
Effect of 1.5 wt% Copper Addition and Various Contents of Silicon on Mechanical Properties of 1.7102 Medium Carbon Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Heat Treatment
2.2. Mechanical Properties
2.3. Microstructure Observation
2.4. X-ray Diffraction
2.5. Dilatometry
3. Results
3.1. XRD
3.2. Dilatometry
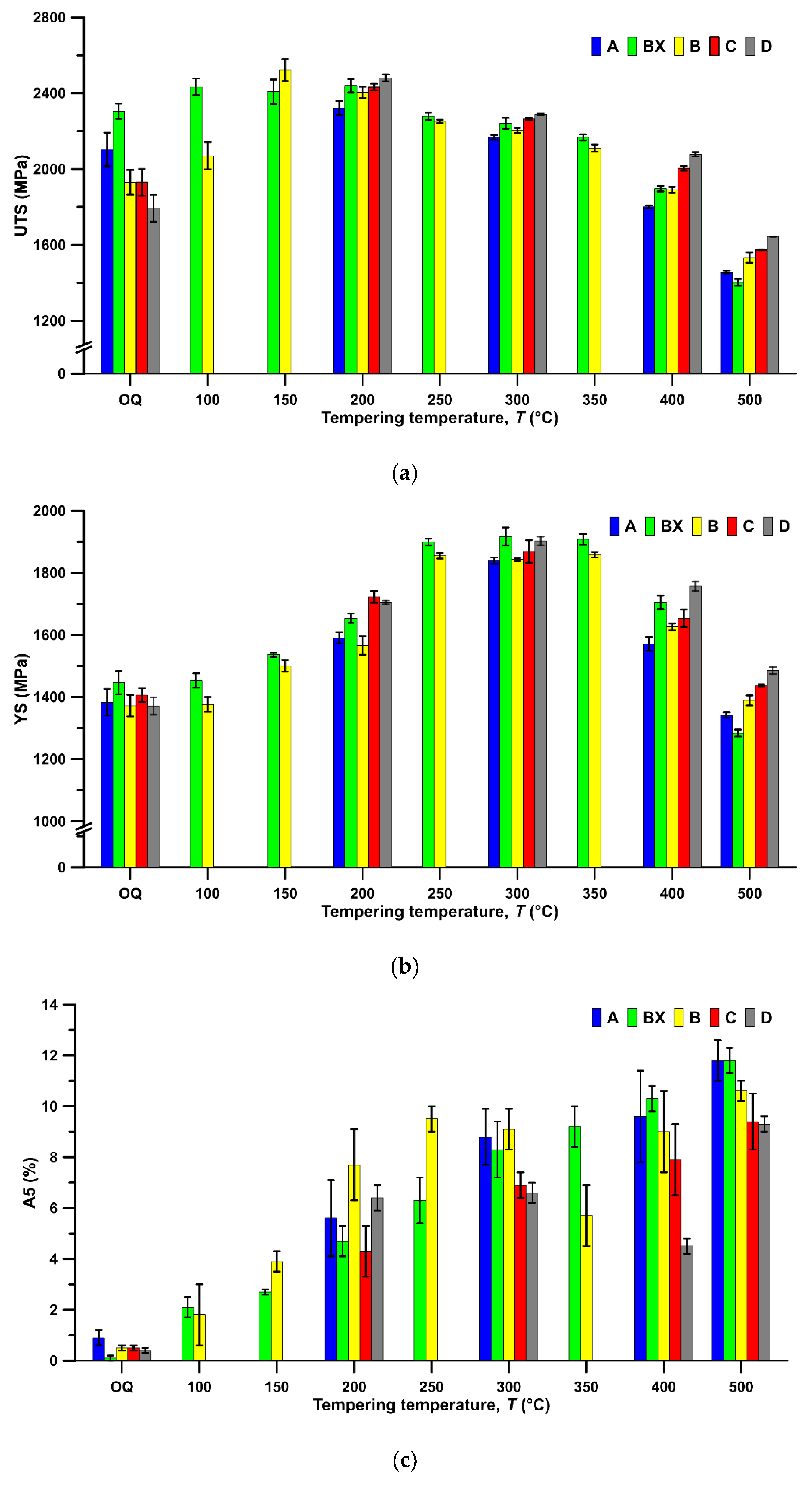
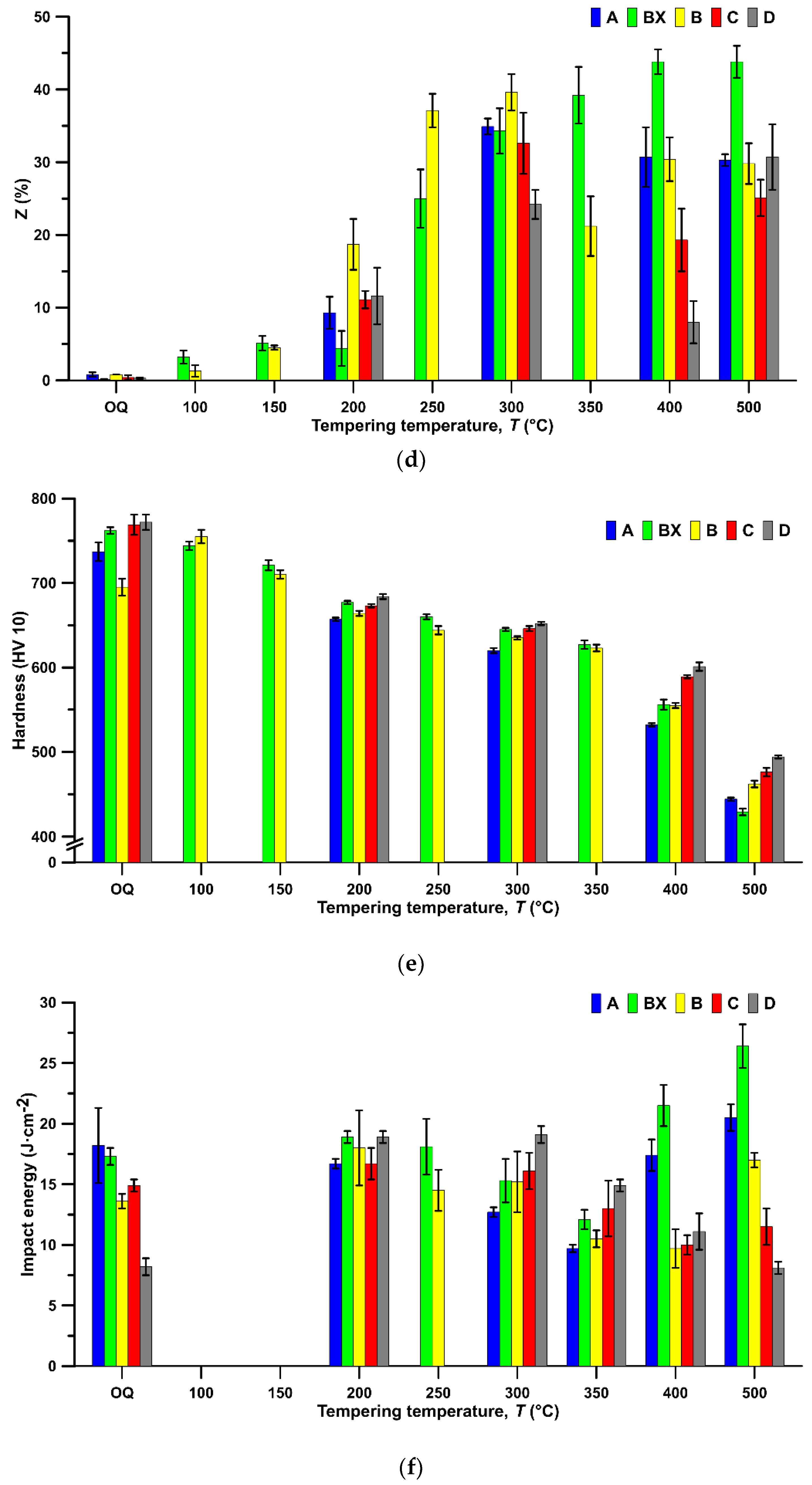
3.3. Mechanical Tests
3.3.1. Effect of Copper Addition
3.3.2. Effect of Silicon Content
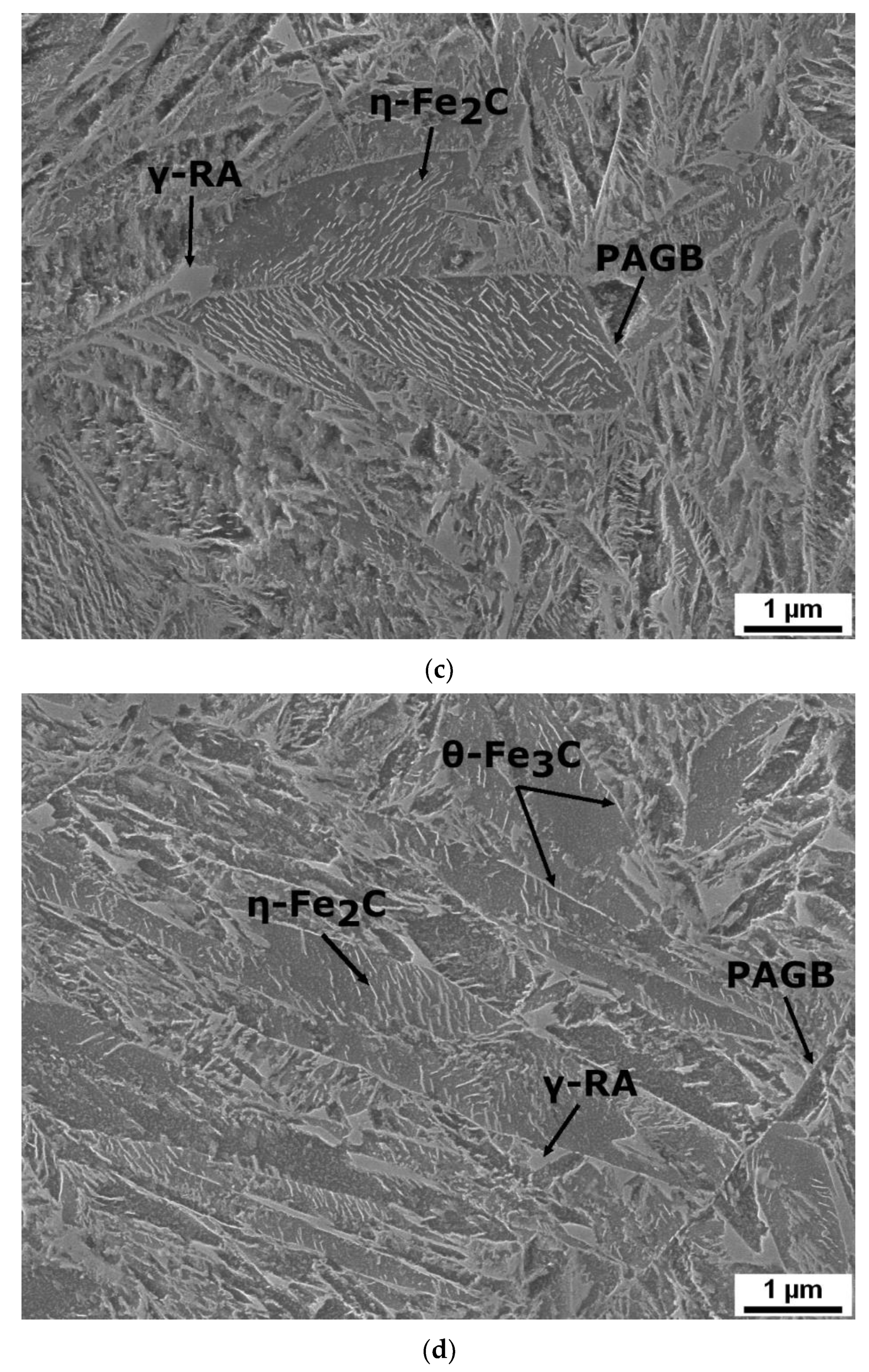
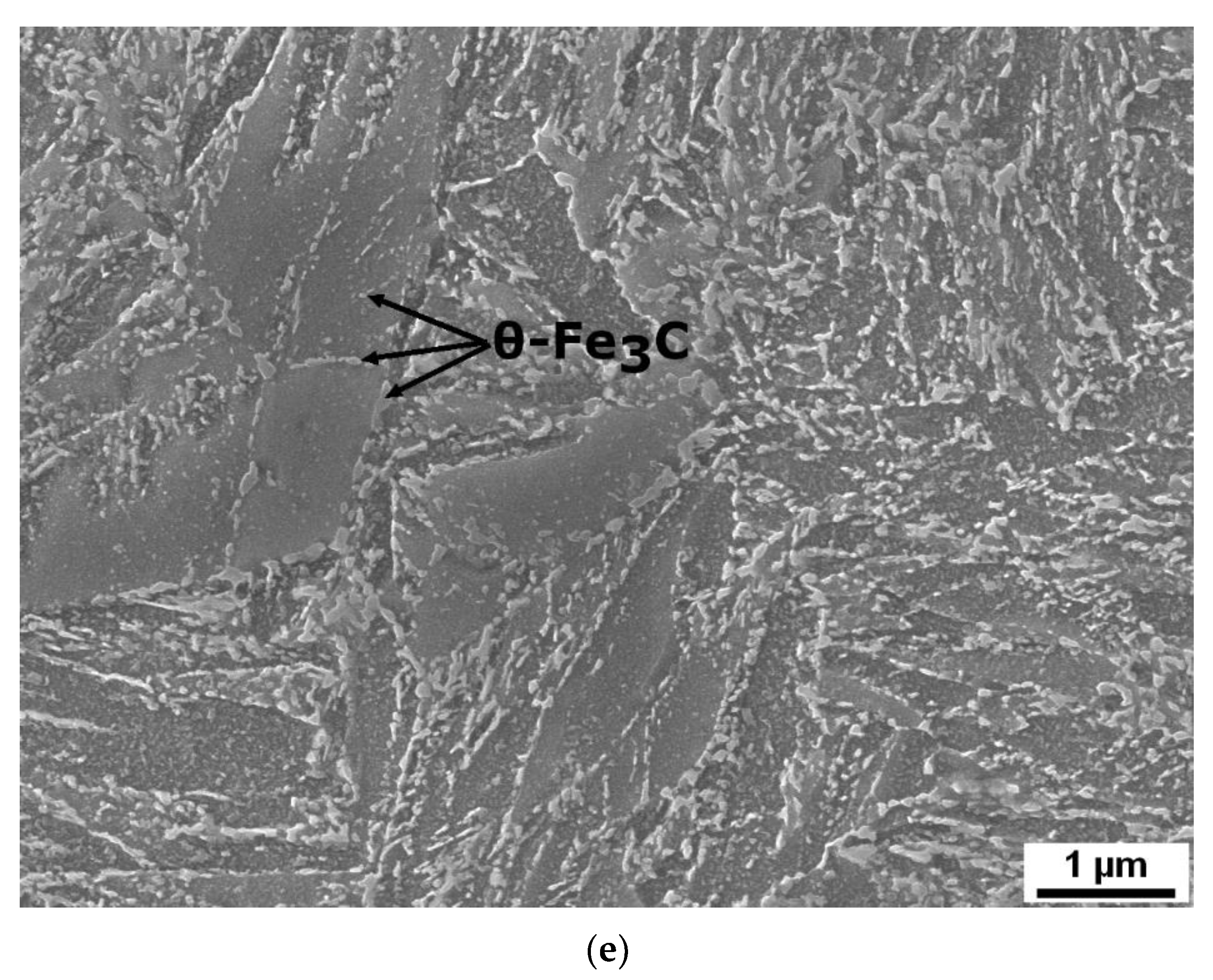
3.4. Microstructure
4. Discussion
4.1. Effects of Tempering Temperature
4.2. Effects of Si Content
4.3. The Influence of Cu Content
4.4. Effects of Quenching Temperature
4.5. Discussion of Different Strengthening Contributions and Their Influence on Final Properties
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, C.; Fu, P.-X.; Liu, H.-W.; Liu, H.-H.; Du, N.-Y. Effect of Tempering Temperature on the Low Temperature Impact Toughness of 42CrMo4-V Steel. Metals 2018, 8, 232. [Google Scholar] [CrossRef] [Green Version]
- Jirková, H.; Mašek, B.; Wagner, M.F.X.; Langmajerová, D.; Kučerová, L.; Treml, R.; Kiener, D. Influence of metastable retained austenite on macro and micromechanical properties of steel processed by the Q&P process. J. Alloys Compd. 2014, 615, S163–S168. [Google Scholar] [CrossRef]
- Zhang, K.; Zhu, M.; Lan, B.; Liu, P.; Li, W.; Rong, Y. The Mechanism of High-Strength Quenching-Partitioning-Tempering Martensitic Steel at Elevated Temperatures. Crystals 2019, 9, 94. [Google Scholar] [CrossRef] [Green Version]
