
The Influence of Structure of Multilayer Woven Fabrics on Their Mechanical Properties


Abstract
:1. Introduction
2. Materials and Specimen Preparation
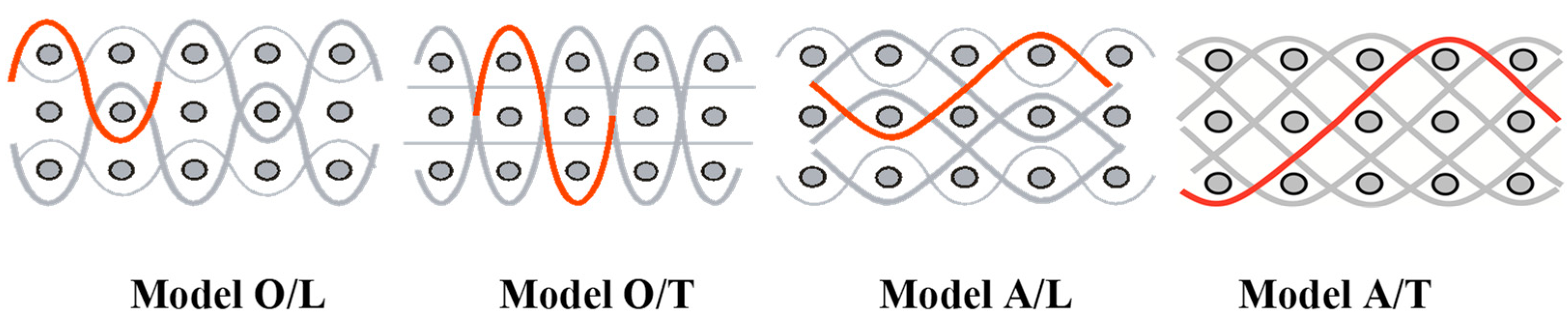
- − model O/L—orthogonal interlock/layer to layer binding,
- − model O/T—orthogonal interlock/through-thickness binding,
- − model A/L—angle interlock/layer to layer binding,
- − model A/T—angle interlock/through-thickness binding.
| number of layers | 5 |
| number of warp threads | 2400 |
| width of weaving | 40 cm |
| number of warp threads | 60 threads/1 cm |
| number of weft threads | 25 threads/1 cm |
| warp tension (value set on the loom) | 15 kg |
3. Mechanical Tests
- —crimp factor, %;
- —the actual length of the warp thread taken from woven section, mm;
- —the section length of woven fabric within the warp thread is present, mm.
3.1. Test Results
3.1.1. Structural Parameters
3.1.2. Mechanical Properties of the Woven Fabrics
3.1.3. Binding Rigidity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mazurkiewicz, D. Analysis of the ageing impact on the strength of the adhesive sealed joints of conveyor belts. J. Mater. Process. Technol. 2008, 208, 477–485. [Google Scholar] [CrossRef]
- Antoniak, J. Belt Conveyors. Introduction to the Theory and Calculations; Publishing House of the Silesian Technical University: Gliwice, Poland, 2004. [Google Scholar]
- Antoniak, J. Underground Transport Facilities and System in Coalmines; Slask Publishers: Katowice, Poland, 1976; pp. 130–157. [Google Scholar]
- Gladysiewicz, L. Conveyors Belt—Theory and Calculations; Technical University of Wroclaw Publishing Hause: Wroclaw, Poland, 2003; pp. 230–250. (In Polish) [Google Scholar]
- White Jim, R.; De Sadhan, K. Rubber Technologiest’s Handbook; Smithers Rapra Press: Shropshire, UK, 2001; ISBN 1-85957-262-6. [Google Scholar]
- Hardygora, M.; Wachowicz, J.; Czaplicka-Kolarz, K. Conveyors Belt; Technical-Science Publishing House: Warszawa, Poland, 1999; pp. 120–180. (In Polish) [Google Scholar]
- Gardeła, M. Own production of woven fabrics as a basis for the guarantee of quality and speed of response to customer needs. In Proceedings of the XXII International Symposium for Convey Transport in Optimization of Underground Work, Zakopane, Poland, 8–9 May 2014. (In Polish). [Google Scholar]
- Fedorko, G.; Ivan, V.; Molnár, V.; Husáková, N. Simulation of Interaction of a Pipe Conveyor Belt with Moulding Rolls. Procedia Eng. 2012, 48, 129–134. [Google Scholar] [CrossRef] [Green Version]
- Michalik, P.; Zajac, J. Using of Computer Integrated System for Static Tests of Pipe Conveyer Belts. In Proceedings of the 13th International Carpathian Control Conference, High Tatras, Slovakia, 28–21 May 2012. [Google Scholar]
- Zhang, Z.; Zhou, F.; Ji, J. Parameters Calculation and Structure Design of Pipe Belt Conveyer. In Proceedings of the 9th International Conference Computer-Aided Industrial Design and Conceptual Design, CAID & CD ’2008, Kunming, China, 22–25 November 2008. [Google Scholar]
- Sun, X.; Meng, W.; Zhao, H.; Yuan, Y.; Yang, Z. Analysis on the Bending Stiffness and the Form Force of the Pipe Conveyor Belt. Sens. Transducers 2013, 161, 655–660. [Google Scholar]
- Khezri, M.; Rasmussen, J.R.K. An energy-based approach to buckling modal decomposition of thin-walled members with arbitrary cross-sections, Part 2: Modified global torsion modes, examples. Thin-Walled Struct. 2019, 138, 518–531. [Google Scholar] [CrossRef]
- Khosravani, R.M. Influences of defects on the performance of adhesively bonded sandwich joints. Key Eng. Mater. 2018, 789, 45–50. [Google Scholar] [CrossRef]
