
Austenite Stability and Deformation Behavior in Medium Mn Steel Processed by Cyclic Quenching ART Heat Treatment

 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
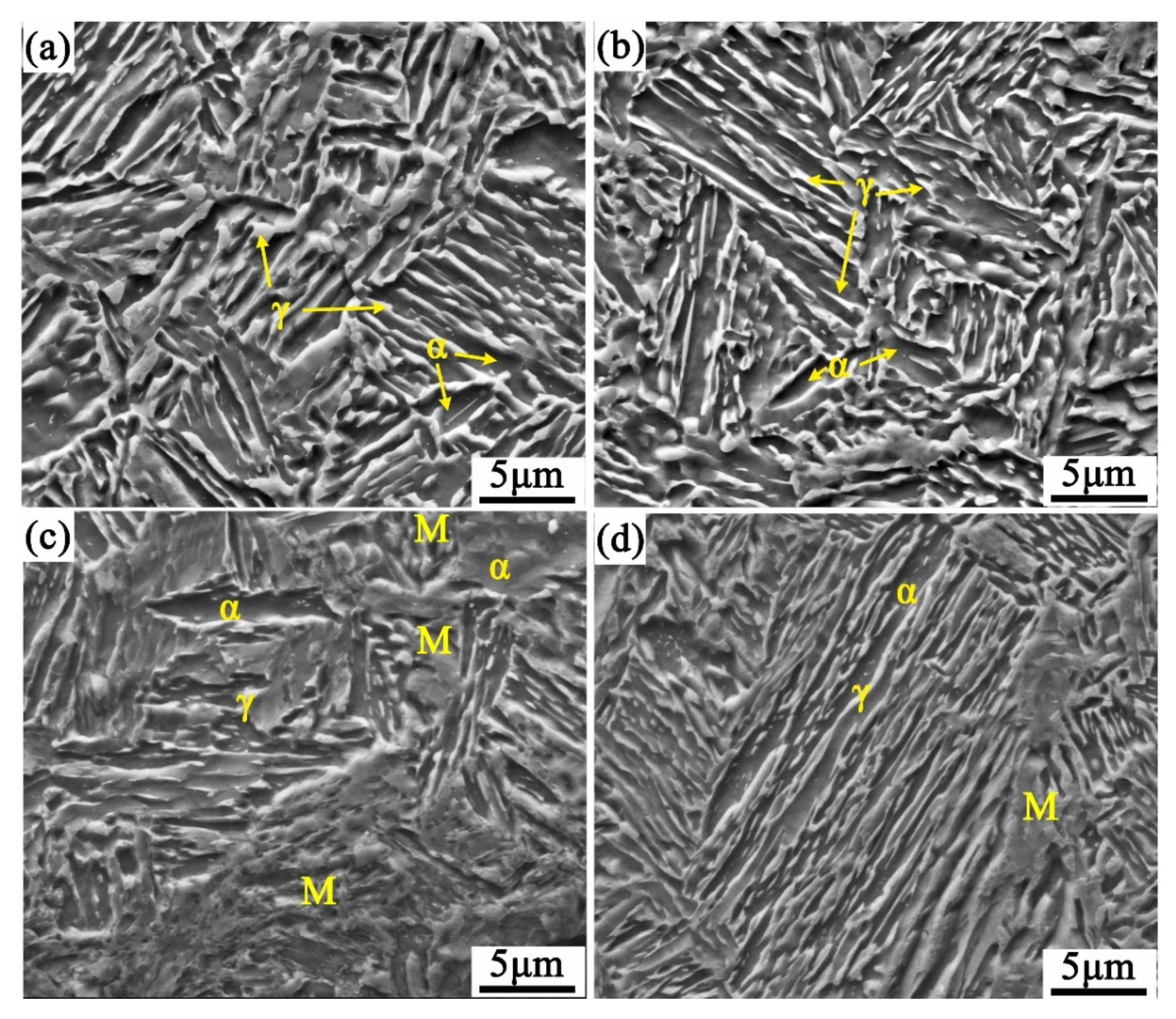
3.1. Microstructure Evolution and Mechanical Properties
3.2. Austenite Stability
3.3. Discontinuous TRIP Effect
4. Conclusions
- (1)
- The content of Mn in retained austenite is the main factor affecting its stability. In addition, retained austenite with different grain sizes and Mn contents has different grades of retained austenite stability.
- (2)
- The large fluctuation in the work hardening rate curve in the S3 stage is attributed to the discontinuous TRIP effect. The key to the discontinuous TRIP effect is that a certain amount of retained austenite is required in the experimental steel, and the retained austenite should have the stability of different grades and batches.
