
Selective Laser Melting of Pre-Alloyed NiTi Powder: Single-Track Study and FE Modeling with Heat Source Calibration


Abstract
:1. Introduction
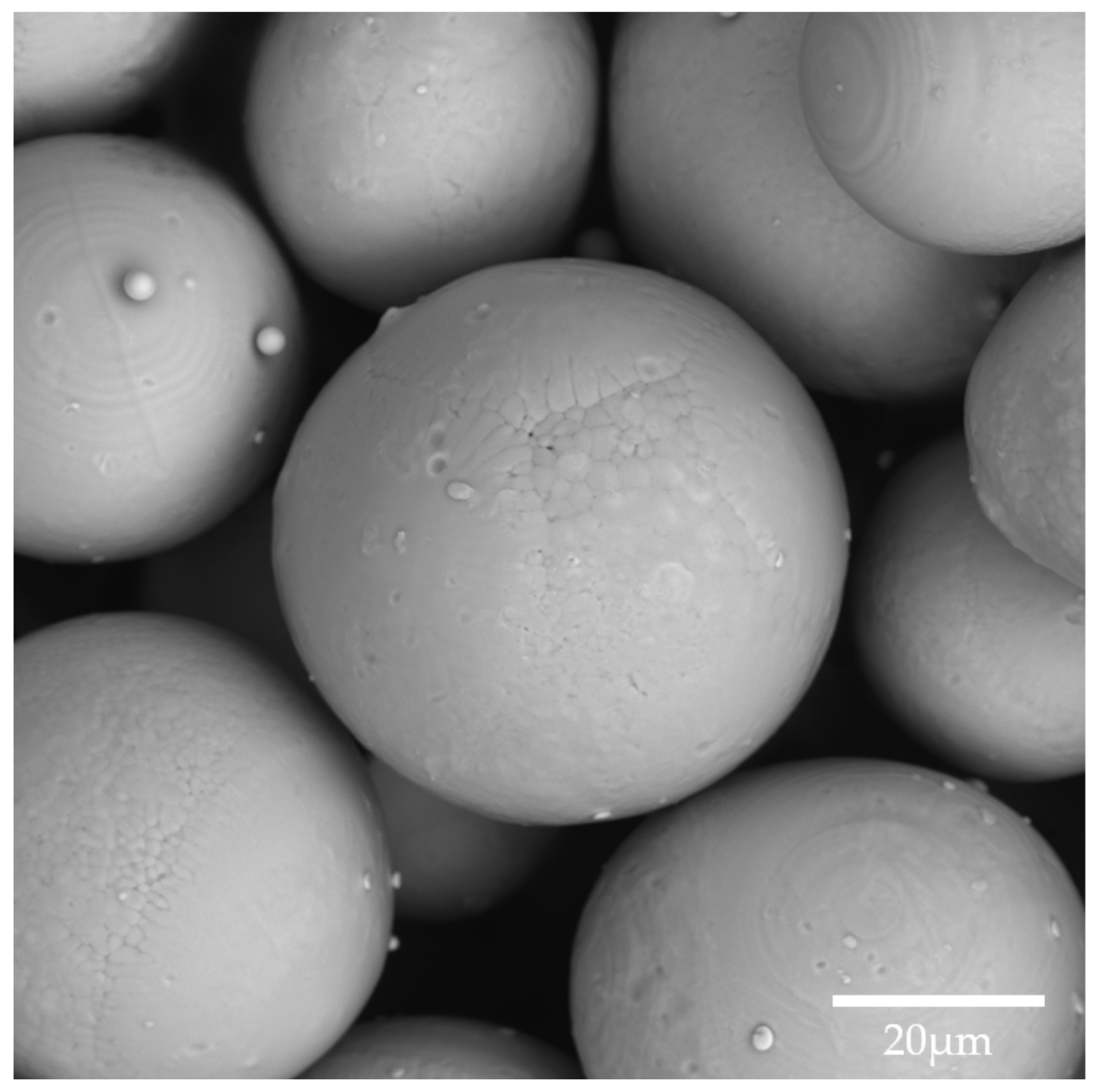
2. Materials and Methods
3. FE Modeling of the Melt Pool
- Fluid dynamics are not taken into account;
- The evaporation is not taken into account;
- The powder bed is homogeneous, continuous, and flat;
- Isotropic heat conduction.
