
Microstructural Variation and a Physical Mechanism Model for a Ti-55511 Alloy during Double-Stage Hot Deformation with Stepped Strain Rates in the β Region

 , , ,
, , ,
Abstract
:1. Introduction
2. Material and Experiments
3. Flow Characteristics and Microstructural Evolution during Double-Stage Hot Forming with Stepped Strain Rates
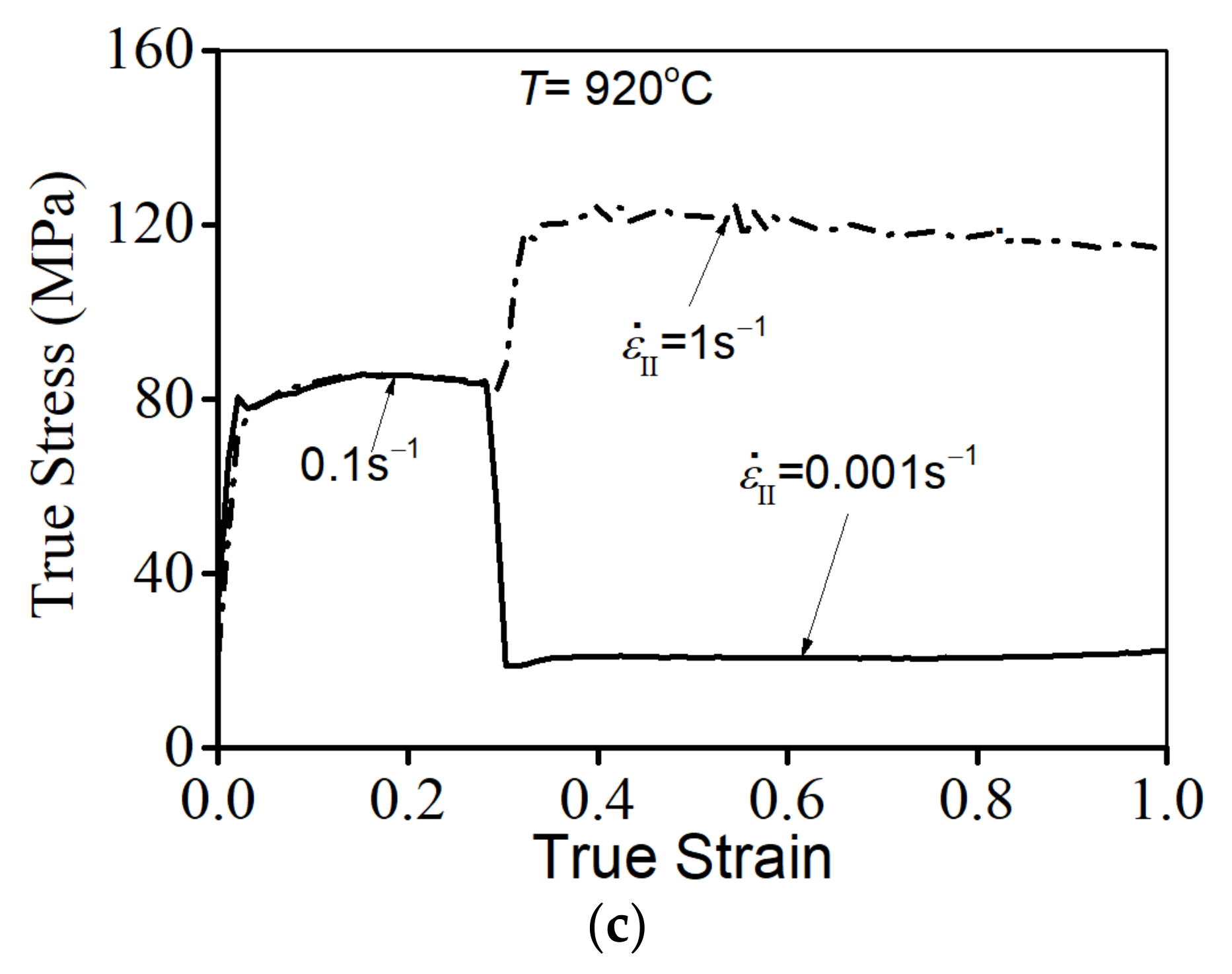
3.1. Flow Characteristics
3.2. Evolution of Microstructures
3.2.1. Evolution of Grain Structures
3.2.2. Evolution of Substructures
3.2.3. Evolution of Misorientation Angles and the DRX Nucleation Mechanism