- Bilbao, E.; Soulat, D.; Hivet, G. Bending test of composite reinforcements. Int. J. Mater. Form. 2008, 1, 835–838. [Google Scholar] [CrossRef]
- Bilbao, E.; Soulat, D.; Hivet, G. Study of bending behaviour of composite reinforcements. Int. J. Mater. Form. 2009, 2, 205–208. [Google Scholar] [CrossRef]
- Ghosh, T.K.; Batr, S.K.; Barke, R.L. The bending behavior of plain-woven fabrics. Part: A critical review. J. Text. Inst. 1990, 81, 245–254. [Google Scholar] [CrossRef]
- Lomov, S.; Truevtzev, A.; Cassidy, C. A predictive model for the fabric-to-yarn bend-ing stiffness ratio of a plain-woven set fabric. Text. Res. J. 2000, 70, 1088–1096. [Google Scholar] [CrossRef]
- ISO 14890. Conveyor Belts—Specification for Rubber or Plastics-Covered Conveyorbelts of Textile Construction for General Use, International Standard; International Organization for Standardization: Geneva, Switzerland, 2013. [Google Scholar]
- Livesey, R.; Owen, J. Cloth stiffness and hysteresis in bending. J. Text. Inst. 1964, 55, 516–530. [Google Scholar] [CrossRef]
- Boisse, P.; Cherouat, A.; Gelin, J. Experimental study and finite element simulation of a glass fibre fabric shaping process. Polym. Compos. 1995, 16, 83–95. [Google Scholar] [CrossRef]
- Duhovic, M.; Bhattacharyya, D. Simulating the deformation mechanisms of knitted fabric composites. Compos. Part A 2006, 37, 1897–1915. [Google Scholar] [CrossRef]
- Gelin, J.C.; Cherouat, A.; Boisse, P. Manufacture of thin composite structures by thermal process: Numerical simulation of the shaping operation. Compos. Sci. Technol. 1996, 56, 711–718. [Google Scholar] [CrossRef]
- Hamila, N.; Boisse, P. A meso-macro three node finite element for draping of textile composite preforms. Appl. Compos. Mater. 2007, 14, 235–250. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Helenon, F. Different approaches for woven composite reinforcement forming simulation. Int. J. Mater. Form. 2008, 1, 1–29. [Google Scholar] [CrossRef]
- Ghosh, T.K.; Batra, S.K.; Barker, R.L. The bending behaviour of plain-woven fabrics. Part III: The case of bilinear thread-bending behaviour and the effect of fabric set. J. Text. Inst. 1990, 81, 272–287. [Google Scholar] [CrossRef]
- Barburski, M. Analysis of the pipe conveyor belt pressure on the rollers on its circuit. J. Ind. Text. 2016, 45, 1619–1634. [Google Scholar] [CrossRef]
- Barburski, M. Analysis of the mechanical properties of conveyor belts on the three main stages of production. J. Ind. Text. 2016, 45, 1322–1334. [Google Scholar] [CrossRef]
- Barburski, M.; Drozda, T. Bending rigidity of woven fabric relating to its weave. In Proceedings of the XI international conference IMTEX 2011, Lodz, Poland, 7–8 November 2011; pp. 159–164. [Google Scholar]
- Barburski, M.; Goralczyk, M.; Snycerski, M. The analysis of changes in the internal structure of PA6.6/PET fabrics of different weaves under heat treatment. Fibres Text. East. Eur. 2015, 112, 46–51. [Google Scholar]
- Witczak, E.; Snycerski, M. The influence of enforced woven fabrics structural and mechanical parameters on composite properites. Przegląd Włókienniczy 2016, 9, 36–40. (In Polish) [Google Scholar]
- Zhang, M.; Shi, H.; Zhang, Y.; Yu, Y.; Zhou, M. Deep learning-based damage detection of mining conveyor belt. Measurement 2021, 175. [Google Scholar] [CrossRef]
- Hu, J. 3-D fibrous Assemblies; Woodhead Publishing Ltd.: Cambridge, UK, 2008; ISBN 978-1-84569-377-0. [Google Scholar]
- Textiles. Fabrics. Determination of Mass per unit Area Using Small Samples; PN-EN 12127:2000; ISO: Geneva, Switzerland, 2000.