3.1. Governing Equations
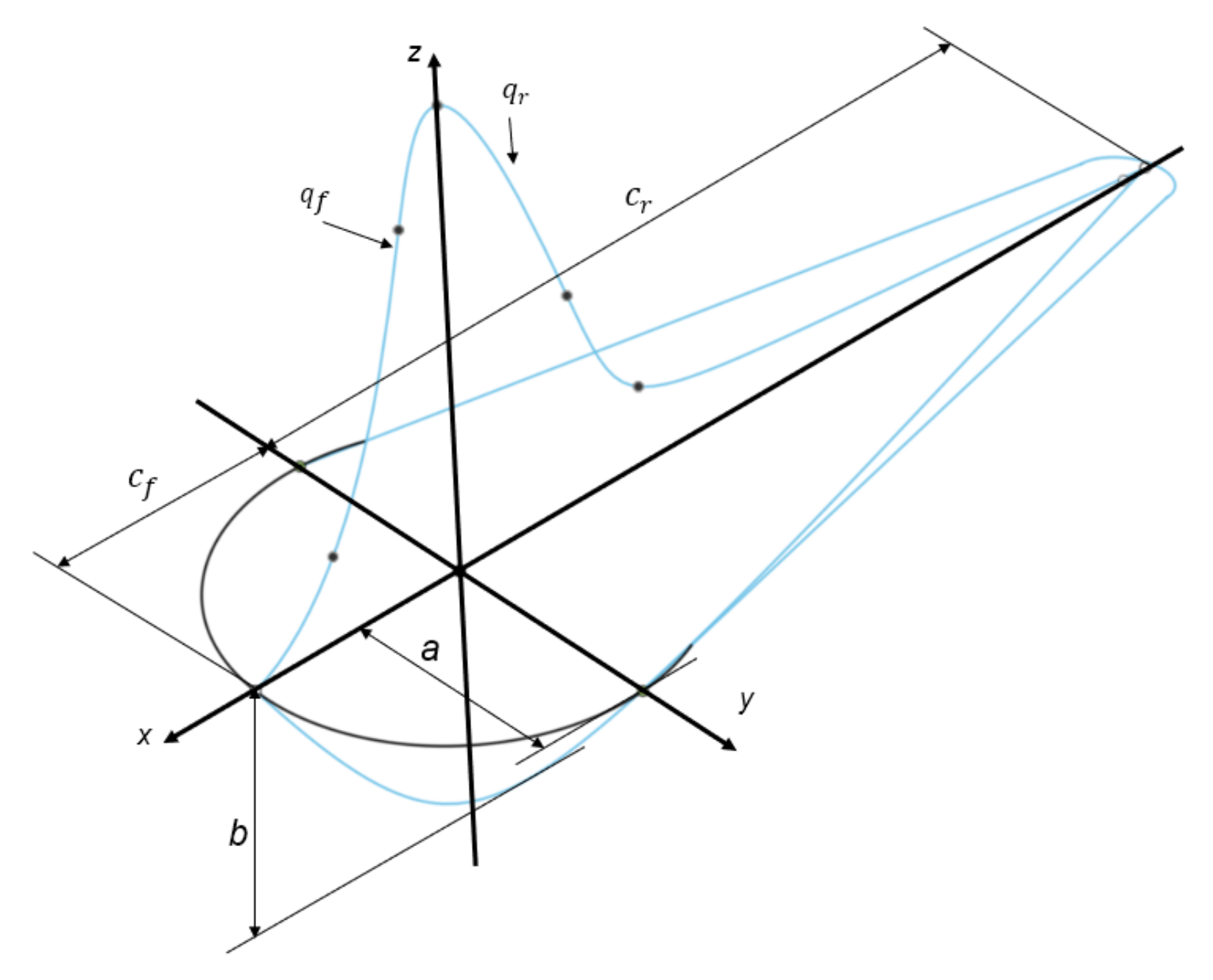
3.2. Volumetric Heat Source
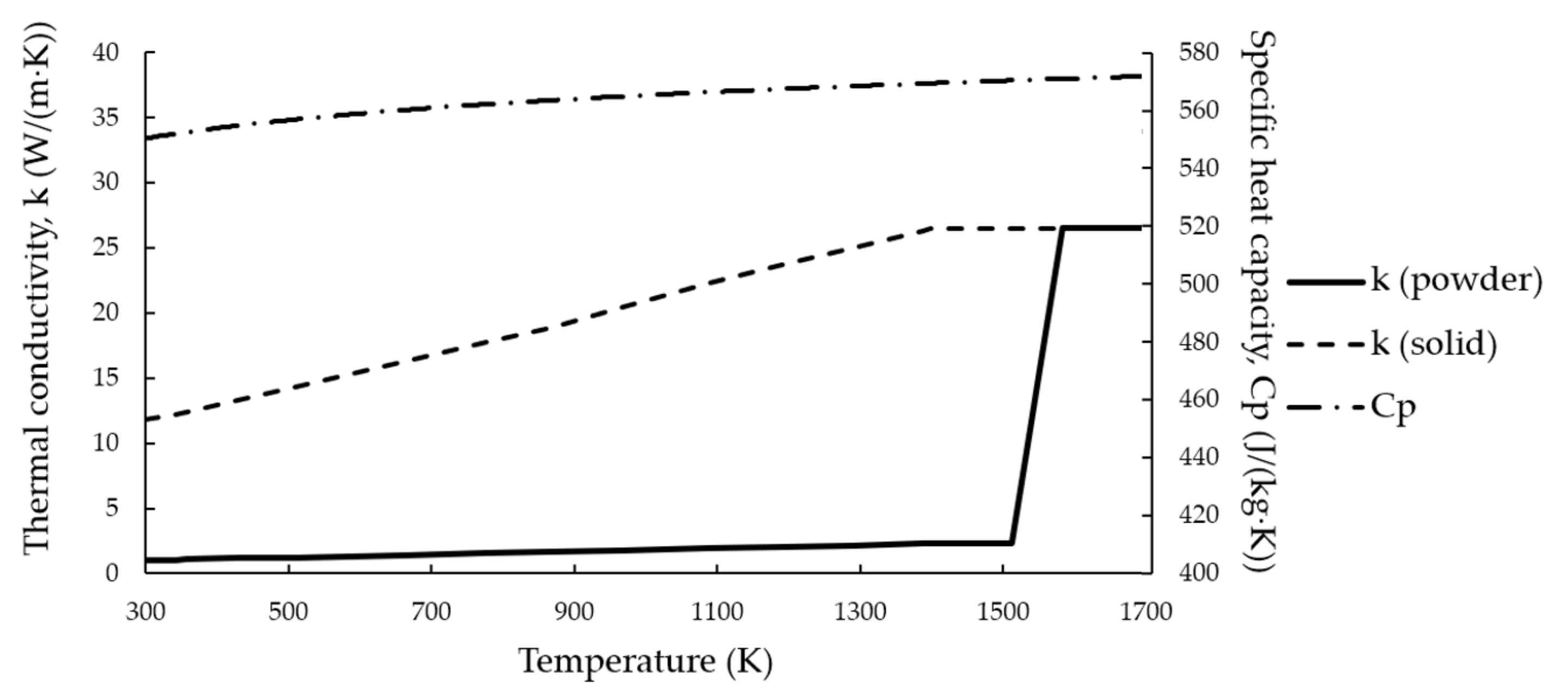
3.3. Thermal Properties
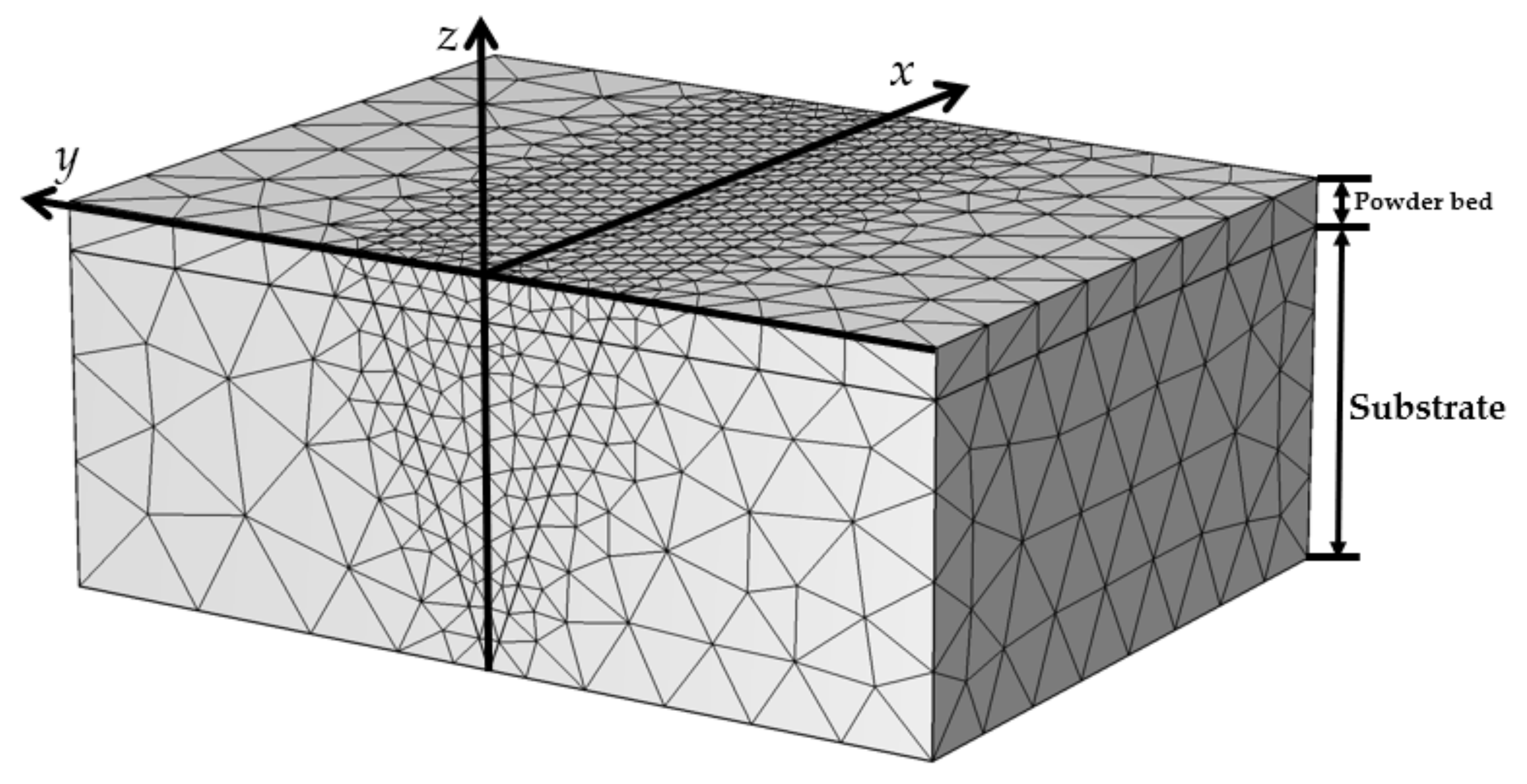
3.4. Geometry, Mesh, and Heat Source Calibration
4. Results and Discussion

5. Conclusions
- It was shown based on the experimental investigation of the melt pool dimensions and morphology, along with FE modeling of the thermal field, that the optimal process parameters can be ascertained. In this study, an optimal regime of SLM for NiTi was found: P = 77 W, V = 400 mm/s, h = 70 μm, and t = 50 μm;
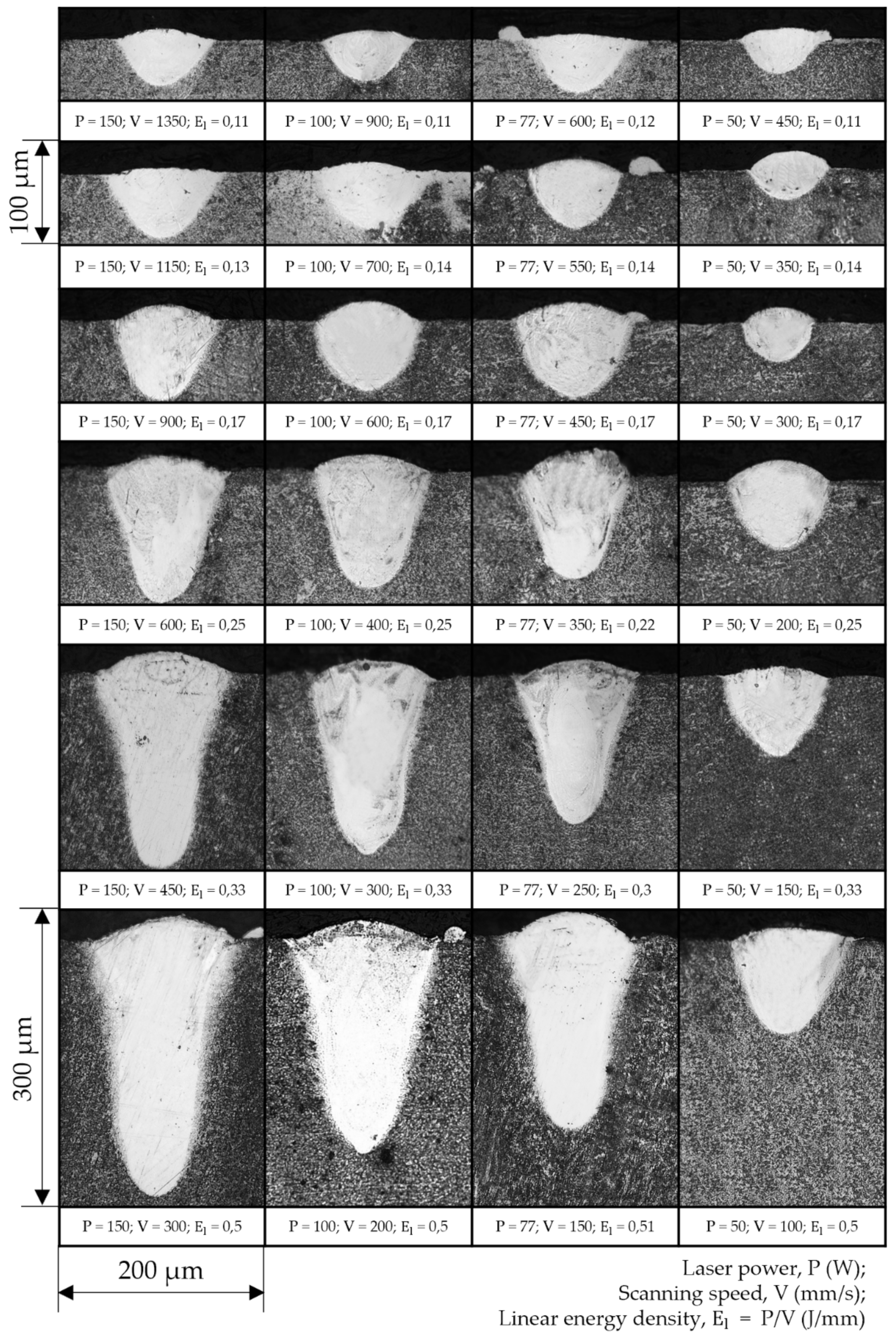
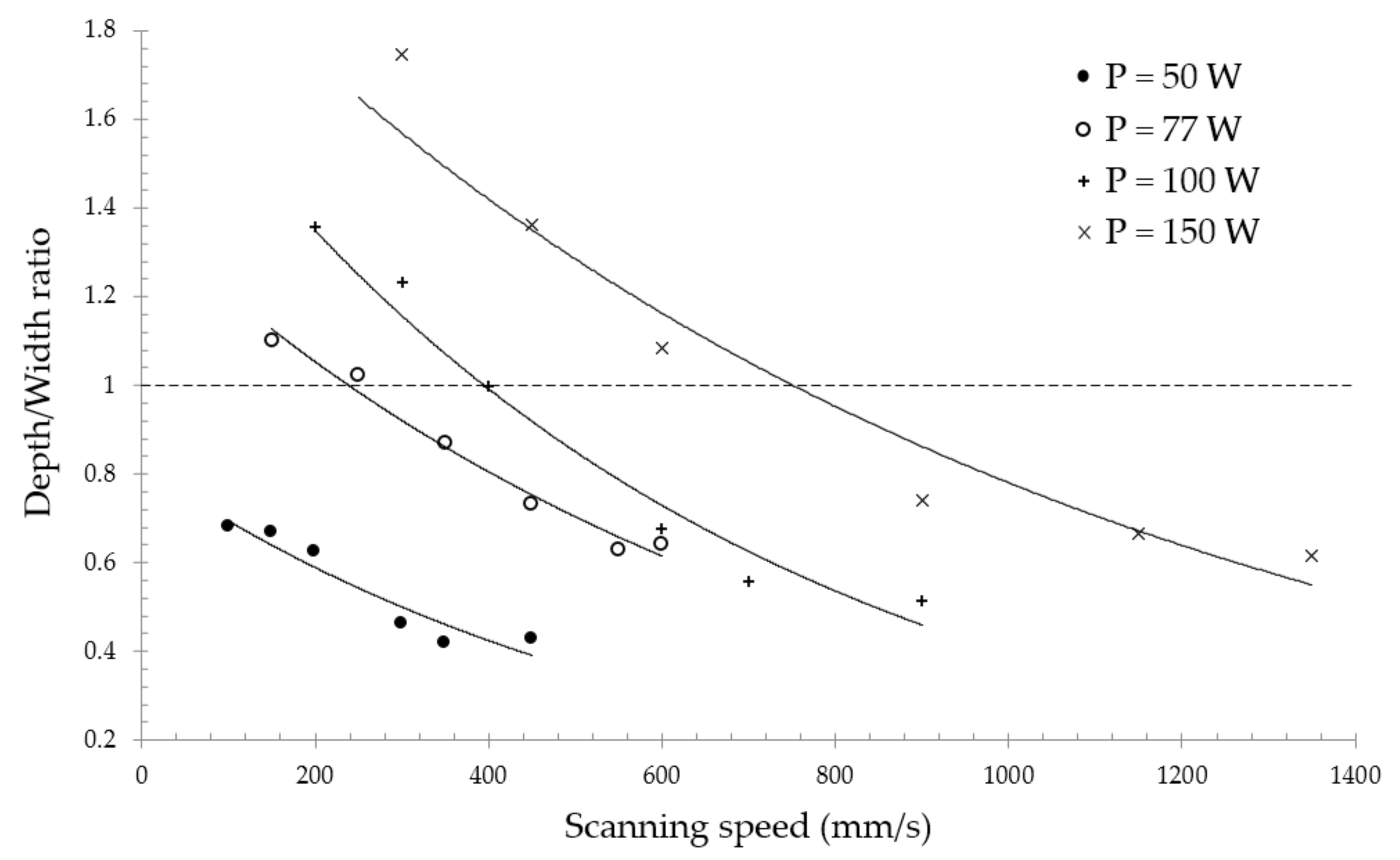
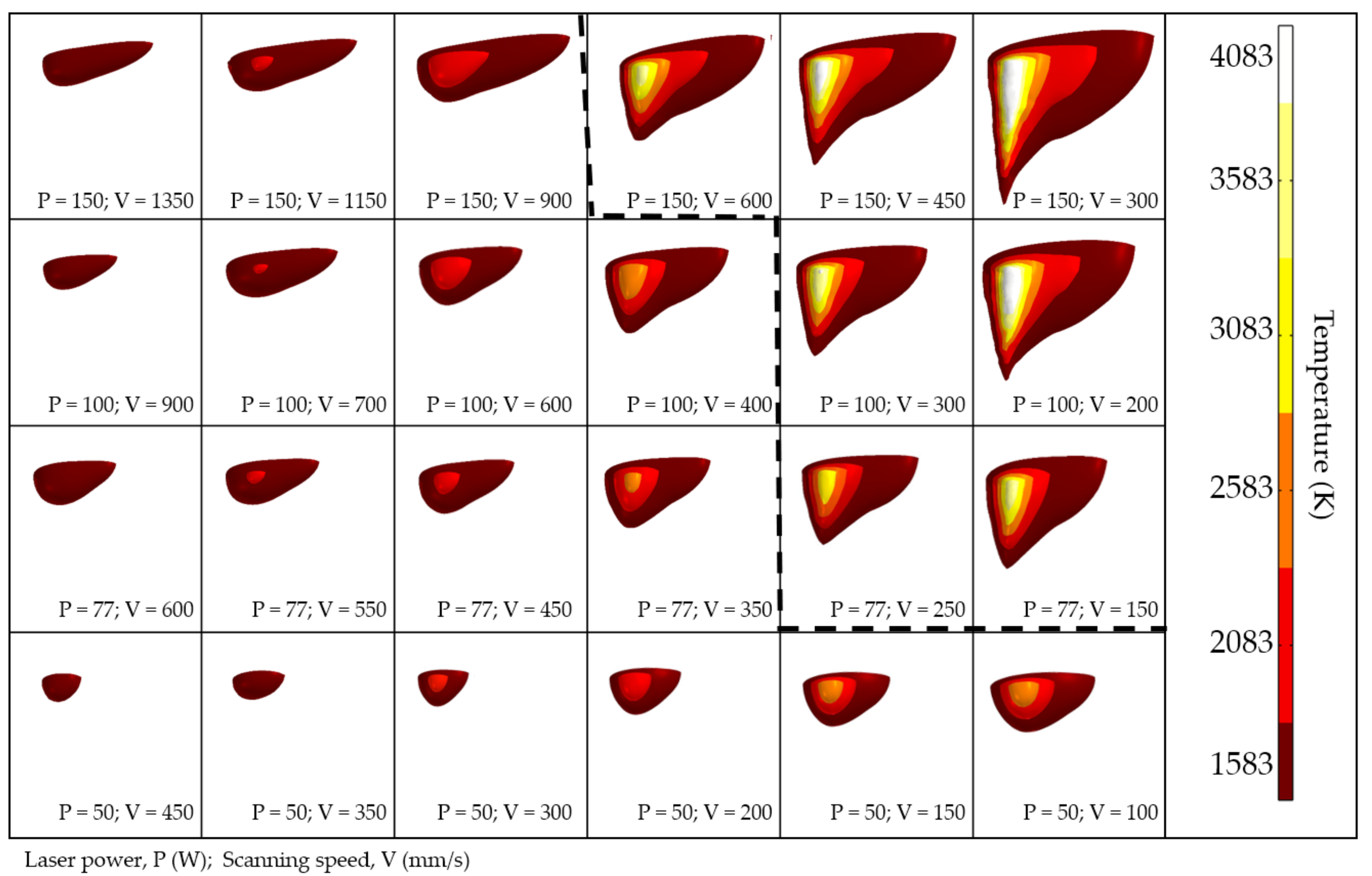
- It was demonstrated that the necessary condition of keyhole mode melting is exceeding the boiling point of the Ni. For laser powers of 77 W, 100 W, and 150 W the scanning speed thresholds are 150 mm/s, 300 mm/s, and 600 mm/s, respectively. For the laser power of 50 W, only conduction mode melting was observed in the studied scanning speed interval—from 450 mm/s to 100 mm/s. The appearance of the keyhole mode resulted in a deeper and sharper melt pool, with an experimentally measured depth-to-width ratio greater than 1;
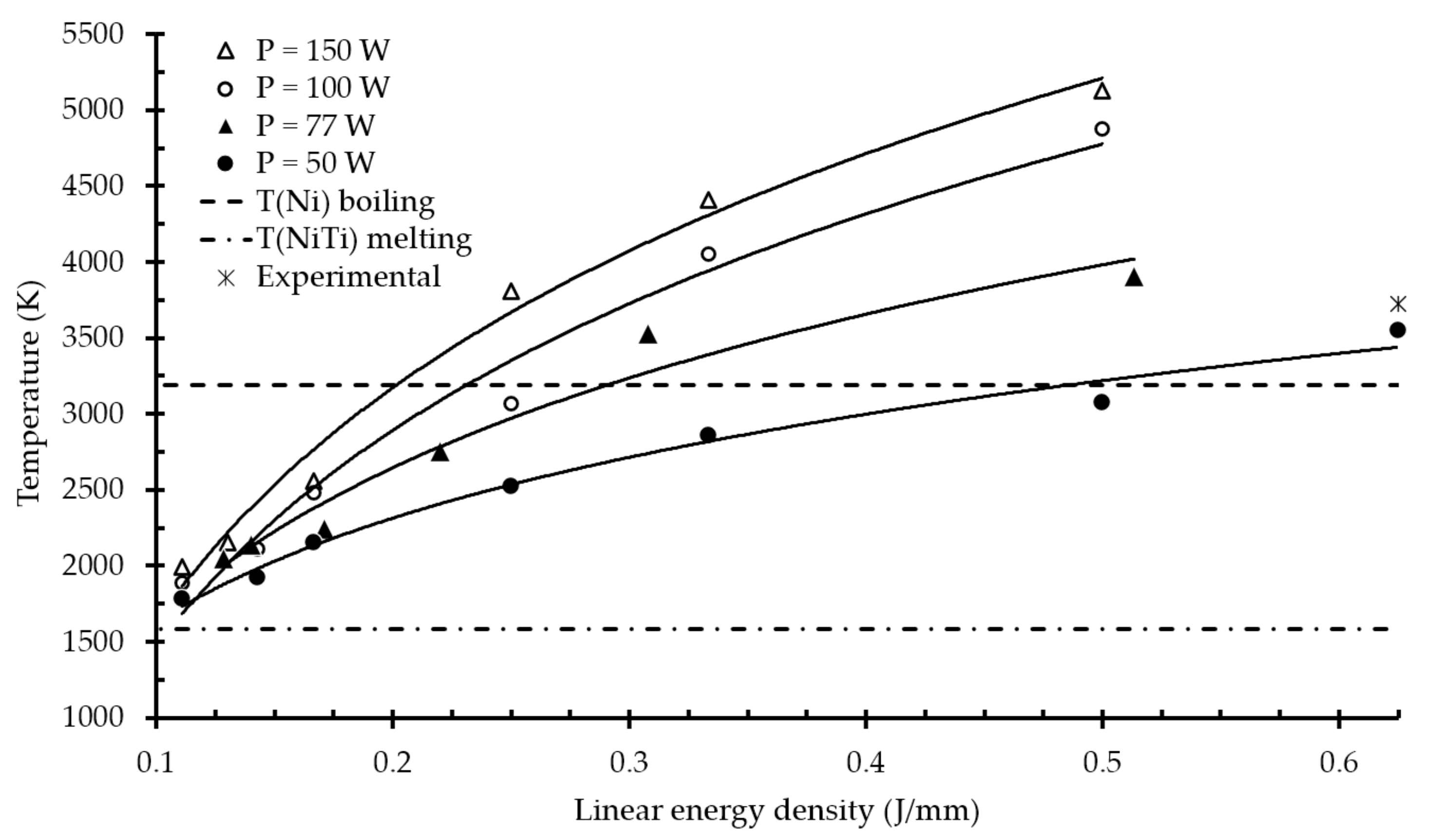
- It was found that thermal behavior in the melt pool is highly affected by both laser power and scanning speed. The peak temperature is proportional to the linear energy density; however, for the same linear energy density levels, an increase in laser power leads to higher peak temperatures in the melt pool;
- A peak temperature of 3558 K in the melt pool was predicted using the developed model for a laser power of 50 W and scanning speed of 80 mm/s, which is in good agreement with the experimental data.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bogue, R. Shape-memory materials: A review of technology and applications. Assem. Autom. 2009, 29, 214–219. [Google Scholar] [CrossRef]