- Shibata, A.; Nagoshi, T.; Sone, M.; Morito, S.; Higo, Y. Evaluation of the block boundary and sub-block boundary strengths of ferrous lath martensite using a micro-bending test. Mater. Sci. Eng. A 2010, 527, 7538–7544. [Google Scholar] [CrossRef]
- Speich, G.R.; Leslie, W.C. Tempering of steel. Metall. Trans. 1972, 3, 1043–1054. [Google Scholar] [CrossRef]
- Mola, J.; Luan, G.; Brochnow, D.; Volkova, O.; Wu, J. Tempering of Martensite and Subsequent Redistribution of Cr, Mn, Ni, Mo, and Si Between Cementite and Martensite Studied by Magnetic Measurements. Metall. Mater. Trans. A 2017, 48, 5805–5812. [Google Scholar] [CrossRef]
- Jung, J.-G.; Jung, M.; Kang, S.; Lee, Y.-K. Precipitation behaviors of carbides and Cu during continuous heating for tempering in Cu-bearing medium C martensitic steel. J. Mater. Sci. 2014, 49, 2204–2212. [Google Scholar] [CrossRef]
- Primig, S.; Leitner, H. Separation of overlapping retained austenite decomposition and cementite precipitation reactions during tempering of martensitic steel by means of thermal analysis. Thermochim. Acta 2011, 526, 111–117. [Google Scholar] [CrossRef]
- Teramoto, S.; Imura, M.; Masuda, Y.; Ishida, T.; Ohnuma, M.; Neishi, Y.; Suzuki, T. Influence of Iron Carbide on Mechanical Properties in High Silicon-added Medium-carbon Martensitic Steels. ISIJ Int. 2020, 60, 182–189. [Google Scholar] [CrossRef] [Green Version]