4. The Physical Mechanism Constitutive Model
4.1. Identification of
4.2. Identification of
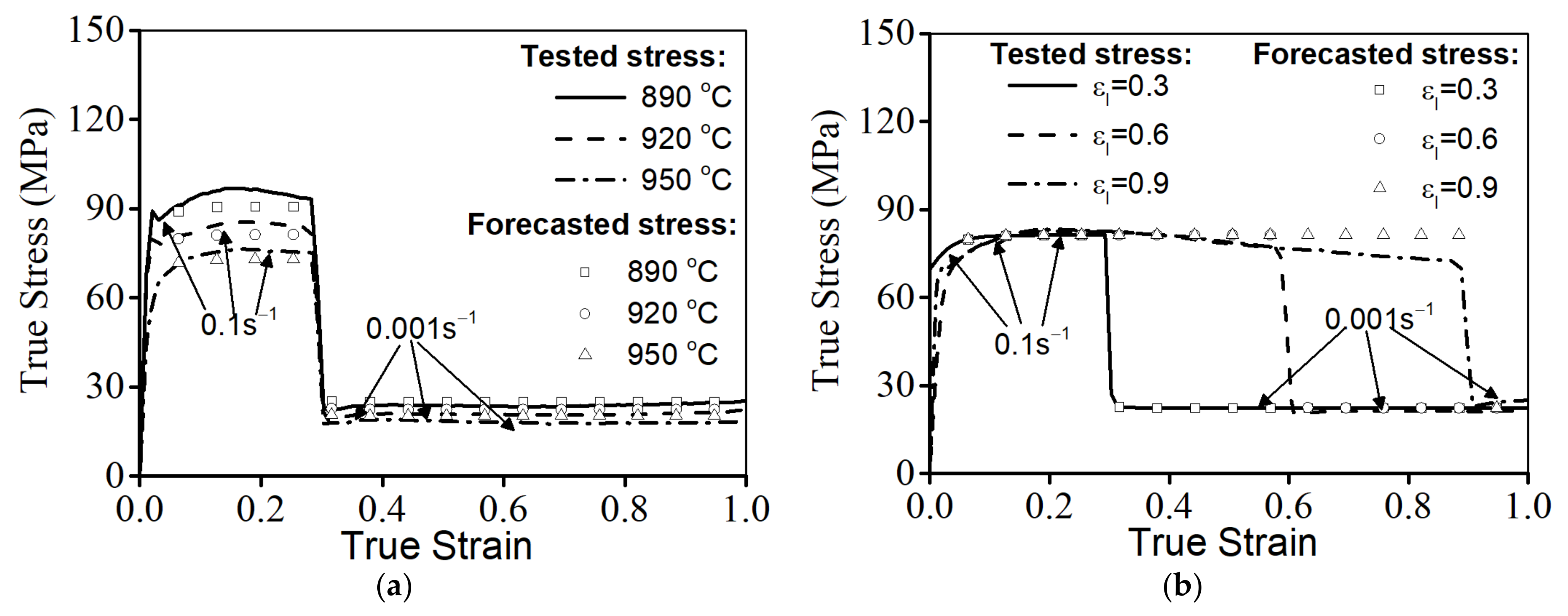
4.3. Verification of Physical Mechanism Constitutive Model
5. Conclusions
- The change mechanism of microstructures is closely influenced by the forming parameters. For a Ti-55511 alloy hot compressed at stepped strain rates, the DRX fraction was substantially increased with an increase in T. However, the DRX fraction noticeably dropped with increasing strain at stage Ι or strain rate at stage Ι/ΙΙ.
