
Effect of Temperature Field and Stress Field of Different Crack Behavior on Twins and Dislocations under Mg Alloy Rolling

Abstract
:1. Introduction
2. Material and Methods
3. Results and Discussion
3.1. Crack Behavior
3.2. Microstructure Evolution
3.3. Stress Field and Temperature Field
3.4. The Effect of Temperature Field and Stress Field on Microstructure Evolution
4. Conclusions
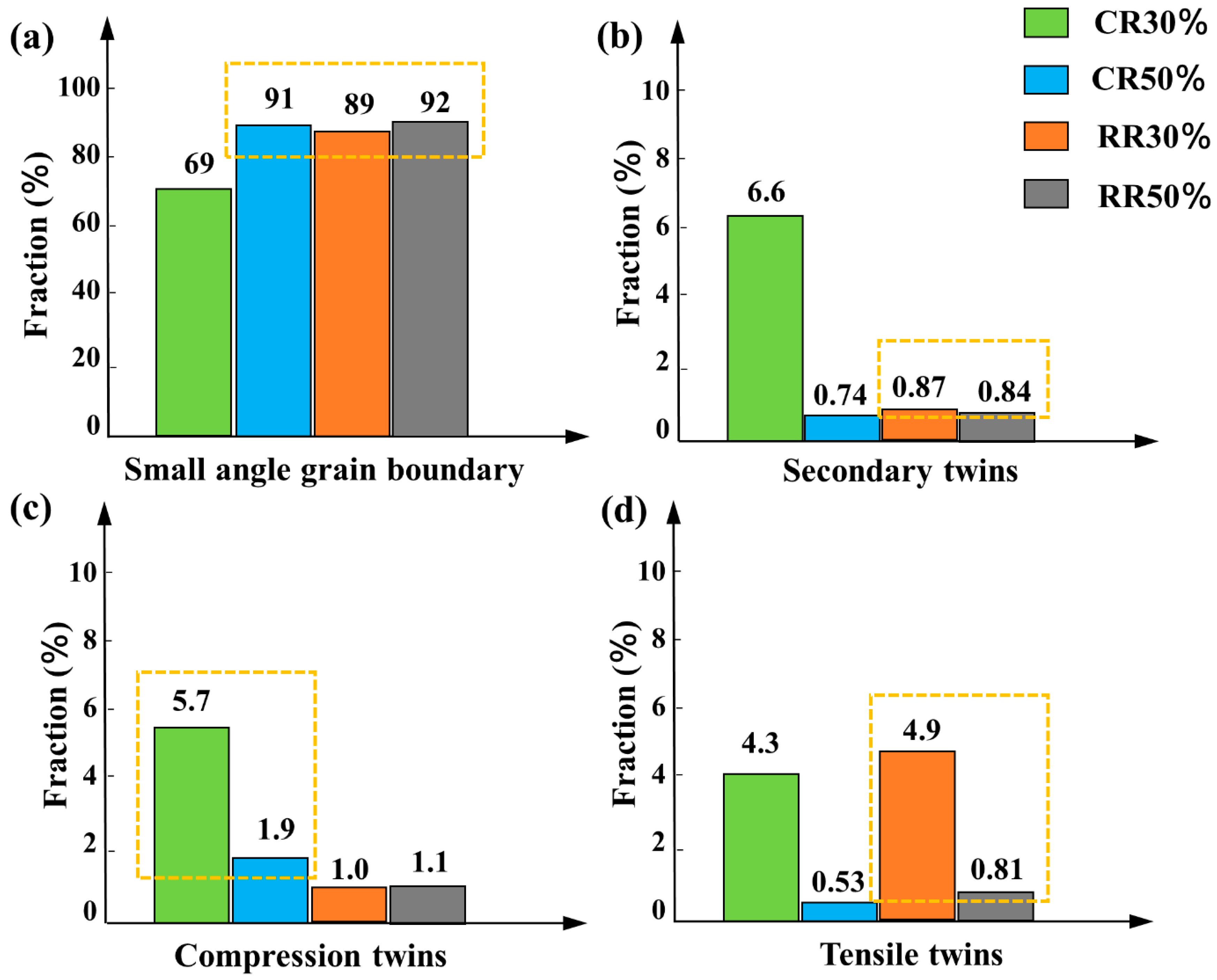
- Compression twins that are easily produced during magnesium alloy rolling are mostly elongated. The increase in thickness reduction increases dislocations and destroys the compression twins.