- Szosland, J. The Basics of Woven Fabrics Construction and Technology; Technical-Science Publishing House: Warszawa, Poland, 1972. [Google Scholar]
- Textiles. Tensile Properties of Fabrics—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method; PN-EN ISO 13934-1:2013-07; ISO: Geneva, Switzerland, 2013.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Description | Weave Scheme | Weave Visualization | Woven Fabric Picture |
|---|---|---|---|
| I model A/T/k Ro—6, Rw −18 |  |  |  |
| Ia model A/T/p Ro—6, Rw −18 |  |  | |
| II model O/T/k Ro—10, Rw −10 |  |  |  |
| IIa model O/T/p Ro—10, Rw −10 |  |  | |
| III model A/L/k Ro—10, Rw −20 |  |  |  |
| IIIa model A/L/p Ro—10, Rw −20 |  |  | |
| IV model O/L/k Ro—6, Rw −10 |  |  |  |
| IVa model O/L/p Ro—6, Rw −10 |  |  |
| Parameter | Standard | Mean Value | Coefficient of Variation |
|---|---|---|---|
| Breaking force FB, cN | PN-EN ISO 2062:2010 | 6601 ± 184 | 2.79 |
| Elongation at break, % | PN-EN ISO 2062:2010 | 13.3 ± 0.9 | 6.55 |
