
Strengthening Mechanism and Carbide Precipitation Behavior of Nb-Mo Microalloy Medium Mn Steel

 , and
, and
Abstract
:1. Introduction
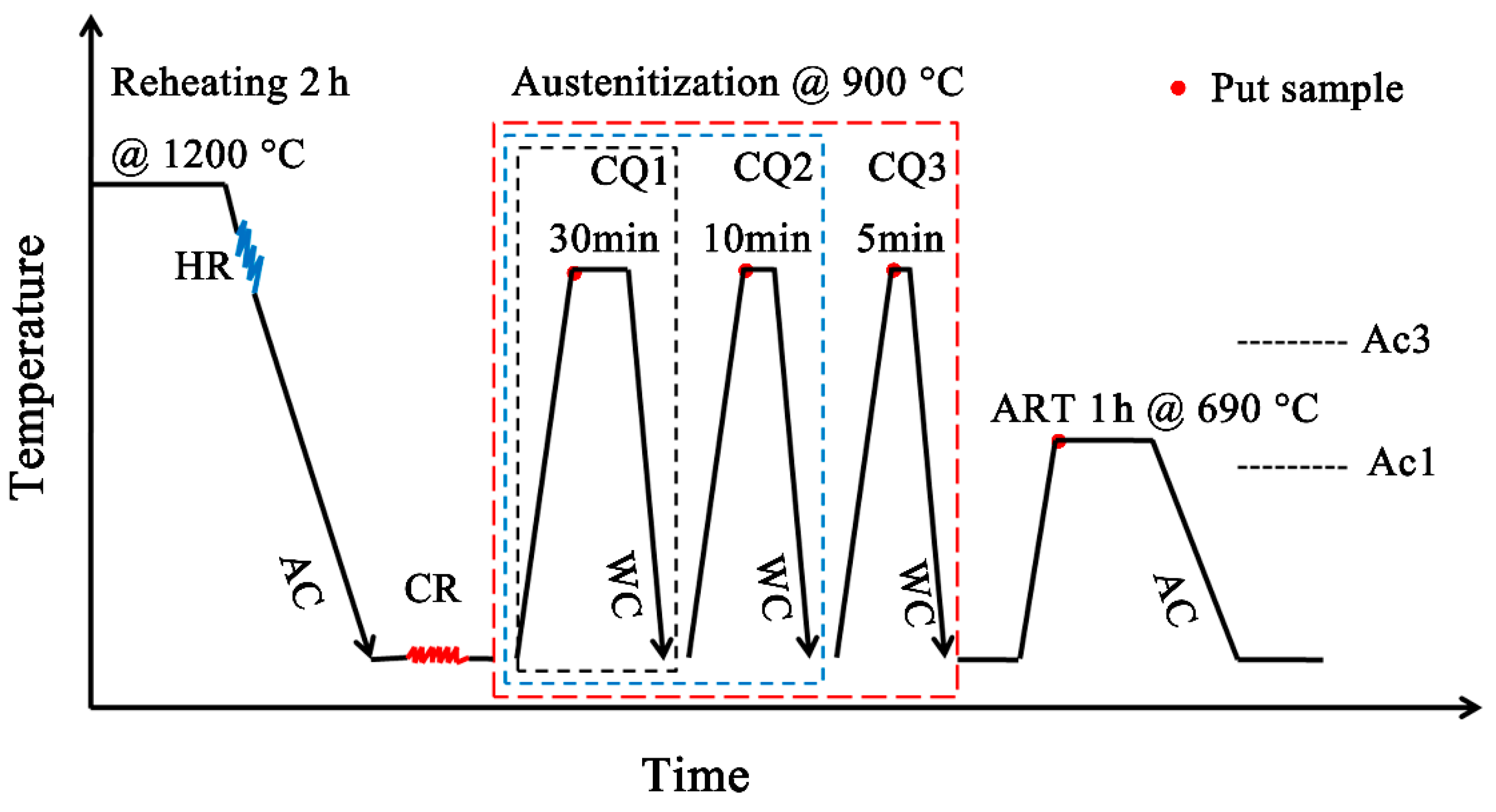
2. Experimental Procedure
3. Results and Discussion
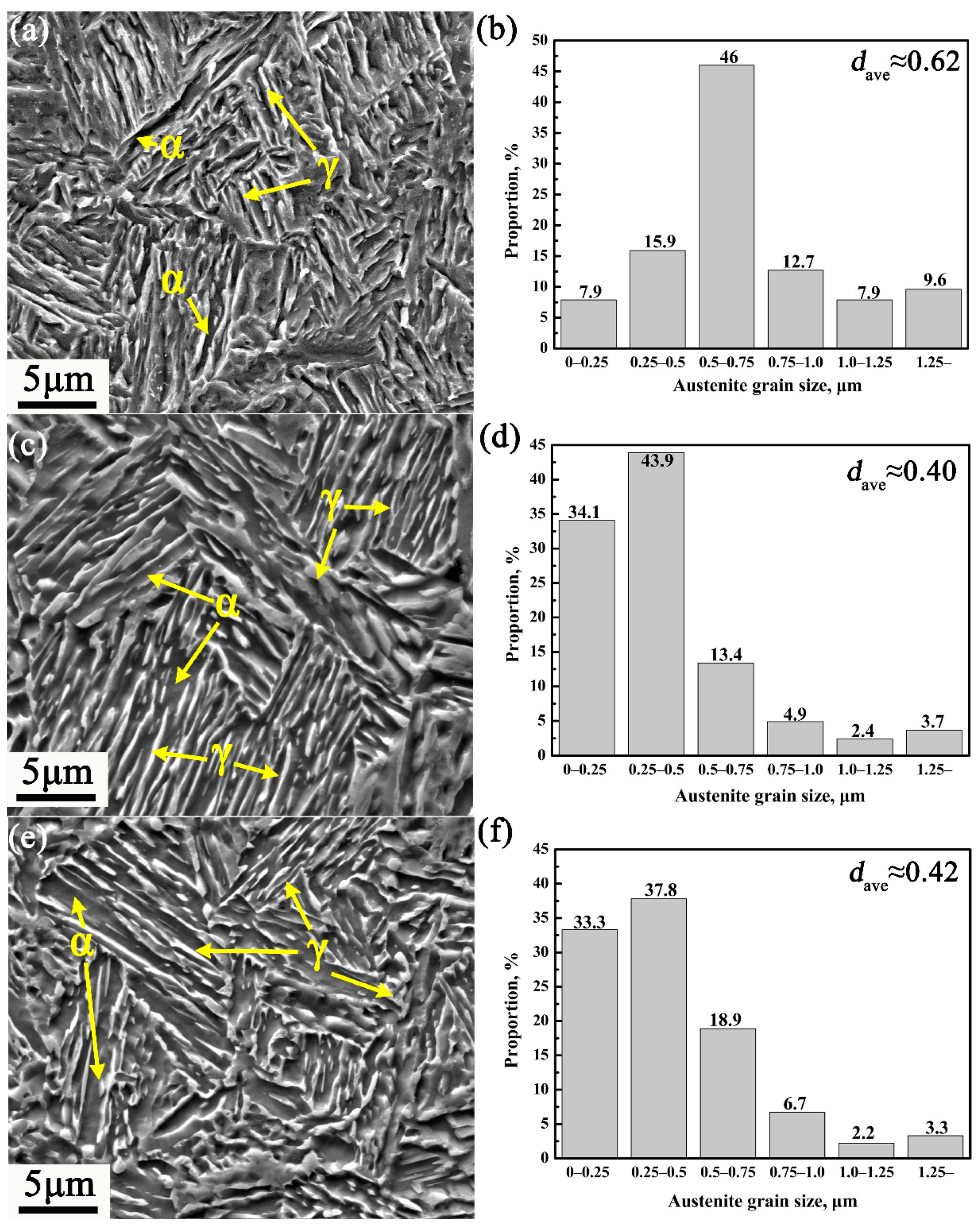
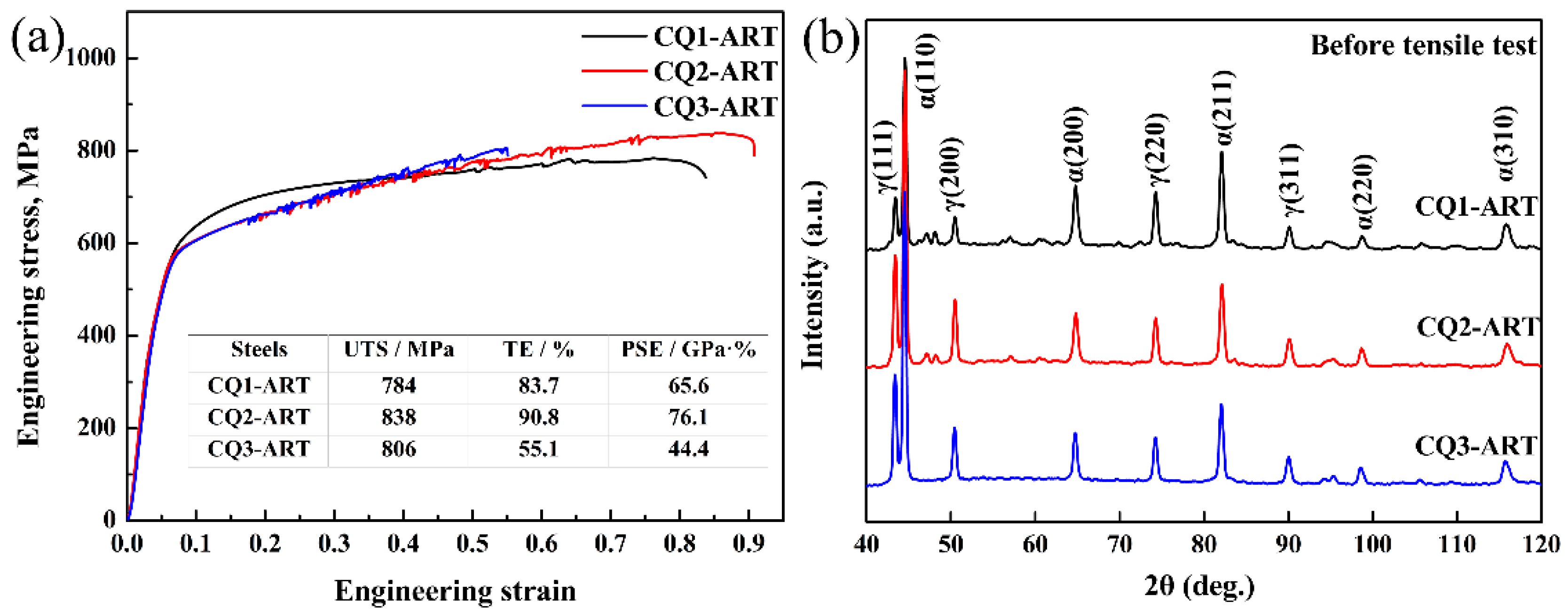
3.1. Microstructure and Mechanical Properties
3.2. Strengthening Mechanism of Nb-Mo Microalloy
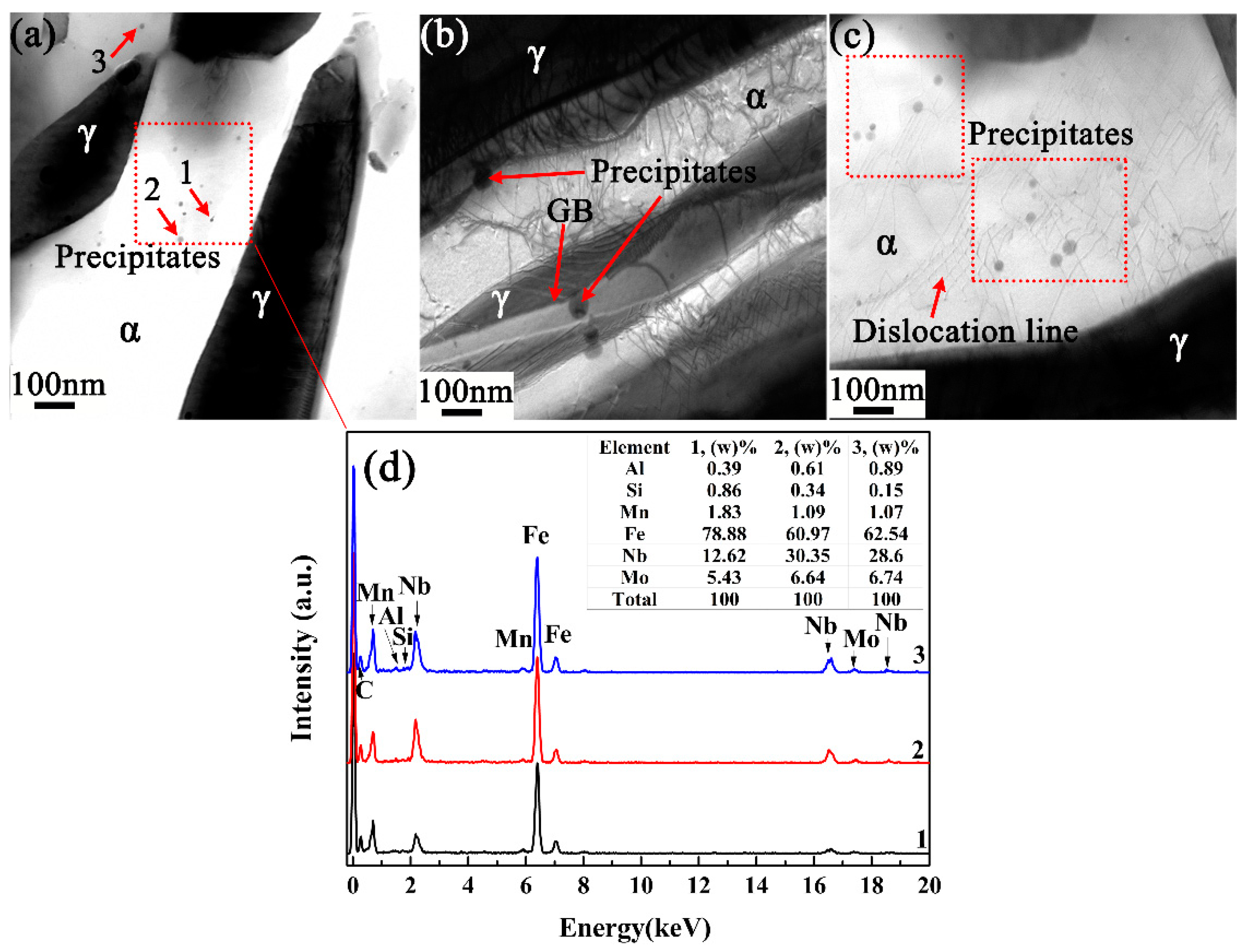
3.3. Precipitation Behavior of Nano-Sized Carbides
4. Conclusions
- (1)
- The (Nb, Mo) precipitates at the dislocation lines and the austenite-ferrite grain boundary in the experimental steel play a role in hindering the movement of dislocations and delaying the transformation of austenite to ferrite, which not only improves the strength but also refines the grains.
- (2)
- The calculated yield strength value of the CQ1-ART sample is in good agreement with the measured value. Among them, the contribution to yield strength from large to small is: fine grain strengthening, precipitation strengthening, solid solution strengthening, and dislocation strengthening.
- (3)
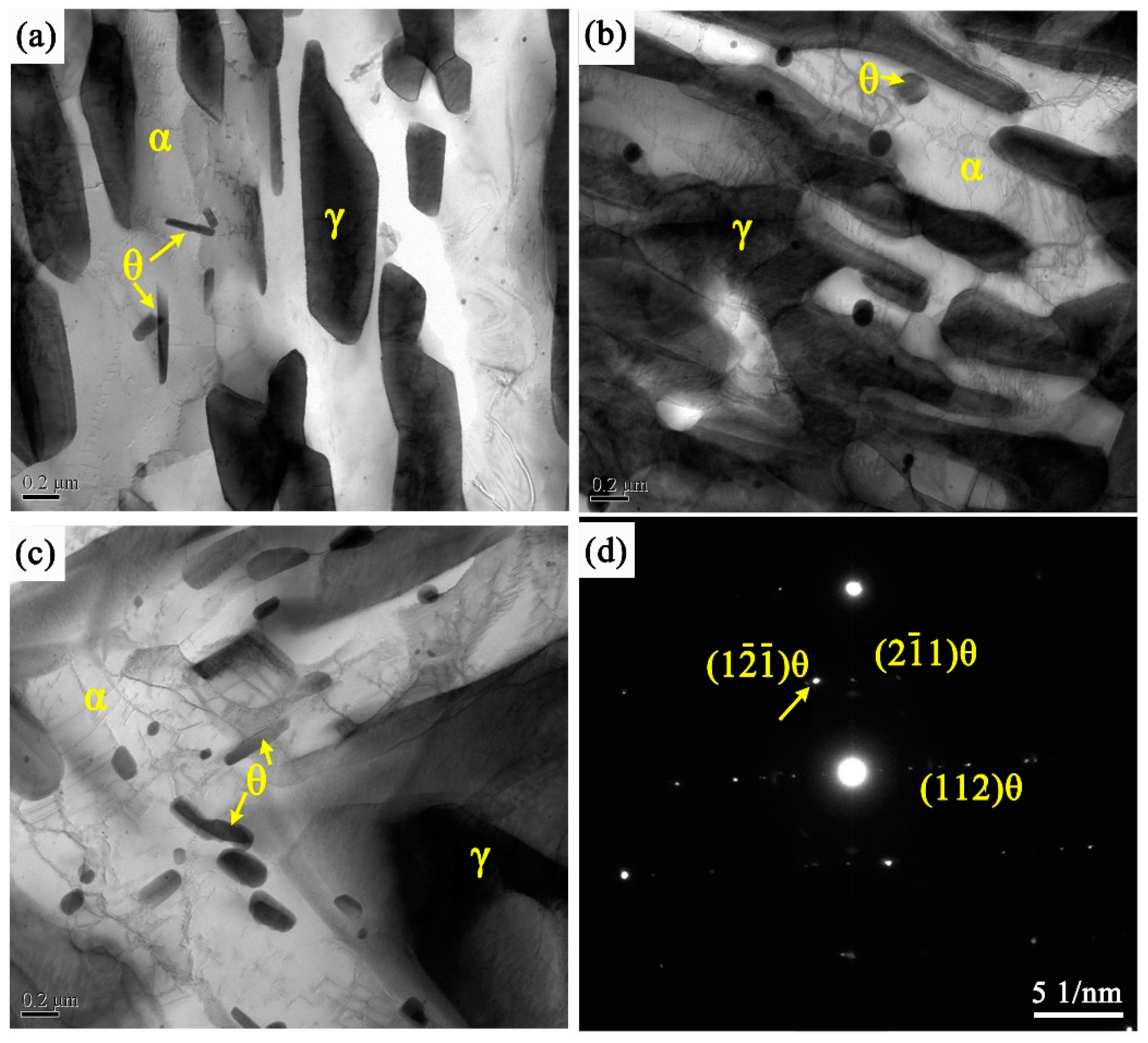
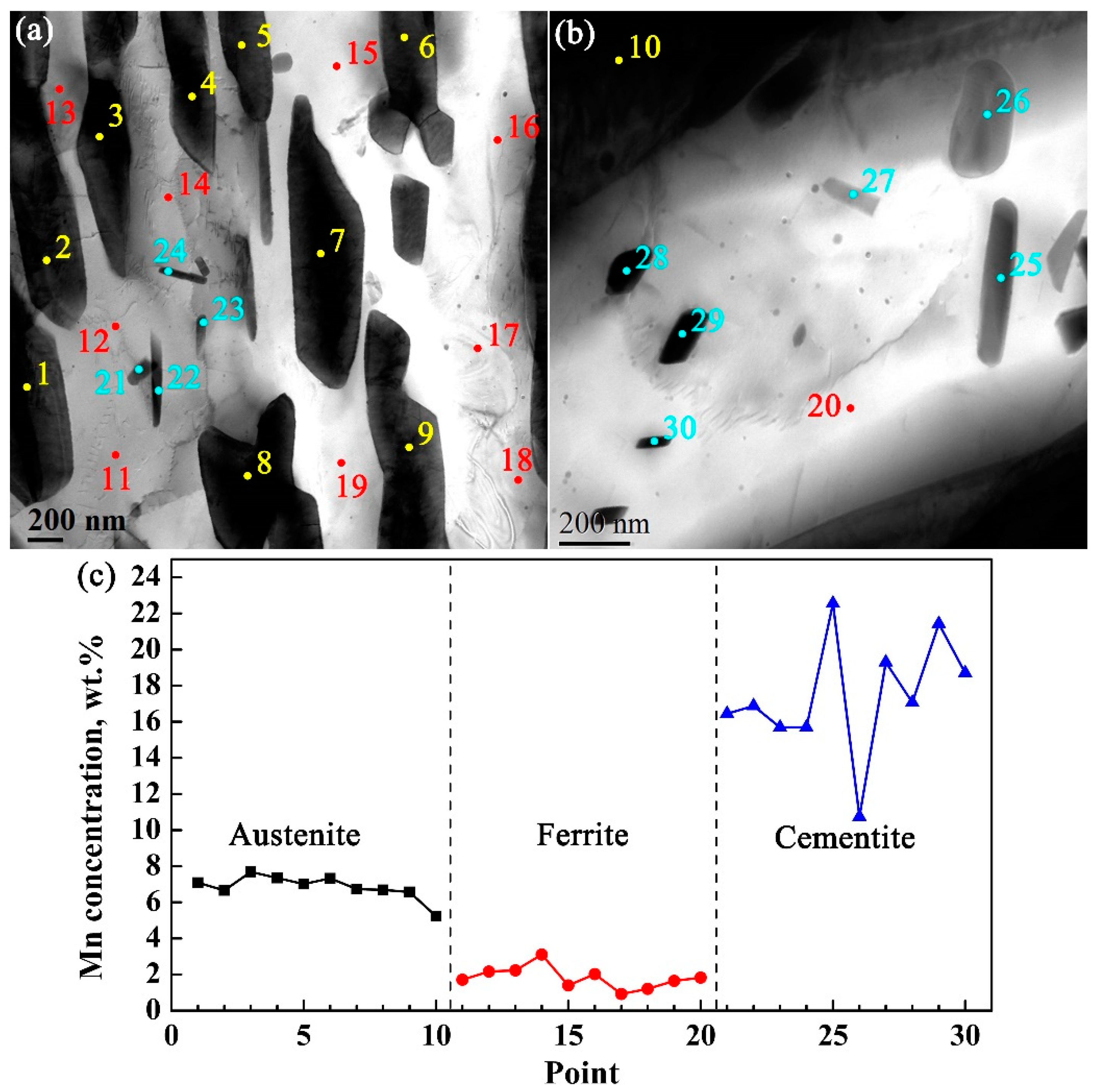
