
Characteristics of 3D Printable Bronze PLA-Based Filament Composites for Gaskets


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Composite and Nanocomposite Materials. From Knowledge to Industrial Applications. Available online: https://www.intechopen.com/books/composite-and-nanocomposite-materials (accessed on 11 April 2021).
- Composite Materials. Available online: https://www.sciencedirect.com/topics/engineering/composite-materials (accessed on 11 April 2021).
- Perdiou, A.S.; Eldin, R.A.; Hajaj, K.R.; Rominu, M.I.H.A.I.; Sinescu, C.O.S.M.I.N.; Negrutiu, M.; Hajaj, T. A Comparative Evaluation of Stress Resistance Between Nano-hybrid Composite and Ormocer Restorations on Posterior Teeth—In vitro Study. Mater. Plast. 2020, 57, 8–12. [Google Scholar] [CrossRef]
- Gu, T.; Castelnau, O.; Forest, S.; Hervé-Luanco, E.; Lecouturier, F.; Proudhon, H.; Thilly, L. Multiscale Modeling of the Elastic Behavior of Architectured and Nanostructured Cu-Nb Composite Wires. Int. J. Solids Struct. 2017, 121, 148–162. [Google Scholar] [CrossRef]
- Marth, S.; Haggblad, H.-A.; Oldenburg, M. A Comparison Between Stepwise Modelling and Inverse Modelling Methods for Characterization of Press Hardened Sheet Metals. In Proceedings of the 6th International Conference Hot Sheet Metal Forming of High-Performance Steel CHS2, Atlanta, GA, USA, 4–7 June 2017; pp. 281–288. [Google Scholar]
- Petho, D.; Miko, T.; Gacsi, Z. The Caracterisation of Ceramic Particles Reinforced Molybdenum Composites Produced by Cold Pressing. In Proceedings of the Euro PM 2018 Congress, Bilbao, Spain, 14–18 October 2018; European Powder Metallurgy Association (EPMA): Chantilly, France, 2018. [Google Scholar]
- Ferraris, L.; Poskovic, E.; Franchini, F. A New Soft Magnetic Composites Material for Electrical Machine: Improvement of Mechanical Properties with High Molding Pressure. In Proceedings of the Euro PM 2017 Congress, Milan, Italy, 1–4 October 2017; European Powder Metallurgy Association (EPMA): Chantilly, France, 2017. [Google Scholar]
- Walther, G.; Buettner, T.; Kieback, B.; Weissgaerber, T.; Tønnesen, T.; Andersen, T.P.; Madsen, T.; Christensen, C.H.; Wahlberg, P. Iron-Based Sintered Friction Material for Motor Cycles. In Proceedings of the Euro PM 2019 Congress, Maastricht, The Netherlands, 13–16 October 2019; European Powder Metallurgy Association (EPMA): Chantilly, France, 2019. [Google Scholar]
- Moraru, C.G. Study, Research and Contributions Regarding the Development of Some Copper Based Sintered Alloys Used in the Electronics and Electrotechnics Industry. Ph.D. Thesis, Transilvania University Brasov, Brașov, Romania, 2013; pp. 42–48. [Google Scholar]
- Petre, R.; Zecheru, T.; Petrea, N.; Ginghina, R.; Sandu, S.; Muresan, M.; Neatu, F. Synthesis and Mechanical Properties of Polyurea-Based Hybrid Composites for Ballistic Individual Protection. Mater. Plast. 2018, 55, 315–319. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Vucetic, M.; Bonhage, M.; Zaitsev, A.; Malik, I.Y. Compaction of a Copper Spiral within a Cylindrical Die of Steel Powder and Investigation of their Deformation Behavior. In Proceedings of the Euro PM 2016 Congress, Hamburg, Germany, 9–13 October 2016; European Powder Metallurgy Association (EPMA): Chantilly, France, 2016. [Google Scholar]
