
Investigation of Path Planning to Reduce Height Errors of Intersection Parts in Wire-Arc Additive Manufacturing


Abstract
:1. Introduction
2. Path Planning for Intersection Part
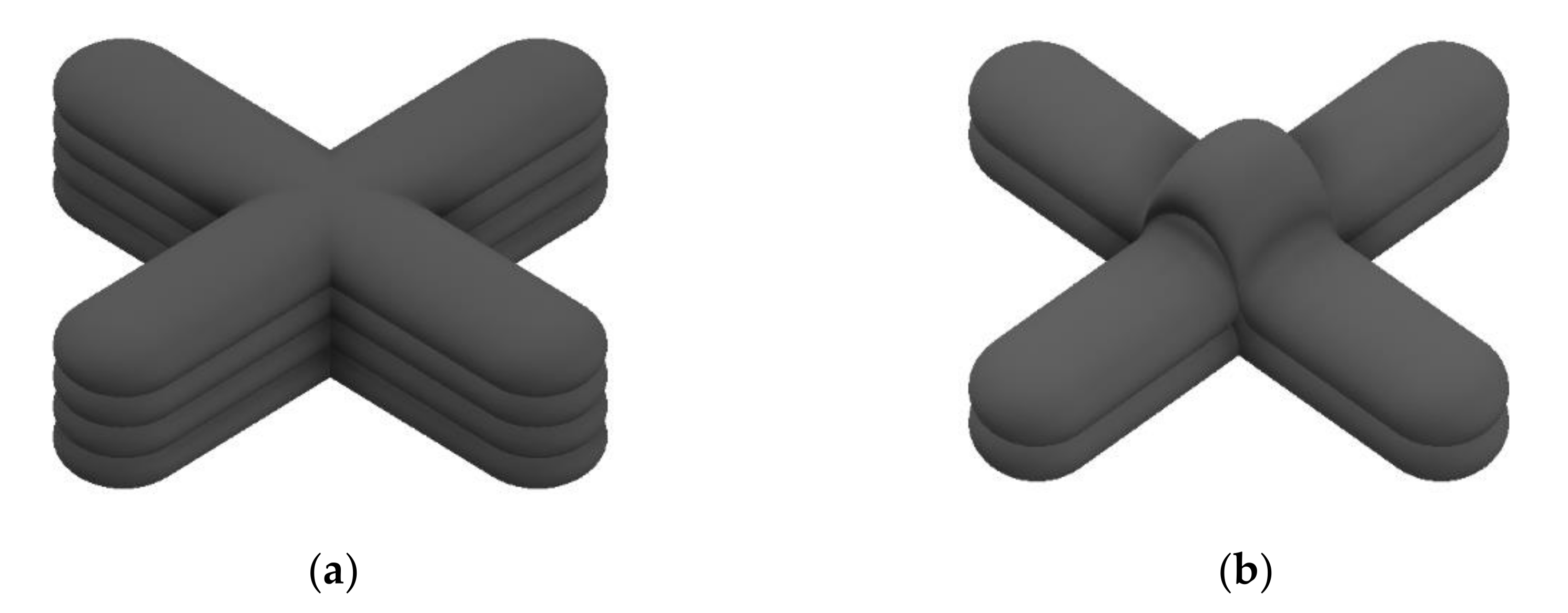
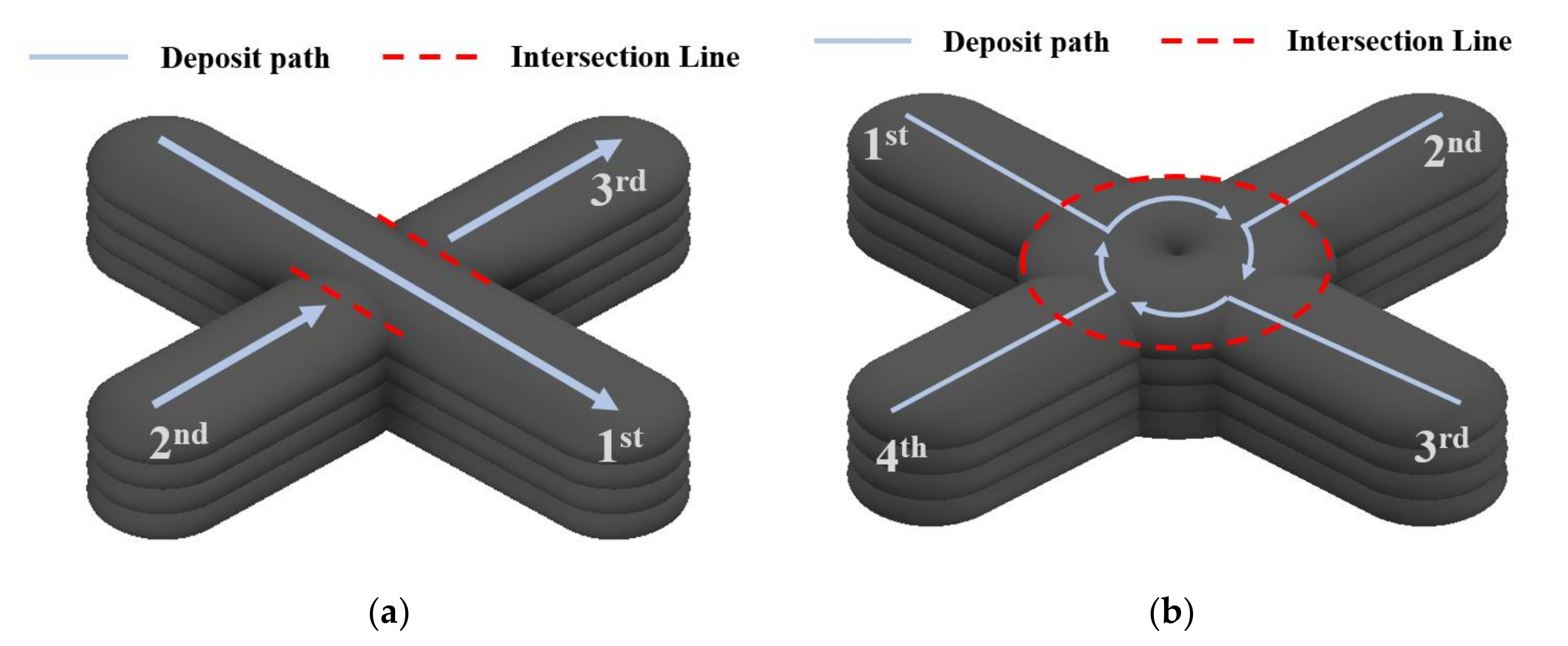
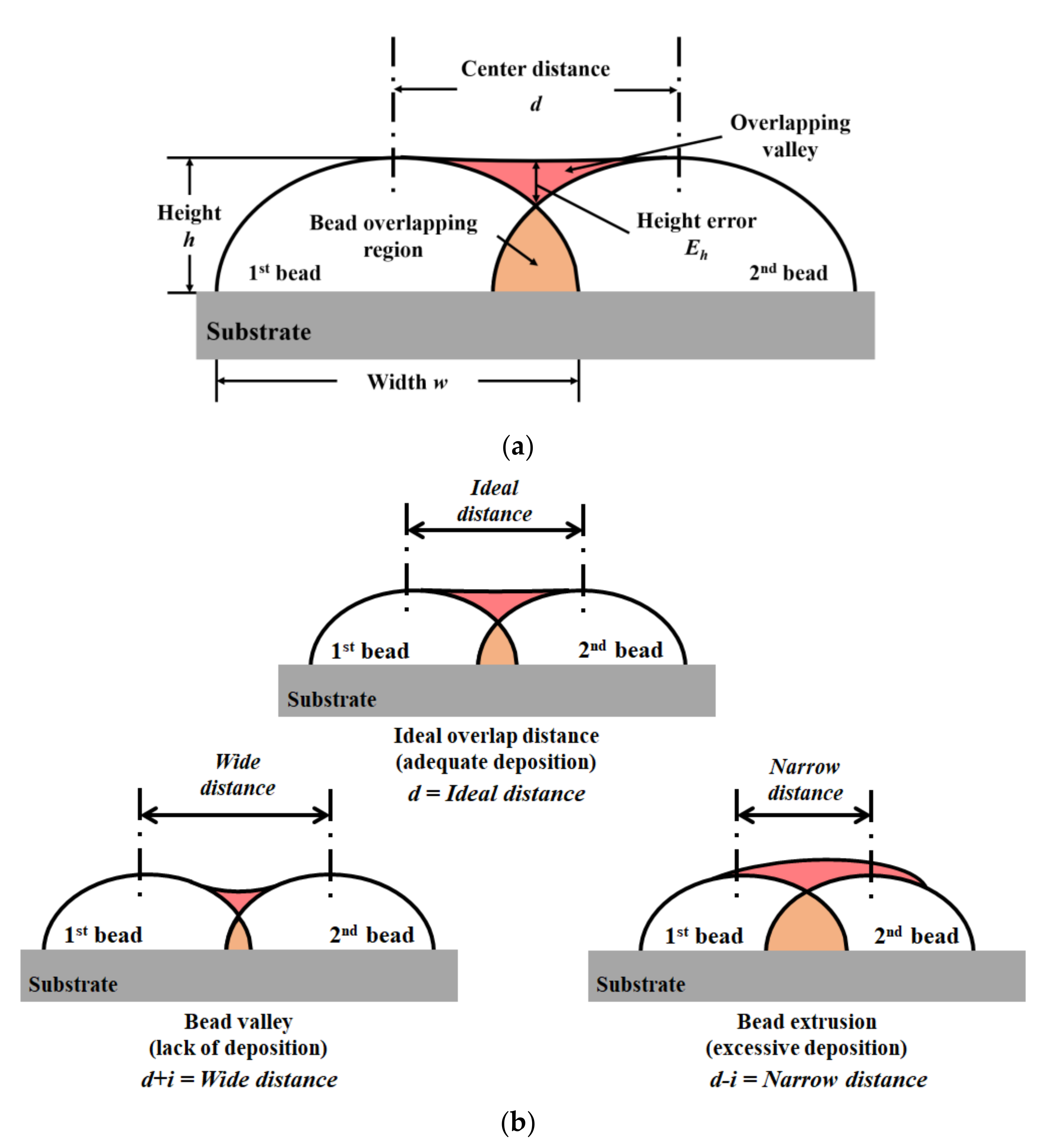