- Most of the cementite particles in the experimental steel precipitated in the ferrite in the form of rods or spheres, with a diameter of 7–88 nm, a length of 110–260 nm, and a Mn content of 10.7–22.6 wt.%. Carbide particles can be used as the nucleation sites of new austenite grains. At the same time, the C and Mn content decomposed from cementite with small size and low Mn content is conducive to austenite nucleation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, Y.K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2015, 31, 843–856. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Li, J. Effect of heat treatment processes on hydrogen embrittlement in hot-rolled medium Mn steels. Int. J. Hydrogen Energy 2020, 45, 20004–20020. [Google Scholar] [CrossRef]
- Suh, D.W.; Kim, S.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Dutta, A.; Park, T.M.; Nam, J.H.; Lee, S.I.; Han, J. Enhancement of the tensile properties and impact toughness of a medium-Mn steel through the homogeneous microstrain distribution. Mater. Charact. 2021, 174, 110992–111004. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Li, J.L.; Yang, C.W. Effect of different heat treatment processes on microstructure evolution and tensile properties of hot-rolled medium-Mn steel. Trans. Indian Inst. Met. 2020, 73, 2221–2229. [Google Scholar] [CrossRef]
- Trang, T.T.T.; Heo, Y.U. Effect of solution treatment temperature on microstructure evolution and tensile property of a medium Mn steel having a lamellar structure. Mater. Sci. Eng. A 2021, 805, 140578–140589. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Yang, C.W. A Novel Cyclic-Quenching-ART for Stabilizing Austenite in Nb–Mo Micro-Alloyed Medium-Mn Steel. Metals 2019, 9, 1090. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Wang, Y.; Ding, K.; Wu, G.; Wei, T.; Pan, H.; Gao, Y. Enhanced Cross-Tension Property of the Resistance Spot Welded Medium-Mn Steel by In Situ Microstructure Tailoring. Int. J. Steel Struct. 2021, 21, 666–675. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Wang, S.H.; Yang, C.W. Microstructure and Mechanical Properties of Hot- Rolled and Cold-Rolled Medium-Mn TRIP Steels. Materials 2018, 11, 2242. [Google Scholar] [CrossRef] [Green Version]
- Patra, A.K.; Athreya, C.N.; Mandal, S.; Kumar, K.C.H.; Sarma, V.S. High strength-high ductility medium Mn steel obtained through CALPHAD based alloy design and thermomechanical processing. Mater. Sci. Eng. A 2021, 810, 140756–140769. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Deng, M.M.; Wang, S.J.; Yang, C.W. Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel. Metals 2018, 8, 615. [Google Scholar] [CrossRef] [Green Version]