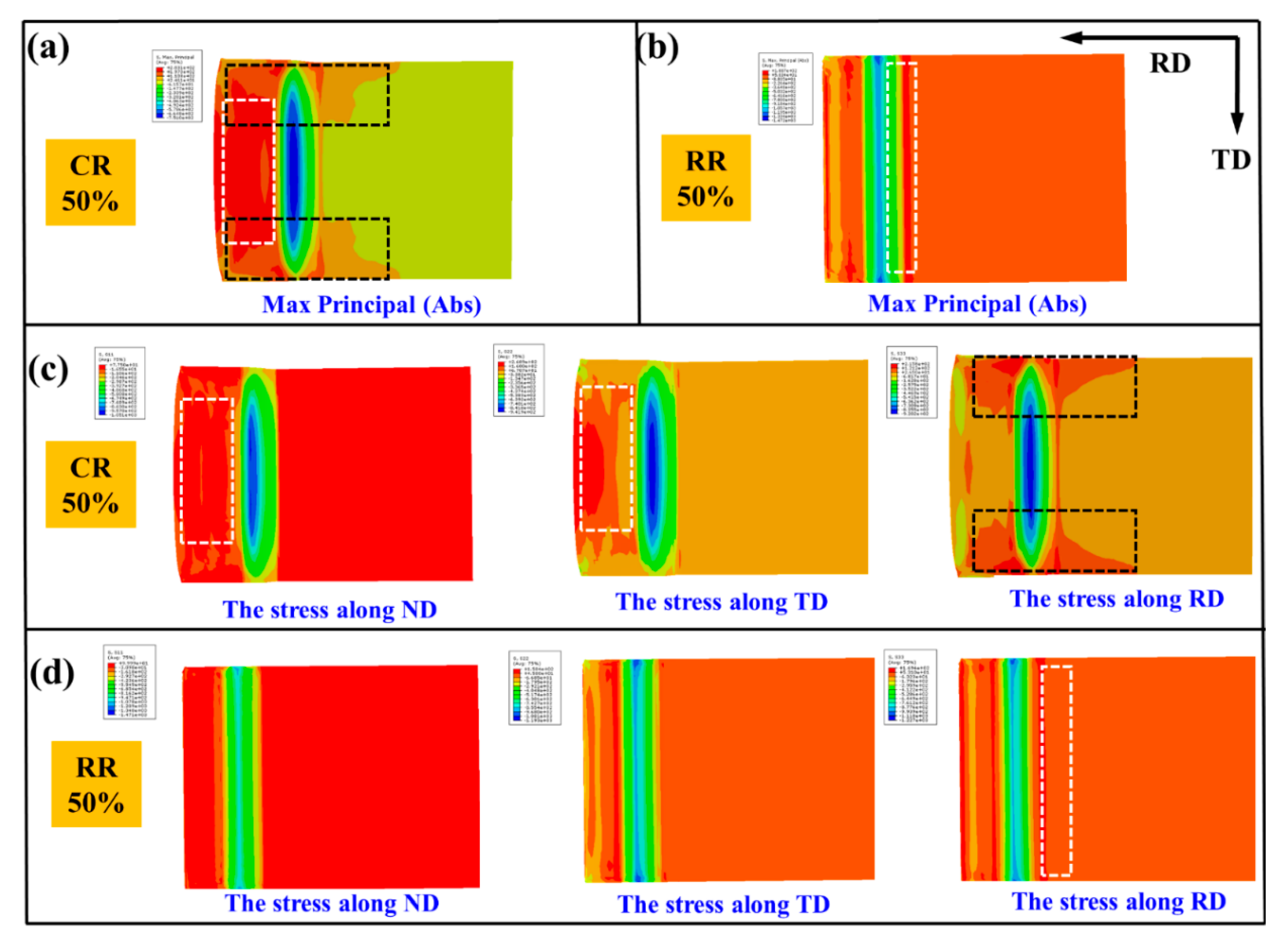
- The stress field of restricted rolling is composed of the rolling force and the transverse pressure of the plate. The rolling force causes the generation of compression twins, and the lateral pressure causes the compression twins to mature and grow into secondary twins. At the same time, the grains are compressed perpendicular to the c-axis, resulting in the generation of tensile twins. A large number of tensile twins are induced when the thickness reduction amount is increased.