| Elongation after I cycle, mm: | PN-P-04667:1984 | 4.1 | 0.89 |
| - recovered | 3.5 | 0.83 | |
| - un-recovered | 0.6 | 9.76 | |
| Elongation after V cycles, mm: | PN-P-04667:1984 | 4.64 | 0.78 |
| - recovered | 3.5 | 1.27 | |
| - un-recovered | 1.2 | 9.76 |
| Sample | Structural Parameters of Fabrics | ||||||
|---|---|---|---|---|---|---|---|
| Mass Per Unit Area, g/m2 | Thickness, mm | Crimp Factor of Warp Threads, % | Crimp Factor of Weft Threads, % | ||||
| Stuffer | Binding | ||||||
| I | A/T/k | 1058 | 1.91 | ±0.03 | 16 | 16 | 0.77 |
| Ia | A/T/p | 973 | 1.95 | ±0.12 | 12 | 12 | 0.97 |
| II | O/T/k | 967 | 1.72 | ±0.06 | 3 | 19 | 1.50 |
| IIa | O/T/p | 977 | 1.7 | ±0.03 | 4 | 20 | 2.13 |
| III | A/L/k | 923 | 2.35 | ±0.03 | 2 | 4 | 1.84 |
| IIIa | A/L/p | 950 | 2.43 | ±0.04 | 3 | 5 | 1.87 |
| IV | O/L/k | 967 | 1.85 | ±0.03 | 2 | 4 | 0.80 |
| IVa | O/L/p | 995 | 1.86 | ±0.08 | 4 | 6 | 3.84 |
| Parameter | Sample | |||||||
|---|---|---|---|---|---|---|---|---|