- Yahia, L. Shape Memory Implants; Yahia, L., Ed.; Springer: Berlin/Heidelberg, Germany, 2000; ISBN 978-3-642-64118-3. [Google Scholar]
- Mwangi, J.W.; Nguyen, L.T.; Bui, V.D.; Berger, T.; Zeidler, H.; Schubert, A. Nitinol manufacturing and micromachining: A review of processes and their suitability in processing medical-grade nitinol. J. Manuf. Process. 2019, 38, 355–369. [Google Scholar] [CrossRef]
- Yoneyama, T.; Miyazaki, S. Shape Memory Alloys for Biomedical Applications; Woodhead Publishing Limited: Sawston, UK, 2009; ISBN 978-1-84569-344-2. [Google Scholar]
- Kaya, E.; Kaya, İ. A review on machining of NiTi shape memory alloys: The process and post process perspective. Int. J. Adv. Manuf. Technol. 2019, 100, 2045–2087. [Google Scholar] [CrossRef]
- Piquard, R.; D’Acunto, A.; Laheurte, P.; Dudzinski, D. Micro-end milling of NiTi biomedical alloys, burr formation and phase transformation. Precis. Eng. 2014, 38, 356–364. [Google Scholar] [CrossRef] [Green Version]
- Elahinia, M.H.; Hashemi, M.; Tabesh, M.; Bhaduri, S.B. Manufacturing and processing of NiTi implants: A review. Prog. Mater. Sci. 2012, 57, 911–946. [Google Scholar] [CrossRef]
- Lagoudas, D.C. Shape Memory Alloys: Modeling and Engineering Applications; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 978-0-387-47685-8. [Google Scholar]
- Saha, P.; Datta, S.; Raza, M.S.; Pratihar, D.K. Effects of Heat Input on Weld-Bead Geometry, Surface Chemical Composition, Corrosion Behavior and Thermal Properties of Fiber Laser-Welded Nitinol Shape Memory Alloy. J. Mater. Eng. Perform. 2019, 28, 2754–2763. [Google Scholar] [CrossRef]
- Biermann, D.; Kahleyss, F.; Krebs, E.; Upmeier, T. A study on micro-machining technology for the machining of NiTi: Five-axis micro-milling and micro deep-hole drilling. J. Mater. Eng. Perform. 2011, 20, 745–751. [Google Scholar] [CrossRef]
- Bram, M.; Ahmad-Khanlou, A.; Heckmann, A.; Fuchs, B.; Buchkremer, H.P.; Stöver, D. Powder metallurgical fabrication processes for NiTi shape memory alloy parts. Mater. Sci. Eng. A 2002, 337, 254–263. [Google Scholar] [CrossRef]