- Abbasi, E.; Luo, Q.; Owens, D. Microstructural Characteristics and Mechanical Properties of Low-Alloy, Medium-Carbon Steels After Multiple Tempering. Acta Metall. Sin. English Lett. 2019, 32, 74–88. [Google Scholar] [CrossRef] [Green Version]
- Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel. Appl. Sci. 2019, 9, 4231. [Google Scholar] [CrossRef] [Green Version]
- Jung, J.-G.; Jung, M.; Lee, S.-M.; Shin, E.; Shin, H.-C.; Lee, Y.-K. Cu precipitation kinetics during martensite tempering in a medium C steel. J. Alloys Compd. 2013, 553, 299–307. [Google Scholar] [CrossRef]
- Massardier, V.; Goune, M.; Fabregue, D.; Selouane, A.; Douillard, T.; Bouaziz, O. Evolution of microstructure and strength during the ultra-fast tempering of Fe–Mn–C martensitic steels. J. Mater. Sci. 2014, 49, 7782–7796. [Google Scholar] [CrossRef]
- Nam, W.J.; Choi, H.C. Effect of Si on mechanical properties of low alloy steels. Mater. Sci. Technol. 1999, 15, 527–530. [Google Scholar] [CrossRef]
- Wu, Y.X.; Sun, W.W.; Gao, X.; Styles, M.J.; Arlazarov, A.; Hutchinson, C.R. The effect of alloying elements on cementite coarsening during martensite tempering. Acta Mater. 2020, 183, 418–437. [Google Scholar] [CrossRef]
- Zhu, K.; Shi, H.; Chen, H.; Jung, C. Effect of Al on martensite tempering: Comparison with Si. J. Mater. Sci. 2018, 53, 6951–6967. [Google Scholar] [CrossRef]
- Kim, B.; Celada, C.; San Martín, D.; Sourmail, T.; Rivera-Díaz-del-Castillo, P.E.J. The effect of silicon on the nanoprecipitation of cementite. Acta Mater. 2013, 61, 6983–6992. [Google Scholar] [CrossRef] [Green Version]