- Yih, P.; Chung, D.D.L. Titanium Diboride Copper-Matrix Composites. J. Mater. Sci. 1997, 32, 1703–1709. [Google Scholar] [CrossRef]
- Hutsch, T.; Riesselmann, J.; Walther, G.; Weißgärber, T.; Kieback, B.; Brieß, K. Reusable and Lightly Loaded Thermal Interface for Modular Satellites Based on Powder Metallurgically Processed Copper/CNT Composite. In Proceedings of the Euro PM 2018 Congress, Bilbao, Spain, 14–18 October 2018; European Powder Metallurgy Association (EPMA): Chantilly, France, 2018. [Google Scholar]
- Scheithauer, U.; Weingarten, S.; Johne, R.; Schwarzer, E.; Abel, J.; Richter, H.-J.; Moritz, T.; Michaelis, A. Ceramic-Based 4D Components: Additive Manufacturing (AM) of Ceramic-Based Functionally Graded Materials (FGM) by Thermoplastic 3D Printing (T3DP). Materials 2017, 10, 1368. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prabhakar, M.M.; Saravanan, A.K.; Lenin, A.H.; Mayandi, K.; Ramalingam, P.S. A short review on 3D printing methods, process parameters and materials. Mater. Today Proc. 2021, 45 Pt 7, 6108–6114. [Google Scholar] [CrossRef]
- Hanon, M.M.; Alshammas, Y.; Zsidai, L. Effect of Print orientation and Bronze Existence on Tribological and Techanical Properties of 3D-printed bronze/PLA composite. Int. J. Adv. Manuf. Technol. 2020, 108, 553–570. [Google Scholar] [CrossRef]
- Juan, F.; Isaza, P.; Aumund-Kopp, C.; Wieland, S.; Petzoldt, F.; Bauschulte, M.; Godlinski, D. New Materials and Applications by 3D-Printing for Innovative Approaches. In Proceedings of the Euro PM 2015 Congress, Reims, France, 4–7 September 2015; European Powder Metallurgy Association (EPMA): Chantilly, France, 2015. [Google Scholar]
- Studnitzky, T.; Dressler, M.; Jurisch, M.; Reuter, K.; Riecker, S.; Strauß, A.; Kieback, B. 3D Screen and Stencil Printing: Real Mass Production for Metals, Ceramics and their Combinations. In Proceedings of the Euro PM 2016 Congress, Hamburg, Germany, 9–13 October 2016; European Powder Metallurgy Association (EPMA): Chantilly, France, 2016. [Google Scholar]
- Dickson, A.; Abourayana, H.; Dowling, D. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Murariu, M.; Dubois, P. PLA Composites: From Production to Properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Balasz, A.; Weltsch, Z. Thermal and Mechanical Assessment of PLA-SEBS and PLA-SEBS-CNT Biopolymer Blends for 3D Printing. Appl. Sci. 2021, 11, 6218. [Google Scholar] [CrossRef]
- Saeidlou, M.A.; Huneault, H.; Li, C.B. Park: Poly(lactic acid) crystallization. Prog. Polym. Sci. 2012, 37, 1657–1677. [Google Scholar] [CrossRef]
- Claro, P.I.C.; Neto, A.R.S.; Bibbo, A.C.C.; Mattoso, L.H.C.; Bastos, M.S.R.; Marconcini, J.M. Biodegradable Blends with Potential Use in Packaging: A Comparison of PLA/Chitosan and PLA/Cellulose Acetate Films. J. Polym. Environ. 2016, 24, 363–371. [Google Scholar] [CrossRef]
- Pumps&Systems. Available online: https://www.pumpsandsystems.com/seals/gaskets (accessed on 2 April 2021).