| I | Ia | II | IIa | III | IIIa | IV | IVa | |
| A/T/k | A/T/p | O/T/k | O/T/p | A/L/k | A/L/p | O/L/k | O/L/p | |
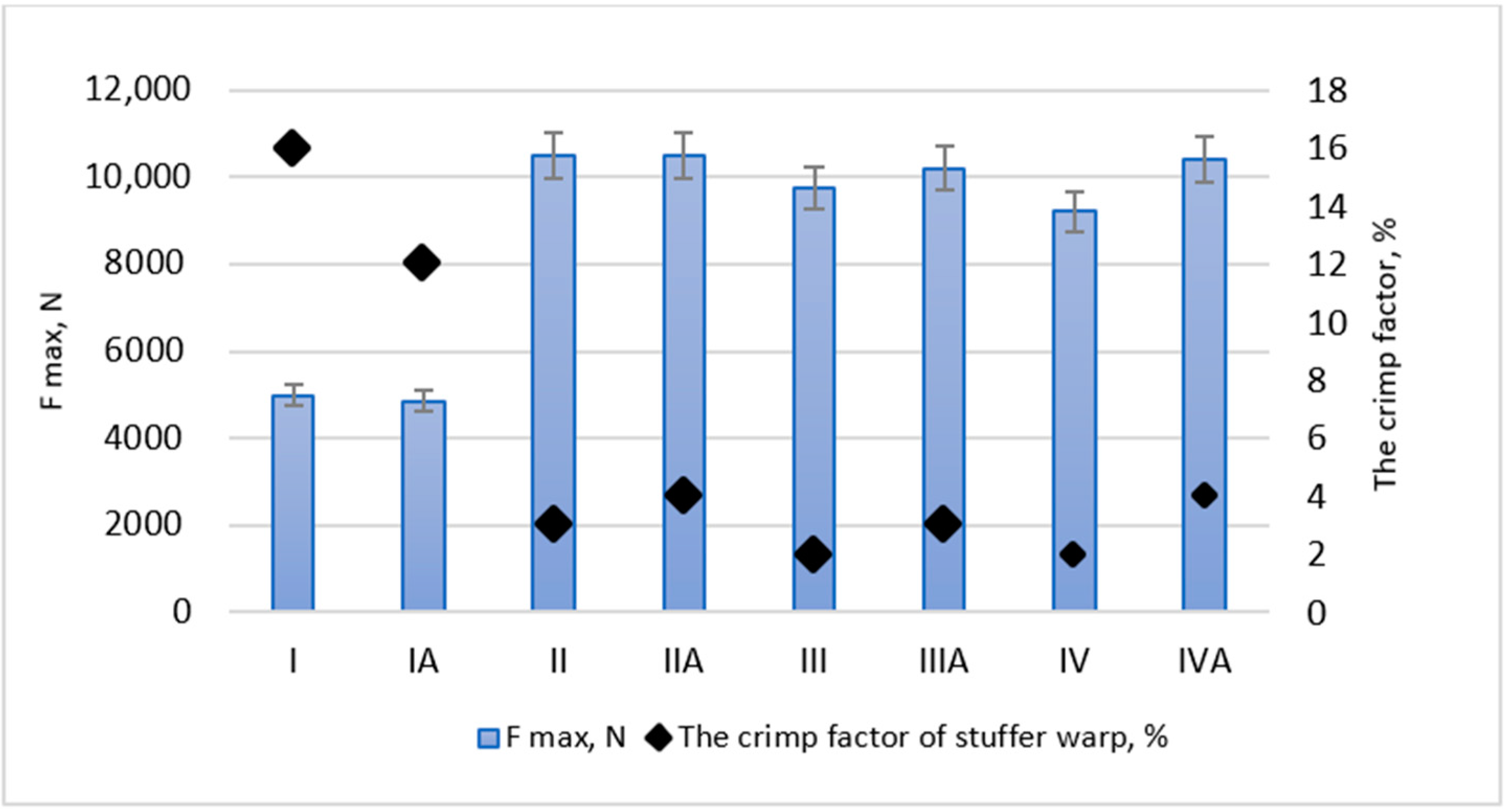
| Fmax, N | 4982 | 4862 | 10,500 | 10,500 | 9756 | 10,196 | 9223 | 10,414 |
| Elongation at Fmax, % | 17.80 | 14.40 | 11.20 | 12.60 | 13.80 | 13.00 | 12.20 | 12.90 |
| Elongation at 35% Fmax, mm in I cycle | 19.0 ± 0.8 | 16.0 ± 0.6 | 8.1 ± 0.1 | 12.0 ± 0.4 | 7.9 ± 0.2 | 8.9 ± 0.1 | 9.0 ± 0.0 | 9.9 ± 0.2 |
| in II cycle | 23.0 ± 1.1 | 20.0 ± 0.8 | 11.0 ± 0.2 | 15.0 ± 0.5 | 10.0 ± 0.3 | 11.0 ± 0.2 | 12.0 ± 0.2 | 13.0 ± 0.3 |
| in III cycle | 24.0 ± 1.2 | 21.0 ± 0.7 | 12.0 ± 0.2 | 15.0 ± 0.5 | 11.0 ± 0.4 | 12.0 ± 0.3 | 12.7 ± 0.2 | 13.3 ± 0.3 |
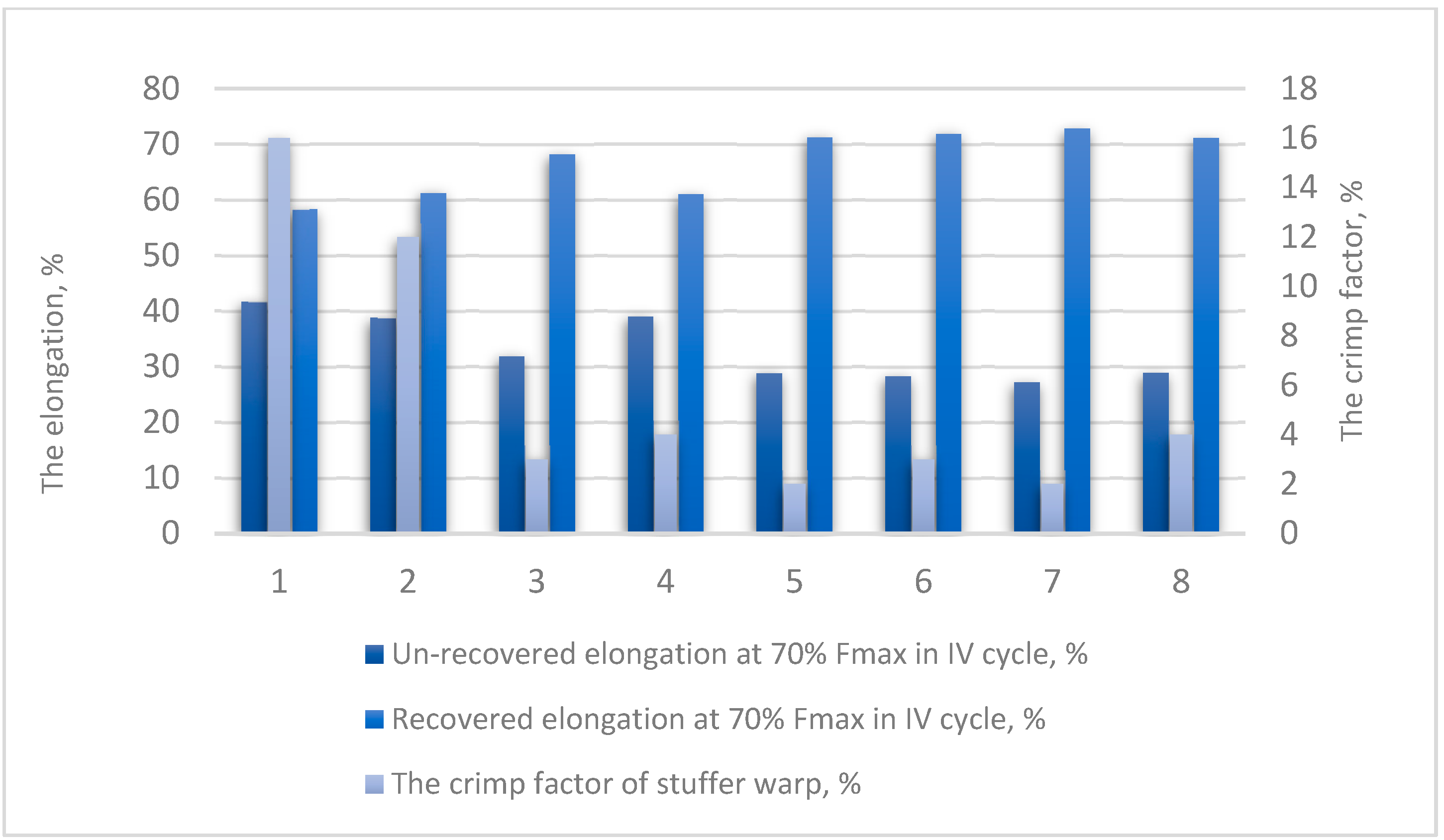
| Un-recovered elongation at 70% Fmax in IV cycle, % | 41.7 ± 1.3 | 38.8 ± 0.3 | 31.8 ± 1.0 | 39.0 ± 1.0 | 28.8 ± 0.4 | 28.2 ± 0.5 | 27.2 ± 0.3 | 28.9 ± 0.5 |
| Recovered elongation at 70% Fmax in IV cycle, % | 58.30 | 61.20 | 68.20 | 61.00 | 71.20 | 71.80 | 72.80 | 71.10 |