- Alvarez, K.; Nakajima, H. Metallic scaffolds for bone regeneration. Materials 2009, 2, 790–832. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 9781493921126. [Google Scholar]
- Khoo, Z.X.; Teoh, J.E.M.; Liu, Y.; Chua, C.K.; Yang, S.; An, J.; Leong, K.F.; Yeong, W.Y. 3D printing of smart materials: A review on recent progresses in 4D printing. Virtual Phys. Prototyp. 2015, 10, 103–122. [Google Scholar] [CrossRef]
- Shishkovsky, I.V.; Scherbakov, V.I.; Kuznetsov, M.V.; Belousova, O.V.; Morozov, Y.G. 4D Laser Printing of Functionally Graded Structures and Items from Mixtures of Powdered Polymers with Functional Micro- and Nanoparticles: An Autoreview. Int. J. Self-Propagating High-Temp. Synth. 2020, 29, 77–86. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Yadroitsev, I.; Smurov, I. Direct Selective Laser Melting of Nitinol Powder. Phys. Procedia 2012, 39, 447–454. [Google Scholar] [CrossRef] [Green Version]
- Haberland, C.; Elahinia, M.; Walker, J.M.; Meier, H.; Frenzel, J. On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing. Smart Mater. Struct. 2014, 23, 104002. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.P.; van Humbeeck, J. Influence of SLM on shape memory and compression behaviour of NiTi scaffolds. CIRP Ann. Manuf. Technol. 2015, 64, 209–212. [Google Scholar] [CrossRef] [Green Version]
- Bormann, T.; Müller, B.; Schinhammer, M.; Kessler, A.; Thalmann, P.; de Wild, M. Microstructure of selective laser melted nickel-titanium. Mater. Charact. 2014, 94, 189–202. [Google Scholar] [CrossRef]
- Hoffmann, W.; Bormann, T.; Rossi, A.; Müller, B.; Schumacher, R.; Martin, I.; de Wild, M.; Wendt, D. Rapid prototyped porous nickel-titanium scaffolds as bone substitutes. J. Tissue Eng. 2014, 5, 1–14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, B.; Chen, J.; Coddet, C. Microstructure and transformation behavior of in-situ shape memory alloys by selective laser melting Ti-Ni mixed powder. J. Mater. Sci. Technol. 2013, 29, 863–867. [Google Scholar] [CrossRef]