- Dlouhy, J.; Podany, P.; Dzugan, J. Strengthening from Cu Addition in 0.2C-(1-2)Mn Steels during Tempering. Materials 2019, 12, 247. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dlouhy, J.; Podany, P.; Džugan, J. Influence of Martensite Deformation on Cu Precipitation Strengthening. Metals 2020, 10, 282. [Google Scholar] [CrossRef] [Green Version]
- Takaki, S.; Fujioka, M.; Aihara, S.; Nagataki, Y.; Yamashita, T.; Sano, N.; Adachi, Y.; Nomura, M.; Yaguchi, H. Effect of copper on tensile properties and grain-refinement of steel and its relation to precipitation behavior. Mater. Trans. 2004, 45, 2239–2244. [Google Scholar] [CrossRef] [Green Version]
- Gokhman, A.; Nový, Z.; Salvetr, P.; Ryukhtin, V.; Strunz, P.; Motyčka, P.; Zmeko, J.; Kotous, J. Effects of Silicon, Chromium, and Copper on Kinetic Parameters of Precipitation during Tempering of Medium Carbon Steels. Materials 2021, 14, 1445. [Google Scholar] [CrossRef]
- Sarikaya, M.; Jhingan, A.K.; Thomas, G. Retained austenite and tempered martensite embrittlement in medium carbon steels. Metall. Trans. A 1983, 14, 1121–1133. [Google Scholar] [CrossRef] [Green Version]
- Zia-Ebrahimi, F.; Krauss, G. Mechanisms of tempered martensite embrittlement in medium-carbon steels. Acta Metall. 1984, 32, 1767–1778. [Google Scholar] [CrossRef]
- Zhao, Y.; Ren, X.; Hu, Z.; Xiong, Z.; Zeng, J.; Hou, B. Effect of tempering on microstructure and mechanical properties of 3Mn-Si-Ni martensitic steel. Mater. Sci. Eng. A 2018, 711, 397–404. [Google Scholar] [CrossRef] [Green Version]