- Cai, M.; Li, Z.; Qi, C.; Hodgson, P.D. A Novel Mo and Nb Microalloyed Medium Mn TRIP Steel with Maximal Ultimate Strength and Moderate Ductility. Metall. Mater. Trans. A 2014, 45, 5624–5634. [Google Scholar] [CrossRef]
- Pan, H.; Ding, H.; Cai, M.; Kibarolu, D.; Song, W. Precipitation behavior and austenite stability of Nb or Nb–Mo micro-alloyed warm-rolled medium-Mn steels. Mater. Sci. Eng. A 2019, 766, 138371–138378. [Google Scholar] [CrossRef]
- Lee, D.; Kim, J.K.; Lee, S.; Lee, K.; Cooman, B.C.D. Microstructures and mechanical properties of Ti and Mo micro-alloyed medium Mn steel. Mater. Sci. Eng. A 2017, 706, 1–14. [Google Scholar] [CrossRef]
- Zhu, Y.; Hu, B.; Luo, H. Influence of Nb and V on microstructure and mechanical properties of hot–rolled medium Mn steels. Steel Res. Int. 2018, 89, 1700389. [Google Scholar] [CrossRef]
- Fu, L.; Shan, A.; Wang, W. Effect of Nb solute drag and NbC precipitate pinning on the recrystallization grain growth in low carbon Nb-Microacloyed steel. Acta Metall. Sin. 2010, 46, 832–837. [Google Scholar] [CrossRef]
- Maruyama, N.; Uemori, R.; Sugiyama, M. The role of niobium in the retardation of the early stage of austenite recovery in hot-deformed steels. Mater. Sci. Eng. A 1998, 250, 2–7. [Google Scholar] [CrossRef]
