrossRef]
- Wang, X.; Li, S.; Fu, Y.; Gao, H. Finishing of additively manufactured metal parts by abrasive flow machining. In Proceedings of the 27th Annual Internation Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016; pp. 2470–2472. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of a Group | Powder Bed Fusion | Material Extrusion | Vat Polymerization | Material Jetting |
|---|---|---|---|---|
| Material form | powder | filament | liquid resin | liquid resin |
| The way of building the object | sintering or melting of plastic or metal powders with laser or electron beams | extrusion of material through printheads and onto a build platform | exposure of a photopolymer resin to the light and its polymerization | spraying a photopolymer resin from tiny nozzles in a printhead and its cured using UV light |
| Technology (short name) | SLS; LPBF; EBM; MJF | FDM/FFF | SLA; DLP; CDLP | PJM; MJM |
| Common manufacturers | EOS GmbH; SLM Solutions; 3D Systems; Concept Laser; Arcam | Stratasys; Ultimaker; MakerBot; XYZ Printing; Prusa Research | 3D Systems, Formlabs, MoonRay | 3D Systems, Stratasys |
| Comparative Criteria | LPBF Processes | Conventional Manufacturing Methods |
|---|---|---|
| Mechanical properties and shape accuracy | Low, due to the process characteristics and the anisotropic mechanical properties which may affect the proper functioning and operational safety under variable and heavy loading conditions; | High, enabling the proper functioning and operational safety under variable and heavy loading conditions |
| Defects | Occurring frequently, e.g., balling phenomenon, micro-cracks, voids, distortion, delamination, material discontinuities inside the internal small features; difficult to correct during post-processing; graphitisation of diamond particles | Occurring rarely, e.g., micro-cracks, inner cavities, local breakouts, tool unbalance |
| Microstructure | Sintered or melted metal matrix with regular or irregular arrangement of abrasive grains of limited type and size | Wide variety of abrasive grains of different types and sizes, bonded to the binder and randomly oriented in the space |
| Geometric complexity | High, with strictly defined inner shapes, including the internal porous structures and other features, like cooling holes and channels with limited values of achievable dimensions | Low, with significant limitations in the fabrication of complex geometries, particularly internal structures, including pores |
| Fabrication costand efficiency | Cost-effective solution for unit and small batch production, dedicated mainly for the fabrication of prototype tools; a very limited number of tools fabricated on a production scale | Cost-effective solution for series and mass production; high variety of tools which can be used for finishing different mechanical components, including parts of complex shape |
| Fabrication process | Simple, with small number of required devices for the fabrication and post-processing | Complex, with various manufacturing machines and equipment required for the fabrication |
| Technological effects obtained after machining with abrasive tools | High efficiency and fine surface finish obtained in experiments reported in the literature; very limited experimental data due to the small number of tested tools, especially in industrial conditions | High process efficiency, particularly during high speed grinding; fine surface finish of mechanical components made of different materials |
| Type of Abrasive Tool | Type and Form of Building Material | Fabrication Method | Characteristics of the Abrasive Tool | Applications in Finishing Operations |
|---|---|---|---|---|
| metal-bonded | metal matrix composites consisting of a metal matrix (binder) in powder form and inclusions (abrasive grains) | LPBF | regular or irregular arrangement of abrasive grains in the metal matrix; controlled porosity and defined internal structure | Grinding, polishing [33,35,85,86,87,89,90,91,92] |
| resin-bonded | a mixture of ultraviolet-curable resin in liquid form and abrasive grains | SLA; film transfer methods; other methods based on UV-curing resin | regular or irregular distribution of abrasive; strictly defined geometry, different patterns of abrasive grains arrangement; | Grinding, lapping, polishing [29,94,95,96,97,98,99,100,101] |
| powder-bed fusion | sintering a plastic material in powder form | SLS | tools with strictly defined internal structures with cooling holes and channels | Grinding [103] |
| Type and Form of Binder | Abrasive Material | Mixing Ratio between Binder and Grinding Material | AM Fabrication Process | |
|---|---|---|---|---|
| metal-bonded tools | AlSi10Mg alloy powder [92] | diamond | diamond abrasive grains (particle size: 65–75 µm) and AlSi10Mg alloy powders (particle size: 15–53 µm); lack of information about mixing ratio | LPBF |
| AlSi10Mg alloy powder (model: BH AlSi10Mg) [35] | diamond: GMD650 | diamond abrasive grains (particle size: 65–75 µm) with 15% volume fraction and AlSi10Mg alloy powders (particle size: 15–53 µm) with 85% volume fraction | LPBF | |
| AlSi10Mg alloy powder [89] | diamond | diamond abrasive grains (particle size: 62–75 µm) with 15% volume fraction and AlSi10Mg alloy powders (particle size: 15–53 µm) with 85% volume fraction | LPBF | |
| AlSi10Mg alloy powder [90] | diamond | grain concentration (vol.%)—60 | LPBF | |
| resin-bonded tool | acrylate UV-cured resin in liquid form [94] | alumina: WA #1000 | grain concentration (vol.%)—25 [others: curing agent (wt.%)—5] | SLA or other methods based on UV-curing resin |
| powder-bed fusion tool | nylon PA2200 in powder form [103] | diamond: W40 | nylon (wt.%)—67.5 diamond concentration (vol.%)—12.5 [others: glass bubble (wt.%)—20] | SLS |
| nylon (wt.%)—67.5 diamond concentration (vol.%)—12.5 [others: white corundum (wt.%)—20] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deja, M.; Zieliński, D.; Kadir, A.Z.A.; Humaira, S.N. Applications of Additively Manufactured Tools in Abrasive Machining—A Literature Review. Materials 2021, 14, 1318. https://doi.org/10.3390/ma14051318
Deja M, Zieliński D, Kadir AZA, Humaira SN. Applications of Additively Manufactured Tools in Abrasive Machining—A Literature Review. Materials. 2021; 14(5):1318. https://doi.org/10.3390/ma14051318
Chicago/Turabian StyleDeja, Mariusz, Dawid Zieliński, Aini Zuhra Abdul Kadir, and Siti Nur Humaira. 2021. "Applications of Additively Manufactured Tools in Abrasive Machining—A Literature Review" Materials 14, no. 5: 1318. https://doi.org/10.3390/ma14051318