- Cristofolini, G. In-Situ Analysis of the Powder Behaviour during Cold Compaction. In Proceedings of the Euro PM 2014 Congress, Salzburg, Austria, 21–24 September 2014; European Powder Metallurgy Association (EPMA): Chantilly, France, 2014. [Google Scholar]
- Molinari, A.; Baselli, S.; Torresani, E.; Cristofolini, I.; Larsson, M. The Shrinkage of Uniaxially Cold Compacted Iron Green Parts. In Proceedings of the Euro PM 2016 Congress, Hamburg, Germany, 9–13 October 2016; European Powder Metallurgy Association (EPMA): Chantilly, France, 2016. [Google Scholar]
- Yih, P.; Chung, D.D.L. Comparative Study of the Coated Filler Method and the Admixture Method of Powder Metallurgy for Making Metal-Matrix Composites. J. Mater. Sci. 1997, 32, 2873–2894. [Google Scholar] [CrossRef]
- Zago, M.; Cristofolini, I.; Molinari, A.; Pederzini, G.; Rambelli, A. Processing Method to Improve the Reliability of Data Recorded by an Industrial Press in Describing Powder Behavior during Uniaxial Cold Compaction. In Proceedings of the Euro PM 2018 Congress, Bilbao, Spain, 14–18 October 2018; European Powder Metallurgy Association (EPMA): Chantilly, France, 2018. [Google Scholar]
