
Optimization of the Preparation Parameters of High-Strength Nickel Layers by Electrodeposition on Mild Steel Substrates


Abstract
:1. Introduction
2. Experimental Preparation
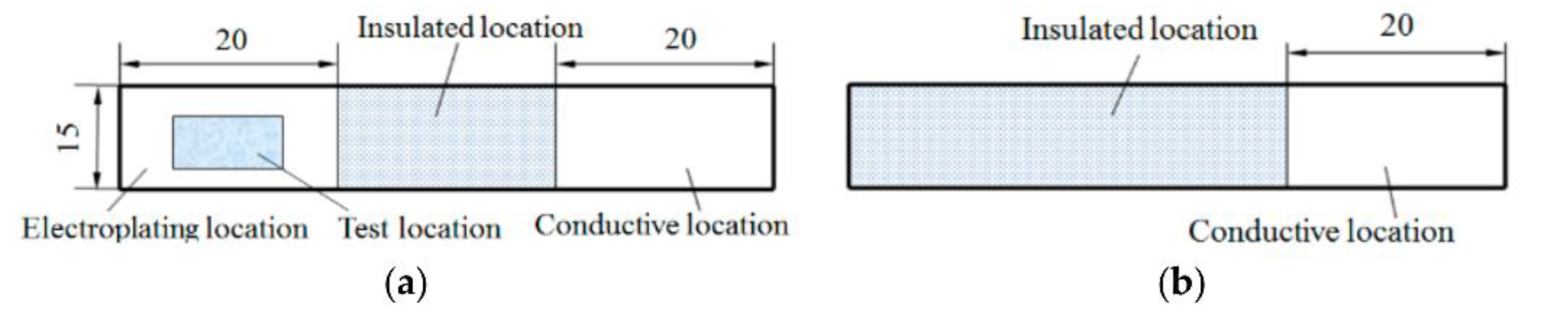
2.1. Substrate Specification and Pre-Treatment
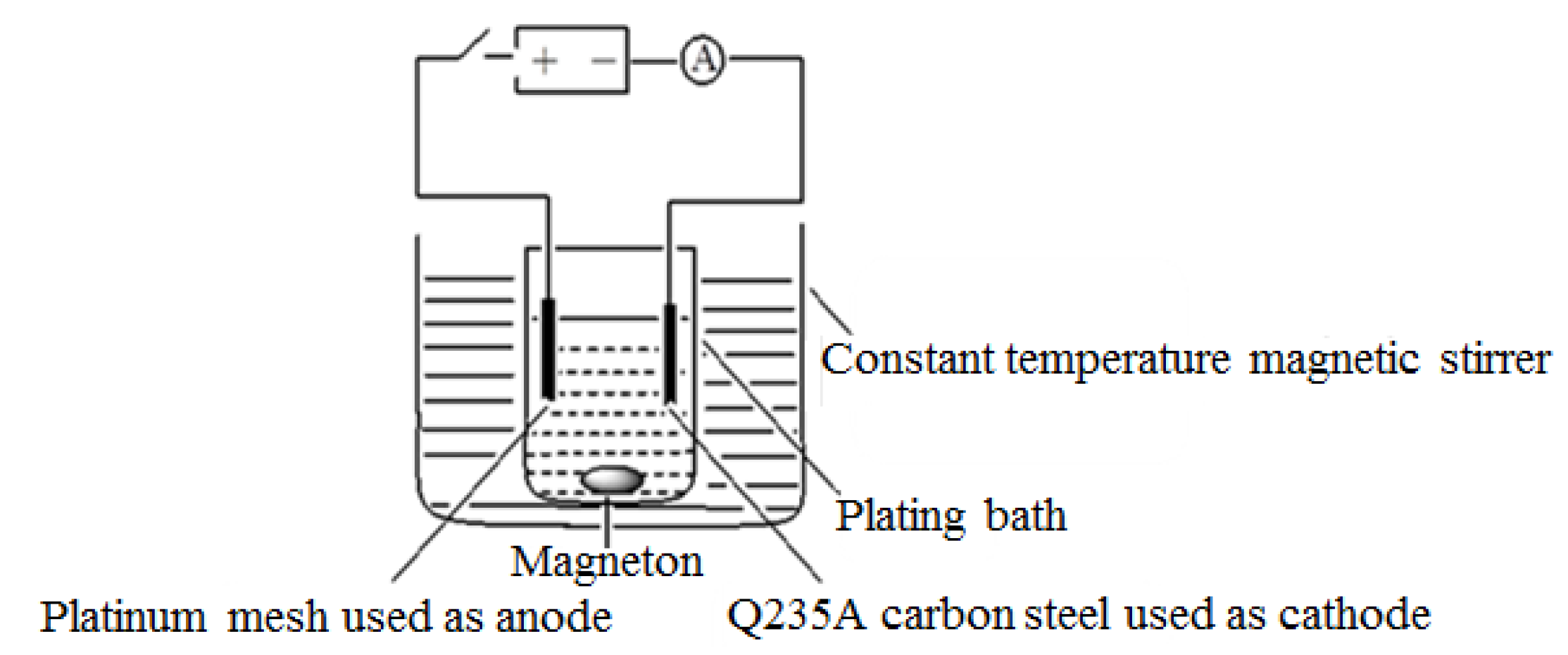
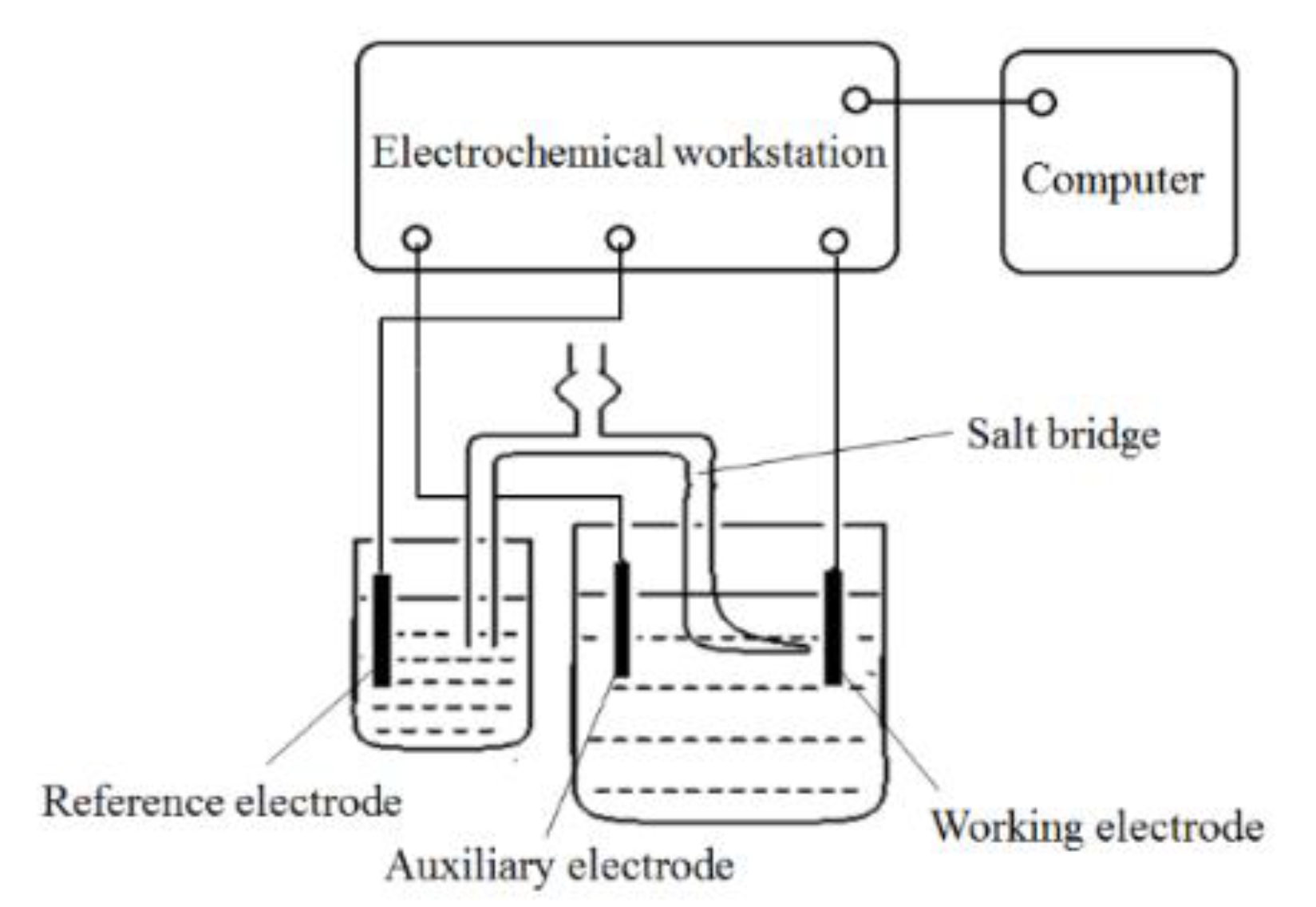
2.2. Electroplating Solution Components and Electrochemical Test for the Redox Behavior of Nickel Ions in a Plating Solution
2.3. Testing
3. Results and Discussion
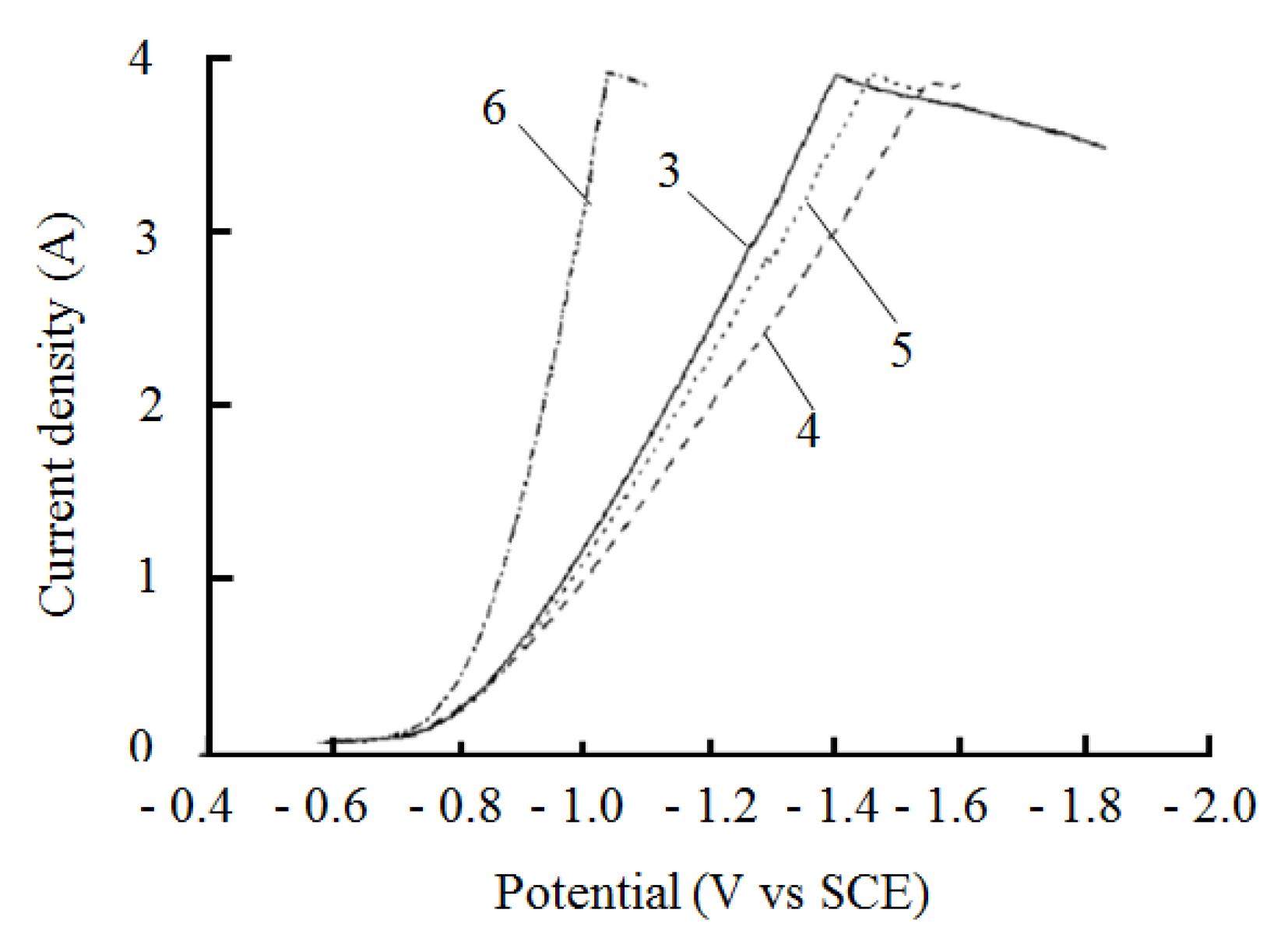
3.1. Analysis of the Electrochemical Behavior of Nickel Ions in the Plating Solution
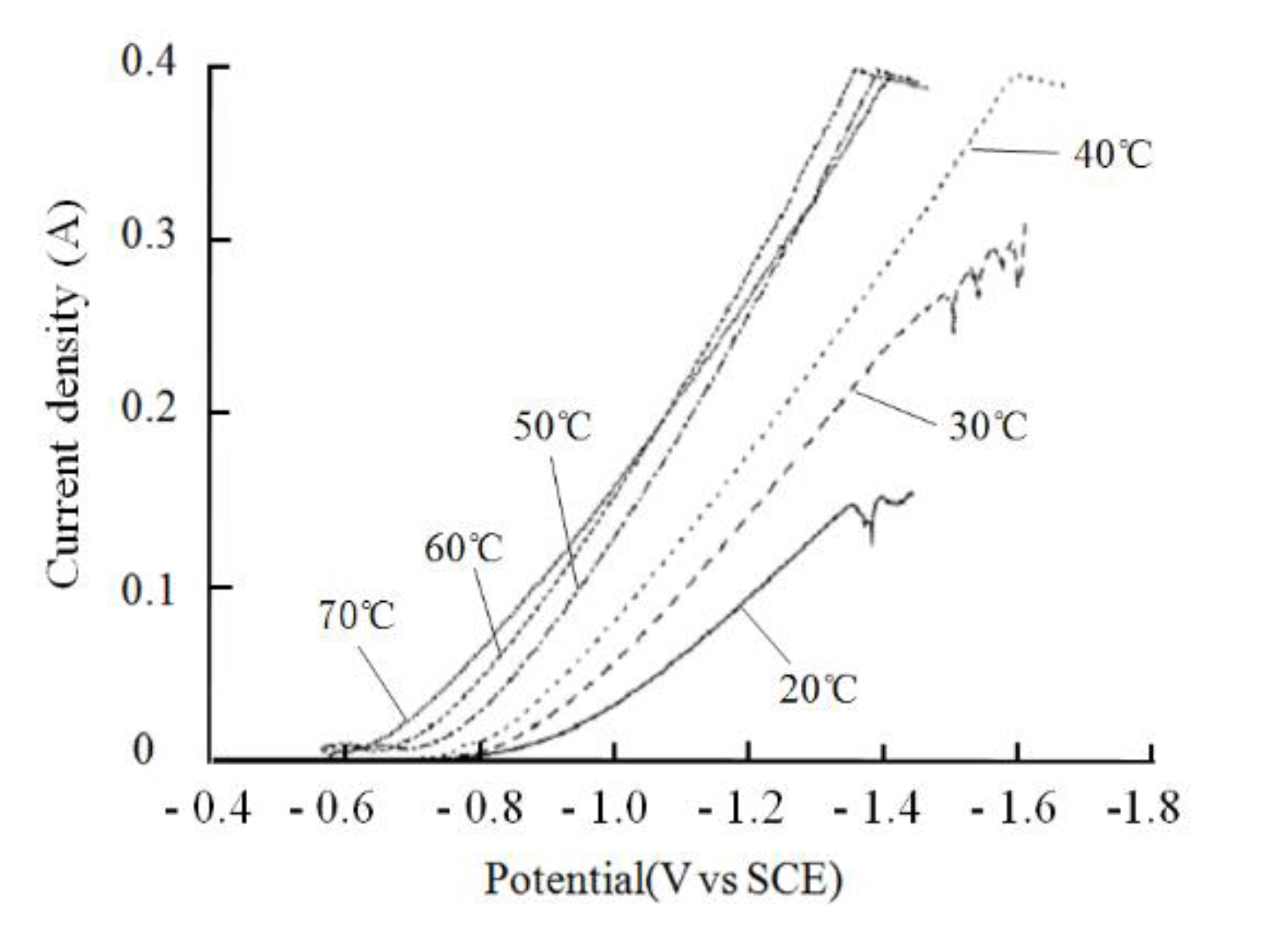
3.1.1. Effect of Plating Solution Temperature on the Electrochemical Behavior of Nickel Ions
3.1.2. Effect of pH of the Plating Solution on the Electrochemical Behavior of Nickel Ions
3.2. Effect of Plating Process Parameters on the Mechanical Properties of the Coating
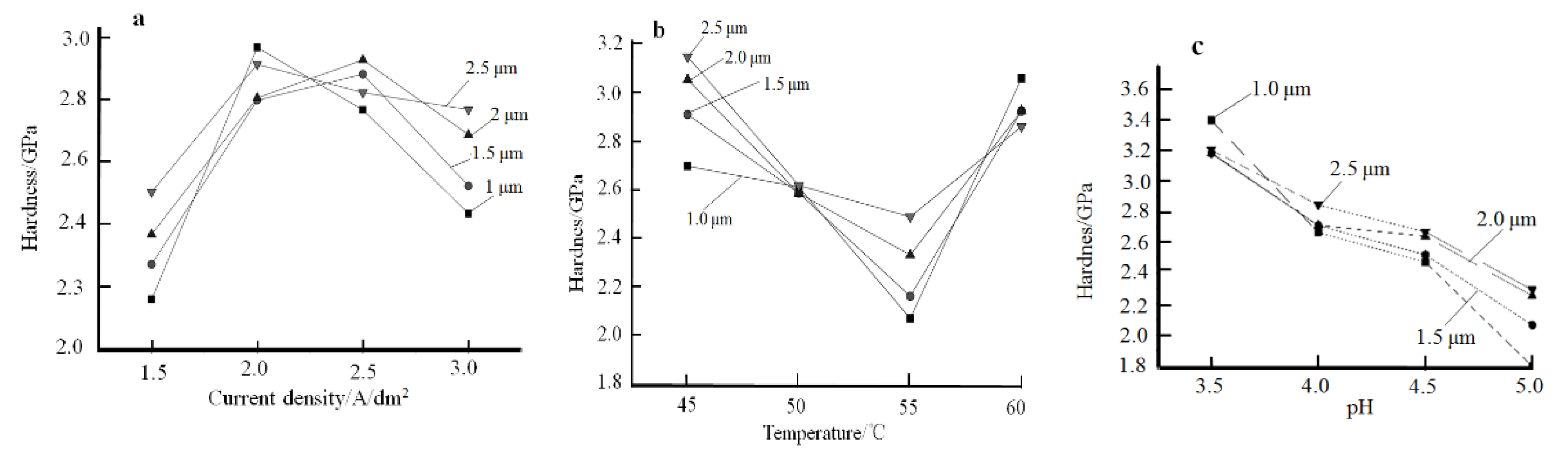