- With increases in temperature, the coarsening of subgrains/β grains was simultaneously promoted. However, the mean size of subgrains/β grains was distinctly decreased at a large strain rate at stage Ι/ΙΙ or strain at stage Ι, because the boundary migration of subgrains/β grains was restricted at a short forming duration.
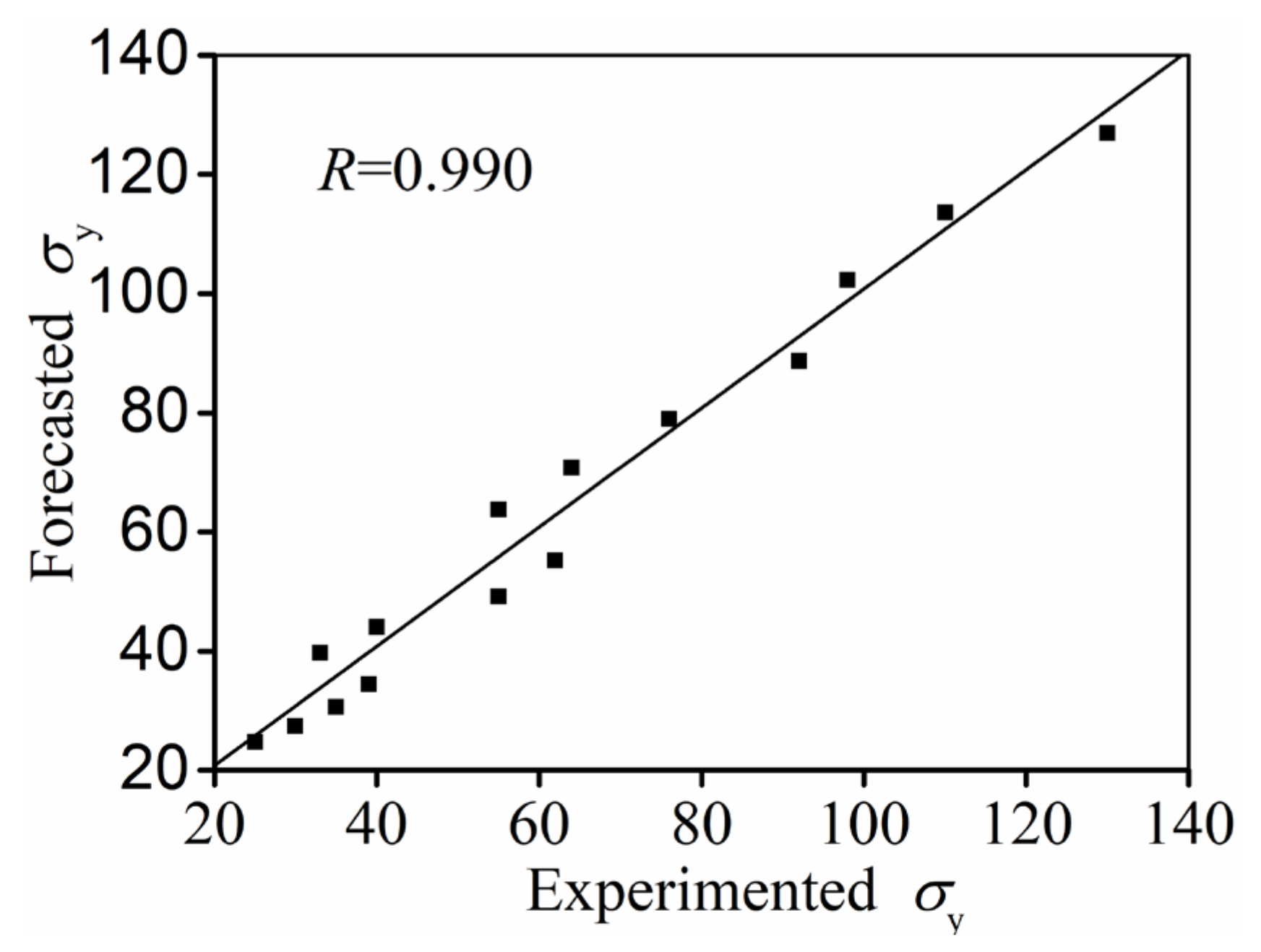
- According to the microstructural changes related to the forming parameters, a physical mechanism-based constitutive model was developed. The relevant coefficients of the predicted stress, grain size, and the DRX fraction and those of the tested results were 0.9945, 0.943, and 0.936, respectively, suggesting the outstanding forecasting capability of the developed model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, Y.C.; Pang, G.D.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, C.; Zhou, K.C. Hot compressive deformation behavior and microstructural evolution of a Ti-55511 alloy with basket-weave microstructures. Vacuum 2019, 169, 108878. [Google Scholar] [CrossRef]
- Balasundar, I.; Ravi, K.R.; Raghu, T. On the high temperature deformation behavior of titanium alloy BT3-1. Mater. Sci. Eng. A 2017, 684, 135–145. [Google Scholar] [CrossRef]
- Wang, Q.W.; Lin, Y.C.; Jiang, Y.Q.; Liu, X.G.; Zhang, X.Y.; Chen, D.D.; Chen, C.; Zhou, K.C. Precipitation behavior of a β-quenched Ti-5Al-5Mo-5V-1Cr-1Fe alloy during high-temperature compression. Mater. Charact. 2019, 151, 358–367. [Google Scholar] [CrossRef]
- Kar, S.K.; Ghosh, A.; Fulzele, N.; Bhattacharjee, A. Quantitative microstructural characterization of a near beta Ti alloy Ti-5553 under different processing conditions. Mater. Charact. 2013, 81, 37–48. [Google Scholar] [CrossRef]
- Zhu, S.P.; Liu, Q.; Peng, W.; Zhang, X.C. Computational-experimental approaches for fatigue reliability assessment of turbine bladed disks. Int. J. Mech. Sci. 2018, 142–143, 502–517. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Y. Tension behavior of Ti–6.6Al–3.3Mo–1.8Zr–0.29Si alloy over a wide range of strain rates. Mater. Lett. 2014, 124, 113–116. [Google Scholar] [CrossRef]
- Fan, J.K.; Kou, H.C.; Lai, M.J.; Tang, B.; Chang, H.; Li, J.S. Characterization of hot deformation behavior of a new near beta titanium alloy: Ti-7333. Mater. Des. 2013, 49, 945–952. [Google Scholar] [CrossRef]
- Liang, H.Q.; Guo, H.Z. The integrated influence on hot deformation of dual-phase titanium alloys incorporating dynamic recrystallization evolution and α/β phase transformation. Mater. Lett. 2015, 151, 57–60. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhao, C.Y.; Chen, M.S.; Chen, D.D. A novel constitutive model for hot deformation behaviors of Ti-6Al-4V alloy based on probabilistic method. Appl. Phys. A 2016, 122, 716. [Google Scholar] [CrossRef]