- Sava, M. Study Regarding Cold Compressed Metal Powder Behavior. Ph.D. Thesis, Politehnica University Timișoara, Timișoara, Romania, 2003. [Google Scholar]
- Udrescu, L.; Sava, M. A Study of the Mechanical Behavior of a Sintered Bronze Powder Compaction, Scientific Bulletin of the “Politehnica University” of Timisoara. Trans. Mech. 2003, 48, 73–78. [Google Scholar]
- Technical Data Sheet. Available online: https://cdn-3d.niceshops.com/upload/file/tds-metalfil-ancient-bronze.pdf (accessed on 12 July 2021).
- Material Safety Data Sheet. Available online: https://cdn-3d.niceshops.com/upload/file/msds-metalfil-ancient-bronze.pdf (accessed on 12 July 2021).
- ISO 20753/2008. Plastics—Test Specimens; ISO: Geneva, Switzerland, 2008. [Google Scholar]
- ASTM F2971-13. Standard Practice For Reporting Data For Test Specimens Prepared By Additive Manufacturing; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Stoia, D.I.; Marsavina, L.; Cosa, A.; Nicoara, A. Parameter Optimization for Biocompatible Polyamide Used in Selective Laser Sintering (SLS). In Acoustics and Vibration of Mechanical Structures—AVMS 2019; Springer: Cham, Switzerland, 2021; pp. 323–329. [Google Scholar] [CrossRef]