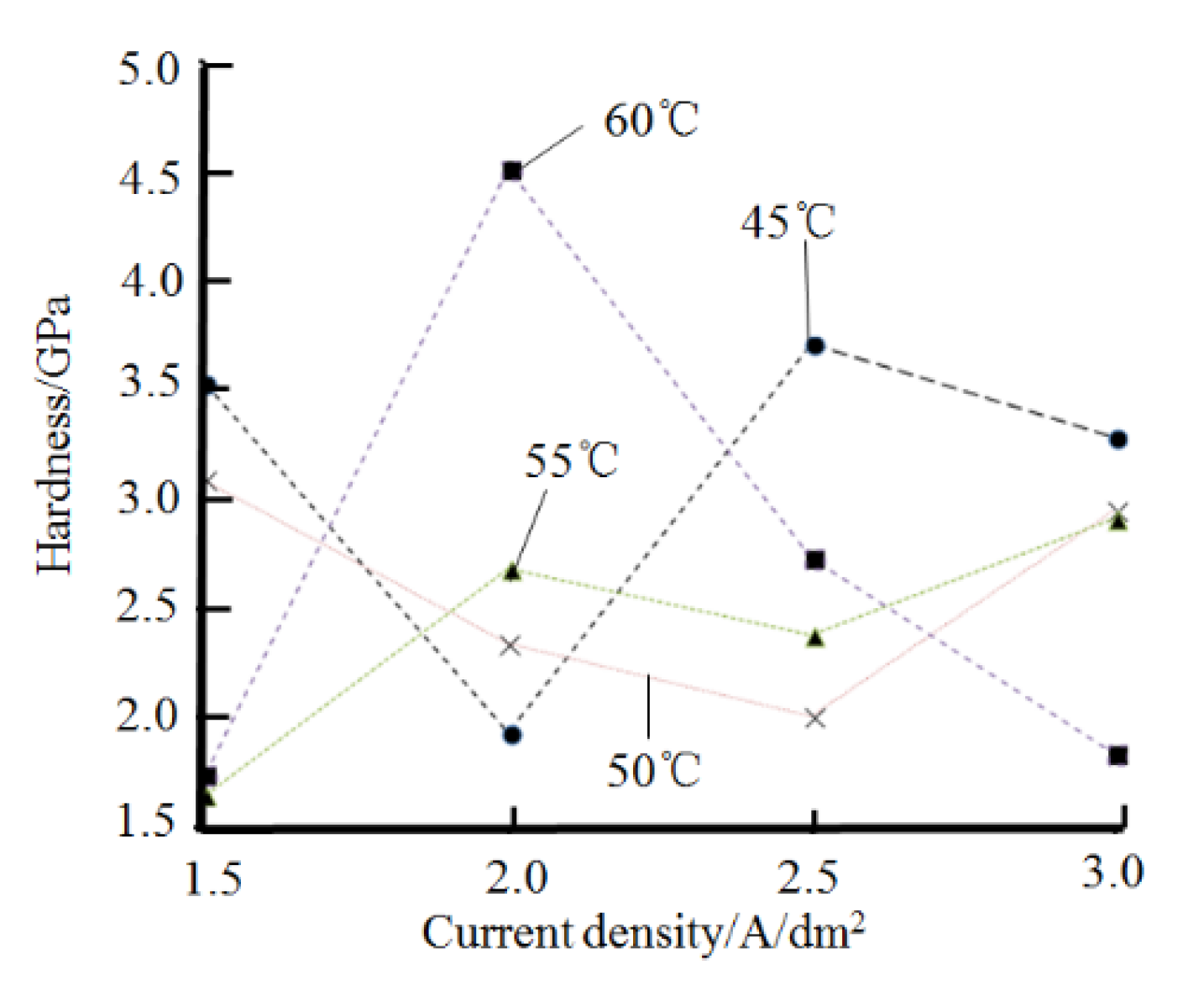
3.2.1. Effect on the Microhardness of the Plating
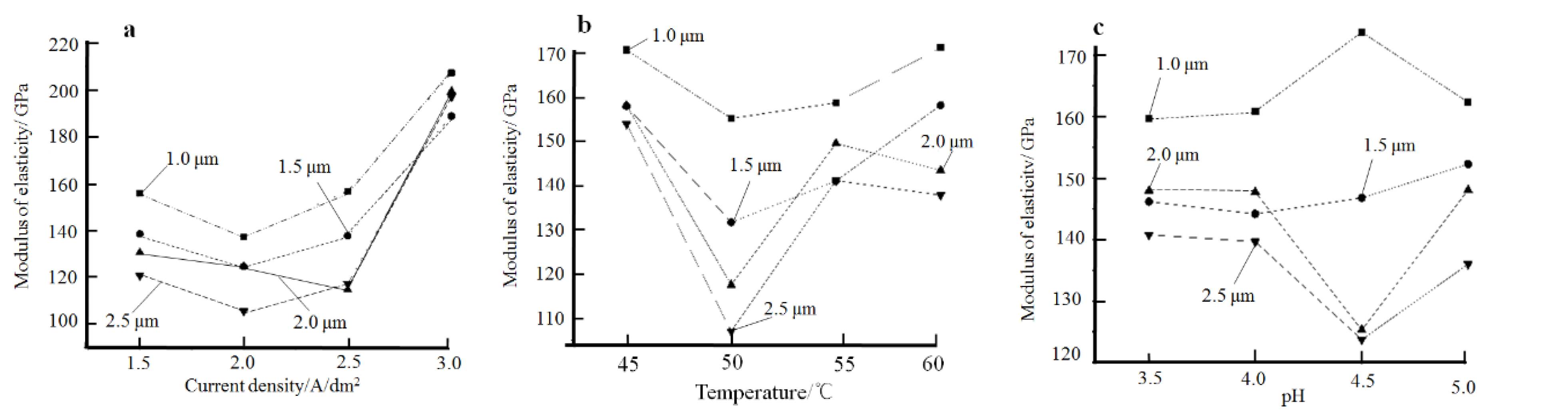
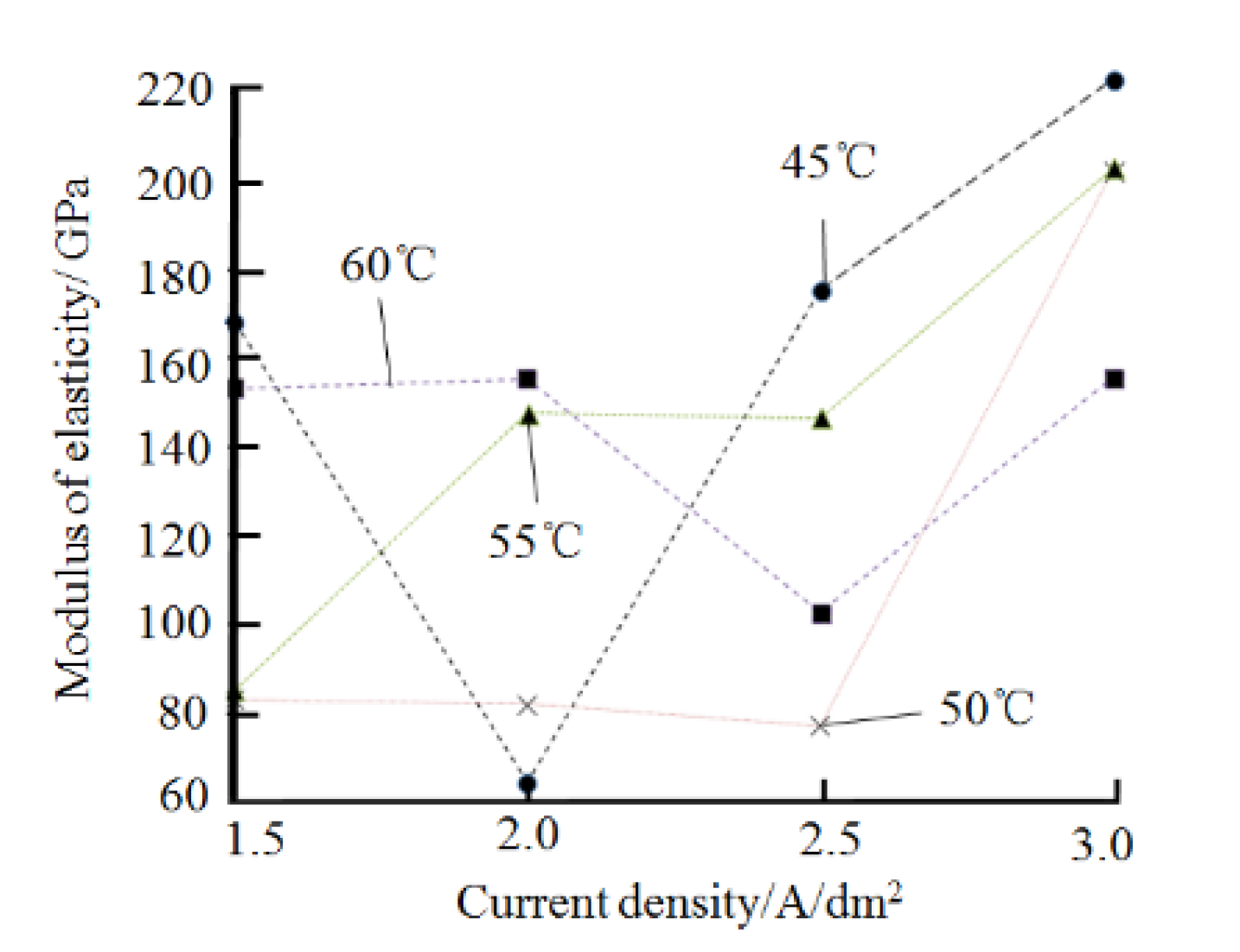
3.2.2. Effect on the Elastic Modulus of the Plated Layer
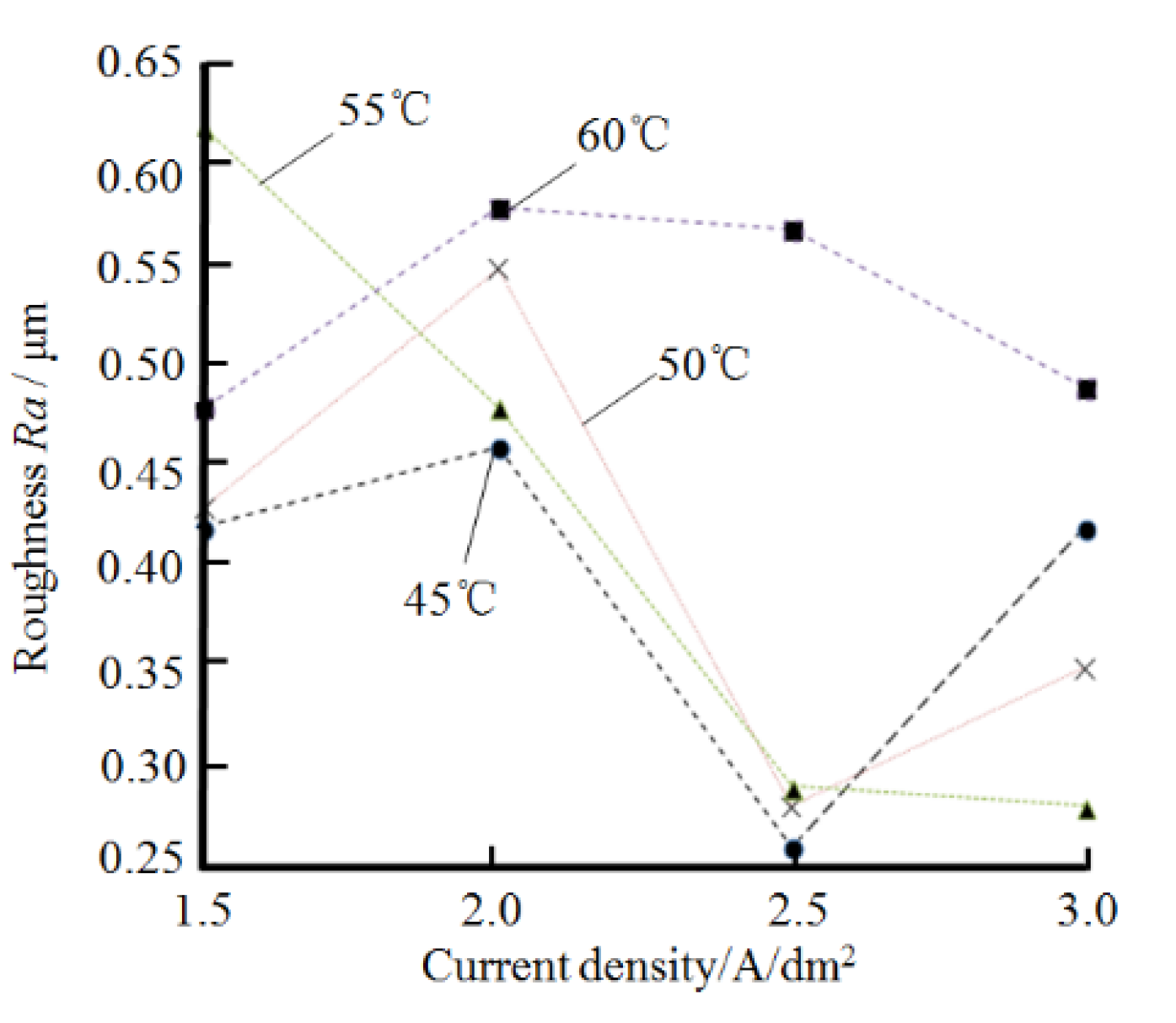
3.2.3. Effect on Surface Roughness of the Plated Layer
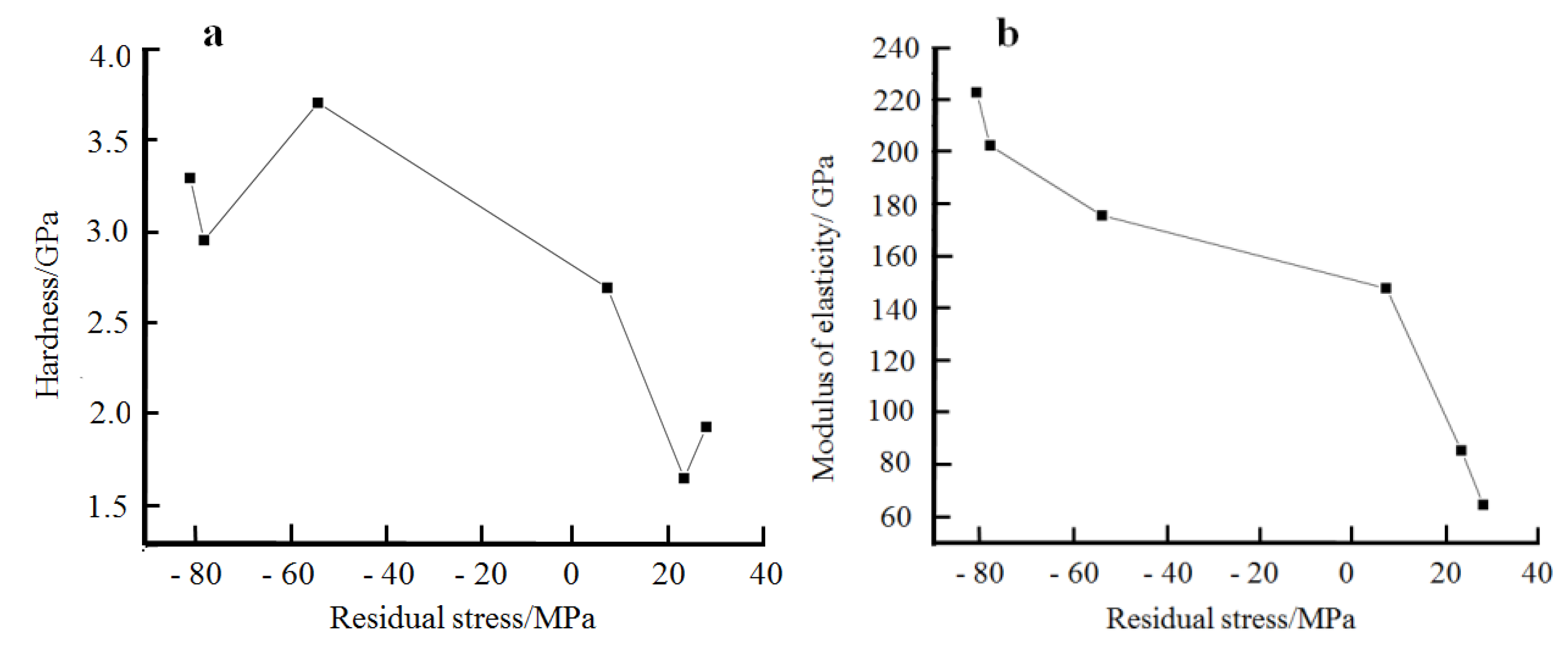
3.2.4. Effect on Residual Stresses in the Plating
3.3. Validation Tests after Optimization of Plating Process Parameters
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gu, L. Metal Materials and Heat Treatment; China Water Conservancy and Hydropower Press: Beijing, China, 2011; pp. 60–65. [Google Scholar]
- Nasirpouri, F.; Sanaeian, M.R.; Samardak, A.S. An investigation on the effect of surface morphology and crystalline texture on corrosion behavior, structural and magnetic properties of electrodeposited nanocrystalline nickel films. Appl. Surf. Sci. 2014, 292, 795–805. [Google Scholar] [CrossRef]