- (3)
- The point is affected by the chemical composition, grain size, yield strength, and stress state of the retained austenite. Increasing amounts of stable, retained austenite can be obtained by controlling the temperature of the experimental steel Ms below the service temperature, a more extensive TRIP effect can be produced, and the comprehensive properties of the experimental steel can be improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dutta, A.; Park, T.M.; Nam, J.H.; Lee, S.I.; Hwang, B.; Choi, W.S.; SandlÖbes, S.; Ponge, D.; Han, J. Enhancement of the tensile properties and impact toughness of a medium-Mn steel through the homogeneous microstrain distribution. Mater. Charact. 2021, 174, 110992. [Google Scholar] [CrossRef]
- Yang, Y.; Mu, W.; Sun, B.; Jiang, H.; Mi, Z.L. New insights to understand the strain-state-dependent austenite stability in a medium Mn steel: An experimental and theoretical investigation. Mater. Sci. Eng. A 2021, 809, 140993. [Google Scholar] [CrossRef]
- Tian, C.; Guo, H.; Hu, B.; Enomoto, M.; Shang, C.J. Influence of nano-scale concentration gradient of alloying elements on the ductility in an intercritically annealed and tempered medium Mn steel. Mater. Sci. Eng. A 2021, 810, 141009. [Google Scholar] [CrossRef]
- Patra, A.K.; Athreya, C.N.; Mandal, S.; Kumar, K.C.H. High strength-high ductility medium Mn steel obtained through CALPHAD based alloy design and thermomechanical processing. Mater. Sci. Eng. A 2021, 810, 140756. [Google Scholar] [CrossRef]
- Zhao, B.G.; Wang, Y.F.; Ding, K.; Wu, G.Z.; Wei, T.; Pan, H.; Gao, Y.L. Role of Intercritical Annealing in Enhancing the Cross-Tension Property of Resistance Spot-Welded Medium Mn Steel. J. Mater. Eng. Perform. 2021, 30, 1259–1269. [Google Scholar] [CrossRef]
- He, B.B.; Huang, B.M.; He, S.H.; Qi, Y.; Yen, H.W.; Huang, M.X. Increasing yield strength of medium Mn steel by engineering multiple strengthening defects. Mater. Sci. Eng. A 2018, 724, 11. [Google Scholar] [CrossRef]
- Li, X.; Song, R.B.; Zhou, N.P.; Li, J.J. An ultrahigh strength and enhanced ductility cold-rolled medium-Mn steel treated by intercritical annealing. Scr. Mater. 2018, 154, 30. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029. [Google Scholar] [CrossRef] [Green Version]
- Jirková, H.; MaŠEk, B.; Wagner, F.X. Influence of metastable retained austenite on macro and micromechanical properties of steel processed by the Q&P process. J. Alloys Compd. 2014, 615, 163. [Google Scholar]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Wang, S.J.; Yang, C.W. Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP Steels. Materials 2018, 11, 2242. [Google Scholar] [CrossRef] [Green Version]
- Fischer, F.D.; Reisner, G.; Werner, E.; Tanaka, K.; Cailletaud, G.; Antretter, T. A new view on transformation induced plasticity (TRIP). Int. J. Plast. 2000, 16, 723–748. [Google Scholar] [CrossRef]
- Cherkaoui, M.; Berveiller, M.; Lemoine, X. Couplings between plasticity and martensitic phase transformation: Overall behavior of polycrystalline TRIP steels. Int. J. Plast. 2000, 16, 1215–1241. [Google Scholar] [CrossRef]
- Lee, H.; Jo, M.C.; Sohn, S.S.; Zargaran, A.; Lee, S. Novel medium-Mn (austenite + martensite) duplex hot-rolled steel achieving 1.6 GPa strength with 20% ductility by Mn-segregation-induced TRIP mechanism. Acta Mater. 2018, 147, 247–260. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Li, Z.C.; Li, X.J.; Mou, Y.J.; Misra, R.D.K.; Ding, H.; He, L.F.; Li, H.P. Tuning austenite stability in a medium Mn steel and relationship to structure and mechanical properties. Mater. Sci. Technol. 2020, 36, 1308. [Google Scholar] [CrossRef]
- Liu, C.Q.; Peng, Q.C.; Xue, Z.L.; Yang, C.W. A Novel Cyclic-Quenching-ART for Stabilizing Austenite in Nb–Mo Micro-Alloyed Medium-Mn Steel. Metals 2019, 9, 1090. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, A.K.; Bhattacharjee, D.; Jha, G.; Gope, N. Microstructural and mechanical characterization of C–Mn–Al–Si cold-rolled TRIP-aided steel. Mater. Sci. Eng. A 2007, 445, 549. [Google Scholar] [CrossRef]
- Jha, B.K.; Avtar, R.; Dwivedi, V.S. Applicability of modified Crussard-Jaoul analysis on the deformation behaviour of dual-phase steels. J. Mater. Sci. Let. 1987, 6, 891. [Google Scholar] [CrossRef]
- Samek, L.; Moor, E.D.; Penning, J.; Cooman, B.C.D. Influence of alloying elements on the kinetics of strain-induced martensitic nucleation in low-alloy, multiphase high-strength steels. Metall. Mater. Trans. A 2006, 37, 109–124. [Google Scholar] [CrossRef]
- Wang, J.; Zwaag, S. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]