- Xiao, F.; Cao, Y.; Qiao, G.; Zhang, X.; Liao, B. Effect of Nb solute and NbC precipitates on dynamic or static recrystallization in Nb steels. J. Iron Steel Res. Int. 2012, 19, 52–56. [Google Scholar] [CrossRef]
- Meng, C.F.; Wang, Y.D.; Wei, Y.H.; Shi, B.Q.; Cui, T.X.; Wang, Y.T. Strengthening Mechanisms for Ti- and Nb-Ti-micro-alloyed High-strength Steels. J. Iron Steel Res. Int. 2016, 23, 350–356. [Google Scholar] [CrossRef]
- Jiang, L.; Marceau, R.K.W.; Dorin, T.; Hodgson, P.D.; Stanford, N. Effect of molybdenum on phase transformation and microstructural evolution of strip cast steels containing niobium. J. Mater. Sci. 2019, 54, 1769–1784. [Google Scholar] [CrossRef]
- Kim, J.; Jung, J.G.; Kim, D.H.; Lee, Y.K. The kinetics of Nb(C,N) precipitation during the isothermal austenite to ferrite transformation in a low-carbon Nb-microalloyed steel. Acta Mater. 2013, 61, 7437–7443. [Google Scholar] [CrossRef]
- Cao, J.; Yong, Q.; Liu, Q.; Sun, X. Precipitation of MC phase and precipitation strengthening in hot rolled Nb–Mo and Nb–Ti steels. J. Mater. Sci. 2007, 42, 10080–10084. [Google Scholar] [CrossRef]
- Uemori, R.; Chijiiwa, R.; Tamehiro, H.; Morikawa, H. AP-FIM study on the effect of Mo addition on microstructure in Ti-Nb steel. Appl. Surf. Sci. 1994, 76, 255–260. [Google Scholar] [CrossRef]