- Sen, M.; Suman, S.; Banerjee, T.; Bhattacharjee, A.; Kar, S.K. Tensile deformation mechanism and failure mode of different microstructures in Ti-5Al-5Mo-5V-3Cr alloy. Mater. Sci. Eng. A 2019, 753, 156–167. [Google Scholar] [CrossRef]
- Sun, Y.; Feng, X.Y.; Hu, L.X.; Zhang, H.; Zhang, H.Z. Characterization on hot deformation behavior of Ti-22Al-25Nb alloy using a combination of 3D processing maps and finite element simulation method. J. Alloy. Compd. 2018, 753, 256–271. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M.; Morakabati, M.; Akhondzadeh, A. Yield point phenomena in TIMETAL 125 beta Ti alloy. Mater. Sci. Eng. A 2015, 643, 142–148. [Google Scholar] [CrossRef]
- Kotkunde, N.; Krishna, G.; Shenoy, S.K.; Gupta, A.K.; Singh, S.K. Experimental and theoretical investigation of forming limit diagram for Ti-6Al-4 V alloy at warm condition. Int. J. Mater. Form. 2017, 10, 255–266. [Google Scholar] [CrossRef]
- Quan, G.Z.; Pu, S.A.; Wen, H.R.; Zou, Z.Y.; Zhou, J. Quantitative analysis of dynamic softening behaviors induced by dynamic recrystallization for Ti-10V-2Fe-2Al alloy. High Temp. Mater. Process. 2015, 34, 549–561. [Google Scholar] [CrossRef]
- Wang, K.L.; Lu, S.Q.; Dong, X.J.; Li, X. Deformation Behavior of Ti-5.6Al-4.8Sn-2.0Zr-1.0Mo-0.35Si-0.85Nd Alloy in β/Quasi-β Forging Process. J. Iron Steel Res. Int. 2016, 23, 1297–1302. [Google Scholar] [CrossRef]
- Ai, Y.; Zhu, S.; Liao, D.; Correia, J.A.F.O.; De Jesus, A.M.P.; Keshtegar, B. Probabilistic modelling of notch fatigue and size effect of components using highly stressed volume approach. Int. J. Fatigue 2019, 127, 110–119. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Morgan, J.T.; Malas, J.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot deformation mechanisms in ELI Grade Ti–6Al–4V. Scr. Mater. 1999, 41, 283–288. [Google Scholar] [CrossRef]
- Momeni, A.; Abbasi, S.M.; Sadeghpour, S. A comparative study on the hot deformation behavior of Ti-5Al-5Mo-5V-3Cr and newly developed Ti-4Al-7Mo-3V-3Cr alloys. Vacuum 2019, 161, 410–418. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, K.H.; Huang, K.; Liu, G. Recrystallization behavior during hot tensile deformation of TA15 titanium alloy sheet with substantial prior deformed substructures. Mater. Charact. 2019, 151, 429–435. [Google Scholar] [CrossRef]
- Foul, A.; Aranas, C., Jr.; Guo, B.Q.; Jonas, J.J. Dynamic transformation of α→β titanium at temperatures below the β-transus in commercially pure titanium. Mater. Sci. Eng. A 2018, 722, 156–159. [Google Scholar] [CrossRef]