- With the increase of the thickness reduction, the higher temperature field that restricts the edge of the rolled plate leads to the tensile twins and the secondary twins are easily broken, which is beneficial to the uniformity of the structure and the coordinated stress distribution, thereby reducing the tendency of cracking.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ren, X.; Huang, Y.; Zhang, X.; Li, H.; Zhao, Y. Influence of shear deformation during asymmetric rolling on the microstructure, texture, and mechanical properties of the AZ31B magnesium alloy sheet. Mater. Sci. Eng. A 2021, 800, 140306. [Google Scholar] [CrossRef]
- Xie, H.; Dang, S.; Jiang, B.; Xiang, L.; Zhou, S.; Sheng, H.; Yang, T.; Pan, F. Tribological performances of SiO2/graphene combinations as water-based lubricant additives for magnesium alloy rolling. Appl. Surf. Sci. 2019, 475, 847–856. [Google Scholar] [CrossRef]
- Zhang, K.; Zheng, J.-H.; Huang, Y.; Pruncu, C.; Jiang, J. Evolution of twinning and shear bands in magnesium alloys during rolling at room and cryogenic temperature. Mater. Des. 2020, 193, 108793. [Google Scholar] [CrossRef]
- Ning, F.; Zhou, X.; Le, Q.; Li, X.; Li, Y. Fracture and deformation characteristics of AZ31 magnesium alloy plate during tension rolling. Mater. Today Commun. 2020, 24, 101129. [Google Scholar] [CrossRef]
- Panemangalore, D.B.; Shabadi, R.; Gupta, M.; Lesven, L. Microstructure and Corrosion Behavior of Extruded Mg-Sn-Y Alloys. Metals 2021, 11, 1095. [Google Scholar] [CrossRef]
- Zhi, C.; Ma, L.; Huang, Q.; Huang, Z.; Lin, J. Improvement of magnesium alloy edge cracks by multi-cross rolling. J. Mater. Process. Technol. 2018, 255, 333–339. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, X.; Xie, C.; Su, J.; Guo, P.; Tang, C.; Liu, W. Unveiling the underlying mechanism of forming edge cracks upon high strain-rate rolling of magnesium alloy. J. Mater. Sci. Technol. 2020, 50, 59–65. [Google Scholar] [CrossRef]
- Pekguleryuz, M.; Celikin, M.; Hoseini, M.; Becerra, A.; Mackenzie, L. Study on edge cracking and texture evolution during 150 °C rolling of magnesium alloys: The effects of axial ratio and grain size. J. Alloy. Compd. 2012, 510, 15–25. [Google Scholar] [CrossRef]
- Briffod, F.; Shiraiwa, T.; Enoki, M. Numerical investigation of the influence of twinning/detwinning on fatigue crack initiation in AZ31 magnesium alloy. Mater. Sci. Eng. A 2019, 753, 79–90. [Google Scholar] [CrossRef]
- Jia, W.; Ma, L.; Jiao, M.; Le, Q.; Han, T.; Che, C. Fracture criterion for predicting edge-cracking in Hot rolling of twin-roll casted AZ31 Mg alloy. J. Mater. Res. Technol. 2020, 9, 4773–4787. [Google Scholar] [CrossRef]
- Sheng, K.; Lu, L.; Xiang, Y.; Ma, M.; Wu, Z. Crack behavior in Mg/Al alloy thin sheet during hot compound extrusion. J. Magnes. Alloy. 2019, 7, 717–724. [Google Scholar] [CrossRef]
- Huang, Y.; Xiao, B.; Song, J.; Zhao, H.; Liu, Q.; Jiang, B.; Pan, F. Effect of tension on edge crack of on-line heating rolled AZ31B magnesium alloy sheet. J. Mater. Res. Technol. 2020, 9, 1988–1997. [Google Scholar] [CrossRef]
- Li, L.; Yang, J.; Yang, Z.; Sun, Q.; Tan, L.; Zeng, Q.; Zhu, M. Towards revealing the relationship between deformation twin and fatigue crack initiation in a rolled magnesium alloy. Mater. Charact. 2021, 179, 111362. [Google Scholar] [CrossRef]