- Hadian, S.E.; Gabe, D.R. Residual stresses in electrodeposits of nickel and nickel–iron alloys. Surf. Coat. Technol. 1999, 122, 118–135. [Google Scholar] [CrossRef]
- Nan, Z.; Yi, D.; Liqun, M. A Study of Nickel Plating on Q235 Steel Surface and Its Properties. Electroplat. Pollut. Control 2013, 33, 4–6. [Google Scholar]
- Liming, F.; Yue, W. Electroplating Engineering Technology; Chemistry Industrial Press: Beijing, China, 2010. [Google Scholar]
- Khalil, R.M. Electrodeposition of catalytically active nickel powders from electrolytes of various anionic compositions. J. Appl. Electrochem. 1988, 18, 292–297. [Google Scholar] [CrossRef]
- Ibrahim, M.A.M. Black nickel electrodeposition from a modified Watts bath. J. Appl. Electrochem. 2006, 36, 295–301. [Google Scholar] [CrossRef]
- Luo, J.K.; Flewitt, A.J.; Spearing, S.M. Young’s modulus of electroplated Ni thin film for MEMS applications. Mater. Lett. 2004, 58, 2306–2309. [Google Scholar] [CrossRef]
- Pathak, S.; Guinard, M.; Vernooij, M.G.; Cousin, B.; Wang, Z.; Michler, J.; Philippe, L. Influence of lower current densities on the residual stress and structure of thick nickel electrodeposits. Surf. Coat. Technol. 2011, 205, 3651–3657. [Google Scholar] [CrossRef]
- Cooper, M.; Botte, G.G. Optimization of the electrodeposition of Raney nickel on titanium Substrate. J. Mater. Sci. 2006, 41, 5608–5612. [Google Scholar] [CrossRef]
- Rusu, D.E.; Ispas, A.; Bund, A.; Gheorghies, C.; Cârâc, G. Corrosion tests of nickel coatings prepared from a Watts-type bath. J. Coat. Technol. Res. 2012, 9, 87–95. [Google Scholar] [CrossRef]
- Kim, M.-S.; Kim, J.-Y.; Kim, C.-K.; Kim, N.-K. Study on the effect of temperature and pressure on nickel-electroplating characteristics in supercritical CO2. Chemosphere 2005, 58, 459–465. [Google Scholar] [CrossRef] [PubMed]
- Wu, B.; Xu, B.-S.; Zhang, B.; Dong, S.-Y. The effects of parameters on the mechanical properties of Ni-based coatings prepared by automatic brush plating technology. Surf. Coat. Technol. 