- Wu, C.; Huang, L.; Li, C.M. Experimental investigation on dynamic phase transformation and texture evolution of Ti55531 high strength titanium alloy during hot compression in the α + β region. Mater. Sci. Eng. A 2020, 773, 138851. [Google Scholar] [CrossRef]
- Kumar, V.A.; Murty, S.V.S.N.; Gupta, R.K.; Rao, A.G.; Prasad, M.J.N.V. Effect of boron on microstructure evolution and hot tensile deformation behavior of Ti-5Al-5V-5Mo-1Cr-1Fe alloy. J. Alloy. Compd. 2020, 831, 154672. [Google Scholar] [CrossRef]
- Luo, J.; Ye, P.; Han, W.C.; Li, M.Q. Collaborative behavior in α lamellae and β phase evolution and its effect on the globularization of TC17 alloy. Mater. Des. 2018, 146, 152–162. [Google Scholar] [CrossRef]
- Li, J.L.; Wang, B.Y.; Huang, H.; Fang, S.; Chen, P.; Shen, J.X. Unified modelling of the flow behavior and softening mechanism of a TC6 titanium alloy during hot deformation. J. Alloy. Compd. 2018, 748, 1031–1043. [Google Scholar] [CrossRef]
- Matsumoto, H.; Kitamura, M.; Li, Y.; Koizumi, Y.; Chiba, A. Hot forging characteristic of Ti–5Al–5V–5Mo–3Cr alloy with single metastable β microstructure. Mater. Sci. Eng. A 2014, 611, 337–344. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Xie, B.C.; Liang, H.Q.; Li, H.; Yang, X.M.; Guo, H.Z. Dynamic softening behavior of TC18 titanium alloy during hot deformation. Mater. Des. 2015, 71, 68–77. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; Pang, G.D.; Jiang, X.Y.; He, D.G. Hot tensile deformation mechanism and dynamic softening behavior of Ti-6Al-4V alloy with thick lamellar microstructures. Adv. Eng. Mater. 2020, 22, 1901193. [Google Scholar] [CrossRef]
- Jiang, Y.; Lin, Y.C.; Jiang, X.; He, D.; Zhang, X.; Kotkunde, N. Hot tensile properties, microstructure evolution and fracture mechanisms of Ti-6Al-4V alloy with initial coarse equiaxed phases. Mater. Charact. 2020, 163, 110272. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Momeni, A.; Lin, Y.C.; Jafarian, H.R. Dynamic softening mechanism in Ti-13V-11Cr-3Al beta Ti alloy during hot compressive deformation. Mater. Sci. Eng. A 2016, 665, 154–160. [Google Scholar] [CrossRef]
- Tan, K.; Li, J.; Guan, Z.; Yang, J.; Shu, J. The identification of dynamic recrystallization and constitutive modeling during hot deformation of Ti55511 titanium alloy. Mater. Des. 2015, 84, 204–211. [Google Scholar] [CrossRef]
- Wu, K.; Liu, C.Q.; Hu, B.F.; Wang, C.Y.; Zhang, Y.W.; Tao, Y.; Liu, J.T. Effect of processing parameters on hot compressive deformation behavior of a new Ni-Cr-Co based P/M superalloy. Mater. Sci. Eng. A 2011, 528, 4620–4629. [Google Scholar] [CrossRef]
