1. Introduction
A composite material usually consisting of a combination of two or more materials with varying physical and chemical properties has superior characteristics as compared to its individual constituents. Without losing the properties of the entities, they are combined together, contributing to the most useful properties of a composite material for a special purpose application [
1]. Several advantageous properties of composite materials, such as high impact strength, stiffness, corrosion resistance, strength-to-weight ratio, thermal conductivity, dimensional stability, customized surface finish, lightweight, etc., have made them a popular choice in manufacturing of aerospace structures, electrical equipment, pipes and tanks, laminated beams, etc. Thus, a composite material has multiple desirable properties which cannot be found in a single traditional material.
Among different types of composite materials, fiber-reinforced polymer (FRP) composites have a polymer matrix which is reinforced with an artificial or natural fiber (i.e., carbon, glass or aramid). In FRP composites, the matrix protects the fibers from environmental and external damage, while the fibers provide strength and stiffness resisting crack generation and failure of the base material. On the other hand, in metal matrix composites (MMCs), the matrix is usually made of a lighter metal (i.e., aluminum, magnesium, etc.) which is reinforced with silicon carbide or ceramics to impart higher strength and toughness with extremely low coefficient of thermal expansion. The MMCs are more suitable in many industrial applications requiring long-term exposure to severe environments than FRP composites. Due to their high yield strength and modulus of elasticity, MMCs can be plastically deformed and strengthened using various thermal and mechanical treatments. Due to reinforcement in the base material, these composites impose severe problems during their machining. Unlike plastic deformation in conventional metal cutting operation, there is no chip formation while machining FRP composites. In this case, material removal takes place due to shattering, which causes rupture of the embedded fibers due to the action of sharp cutting edge and also abrasion of the cutting edge causing rapid tool wear [
2,
3,
4]. In case of machining of MMCs, the hard reinforcement particles when come in contact with the tool, start forming built-up edges. This leads to generation of rough machined surface and is also responsible for high tool wear [
5,
6].
It has been noticed that during machining of composite materials, various input parameters, such as cutting speed, feed rate, depth of cut, type of the tool material, tool nose radius, etc., in turning; spindle speed, feed rate, configuration of the drill bit, drill diameter, etc., during drilling; and cutting speed, depth of cut, feed rate, configuration of the milling cutter, etc., in milling significantly affect the process outputs, mainly in the form of material removal rate (MRR), surface roughness, tool wear rate, machining time, tool tip vibration, energy consumption, etc. Thus, to understand the process behavior and study the influences of the input parameters on the responses, development of a mathematical/statistical model is quite useful. It can also act as a prediction tool in envisaging the response values for given sets of input parameters and help in determining the optimal parametric intermix to achieve the target responses. In this direction, application of response surface methodology (RSM)-based meta-modeling has been quite popular among the researchers [
7,
8,
9,
10,
11,
12,
13,
14] due to its ability to derive higher order and interaction effects between the input parameters with a smaller number of experimental data. Being a local analysis, the surface developed by this technique is supposed to be invalid for regions other than the considered ranges of the input parameters. In RSM, it is also not correct to assume that all the systems with curvature are compatible with a second-order polynomial equation. Artificial neural networks have also evolved out as effective modeling tools to study the underlying relationships between the input parameters and responses during machining of composite materials [
15,
16,
17]. However, they are black-box type of approaches, having hardware dependency, unexplained structure and functioning of the network, and difficulty in deriving the optimal network architecture. In an attempt to avoid the drawbacks of ANN, Sheelwant et al. [
18] integrated it with genetic algorithm (GA) for optimization of the input parameters during processing of Al-TiB2 MMC. Abhishek et al. [
19] compared the predictive performance of GA and adaptive neuro-fuzzy interference system (ANFIS) while drilling GFRP materials, and proved the superiority of ANFIS model in predicting thrust force and average surface roughness (Ra) values. Laghari et al. [
20] applied an evolutionary algorithm in the form of particle swarm optimization (PSO) technique for prediction and optimization of SiCp/Al MMC machining process. An excellent review on the applications of different soft computing techniques (GA, RSM, ANN, Taguchi methodology, PSO and fuzzy logic) for prediction of the process behavior during turning, drilling, milling and grinding operations of MMCs can be available in [
21].
In statistics, regression analysis consists of a set of processes for representing the relationships between a dependent variable and one or more independent variables. It is basically employed for two main purposes, i.e., prediction and forecasting in machine learning, and development of causal relationships between the independent and dependent variables in statistical analysis. There are varieties of regression models, such as linear regression (LR), polynomial regression (PR), support vector regression (SVR), principal component regression (PCR), quantile regression, median regression, ridge regression, lasso regression, elastic net regression, logistic regression, ordinal regression, Poisson regression, Cox regression, Tobit regression, etc.