- Ardehali Barani, A.; Ponge, D.; Raabe, D. Refinement of grain boundary carbides in a Si–Cr spring steel by thermomechanical treatment. Mater. Sci. Eng. A 2006, 426, 194–201. [Google Scholar] [CrossRef]
- ISO 8458-1:2002. Steel Wire for Mechanical Springs–Part 1: General Requirements; International Organization for Standardization: Geneva, Switzerland, 2002. [Google Scholar]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef] [Green Version]
- Shintani, T.; Murata, Y. Evaluation of the dislocation density and dislocation character in cold rolled Type 304 steel determined by profile analysis of X-ray diffraction. Acta Mater. 2011, 59, 4314–4322. [Google Scholar] [CrossRef]
- Leiva, J.A.V.; Morales, E.V.; Villar-Cociña, E.; Donis, C.A.; de Bott, S.I. Kinetic parameters during the tempering of low-alloy steel through the non-isothermal dilatometry. J. Mater. Sci. 2010, 45, 418–428. [Google Scholar] [CrossRef]
- Ishida, K. Calculation of the effect of alloying elements on the Ms temperature in steels. J. Alloys Compd. 1995, 220, 126–131. [Google Scholar] [CrossRef]
- Pierce, D.T.; Coughlin, D.R.; Clarke, K.D.; De Moor, E.; Poplawsky, J.; Williamson, D.L.; Mazumder, B.; Speer, J.G.; Hood, A.; Clarke, A.J. Microstructural evolution during quenching and partitioning of 0.2C-1.5Mn-1.3Si steels with Cr or Ni additions. Acta Mater. 2018, 151, 454–469. [Google Scholar] [CrossRef]
- Allain, S.; Aoued, S.; Quintin-Poulon, A.; Gouné, M.; Danoix, F.; Hell, J.-C.; Bouzat, M.; Soler, M.; Geandier, G. In Situ Investigation of the Iron Carbide Precipitation Process in a Fe-C-Mn-Si Q&P Steel. Materials 2018, 11, 1087. [Google Scholar] [CrossRef] [Green Version]