- Long, J.C.; Xia, Q.X.; Xiao, G.F.; Qin, Y.; Yuan, S. Flow characterization of magnesium alloy ZK61 during hot deformation with improved constitutive equations and using activation energy maps. Int. J. Mech. Sci. 2021, 191, 106069. [Google Scholar] [CrossRef]
- Wen, D.X.; Yue, T.Y.; Xiong, Y.B.; Wang, K.; Wang, J.K.; Zheng, Z.Z.; Li, J.J. High-temperature tensile characteristics and constitutive models of ultrahigh strength steel. Mater. Sci. Eng. A 2021, 803, 140491. [Google Scholar] [CrossRef]
- Xu, W.C.; Jin, X.Z.; Xiong, W.D.; Zeng, X.Q.; Shan, D.B. Study on hot deformation behavior and workability of squeeze-cast 20 vol% SiCw/6061Al composites using processing map. Mater. Charact. 2018, 135, 154–166. [Google Scholar] [CrossRef]
- He, X.M.; Yu, Z.Q.; Liu, G.M.; Wang, W.G.; Lai, X.M. Mathematical modeling for high temperature flow behavior of as-cast Ti–45Al–8.5Nb–(W, B, Y) alloy. Mater. Des. 2009, 30, 166–169. [Google Scholar] [CrossRef]
- Hajari, A.; Morakabati, M.; Abbasi, S.M.; Badri, H. Constitutive modeling for high-temperature flow behavior of Ti-6242S alloy. Mater. Sci. Eng. A 2017, 681, 4620–4629. [Google Scholar] [CrossRef]
- Bodunrin, M.O. Flow stress prediction using hyperbolic-sine Arrhenius constants optimised by simple generalised reduced gradient refinement. J. Mater. Res. Technol. 2020, 9, 2376–2386. [Google Scholar] [CrossRef]
- Long, S.; Xia, Y.; Wang, P.; Zhou, Y.; Gong-ye, F.; Zhou, J.; Zhang, J.; Cui, M. Constitutive modelling, dynamic globularization behavior and processing map for Ti-6Cr-5Mo-5V-4Al alloy during hot deformation. J. Alloy. Compd. 2019, 796, 65–76. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. Constitutive modeling and fracture behavior of a biomedical Ti–13Nb-13Zr alloy. Mater. Sci. Eng. A 2017, 700, 82–91. [Google Scholar] [CrossRef]
- Lin, Y.C.; Huang, J.; Li, H.B.; Chen, D.D. Phase transformation and constitutive models of a hot compressed TC18 titanium alloy in the α + β regime. Vacuum 2018, 157, 83–91. [Google Scholar] [CrossRef]
- Peng, W.W.; Zeng, W.D.; Wang, Q.J.; Yu, H.Q. Comparative study on constitutive relationship of as-cast Ti60 titanium alloy during hot deformation based on Arrhenius-type and artificial neural network models. Mater. Des. 2013, 51, 95–104. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Pourcelot, T.; Aksenov, S.; Kwame, J.; Portnoy, V. Modelling of the superplastic deformation of the Near-α titanium alloy (Ti-2.5Al-1.8Mn) using arrhenius-type constitutive model and artificial neural network. Metals 2017, 7, 568. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Narayana, P.L.; Reddy, N.S.; Choi, S.; Yeom, J.; Hong, J.; Park, C.H. Modeling hot deformation behavior of low-cost Ti-2Al-9.2Mo-2Fe beta titanium alloy using a deep neural network. J. Mater. Sci. Technol. 2019, 35, 907–916. [Google Scholar] [CrossRef]