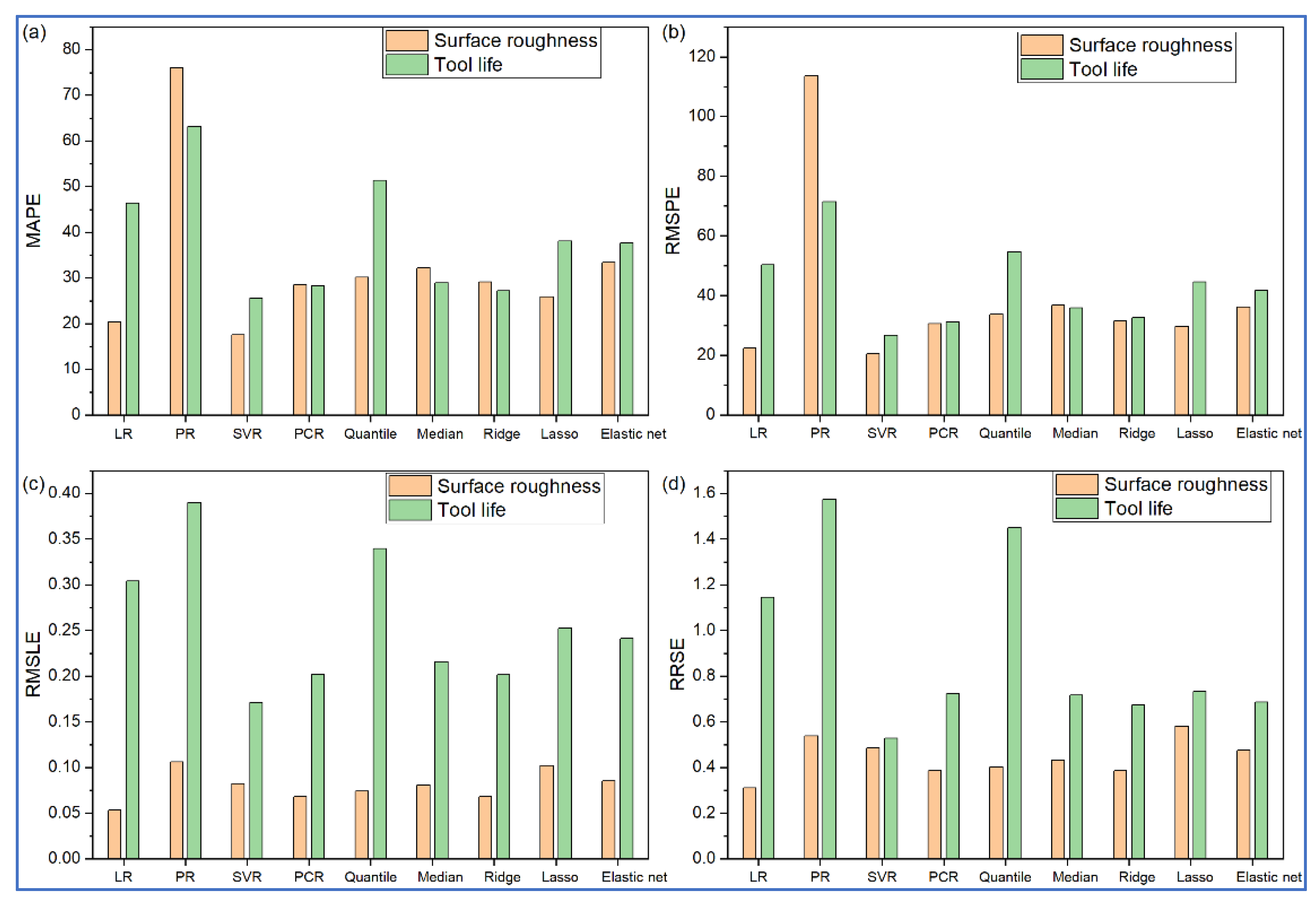
ML applications, despite its tremendous strides in some other fields, is at a nascent stage in manufacturing/machining sciences. The primary goal of this work is to analyze the utility of various ML-based regression methods in predictive modeling of machining processes. In this paper, LR, PR, SVR, PCR, quantile regression, median regression, ridge regression, lasso regression and elastic net regression are considered because of their ability to deal with continuous data for predicting the response values during turning and drilling operations of composite materials based on two past experimental datasets. To the best of the authors’ knowledge, these regression models have been individually applied as prediction tools in separate machining processes, and no study has been conducted dealing with their applications in a single research framework. The predictive performance of the considered regression models is contrasted using four statistical error estimators, i.e., mean absolute percentage error (MAPE), root mean squared percentage error (RMSPE), root mean squared logarithmic error (RMSLE) and root relative squared error (RRSE) for both the case studies. Finally, two non-parametric tests in the form of the Friedman test and Wilcoxon test are performed to respectively identify the best performing regression model and statistically significant differences between those models.
4. Conclusions
This paper deals with exploring the application potentiality of nine different types of regression models, i.e., LR, PR, SVR, PCR, quantile regression, median regression, ridge regression, lasso regression and elastic net regression as effective prediction tools for envisaging the response values during turning and drilling operations of composite materials. Two past experimental datasets are employed here for training and subsequent validation of the developed regression models. Values of the required model tuning parameters are evaluated using 5-fold cross-validation approach. It is noticed that for both the machining processes, SVR emerges out as the best regression model with minimum values of MAPE, RMSPE, RMSLE and RRSE, followed by LR and PR models. On the contrary, ridge and median regression models have poor prediction performance. Results of Friedman rank and aligned rank tests also portray the same observations. The superiority of SVR model for the two cases studies reported in the paper may be due to its smaller number of tuning parameters, robustness, and capability to deal with both linear and non-linear models. The application of another non-parametric test (Wilcoxon test) identifies differences in the prediction performances between LR and PCR, and PR and quantile regression models at 5% significance level for the drilling process. In this paper, prediction performance of all the nine regression models is contrasted using small experimental datasets. Better and more accurate results may be expected while applying these models for large datasets. As a future scope, other regression models dealing with categorical variables, such as logistic regression, Cox regression, Tobit regression, etc., may be employed as prediction tools in real-time machining environment.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}