- Cai, M.H.; Huang, H.S.; Pan, H.J.; Sun, S.H.; Ding, H.; Hodgson, P. Microstructure and tensile properties of a Nb–Mo microalloyed 6.5 Mn alloy processed by intercritical annealing and quenching and partitioning. Acta Metall. Sin. (Engl. Lett.) 2017, 30, 665–674. [Google Scholar] [CrossRef]
- Luo, H.; Shi, J.; Wang, C.; Cao, W. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Luo, H.W.; Qiu, C.H.; Dong, H.; Shi, J. Experimental and numerical analysis of influence of carbide on austenitisation kinetics in 5Mn TRIP steel. Mater. Sci. Technol. 2014, 30, 1367–1377. [Google Scholar] [CrossRef]
- Luo, H.; Liu, J.; Dong, H. A novel observation on cementite formed during intercritical annealing of medium Mn steel. Metall. Mater. Trans. A 2016, 47, 3119–3124. [Google Scholar] [CrossRef]
- Hong, S.C.; Lim, S.H.; Hong, H.S.; Lee, K.J.; Dong, H.S.; Lee, K.S. Effects of Nb on strain induced ferrite transformation in C–Mn steel. Mater. Sci. Eng. A 2003, 355, 241–248. [Google Scholar] [CrossRef]
- Bleck, W.; Frehn, A.; Kechagias, E.; Ohlert, J.; Hulka, K. Control of Microstructure in TRIP Steels by Niobium. Mater. Sci. Forum 2003, 426–432, 43–48. [Google Scholar] [CrossRef]
- Fu, J.; Li, G.; Mao, X.; Fang, K. Nanoscale Cementite Precipitates and Comprehensive Strengthening Mechanism of Steel. Metall. Mater. Trans. A 2011, 42, 3797–3812. [Google Scholar] [CrossRef]