- Sun, Y.; Zeng, W.D.; Zhao, Y.Q.; Zhang, X.M.; Shu, Y.; Zhou, Y.G. Modeling constitutive relationship of Ti40 alloy using artificial neural network. Mater. Des. 2011, 32, 1537–1541. [Google Scholar] [CrossRef]
- Zhao, J.; Ding, H.; Zhao, W.; Huang, M.; Wei, D.; Jiang, Z. Modelling of the hot deformation behaviour of a titanium alloy using constitutive equations and artificial neural network. Comp. Mater. Sci. 2014, 92, 47–56. [Google Scholar] [CrossRef]
- Bobbili, R.; Ramudu, B.V.; Madhu, V. A physically-based constitutive model for hot deformation of Ti-10-2-3 alloy. J. Alloy. Compd. 2017, 696, 295–303. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Lin, Y.C.; Wang, G.Q.; Pang, G.D.; Chen, M.S.; Huang, Z.C. Microstructure evolution and a unified constitutive model for a Ti-55511 alloy deformed in β region. J. Alloy. Compd. 2021, 870, 159534. [Google Scholar] [CrossRef]
- López, J.G.; Verleysen, P. Simulation of the plastic response of Ti-6Al-4V thin sheet under different loading conditions using the viscoplastic self-consistent model. Mater. Sci. Eng. A 2018, 712, 1–11. [Google Scholar] [CrossRef]
- Sun, Z.C.; Yang, H.; Han, G.J.; Fan, X.G. A numerical model based on internal-state- variable method for the microstructure evolution during hot–working process of TA15 titanium alloy. Mater. Sci. Eng. A 2010, 527, 3464–3471. [Google Scholar] [CrossRef]
- Fan, X.G.; Yang, H. Internal-state-variable based self-consistent constitutive modeling for hot working of two-phase titanium alloys coupling microstructure evolution. Int. J. Plast. 2011, 27, 1833–1852. [Google Scholar] [CrossRef]
- Xiao, J.; Cui, H.; Zhang, H.; Wen, W.; Zhou, J. A physical-based constitutive model considering the motion of dislocation for Ni3Al-base superalloy. Mater. Sci. Eng. A 2020, 772, 138631. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Lin, Y.C.; Pang, G.D.; He, D.G.; Kotkunde, N. Constitutive model and processing maps for a Ti-55511 alloy in β region. Adv. Eng. Mater. 2020, 22, 1900930. [Google Scholar] [CrossRef]
- Xiao, Y.W.; Lin, Y.C.; Jiang, Y.Q.; Zhang, X.Y.; Pang, G.D.; Wang, D.; Zhou, K.C. A dislocation density-based model and processing maps of Ti-55511 alloy with bimodal microstructures during hot compression in α + β region. Mater. Sci. Eng. A 2020, 790, 139692. [Google Scholar] [CrossRef]
- Yasmeen, T.; Shao, Z.T.; Zhao, L.; Gao, P.; Lin, J.G.; Jiang, J. Constitutive modeling for the simulation of the superplastic forming of TA15 titanium alloy. Int. J. Mech. Sci. 2019, 164, 105178. [Google Scholar] [CrossRef]