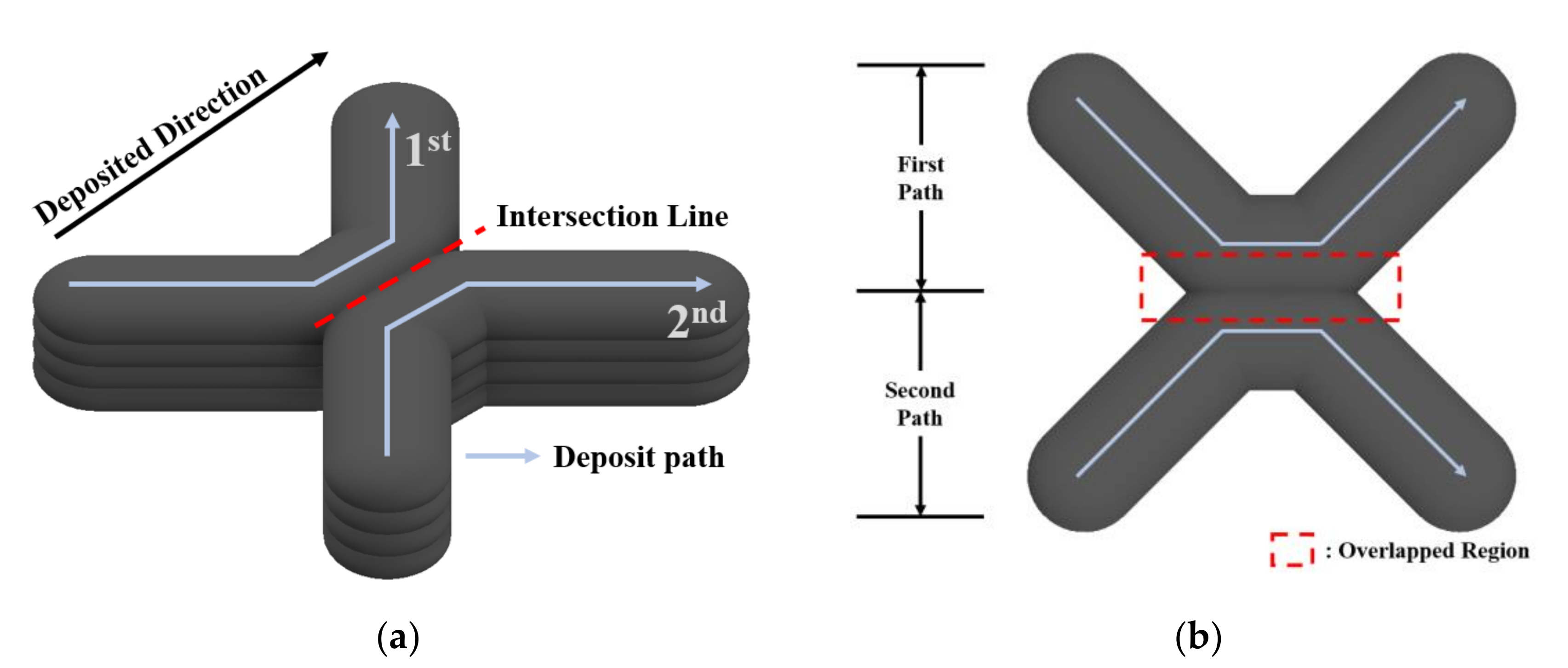
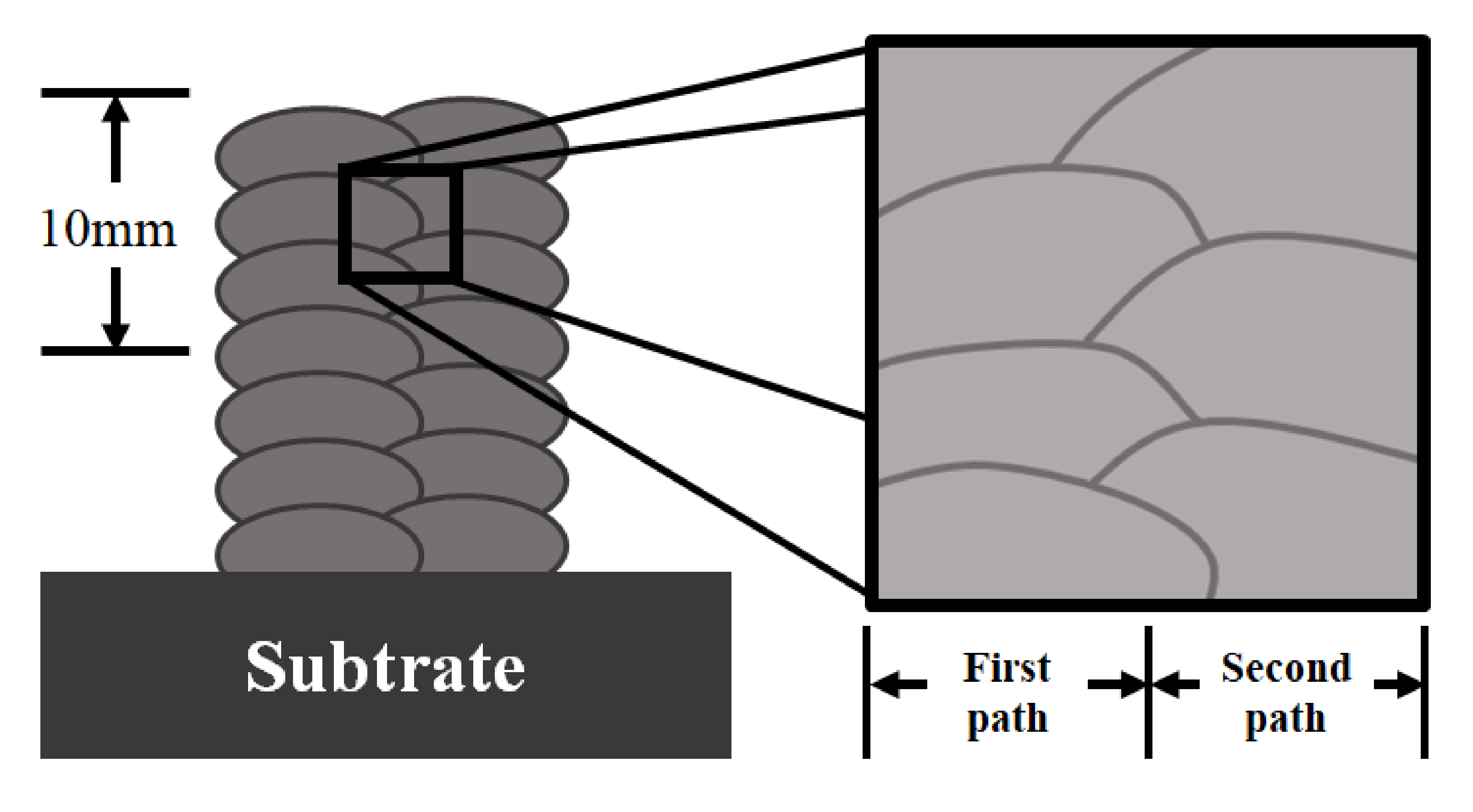
2.1. Problem Statement
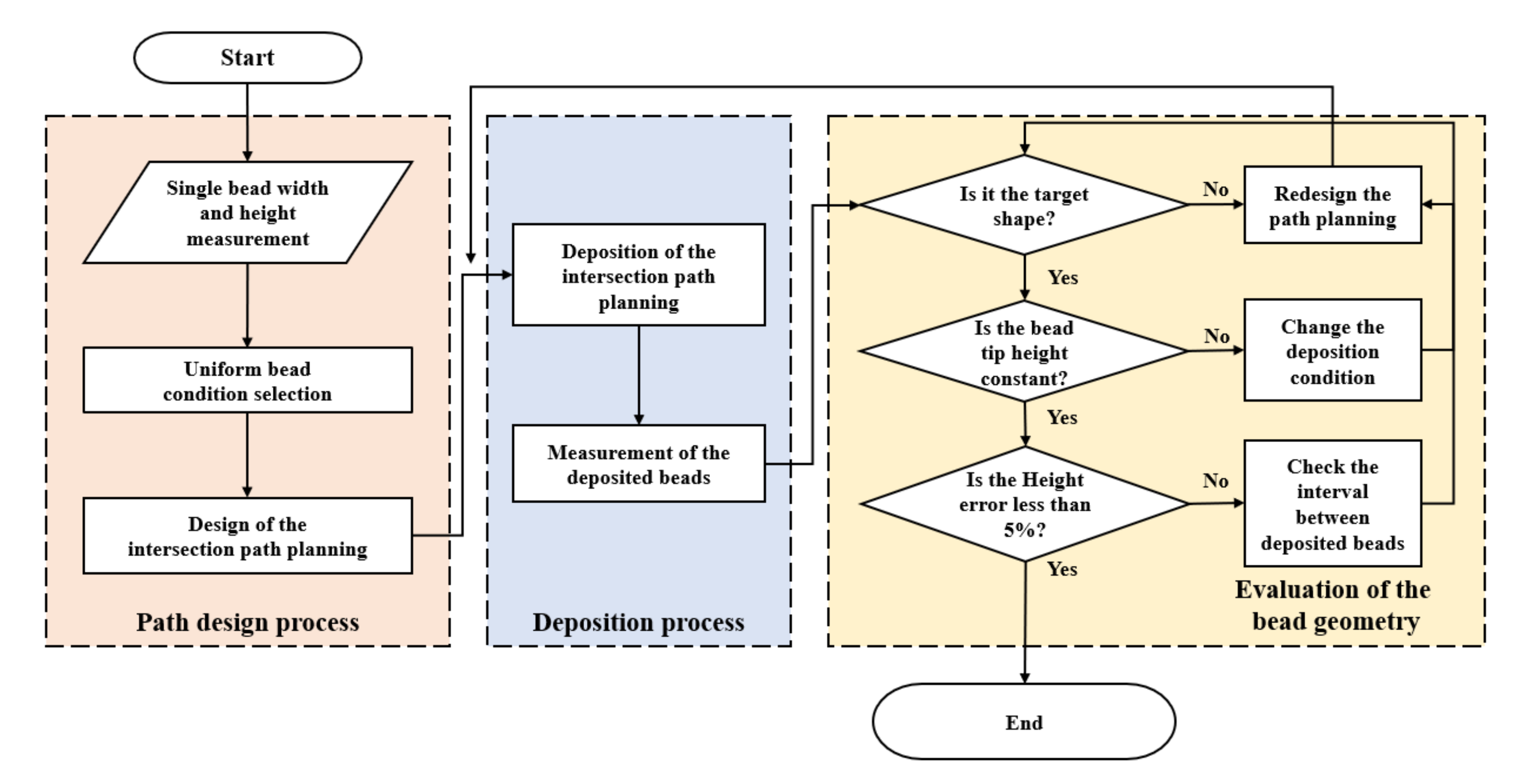
2.2. Suggested Path Planning
3. Materials and Methods
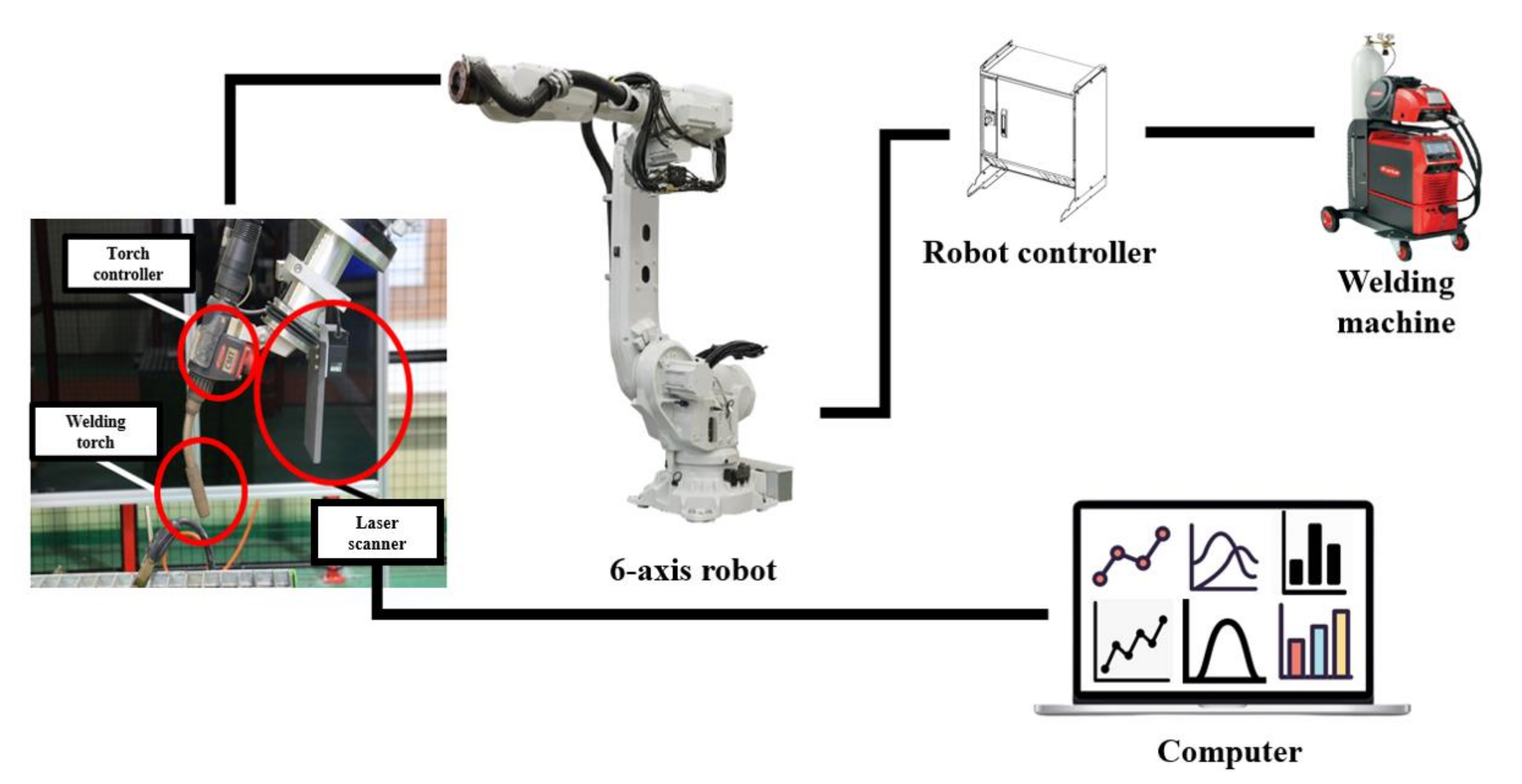
3.1. Experimental Setup