- Barani, A.A.; Ponge, D. Optimized Thermomechanical Treatment for Strong and Ductile Martensitic Steels. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2007; Volume 539–543, pp. 4526–4531. ISBN 0878494286. [Google Scholar]
- Nam, W.-J.; Choi, H.-C. Effects of silicon, nickel, and vanadium on impact toughness in spring steels. Mater. Sci. Technol. 1997, 13, 568–574. [Google Scholar] [CrossRef]
- Kim, B.; Boucard, E.; Sourmail, T.; San Martín, D.; Gey, N.; Rivera-Díaz-del-Castillo, P.E.J. The influence of silicon in tempered martensite: Understanding the microstructure–properties relationship in 0.5–0.6wt.% C steels. Acta Mater. 2014, 68, 169–178. [Google Scholar] [CrossRef]
- Wang, Z.; Qi, J.; Liu, Y. Effect of Silicon Content on the Hardenability and Mechanical Properties of Link-Chain Steel. J. Mater. Eng. Perform. 2019, 28, 1678–1684. [Google Scholar] [CrossRef]
- Sun, C.; Fu, P.; Liu, H.; Liu, H.; Du, N.; Cao, Y. The Effect of Lath Martensite Microstructures on the Strength of Medium-Carbon Low-Alloy Steel. Crystals 2020, 10, 232. [Google Scholar] [CrossRef] [Green Version]
- Krauss, G. Steels: Processing, Structure and Performance, 2nd ed.; ASM International: Novelty, OH, USA, 2015; ISBN 978-1-62708-083-5. [Google Scholar]
- Galindo-Nava, E.I.; Rivera-Díaz-del-Castillo, P.E.J. A model for the microstructure behaviour and strength evolution in lath martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef] [Green Version]