2007, 201, 5758–5765. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhao, G.; Pan, Y.; Zhou, Y. Mechanical Properties of the Electrodeposited Nickel Coating by Nanoindentation. Nat. Sci. J. Xiangtan Univ. 2005, 27, 50–58. [Google Scholar]
- Liu, M.; Wang, D.; Wang, H.; Shi, Y.; Liu, B.; Li, F.; Gong, Y.; Zhang, W. Study on Optimization Technology to Strengthen Ni-Based Composite Coating Electroplate Containing Nanodiamond. Materials 2019, 12, 1654. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ji, D.; Le, X.; Zhong, Q.; Mou, T.; Gu, S. Effects of pH on Ni-Mn Alloy Deposits on Low Carbon Steel Surface in Acid Environments. Corros. Prot. 2014, 35, 1217–1220. [Google Scholar]
- Long, X.-H.; Zhao, Y.-L.; Wu, L.-B. Determination of the proper current densitity in the electropotation of Ni-Fe alloys. J. Change Univ. Technol. Nat. Sci. Ed. 2005, 26, 148–150. [Google Scholar]
- Chen, J.-S.; Duh, J.-G. Indentation behavior and Young’s modulus evaluation in electroless Ni modified CrN coating on mild steel. Surf. Coat. Technol. 2001, 139, 63–74. [Google Scholar] [CrossRef]
- Zhu, L. Theory and Technology of Electrodeposition of Functional Film Layers; Beijing University of Aeronautics and Astronautics Press: Beijing, China, 2005; pp. 24–28. [Google Scholar]
- Xu, J. Preparation of Nanocrystalline Nickel by Electrodeposition and Study of Its Electrochemical Properties; Kunming University of Technology: Kunming, China, 2007; pp. 29–34. [Google Scholar]
- Lv, B.; Hu, Z.; Wang, X.; Xu, B. Effect of Current Density on the Microstructure and Properties of Plated Nickel Coating. China Surf. Engine 2013, 26, 66–71. [Google Scholar]
- Milstein, F.; Chantasiriwan, S. Theoretical study of the response of 12 cubic metals to uniaxial loading. Phys. Rev. B 1998, 58, 6006–6018. [Google Scholar] [CrossRef]
- Gu, M.; Yang, F.-Z.; Huang, L.; Yao, S.-B.; Zhou, S.-M. The Formation of Copper Eleclrodeposits with Highly Preferred Orientation and Their Surface Morphology. Acta Phys. Chim. Sin. 2002, 18, 973–978. [Google Scholar]