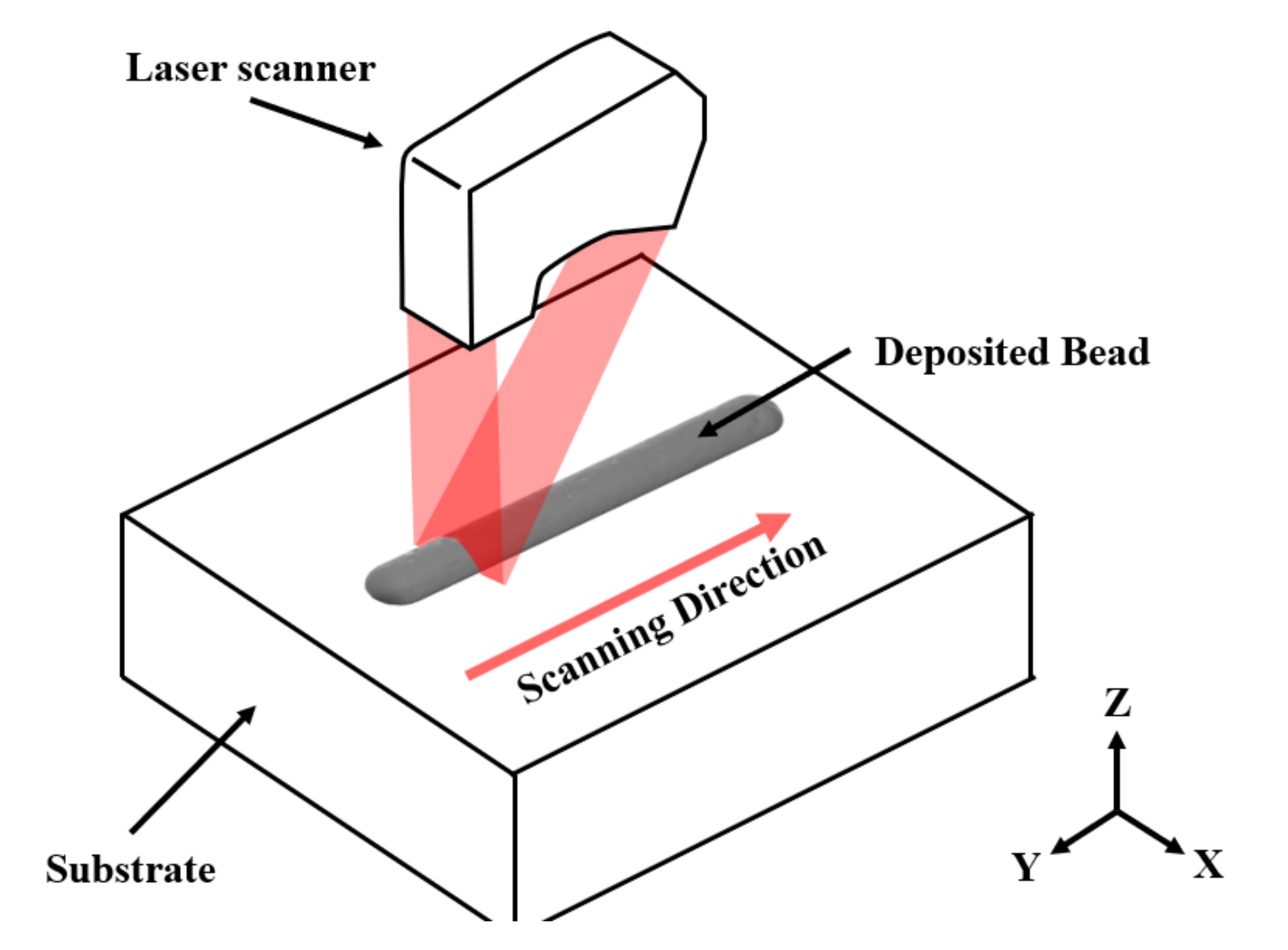
3.2. Measurements
4. Results and Discussion
4.1. Single-Layer Experiments
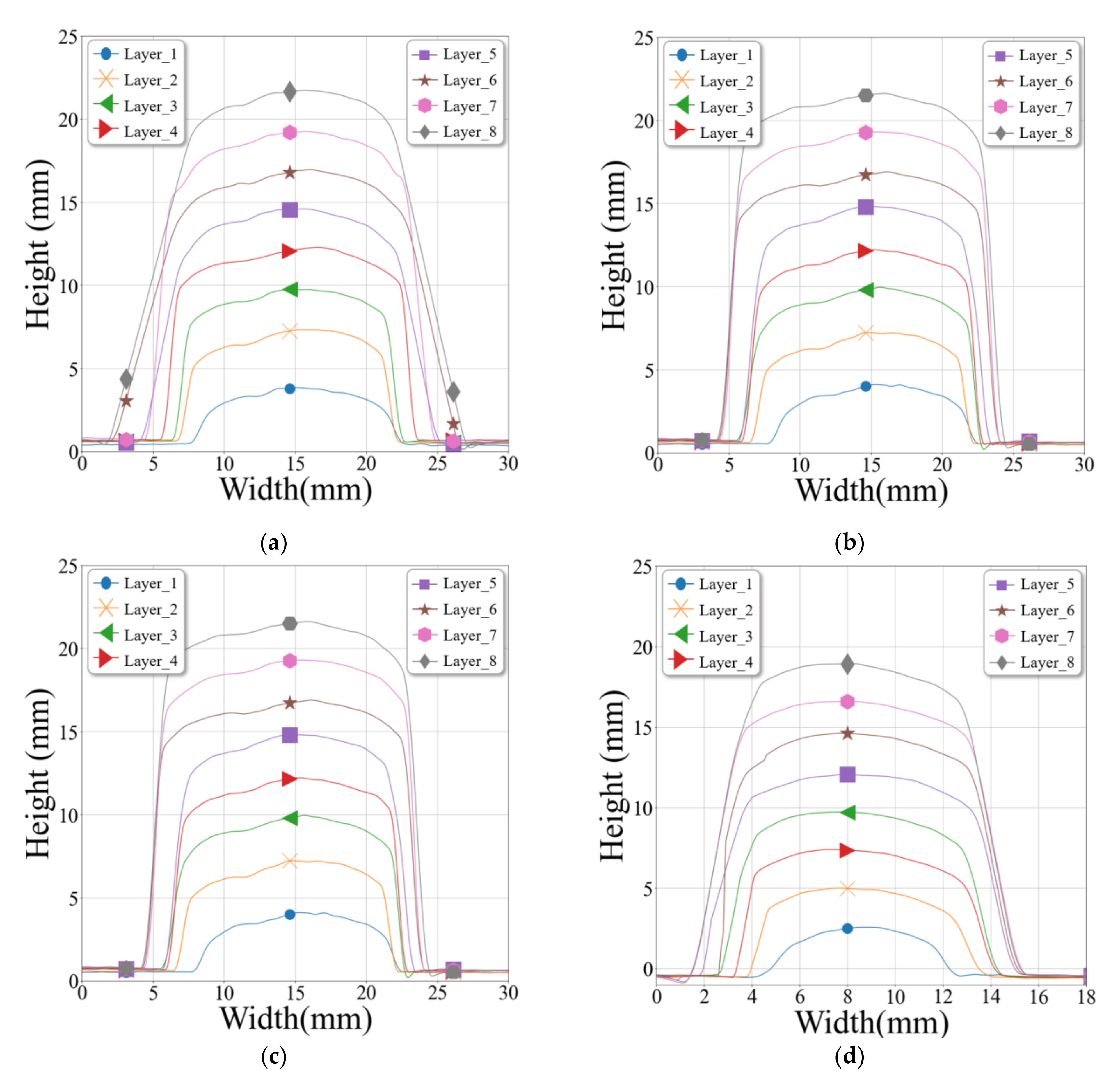
4.2. Multi-Layer Experiments
5. Conclusions
- (1)
- The most important step in the WAAM process is path design, which significantly