- Xiong, Z.; Li, Z.; Sun, Z.; Hao, S.; Yang, Y.; Li, M.; Song, C.; Qiu, P.; Cui, L. Selective laser melting of NiTi alloy with superior tensile property and shape memory effect. J. Mater. Sci. Technol. 2019, 35, 2238–2242. [Google Scholar] [CrossRef]
- Kusuma, C.; Ahmed, S.H.; Mian, A.; Srinivasan, R. Effect of Laser Power and Scan Speed on Melt Pool Characteristics of Commercially Pure Titanium (CP-Ti). J. Mater. Eng. Perform. 2017, 26, 3560–3568. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Dilip, J.J.S.S.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Liu, C.; Liu, W.; Ma, Y.; Tang, S.; Liang, C.; Cai, Q.; Zhang, C. Optimization of parameters in laser powder deposition AlSi10Mg alloy using Taguchi method. Opt. Laser Technol. 2019, 111, 470–480. [Google Scholar] [CrossRef]
- Cao, L. Workpiece-scale numerical simulations of SLM molten pool dynamic behavior of 316L stainless steel. Comput. Math. Appl. 2020, 96, 209–228. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Model of radiation and heat transfer in laser-powder interaction zone at selective laser melting. J. Heat Transf. 2009, 131, 072101. [Google Scholar] [CrossRef]
- Loh, L.E.; Chua, C.K.; Yeong, W.Y.; Song, J.; Mapar, M.; Sing, S.L.; Liu, Z.H.; Zhang, D.Q. Numerical investigation and an effective modelling on the Selective Laser Melting (SLM) process with aluminium alloy 6061. Int. J. Heat Mass Transf. 2015, 80, 288–300. [Google Scholar] [CrossRef]
- Gao, S.; Feng, Y.; Wang, J.; Qin, M.; Bodunde, O.P.; Liao, W.-H.; Guo, P. Molten pool characteristics of a nickel-titanium shape memory alloy for directed energy deposition. Opt. Laser Technol. 2021, 142, 107215. [Google Scholar] [CrossRef]
- Singh, S.; Resnina, N.; Belyaev, S.; Jinoop, A.N.; Shukla, A.; Palani, I.A.; Paul, C.P.; Bindra, K.S. Investigations on NiTi shape memory alloy thin wall structures through laser marking assisted wire arc based additive manufacturing. J. Manuf. Process. 2021, 66, 70–80. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Gisario, A.; Huang, H.; Rahimzadeh, A.; Elahinia, M. Numerical study for prediction of optimum operational parameters in laser welding of NiTi alloy. Opt. Laser Technol. 2019, 118, 159–169. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Brillo, J.; Schumacher, T.; Kajikawa, K. Density of Liquid Ni-Ti and a New Optical Method for its Determination. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 924–935. [Google Scholar] [CrossRef]
- Zanotti, C.; Giuliani, P.; Bassani, P.; Zhang, Z.; Chrysanthou, A. Comparison between the thermal properties of fully dense and porous NiTi SMAs. Intermetallics 2010, 18, 14–21. [Google Scholar] [CrossRef]
- Zhu, J.N.; Borisov, E.; Liang, X.; Farber, E.; Hermans, M.J.M.M.; Popovich, A.; Popovich, V.A. Predictive analytical modelling and experimental validation of processing maps in additive manufacturing of nitinol alloys. Addit. Manuf. 2021, 38, 101802. [Google Scholar] [CrossRef]
- Shishkovsky, I.V. Thermoviscoplasticity of powder composition under selective laser sintering. Seventh Int. Conf. Laser Laser-Inf. Technol. 2002, 4644, 446. [Google Scholar] [CrossRef]
- Ansari, M.J.; Nguyen, D.S.; Park, H.S. Investigation of SLM process in terms of temperature distribution and melting pool size: Modeling and experimental approaches. Materials 2019, 12, 1272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Powell, M. The BOBYQA Algorithm for Bound Constrained Optimization without Derivatives; NA Rep. NA2009/06; University of Cambridge: Cambridge, UK, 2009. [Google Scholar]
- Azar, A.S.; Ås, S.K.; Akselsen, O.M. Determination of welding heat source parameters from actual bead shape. Comput. Mater. Sci. 2012, 54, 176–182. [Google Scholar] [CrossRef]
- Bruna-Rosso, C.; Demir, A.G.; Previtali, B. Selective laser melting finite element modeling: Validation with high-speed imaging and lack of fusion defects prediction. Mater. Des. 2018, 156, 143–153. [Google Scholar] [CrossRef] [Green Version]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Chen, Z.; Du, J.; He, Y.; Li, J.; Zhou, Y. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior. Appl. Surf. Sci. 2017, 408, 38–50. [Google Scholar] [CrossRef]