- Meng, Y.; Gao, H.; Yan, Y.; Gao, L. Effects of phase difference and stress ratio on biaxial tension–tension fatigue crack propagation behavior of rolled ZK60 magnesium alloy. Mater. Today Commun. 2020, 24, 101159. [Google Scholar] [CrossRef]
- Peláez, D.; Isaza, C.; Meza, J.M.; Fernández-Morales, P.; Misiolek, W.Z.; Mendoza, E. Mechanical and microstructural evolution of Mg AZ31 alloy using ECASD process. J. Mater. Res. Technol. 2015, 4, 392–397. [Google Scholar] [CrossRef] [Green Version]
- Zhou, B.; Sui, M. High density stacking faults of {1011} compression twin in magnesium alloys. J. Mater. Sci. Technol. 2019, 35, 2263–2268. [Google Scholar] [CrossRef]
- Wang, Y.; Li, F.; Wang, Y.; Xiao, X.M. Texture property and weakening mechanism of Mg-3Al-1Zn alloy by interactive alternating forward extrusion. J. Magnes. Alloy. 2021, in press. [Google Scholar] [CrossRef]
- Papamichael, S.; Vrettos, C. Indentation tests and rolling simulations of a compliant wheel on soil at different consistencies. J. Terramech. 2021, 94, 39–48. [Google Scholar] [CrossRef]
- Ganguly, S.; Wang, X.; Chandrashekhara, K.; Buchely, M.F.; Lekakh, S.; O’Malley, R.J.; Kumar, A.; Thapliyal, V. Modeling and simulation of mass flow during hot rolling low carbon steel I-beam. J. Manuf. Process. 2021, 64, 285–293. [Google Scholar] [CrossRef]
- Yang, C.L.; Wu, C.S.; Lv, X.Q. Numerical analysis of mass transfer and material mixing in friction stir welding of aluminum/magnesium alloys. J. Manuf. Process. 2018, 32, 380–394. [Google Scholar] [CrossRef]
- Mirone, G. Role of stress triaxiality in elastoplastic characterization and ductile failure prediction. Eng. Fract. Mech. 2007, 74, 1203–1221. [Google Scholar] [CrossRef]
- Peng, Z.; Zhao, H.; Li, X. New ductile fracture model for fracture prediction ranging from negative to high stress triaxiality. Int. J. Plast. 2021, 145, 103057. [Google Scholar] [CrossRef]
- Tian, J.; Lu, H.; Zhang, W.; Nie, H.; Shi, Q.; Deng, J.; Liang, W.; Wang, L. An effective rolling process of magnesium alloys for suppressing edge cracks: Width-limited rolling. J. Magnes. Alloy. 2021, in press. [Google Scholar] [CrossRef]
- Huang, Z.; Huang, Q.; Wei, J.; Ma, L.; Wu, D.; He, D. Inhibitory effects of prefabricated crown on edge crack of rolled AZ31 magnesium alloy plate. J. Mater. Process. Technol. 2017, 246, 85–92. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | Elongation | Young’s Modulus | Poisson Ration | Tensile Strength | Yield Strength |
|---|---|---|---|---|---|
| 1780 kg/m3 | 16.4% | 52,479.23 MPa | 0.34 | 260 MPa | 87 MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, J.; Deng, J.; Shi, Q.; Chang, Y.; Liang, W.; Zhang, W. Effect of Temperature Field and Stress Field of Different Crack Behavior on Twins and Dislocations under Mg Alloy Rolling. Materials 2021, 14, 5668. https://doi.org/10.3390/ma14195668
Tian J, Deng J, Shi Q, Chang Y, Liang W, Zhang W. Effect of Temperature Field and Stress Field of Different Crack Behavior on Twins and Dislocations under Mg Alloy Rolling. Materials. 2021; 14(19):5668. https://doi.org/10.3390/ma14195668
Chicago/Turabian StyleTian, Jing, Jiafei Deng, Quanxin Shi, Yuanying Chang, Wei Liang, and Wanggang Zhang. 2021. "Effect of Temperature Field and Stress Field of Different Crack Behavior on Twins and Dislocations under Mg Alloy Rolling" Materials 14, no. 19: 5668. https://doi.org/10.3390/ma14195668