influences the final quality of the product. Conventional intersection or internal path planning do not significantly contribute to height error or improve internal structural stability, owing to their inefficient design. This study suggests path planning utilizing bead overlap to increase the internal structural stability and reduce the height error.
- (2)
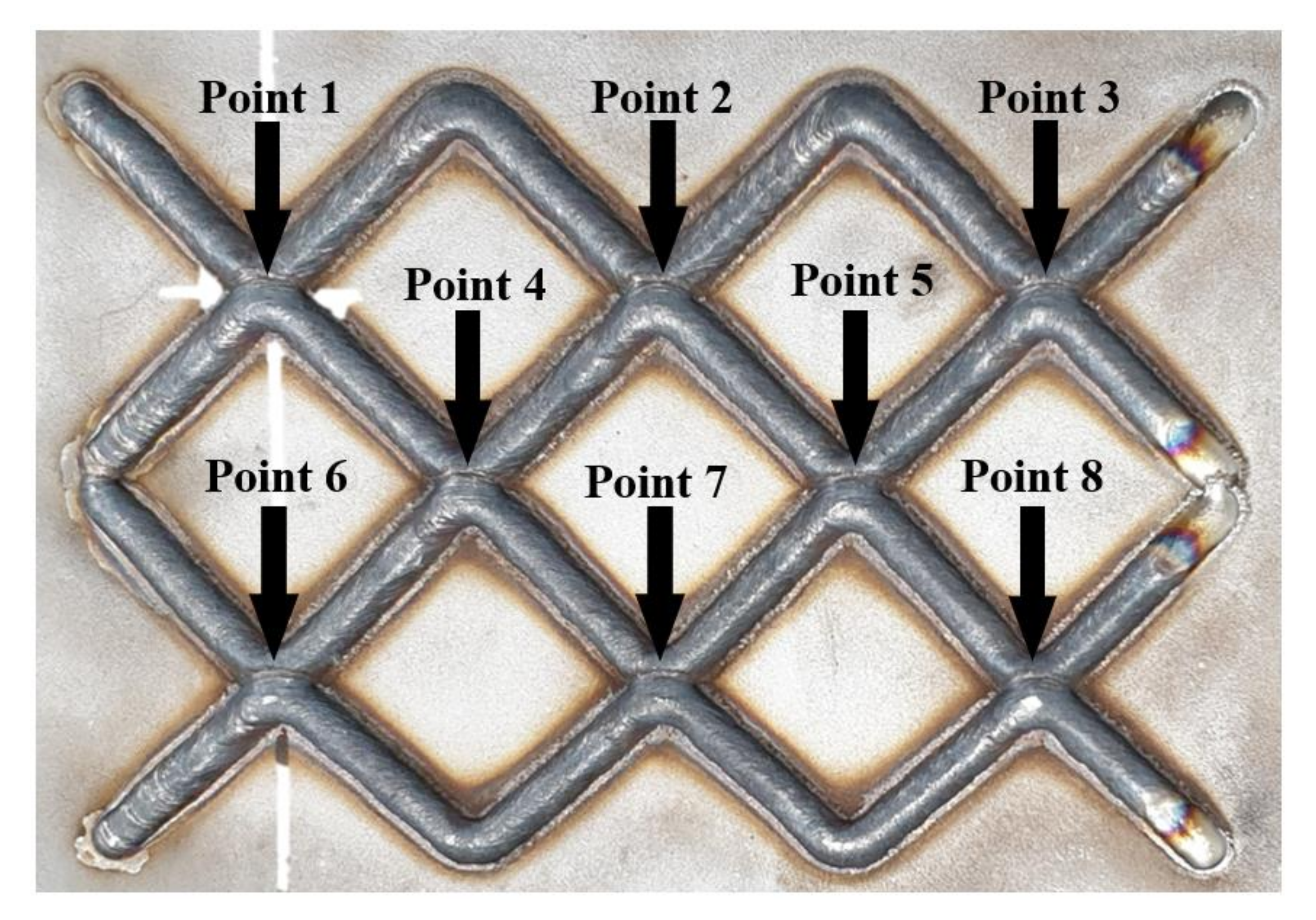
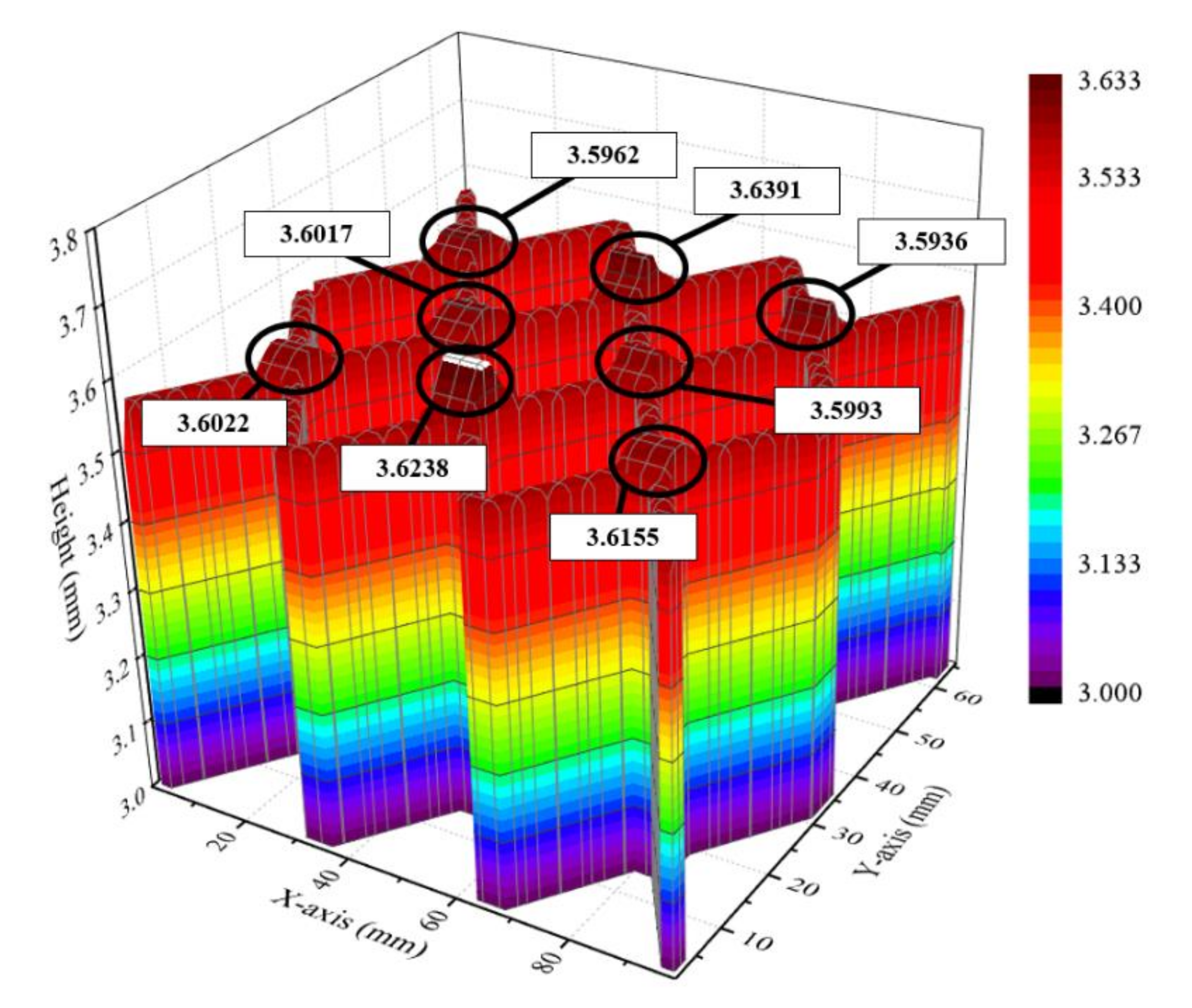
- Parameters to reduce height errors in the intersection were selected using the single-layer experiment, and multi-layer experiments were conducted. In the multi-layer experiment, a laser scanner was used to measure the bead width and height of the intersection, non-intersection, and verify the stability. The height error in the intersection part was 0.8%, and it was absent in the non-intersection at the maximum height.