- Kim, S.H.; Kim, J.Y.; Yu, J. Residual stress and interfacial reaction of the electroplated Ni-Cu alloy under bump metallurgy in the flip-chip solder joint. J. Electron. Mater. 2004, 33, 948–957. [Google Scholar] [CrossRef]
- Ari-Gur, P.; Sariel, J. Vemmuganti S. Resuidual stress and texture in Ni/SiC nanocomposite coating. J. Alloys Compd. 2007, 434, 704–706. [Google Scholar] [CrossRef]
- Bolshakov, A.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation: Part II. Finite element simulations. J. Mater. Res. 1996, 11, 760–768. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Current Density/A/dm2 | Temperature/°C | pH |
|---|---|---|---|
| 1 | 1.5 | 45 | 3.5 |
| 2 | 2.0 | 50 | 4.0 |
| 3 | 2.5 | 55 | 4.5 |
| 4 | 3.0 | 60 | 5.0 |
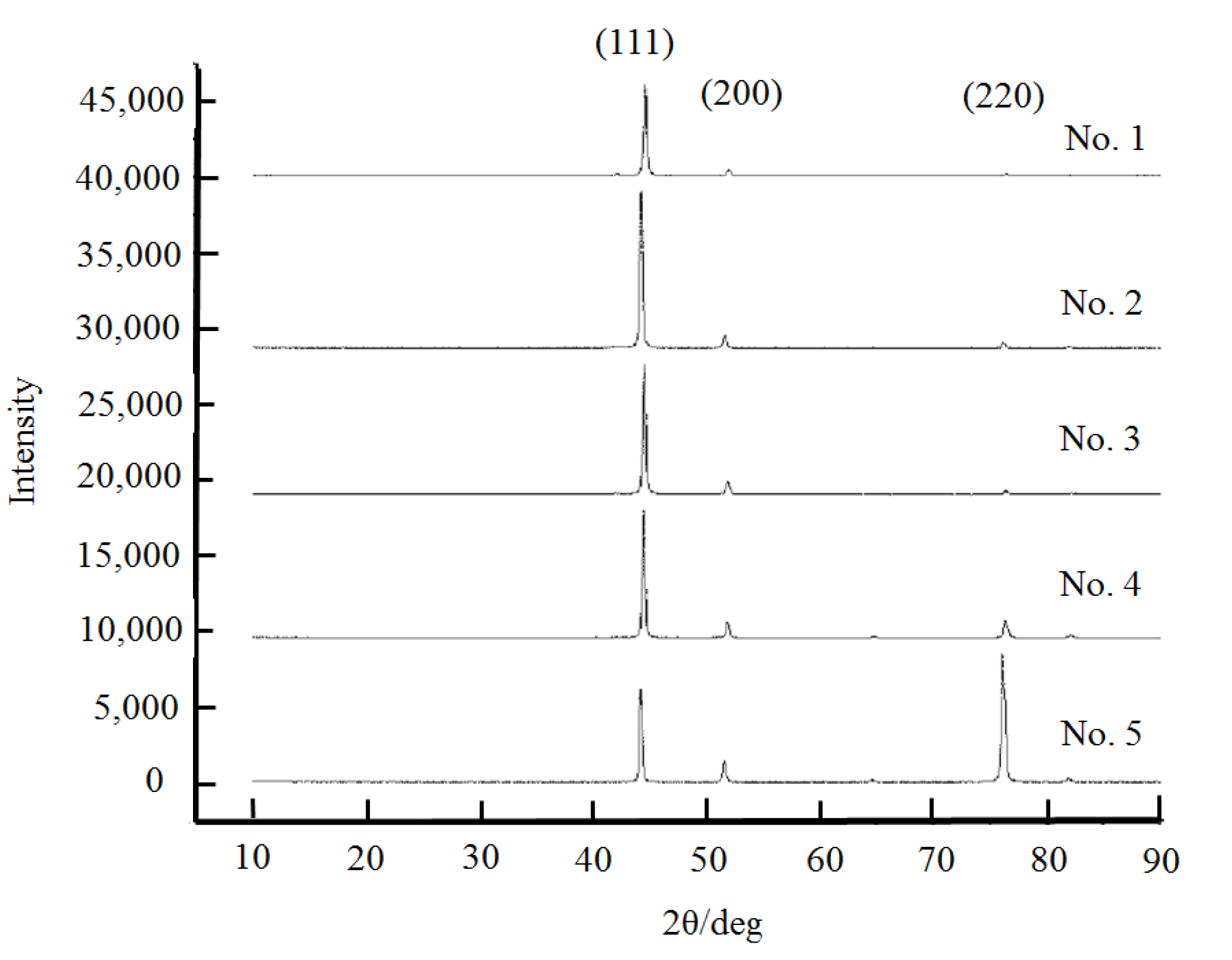
| Specimen No. | Hardness/GPa | Residual Stress/MPa | Grain Size/nm | (111) Texture Coefficients |