- Walker, J.M. Additive Manufacturing towards the Realization of Porous and Stiffness-Tailored NiTi Implants; University of Toledo: Toledo, OH, USA, 2014. [Google Scholar]
- Kollmannsberger, S.; Carraturo, M.; Reali, A.; Auricchio, F. Accurate Prediction of Melt Pool Shapes in Laser Powder Bed Fusion by the Non-Linear Temperature Equation Including Phase Changes. Integr. Mater. Manuf. Innov. 2019, 8, 167–177. [Google Scholar] [CrossRef]
- Doubenskaia, M.; Pavlov, M.; Chivel, Y. Optical system for on-line monitoring and temperature control in Selective Laser Melting technology. Key Eng. Mater. 2010, 437, 458–461. [Google Scholar] [CrossRef]
- Furumoto, T.; Ueda, T.; Alkahari, M.R.; Hosokawa, A. Investigation of laser consolidation process for metal powder by two-color pyrometer and high-speed video camera. CIRP Ann. Manuf. Technol. 2013, 62, 223–226. [Google Scholar] [CrossRef] [Green Version]
- Ma, J.; Franco, B.; Tapia, G.; Karayagiz, K.; Johnson, L.; Liu, J.; Arroyave, R.; Karaman, I.; Elwany, A. Spatial control of functional response in 4D-printed active metallic structures. Sci. Rep. 2017, 7, srep46707. [Google Scholar] [CrossRef] [PubMed]
- Gladush, S. Physics of laser materials processing. In Proceedings of the High Power Lasers and Their Industrial Applications, Innsbruck, Austria, 15–18 April 1986; Volume 650, p. 188. [Google Scholar]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Forien, J.B.; Calta, N.P.; DePond, P.J.; Guss, G.M.; Roehling, T.T.; Matthews, M.J. Detecting keyhole pore defects and monitoring process signatures during laser powder bed fusion: A correlation between in situ pyrometry and ex situ X-ray radiography. Addit. Manuf. 2020, 35, 101336. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.P.; Schrooten, J.; Luyten, J.; van Humbeeck, J. Effect of SLM parameters on transformation temperatures of shape memory nickel titanium parts. Adv. Eng. Mater. 2014, 16, 1140–1146. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scanning Speed (mm/s) | Hatch Distance (μm) | Layer Thickness (μm) | Reference |