- (3)
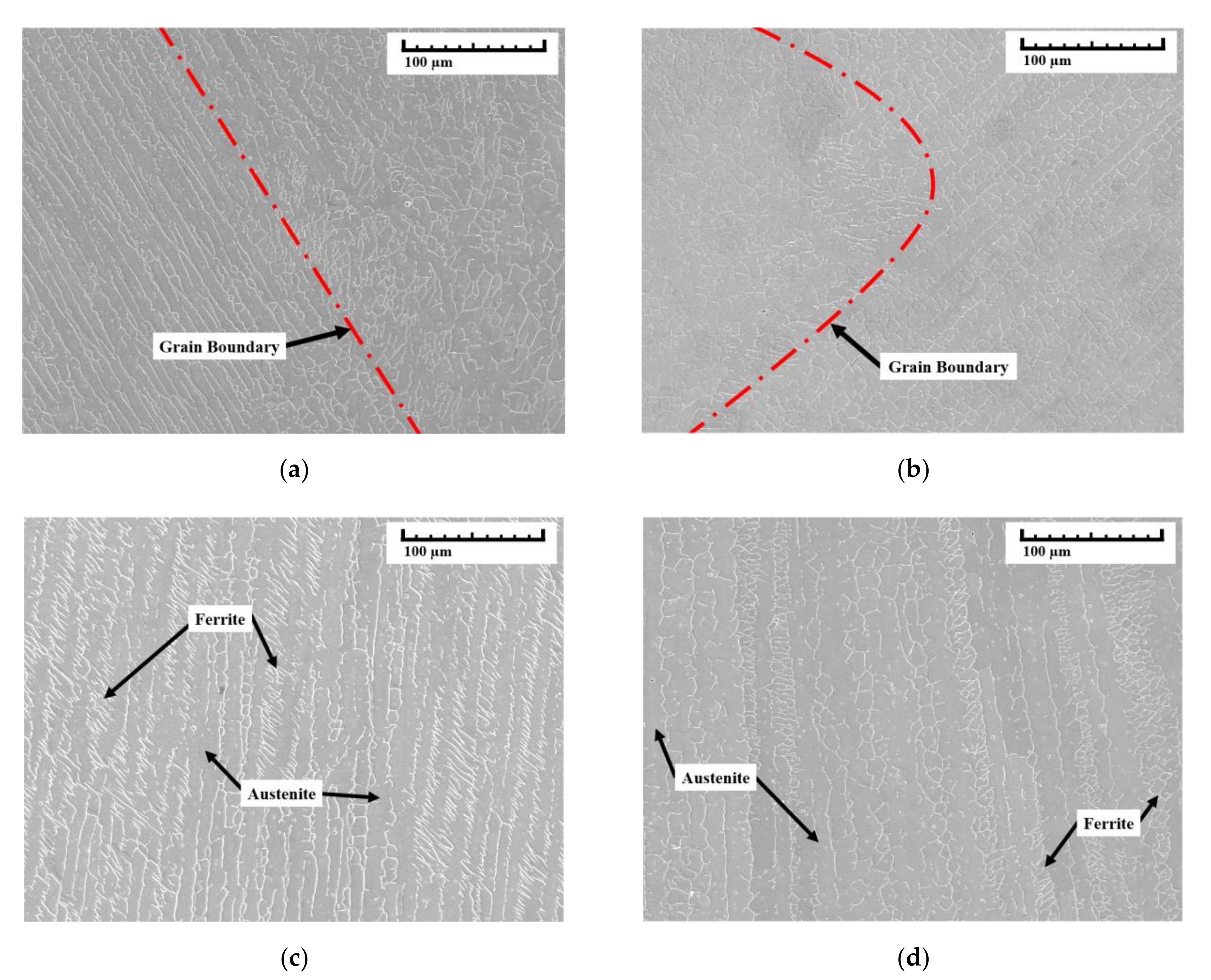
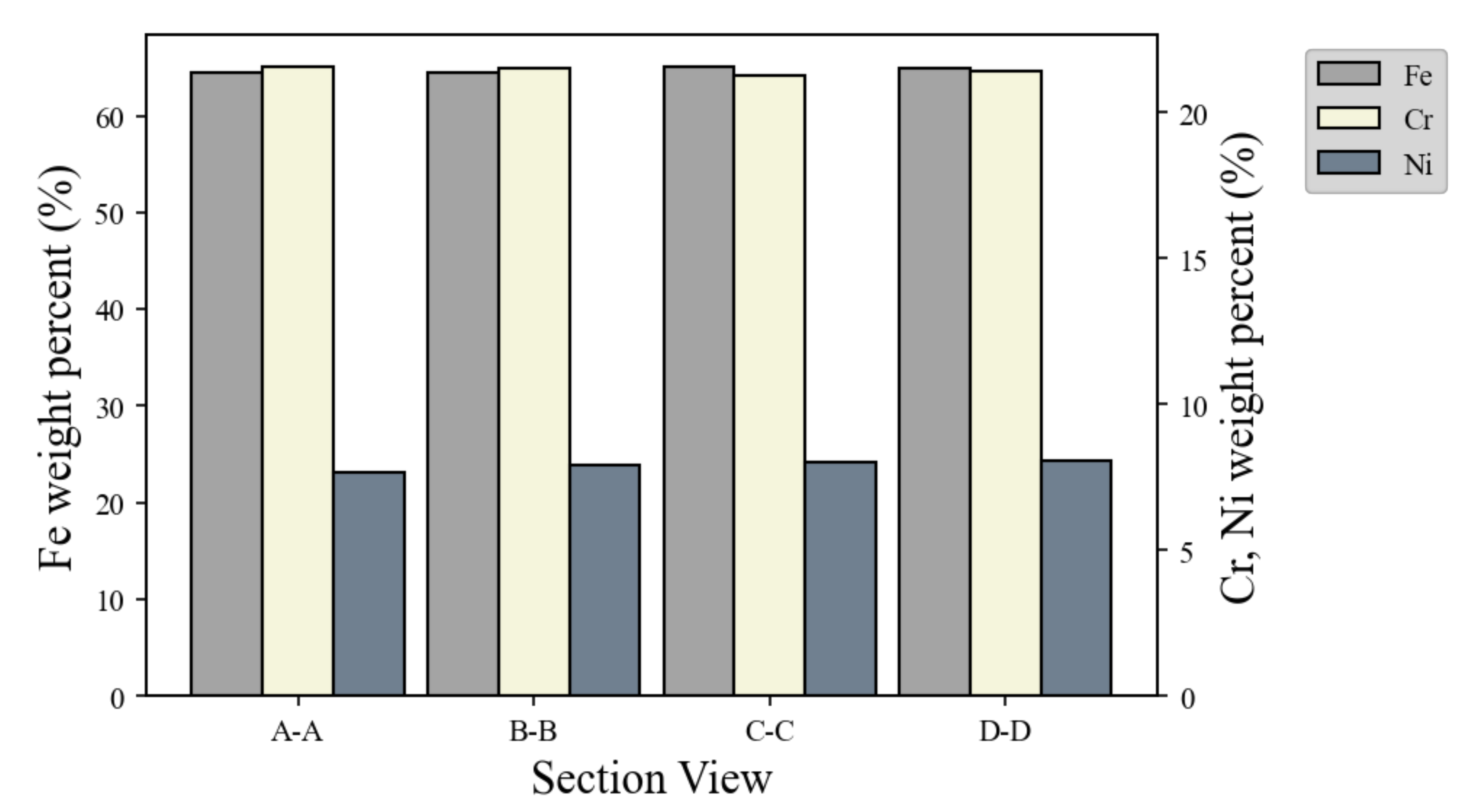
- Specimens were produced to investigate the properties and microstructure of the WAAM products, and hardness changes were observed according to the deposition. According to the results of the component analysis and SEM and the hardness measurement, changes in properties owing to deposition were insignificant.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahn, D.G. Direct metal additive manufacturing processes and their sustainable applications for green technology: A review. Int. J. Precis. Eng. Manuf.- Green Technol. 2016, 3, 381–395. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Suryakumar, S.; Pushpa, V.; Akula, S. Low cost integration of additive and subtractive processes for hybrid layered manufacturing. Robot. Comput. Integr. Manuf. 2010, 26, 490–499. [Google Scholar] [CrossRef]
- Jackson, M.A.; Van Asten, A.; Morrow, J.D.; Min, S.; Pfefferkorn, F.E. A Comparison of Energy Consumption in Wire-based and Powder-based Additive-subtractive Manufacturing. Procedia Manuf. 2016, 5, 989–1005. [Google Scholar] [CrossRef] [Green Version]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; Van Duin, S.; Larkin, N. Bead modelling and implementation of adaptive MAT path in wire and arc additive manufacturing. Robot. Comput. Integr. Manuf. 2016, 39, 32–42. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A tool-path generation strategy for wire and arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2014, 73, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot. Comput. Integr. Manuf. 2015, 31, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Sun, Y.; Han, Q.; Zhang, G.; Horváth, I. Enhanced beads overlapping model for wire and arc additive manu-facturing of multi-layer multi-bead metallic parts. J. Mater. Process. Technol. 2018, 252, 838–848. [Google Scholar] [CrossRef]
- Graf, M.; Hälsig, A.; Höfer, K.; Awiszus, B.; Mayr, P. Thermo-mechanical modelling of wire-arc additive manufacturing (WAAM) of semi-finished products. Metals 2018, 8, 1009. [Google Scholar] [CrossRef] [Green Version]
- Michel, F.; Lockett, H.; Ding, J.; Martina, F.; Marinelli, G.; Williams, S. A modular path planning solution for Wire + Arc Additive Manufacturing. Robot. Comput. Integr. Manuf. 2019, 60, 1–11. [Google Scholar] [CrossRef]
- Ma, G.; Zhao, G.; Li, Z.; Xiao, W. A Path Planning Method for Robotic Wire and Arc Additive Manufacturing of Thin-Walled Structures with Varying Thickness. IOP Conf. Ser. Mater. Sci. Eng. 2018, 2019, 470. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A practical path planning methodology for wire and arc additive manufacturing of thin-walled structures. Robot. Comput. Integr. Manuf. 2015, 34, 8–19. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Su, C.; Wang, Y.; Siddiquee, A.N.; Konovalov, S.; Jayalakshmi, S.; Singh, R.A. Cold Metal Transfer (CMT) Based Wire and Arc Additive Manufacture (WAAM) System. J. Surf. Investig. 2018, 12, 1278–1284. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.; Wang, X.; Ding, J.; Traoré, Y.; Paddea, S.; Williams, S. Crack path selection at the interface of wrought and wire + arc additive manufactured Ti-6Al-4V. Mater. Des. 2016, 104, 365–375. [Google Scholar] [CrossRef] [Green Version]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti-6Al-4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Zhou, X.; Xia, Z.; Gu, X. A survey of welding robot intelligent path optimization. J. Manuf. Process. 2020, 63, 14–23. [Google Scholar] [CrossRef]
- Zhang, C.; Shen, C.; Hua, X.; Li, F.; Zhang, Y.; Zhu, Y. Influence of wire-arc additive manufacturing path planning strategy on the residual stress status in one single buildup layer. Int. J. Adv. Manuf. Technol. 2020, 111, 797–806. [Google Scholar] [CrossRef]