- ISO. 604:2002(en)—Plastics—Determination of Compressive Properties; ISO: Geneva, Switzerland, 2002. [Google Scholar]
- Iannace, S.; Sorrentino, L.; Di Maio, E. Biodegradable biomedical foam scaffolds. In Biomedical Foams for Tissue Engineering Applications; Paolo, A.N., Ed.; Woodhead Publishing: Sawston, UK, 2014; pp. 163–187. ISBN 9780857096968. [Google Scholar] [CrossRef]
- Filamet™ Metal and Ceramic 3D Printing Materials. Available online: https://www.thevirtualfoundry.com/products (accessed on 15 July 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Unit | Value | Method |
|---|---|---|---|
| Specific gravity | g/cm3 | 3.5 | ISO 1183 |
| Melting temperature | °C | 200 ± 10 | ISO 294 |
| Tensile Strength | MPa | 19 | ISO 527 |
| Tensile Modulus | MPa | 3990 | ISO 527 |
| Elongation @ break | % | 8 | ISO 527 |
| Impact Strength (Izod-Un 23 °C) | kJ/m2 | 11.3 | ISO 179 |
| Soluble in water | Insoluble | ||
| Hazardous reactions | The product is chemically stable | ||
| Density [g/cm3] | Load Temperature [°C] | Resulting Sample |
|---|---|---|
| 3.29 | 24 |  |
| 3.44 | 40 |  |
| 3.49 | 60 |  |
| 3.74 | 80 |  |