|---|---|---|---|---|
| 1 | 3.29 | −80.74 | 28.6 | 77.92 |
| 2 | 2.95 | −77.84 | 29.3 | 74.07 |
| 3 | 3.71 | −53.78 | 32.1 | 73.30 |
| 4 | 1.93 | 28.11 | 35.2 | 52.05 |
| 5 | 1.65 | 23.43 | 39 | 12.40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Li, F.; Shi, Y.; Liu, M.; Liu, B.; Chang, Q. Optimization of the Preparation Parameters of High-Strength Nickel Layers by Electrodeposition on Mild Steel Substrates. Materials 2021, 14, 5461. https://doi.org/10.3390/ma14185461
Wang D, Li F, Shi Y, Liu M, Liu B, Chang Q. Optimization of the Preparation Parameters of High-Strength Nickel Layers by Electrodeposition on Mild Steel Substrates. Materials. 2021; 14(18):5461. https://doi.org/10.3390/ma14185461
Chicago/Turabian StyleWang, Dongai, Feihui Li, Yan Shi, Meihua Liu, Bin Liu, and Qing Chang. 2021. "Optimization of the Preparation Parameters of High-Strength Nickel Layers by Electrodeposition on Mild Steel Substrates" Materials 14, no. 18: 5461. https://doi.org/10.3390/ma14185461