- Kazanas, P.; Deherkar, P.; Almeida, P.; Lockett, H.; Williams, S. Fabrication of geometrical features using wire and arc additive manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1042–1051. [Google Scholar] [CrossRef]
- Venturini, G.; Montevecchi, F.; Scippa, A.; Campatelli, G. Optimization of WAAM Deposition Patterns for T-crossing Features. Procedia CIRP 2016, 55, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Mehnen, J.; Ding, J.; Lockett, H.; Kazanas, P. Design study for wire and arc additive manufacture. Int. J. Prod. Dev. 2014, 19, 2–20. [Google Scholar] [CrossRef]
- Li, R.; Zhang, H.; Dai, F.; Huang, C.; Wang, G. End lateral extension path strategy for intersection in wire and arc additive manufactured 2319 aluminum alloy. Rapid Prototyp. J. 2020, 26, 360–369. [Google Scholar] [CrossRef]
- Venturini, G.; Montevecchi, F.; Bandini, F.; Scippa, A.; Campatelli, G. Feature based three axes computer aided man-ufacturing software for wire arc additive manufacturing dedicated to thin walled components. Addit. Manuf. 2018, 22, 643–657. [Google Scholar]
- Yaseer, A.; Chen, H. Machine learning based layer roughness modeling in robotic additive manufacturing. J. Manuf. Process. 2021, 70, 543–552. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Wu, Z.; Yan, Z. Adaptive process control of wire and arc additive manufacturing for fabricating com-plex-shaped components. Int. J. Adv. Manuf. Technol. 2018, 96, 871–879. [Google Scholar] [CrossRef]
- He, T.; Yu, S.; Shi, Y.; Huang, A. Forming and mechanical properties of wire arc additive manufacture for marine propeller bracket. J. Manuf. Process. 2020, 52, 96–105. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Wire diameter | 1.2 mm |
| Current | 170 A |
| Voltage | 120 V |
| Wire feed speed | 5.1 m/min |
| Travel speed | 5 mm/s |
| Contact tip with distance | 15 mm |
| Shield gas/Flow rate | Ar 99.95%/20 |
| Center distance | 2.25 mm |
| Layer Order | Intersection Part | Non-Intersection Part | ||||
|---|---|---|---|---|---|---|
| A (mm) | D (mm) | Error (%) | B (mm) | C (mm) | Error (%) | |
| 1st | 3.5162 | 3.7089 | 5.2 | 3.1573 | 3.1573 | 0 |
| 2nd | 6.9075 | 6.8437 | 0.9 | 5.7199 | 5.6253 | 1.6 |
| 3rd | 9.3539 | 9.7571 | 4.2 | 8.0564 | 7.9470 | 1.3 |
| 4th | 11.8979 | 11.7252 | 1.4 | 10.2608 | 10.2608 | 0 |
| 5th | 14.1387 | 14.3892 | 1.7 | 12.8170 | 12.7691 | 0.3 |
| 6th | 16.8256 | 16.4218 | 2.4 | 15.5963 | 15.3227 | 1.7 |
| 7th | 18.8024 | 18.8084 | 0.03 | 17.5123 | 17.5016 | 0.06 |
| 8th | 21.5143 | 21.3413 | 0.8 | 19.7510 | 19.7510 | 0 |
| Ref. No. | Materials | Height Error Rate (%) | Remarks |
|---|---|---|---|
| - | Steel (SUS-304) | 0.03~4.2 | Intersection height error |
| [23] | 2319 aluminum alloy | 3.4 | Suggest path strategy |
| [25] | Steel (ER70S-6) | ~5.77 | Prediction bead roughness using machine learning |
| [26] | Aluminum alloy | 75 (reduction compared to before) | Propose adaptive process control scheme (APCS) |
| [27] | metal-type flux-core wire, Q235 steel | 2% (at 50th layer) | Propeller bracket |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, G.-H.; Lee, C.-M.; Kim, D.-H. Investigation of Path Planning to Reduce Height Errors of Intersection Parts in Wire-Arc Additive Manufacturing. Materials 2021, 14, 6477. https://doi.org/10.3390/ma14216477
Song G-H, Lee C-M, Kim D-H. Investigation of Path Planning to Reduce Height Errors of Intersection Parts in Wire-Arc Additive Manufacturing. Materials. 2021; 14(21):6477. https://doi.org/10.3390/ma14216477
Chicago/Turabian StyleSong, Gyeong-Hwan, Choon-Man Lee, and Dong-Hyeon Kim. 2021. "Investigation of Path Planning to Reduce Height Errors of Intersection Parts in Wire-Arc Additive Manufacturing" Materials 14, no. 21: 6477. https://doi.org/10.3390/ma14216477