- Forsik, S.A.J.; Rivera-Diaz-del-Castillo, P.E.J. Martensitic Steels: Epsilon Carbides in Tempered. In Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 2169–2181. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel (wt%) | C | Si | Cu | Mn | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| A | 0.56 | 1.06 | 1.47 | 0.67 | 0.77 | 0.055 | 0.014 | Bal. |
| B | 0.56 | 1.54 | 1.48 | 0.70 | 0.77 | 0.056 | 0.016 | Bal. |
| BX | 0.57 | 1.51 | 0.12 | 0.68 | 0.75 | 0.13 | 0.032 | Bal. |
| C | 0.57 | 2.04 | 1.47 | 0.72 | 0.77 | 0.056 | 0.016 | Bal. |
| D | 0.57 | 2.49 | 1.47 | 0.75 | 0.77 | 0.058 | 0.016 | Bal. |
| 1.7102 | 0.51–0.59 | 1.2–1.6 | - | 0.5–0.8 | 0.5–0.8 | - | - | 96.2–97.3 |
| β (K/s) | A | BX | B | C | D |
|---|---|---|---|---|---|
| 0.005 | 110 °C | 111 °C | 112 °C | 109 °C | 108 °C |
| 0.05 | 145 °C | 144 °C | 133 °C | 144 °C | 143 °C |
| 0.5 | 162 °C | 160 °C | 162 °C | 160 °C | 160 °C |
| 5 | 196 °C | 190 °C | 189 °C | 190 °C | 194 °C |
| 50 | 237 °C | 237 °C | 239 °C | 234 °C | 238 °C |
| β (K/s) | A | BX | B | C | D |
|---|---|---|---|---|---|
| 0.005 | 381 °C | 399 °C | 399 °C | 404 °C | 414 °C |
| 0.05 | 418 °C | 430 °C | 433 °C | 442 °C | 452 °C |
| 0.5 | 447 °C | 462 °C | 466 °C | 473 °C | 486 °C |
| 5 | 485 °C | 496 °C | 494 °C | 510 °C | 524 °C |
| 50 | 535 °C | 551 °C | 556 °C | 565 °C | 583 °C |
| Stage | A | BX | B | C | D |
|---|---|---|---|---|---|
| I | (114 ± 7) kJ/mol | (116 ± 7) kJ/mol | (112 ± 5) kJ/mol | (116 ± 8) kJ/mol | (112 ± 6) kJ/mol |