|---|---|---|---|---|
| 77 | 200 | 120 | 50 | [17] |
| 40 | 160 | 60 | 30 | [18] |
| 56 | 133 | 120 | 50 | [19] |
| 150 | 450 | 120 | 50 | [20] |
| 50 | 100,160 | 100 | 60 | [16] |
| 100 | 200 | Lack of information | 50 | [21] |
| 120 | 500 | 80 | 30 | [22] |
| 50–150 | 100–1350 | Not applicable | 50 | This work |
| Laser Power (W) | Scanning Speed (mm/s) | |||||
|---|---|---|---|---|---|---|
| 50 | 450 | 350 | 300 | 200 | 150 | 100 |
| 77 | 600 | 550 | 450 | 350 | 250 | 150 |
| 100 | 900 | 700 | 600 | 400 | 300 | 200 |
| 150 | 1350 | 1150 | 900 | 600 | 450 | 300 |
| Property | Symbol | Value | Units |
|---|---|---|---|
| Density of powder | 3.53 | kg/m3 | |
| Density of liquid | 6.05 | kg/m3 | |
| Density of solid | 6.45 | kg/m3 | |
| Solidus temperature | 1513 | K | |
| Liquidus temperature | 1583 | K | |
| The boiling temperature of Ni | 3033 | K | |
| Absorption coefficient | A | 0.32 | - |
| Melting latent heat | 24 200 | J/kg | |
| Surface emissivity | 0.3 | - | |
| Stefan–Boltzmann constant | 5.67 × 10−14 | W/(mm2·K) | |
| Heat convection coefficient | 20 | W/m2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chernyshikhin, S.V.; Firsov, D.G.; Shishkovsky, I.V. Selective Laser Melting of Pre-Alloyed NiTi Powder: Single-Track Study and FE Modeling with Heat Source Calibration. Materials 2021, 14, 7486. https://doi.org/10.3390/ma14237486
Chernyshikhin SV, Firsov DG, Shishkovsky IV. Selective Laser Melting of Pre-Alloyed NiTi Powder: Single-Track Study and FE Modeling with Heat Source Calibration. Materials. 2021; 14(23):7486. https://doi.org/10.3390/ma14237486
Chicago/Turabian StyleChernyshikhin, Stanislav V., Denis G. Firsov, and Igor V. Shishkovsky. 2021. "Selective Laser Melting of Pre-Alloyed NiTi Powder: Single-Track Study and FE Modeling with Heat Source Calibration" Materials 14, no. 23: 7486. https://doi.org/10.3390/ma14237486