- Xie, Z.J.; Liu, Z.F.; Misra, R.D.K.; Shang, C.J.; Han, G.; Wang, X.L. Retained austenite stabilisation in low carbon high silicon steel during isothermal holding. Mater. Sci. Technol. 2019, 35, 45–54. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Vasilakos, A.N. Modelling of austenite stability in low-alloy triple-phase steels. Steel Res. Int. 1996, 67, 513–519. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.J.; Cooman, B.C.D. Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning. Scr. Mater. 2011, 65, 225–228. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]
- Lee, C.Y.; Jeong, J.; Han, J.; Lee, S.J.; Lee, Y.K. Coupled strengthening in a medium manganese lightweight steel with an inhomogeneously grained structure of austenite. Acta Mater. 2015, 84, 1–8. [Google Scholar] [CrossRef]
- Godet, S.; Jacques, P.J. Beneficial influence of an intercritically rolled recovered ferritic matrix on the mechanical properties of TRIP-assisted multiphase steels. Mater. Sci. Eng. A 2015, 645, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Sun, B.; Vanderesse, N.; Fazeli, F.; Scott, C.; Chen, J.; Bocher, P.; Jahazi, M.; Yue, S. Discontinuous strain-induced martensite transformation related to the Portevin-Le Chatelier effect in a medium manganese steel. Scr. Mater. 2017, 133, 9–13. [Google Scholar] [CrossRef]
- Li, Z.C.; Ding, H.; Cai, Z.H. Mechanical properties and austenite stability in hot-rolled 0.2 C–1.6/3.2 Al–6Mn–Fe TRIP steel. Mater. Sci. Eng. A 2015, 639, 559–566. [Google Scholar] [CrossRef]
- Li, Z.C.; Misra, D.K.R.; Cai, H.Z.; Li, H.X.; Ding, H. Mechanical properties and deformation behavior in hot-rolled 0.2C-1.5/3Al-8.5Mn-Fe TRIP steel: The discontinuous TRIP effect. Mater. Sci. Eng. A 2016, 673, 63. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.C.; Ding, H.; Misra, R.D.K.; Cai, Z.H.; Li, H.X. Microstructural evolution and deformation behavior in the Fe-(6, 8.5) Mn-3Al-0.2 C TRIP steels. Mater. Sci. Eng. A 2016, 672, 161–169. [Google Scholar] [CrossRef] [Green Version]
- Hongbing, C.; Hsu, T.Y. Thermodynamic prediction of MS and driving force for martensitic transformation in Fe-Mn-C alloys. Acta Metall. 1986, 34, 333–338. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. Kinetics of FCC→BCC heterogeneous martensitic nucleation—I. The critical driving force for athermal nucleation. Acta Metall. Mater. 1994, 42, 3361. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. Kinetics of FCC→BCC heterogeneous martensitic nucleation—II. Thermal activation. Acta Metall. Mater. 1994, 42, 3371. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Katsama, A.I.; Aravas, N. Stability and constitutive modelling in multiphase TRIP steels. Steel Res. Int. 2006, 77, 720–726. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: New composition–property approach Part 2. Metal. Sci. 1983, 17, 420–425. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Koyama, M.; Sawaguchi, T.; Lee, T.; SooLee, C.; Tsuzaki, K. Work hardening associated with ε-martensitic transformation, deformation twinning and dynamic strain aging in Fe–17Mn–0.6C and Fe–17Mn–0.8C TWIP steels. Mater. Sci. Eng. A 2011, 528, 7310–7316. [Google Scholar] [CrossRef]
- Kubin, L.P.; Estrin, Y. Evolution of dislocation densities and the critical conditions for the Portevin-Le Chatelier effect. Acta Metall. Mater. 1990, 38, 697–708. [Google Scholar] [CrossRef]
- Qian, K.W.; Li, X.Q.; Xiao, L.G. Dynamic strain aging in metals and alloys. J. Fuzhou Univ. 2001, 29, 8–23. [Google Scholar]
- Hu, B.; Luo, H.; Yang, F.; Dong, H. Recent progress in medium-Mn steels made with new designing strategies, a review. J. Mater. Sci. Technol. 2017, 33, 1457–1464. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Al | Si | Mo | Nb |
|---|---|---|---|---|---|
| 0.25 | 3.98 | 1.22 | 0.20 | 0.19 | 0.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Xiong, F.; Liu, G.; Wang, Y.; Cao, Y.; Xue, Z.; Peng, Q. Austenite Stability and Deformation Behavior in Medium Mn Steel Processed by Cyclic Quenching ART Heat Treatment. Materials 2021, 14, 7132. https://doi.org/10.3390/ma14237132
Liu C, Xiong F, Liu G, Wang Y, Cao Y, Xue Z, Peng Q. Austenite Stability and Deformation Behavior in Medium Mn Steel Processed by Cyclic Quenching ART Heat Treatment. Materials. 2021; 14(23):7132. https://doi.org/10.3390/ma14237132
Chicago/Turabian StyleLiu, Chunquan, Fen Xiong, Guanni Liu, Yong Wang, Yuxin Cao, Zhengliang Xue, and Qichun Peng. 2021. "Austenite Stability and Deformation Behavior in Medium Mn Steel Processed by Cyclic Quenching ART Heat Treatment" Materials 14, no. 23: 7132. https://doi.org/10.3390/ma14237132