| Material | Density [g/cm3] | Compressive Modulus [MPa] | Maximum Working Temperatures [°C] | Reference |
|---|---|---|---|---|
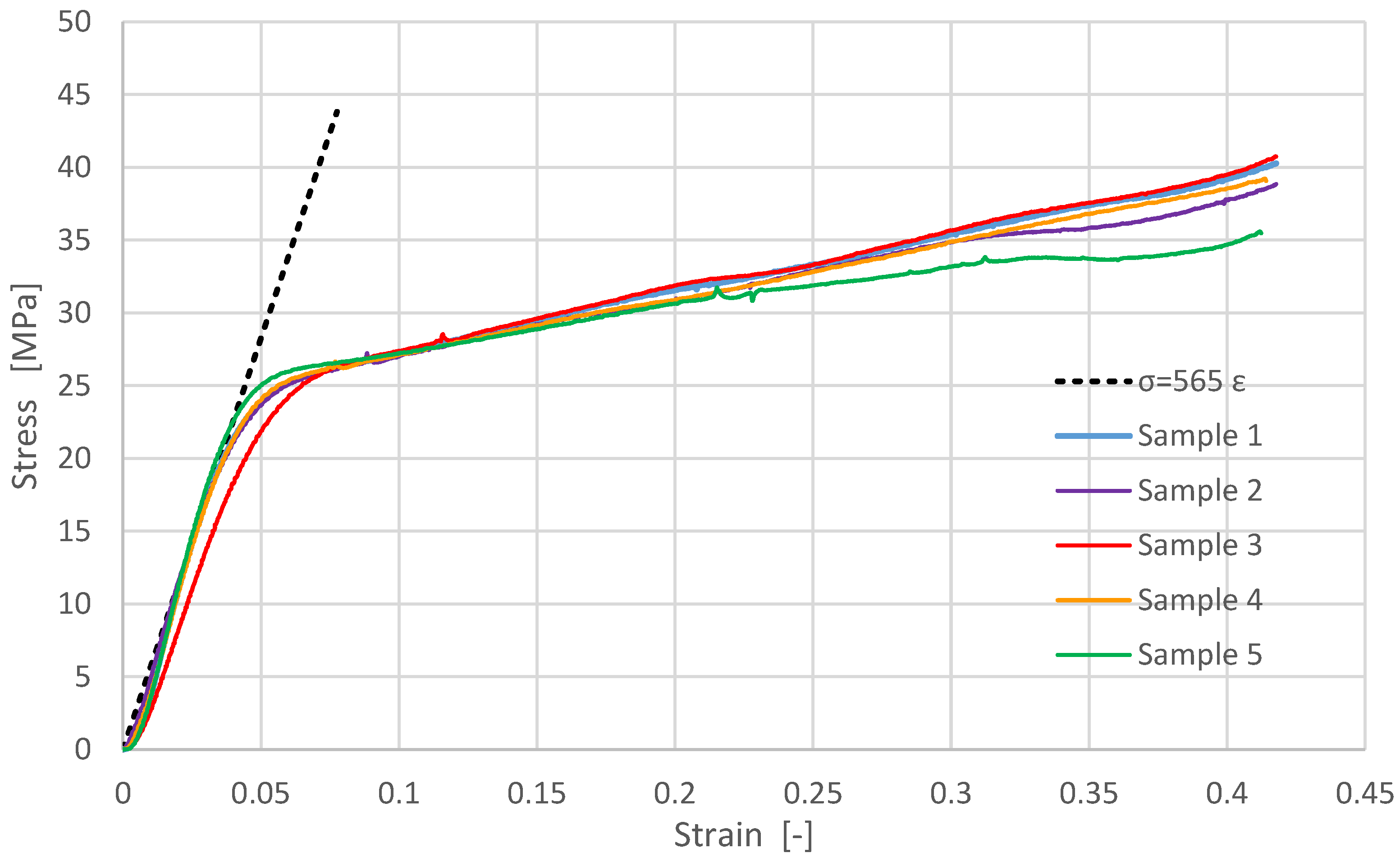
| MetalFil—Ancient bronze Vertically layered | 3.29 | 565 | + 40 | This work |
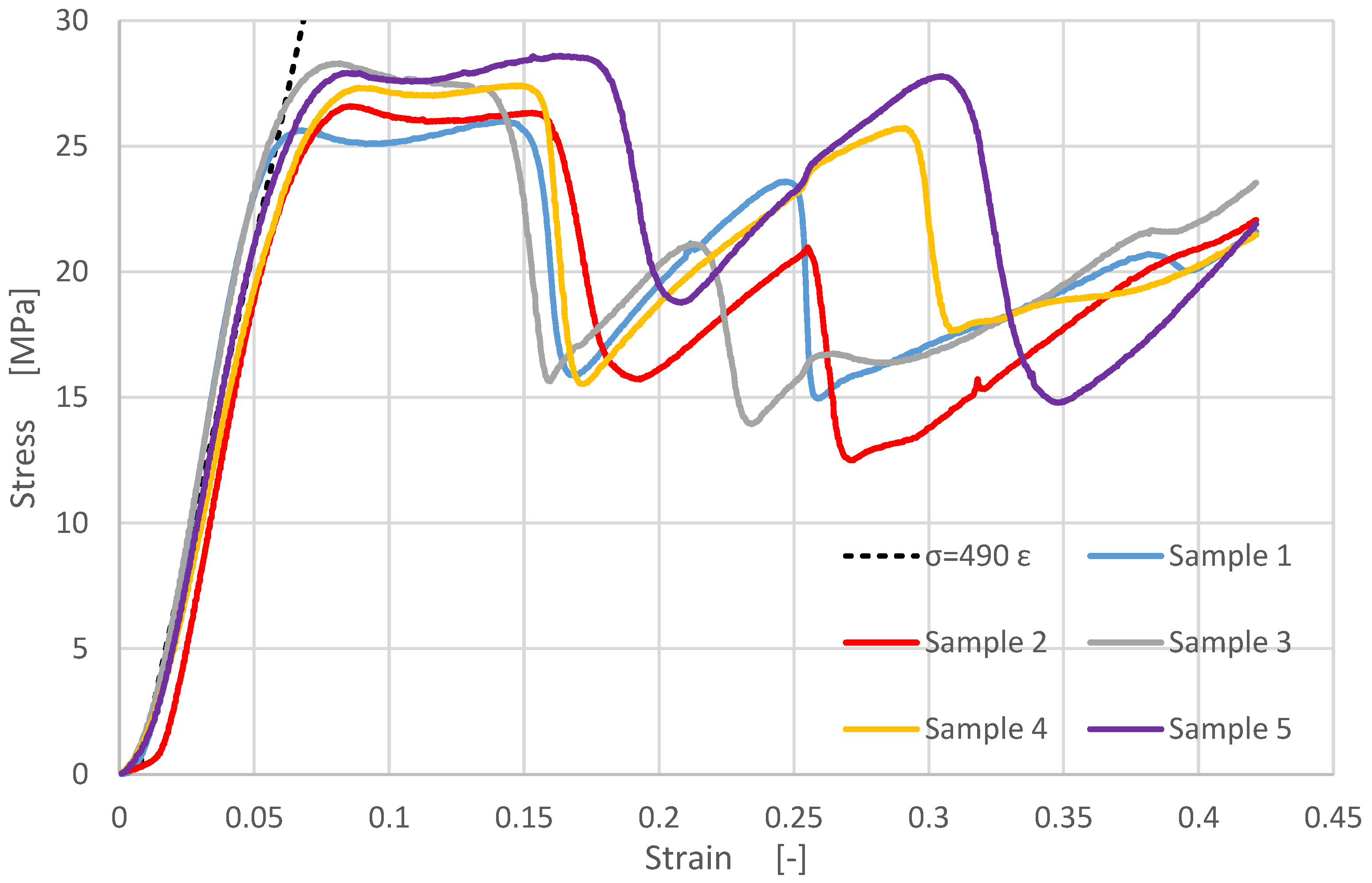
| MetalFil—Ancient bronze Horizontally layered | 3.29 | 490 | + 40 | This work |
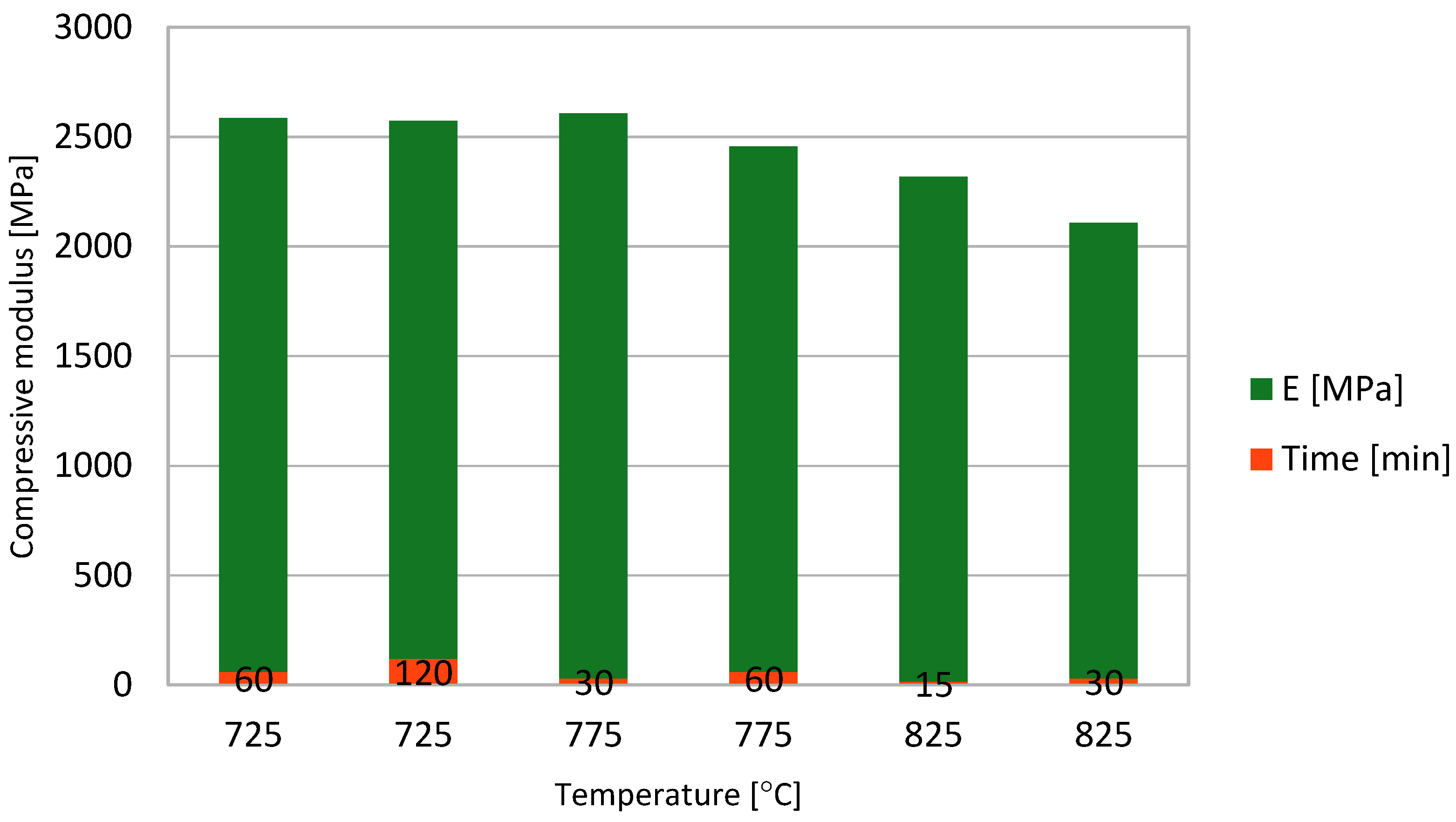
| 725 °C Sintered bronze powder | 7.1 | 2526 | + 90 | [31] |
| 775 °C Sintered bronze powder | 7.2 | 2397 | + 90 | [31] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sava, M.; Nagy, R.; Menyhardt, K. Characteristics of 3D Printable Bronze PLA-Based Filament Composites for Gaskets. Materials 2021, 14, 4770. https://doi.org/10.3390/ma14164770
Sava M, Nagy R, Menyhardt K. Characteristics of 3D Printable Bronze PLA-Based Filament Composites for Gaskets. Materials. 2021; 14(16):4770. https://doi.org/10.3390/ma14164770
Chicago/Turabian StyleSava, Marcela, Ramona Nagy, and Karoly Menyhardt. 2021. "Characteristics of 3D Printable Bronze PLA-Based Filament Composites for Gaskets" Materials 14, no. 16: 4770. https://doi.org/10.3390/ma14164770