- Yuan, S.; Liang, G.; Wu, H. Interaction between microalloyed element of Nb and Mo during precipitation in low carbon steel. Trans. Mater. Heat Treat. 2007, 28, 339–342. [Google Scholar]
- Wang, Z.; Zhu, X.; Liu, W. Influence of Mo on Tempering Precipitation in Nb-Mo-V Microalloyed Steels. Chin. J. Mater. Res. 2010, 024, 217–222. [Google Scholar]
- Zhang, Z.; Sun, X.; Yong, Q.; Li, Z.; Wang, Z.; Wang, G. Precipitation behavior of nanometer-sized carbides in Nb-Mo microalloyed high strength steel and its strengthening mechanism. Acta Metall. Sin. 2016, 52, 410–418. [Google Scholar]
- Cai, Z.H. Study on Microstructure Evolution and Mechanical Properties of Medium Manganese Steels with Superior Strength and Ductility. Ph.D. Thesis, Northeastern University, Shenyang, China, 2015. [Google Scholar]
- Huang, H.H. Study on the Second Phase Precipitation Behavior and Strengthening Mechanism of Ti-Nb-Mo Composite Microalloyed Ferritic Steel. Master’s Thesis, Wuhan University of Science and Technology, Wuhan, China, 2018. [Google Scholar]
- Yong, Q.L. The Second Phase in Iron and Steel Materials; Metallurgical Industry Press: Beijing, China, 2006; p. 361. [Google Scholar]
- Christian, J.W.; Otte, H.M. The Theory of Transformations in Metals and Alloys; Pergamon Press: Oxford, UK, 1965. [Google Scholar]