- Cheng, L.; Xue, X.Y.; Tang, B.; Kou, H.C.; Li, J.S. Flow characteristics and constitutive modeling for elevated temperature deformation of a high Nb containing TiAl alloy. Intermetallics 2014, 49, 23–28. [Google Scholar] [CrossRef]
- Buzolin, R.H.; Lasnik, M.; Krumphals, A.; Poletti, M.C. A dislocation-based model for the microstructure evolution and the flow stress of a Ti5553 alloy. Int. J. Plast. 2021, 136, 102862. [Google Scholar] [CrossRef]
- Mehtonen, S.V.; Karjalainen, L.P.; Porter, D.A. Hot deformation behavior and microstructure evolution of a stabilized high-Cr ferritic stainless steel. Mater. Sci. Eng. A 2013, 571, 1–12. [Google Scholar] [CrossRef]
- Barezban, M.H.; Mirzadeh, H.; Roumina, R.; Mahmudi, R. Constitutive analysis of wrought Mg-Gd magnesium alloys during hot compression at elevated temperatures. J. Alloy. Compd. 2019, 791, 1200–1206. [Google Scholar] [CrossRef]
- Saboori, A.; Abdi, A.; Fatemi, S.A.; Marchese, G.; Biamino, S.; Mirzadeh, H. Hot deformation behavior and flow stress modeling of Ti–6Al–4V alloy produced via electron beam melting additive manufacturing technology in single β-phase field. Mater. Sci. Eng. A 2020, 792, 139822. [Google Scholar] [CrossRef]
- Velay, V.; Matsumoto, H.; Vidal, V.; Chiba, A. Behavior modeling and microstructural evolutions of Ti–6Al–4V alloy under hot forming conditions. Int. J. Mech. Sci. 2016, 108–109, 1–13. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Parameter | Value | Material Parameter | Value |
|---|---|---|---|
| 4.1797 | 0.7313 | ||
| −0.2843 | 0.0137 | ||
| 6.4278 | 2.0210 | ||
| 2.3866 | 9.1687 | ||
| −0.4468 | 6.0877 | ||
| 0.7803 | −1.4294 | ||
| 0.0072 | −2.6513 | ||
| 0.9906 | 0.5733 | ||
| 47.0321 | 0.1418 | ||
| −0.1259 | 0.0045 | ||
| 0.04718 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, D.-G.; Su, G.; Lin, Y.-C.; Jiang, Y.-Q.; Li, Z.; Chen, Z.-J.; Yan, X.-T.; Xia, Y.-C.; Xie, Y.-C. Microstructural Variation and a Physical Mechanism Model for a Ti-55511 Alloy during Double-Stage Hot Deformation with Stepped Strain Rates in the β Region. Materials 2021, 14, 6371. https://doi.org/10.3390/ma14216371
He D-G, Su G, Lin Y-C, Jiang Y-Q, Li Z, Chen Z-J, Yan X-T, Xia Y-C, Xie Y-C. Microstructural Variation and a Physical Mechanism Model for a Ti-55511 Alloy during Double-Stage Hot Deformation with Stepped Strain Rates in the β Region. Materials. 2021; 14(21):6371. https://doi.org/10.3390/ma14216371
Chicago/Turabian StyleHe, Dao-Guang, Gang Su, Yong-Cheng Lin, Yu-Qiang Jiang, Zhou Li, Zi-Jian Chen, Xin-Tao Yan, Yu-Chi Xia, and Yang-Chen Xie. 2021. "Microstructural Variation and a Physical Mechanism Model for a Ti-55511 Alloy during Double-Stage Hot Deformation with Stepped Strain Rates in the β Region" Materials 14, no. 21: 6371. https://doi.org/10.3390/ma14216371