| II | (257 ± 7) kJ/mol | (272 ± 10) kJ/mol | (268 ± 15) kJ/mol | (265 ± 9) kJ/mol | (261 ± 8) kJ/mol |
| RA (%) | Tempering Temperature (°C) | |||
|---|---|---|---|---|
| 200 | 300 | 400 | 500 | |
| A | 8.5 | 5.6 | 0.0 | 0.0 |
| BX | 8.3 | 5.6 | 0.4 | 0.0 |
| B | 9.8 | 7.4 | 1.1 | 0.0 |
| C | 10.8 | 9.5 | 5.2 | 0.0 |
| D | 11.8 | 9.7 | 5.6 | 0.0 |
| Steel | Quenching Temperature (°C) | Quenching Medium | Tempering Temperature (°C) | YS (MPa) min. | UTS (MPa) | A(%) min. | Z (%) min. | Impact Energy for 20 °C (J) min. |
|---|---|---|---|---|---|---|---|---|
| 1.7102 | 840–870 | oil | 400–450 | 1300 | 1450–1750 | 6 | 25 | 8 |
| BX | 900 | oil | 400–500 | 1705–1300 | 1897–1402 | 10.3–11.8 | 43.9–43.9 | 9.9–14.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salvetr, P.; Gokhman, A.; Nový, Z.; Motyčka, P.; Kotous, J. Effect of 1.5 wt% Copper Addition and Various Contents of Silicon on Mechanical Properties of 1.7102 Medium Carbon Steel. Materials 2021, 14, 5244. https://doi.org/10.3390/ma14185244
Salvetr P, Gokhman A, Nový Z, Motyčka P, Kotous J. Effect of 1.5 wt% Copper Addition and Various Contents of Silicon on Mechanical Properties of 1.7102 Medium Carbon Steel. Materials. 2021; 14(18):5244. https://doi.org/10.3390/ma14185244
Chicago/Turabian StyleSalvetr, Pavel, Aleksandr Gokhman, Zbyšek Nový, Petr Motyčka, and Jakub Kotous. 2021. "Effect of 1.5 wt% Copper Addition and Various Contents of Silicon on Mechanical Properties of 1.7102 Medium Carbon Steel" Materials 14, no. 18: 5244. https://doi.org/10.3390/ma14185244