- Luo, H. Comments on “Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning” by S. Lee, SJ Lee and BC De Cooman, Scripta Materialia 65 (2011) 225–228. Scr. Mater. 2012, 66, 829–831. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| σ0 | the dislocation resistance of pure Fe at room temperature (57 MPa) |
| ky | the constant of proportionality (17.4 MPa·mm1/2) |
| G | the shear modulus of pure Fe at room temperature (80,650 MPa) |
| ρFe | the density of Fe (7.875 g/cm3) |
| α | the crystal structure (0.5) |
| b | Burgers vector mode (0.248 mm) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Xiong, F.; Wang, Y.; Cao, Y.; Liu, X.; Xue, Z.; Peng, Q.; Peng, L. Strengthening Mechanism and Carbide Precipitation Behavior of Nb-Mo Microalloy Medium Mn Steel. Materials 2021, 14, 7461. https://doi.org/10.3390/ma14237461
Liu C, Xiong F, Wang Y, Cao Y, Liu X, Xue Z, Peng Q, Peng L. Strengthening Mechanism and Carbide Precipitation Behavior of Nb-Mo Microalloy Medium Mn Steel. Materials. 2021; 14(23):7461. https://doi.org/10.3390/ma14237461
Chicago/Turabian StyleLiu, Chunquan, Fen Xiong, Yong Wang, Yuxin Cao, Xinbin Liu, Zhengliang Xue, Qichun Peng, and Longsheng Peng. 2021. "Strengthening Mechanism and Carbide Precipitation Behavior of Nb-Mo Microalloy Medium Mn Steel" Materials 14, no. 23: 7461. https://doi.org/10.3390/ma14237461