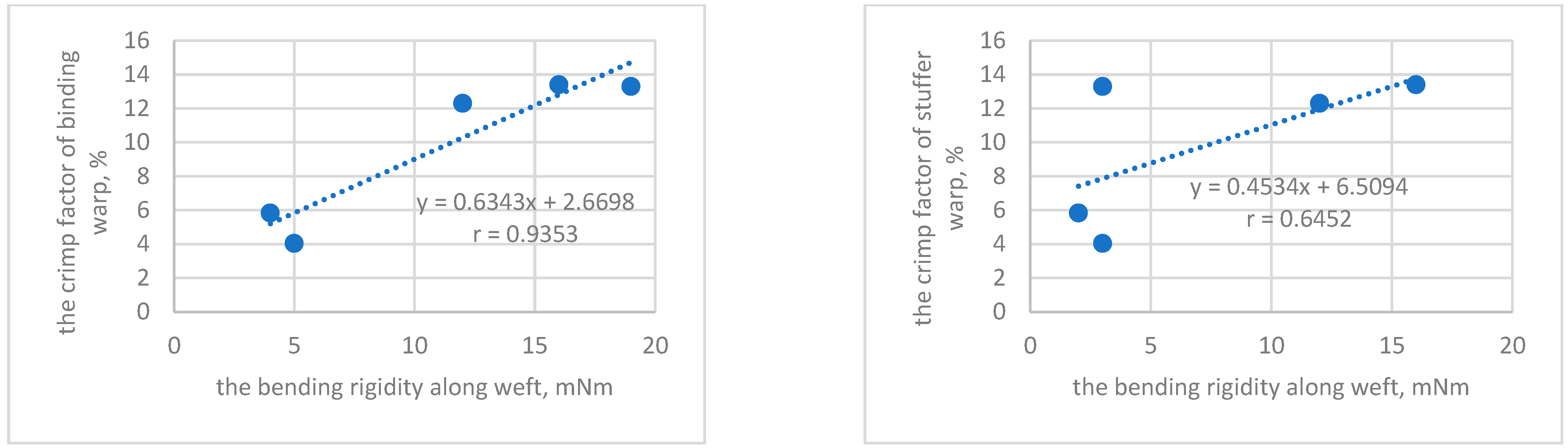
| Sample | Bending Rigidity along the Warp, mNm | Bending Rigidity along the Weft, mNm | |
|---|---|---|---|
| I | A/T/k | 1.91 | 13.4 |
| Ia | A/T/p | 1.76 | 12.3 |
| II | O/T/k | 9.10 | 13.3 |
| III | A/L/k | 4.04 | 5.83 |
| IIIa | A/L/p | 5.51 | 4.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Witczak, E.; Jasińska, I.; Krawczyńska, I. The Influence of Structure of Multilayer Woven Fabrics on Their Mechanical Properties. Materials 2021, 14, 1315. https://doi.org/10.3390/ma14051315
Witczak E, Jasińska I, Krawczyńska I. The Influence of Structure of Multilayer Woven Fabrics on Their Mechanical Properties. Materials. 2021; 14(5):1315. https://doi.org/10.3390/ma14051315
Chicago/Turabian StyleWitczak, Ewa, Izabela Jasińska, and Iwona Krawczyńska. 2021. "The Influence of Structure of Multilayer Woven Fabrics on Their Mechanical Properties" Materials 14, no. 5: 1315. https://doi.org/10.3390/ma14051315