
Blending Wastes of Marble Powder and Dolomite Sorbents for Calcium-Looping CO2 Capture under Realistic Industrial Calcination Conditions




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterization Methods
2.3. Carbonation–Calcination Tests at In Situ XRD Chamber
2.4. Carbonation–Calcination Tests in a Fixed Bed Reactor
3. Results
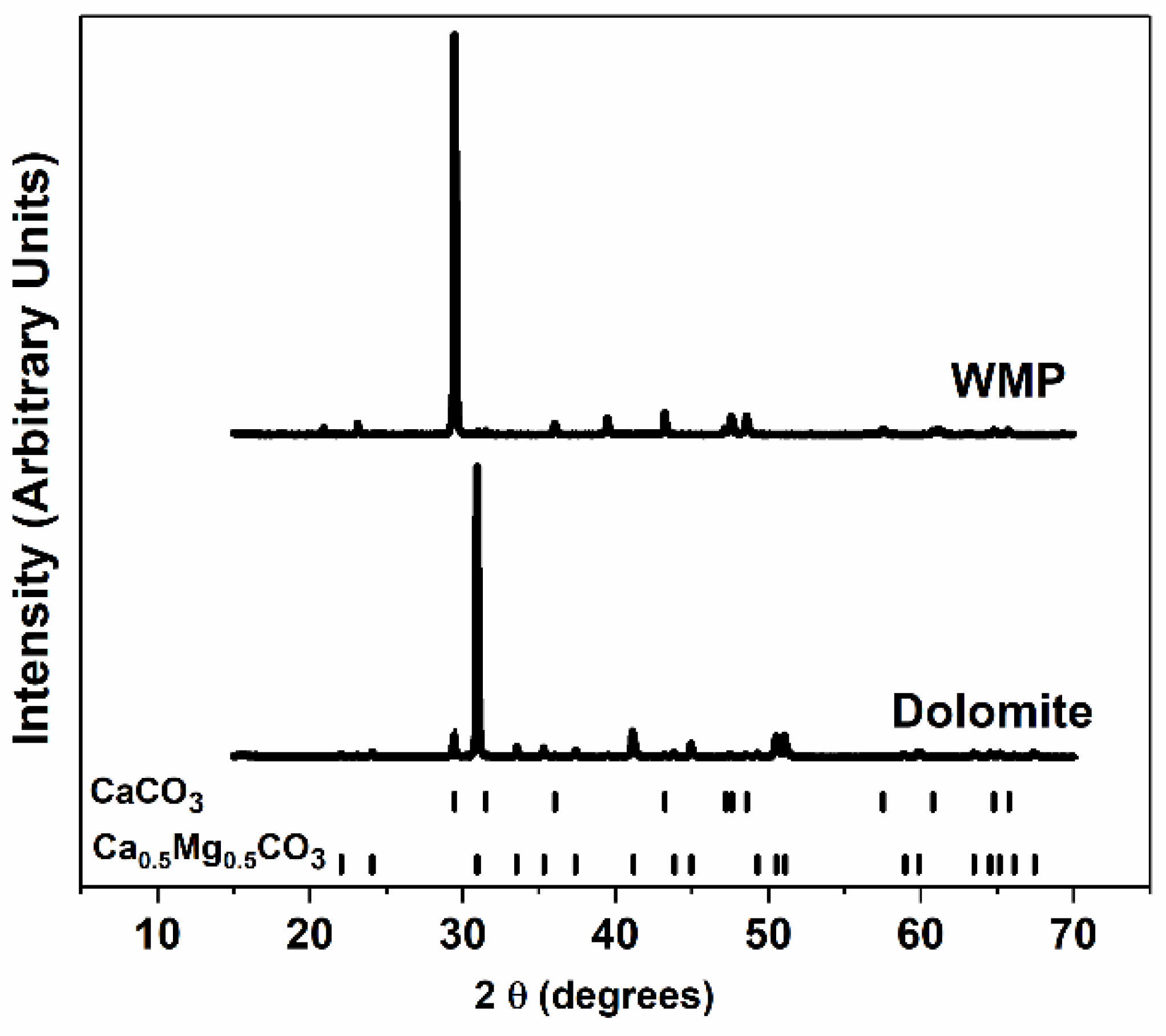
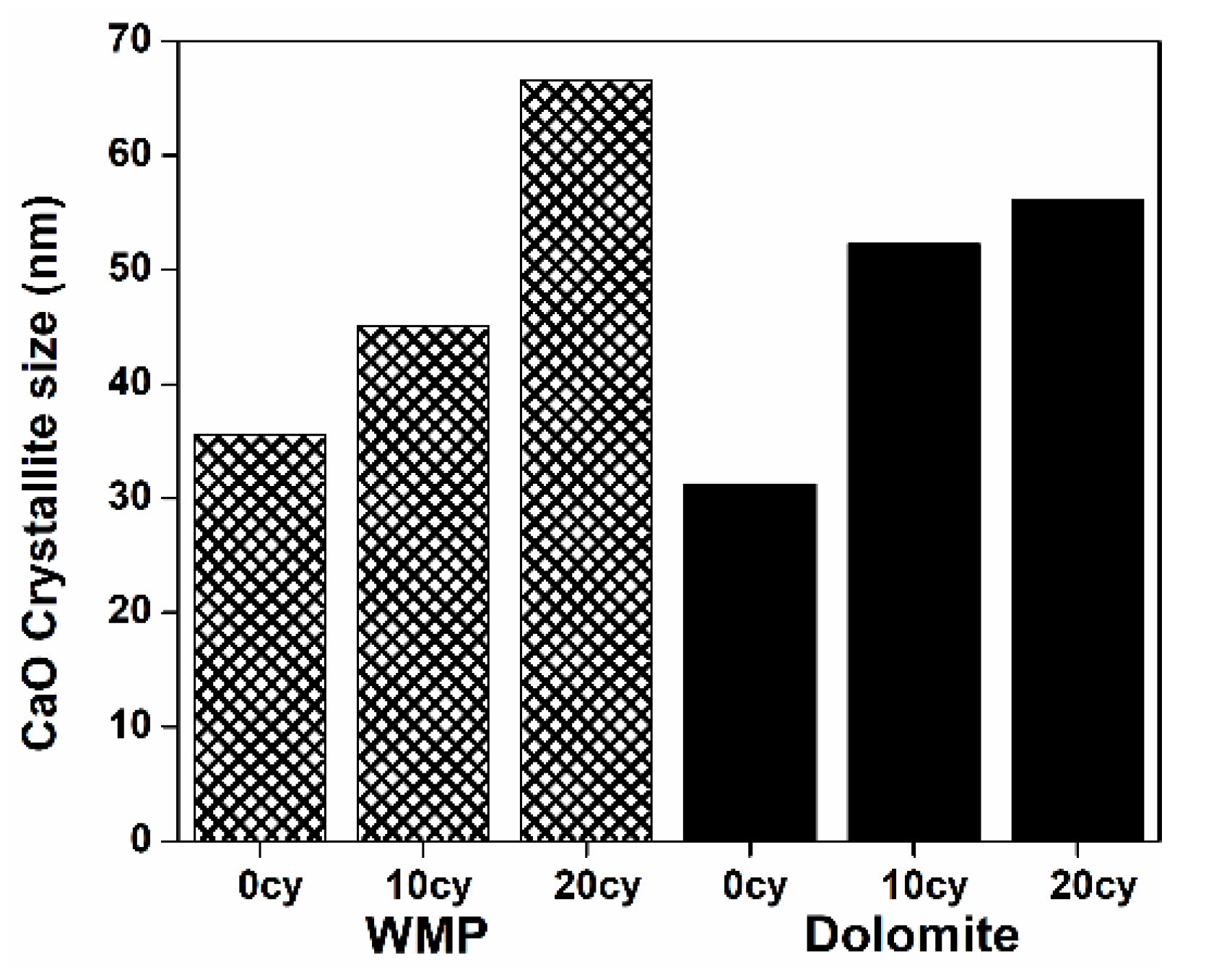
3.1. Sorbent’s Characterization
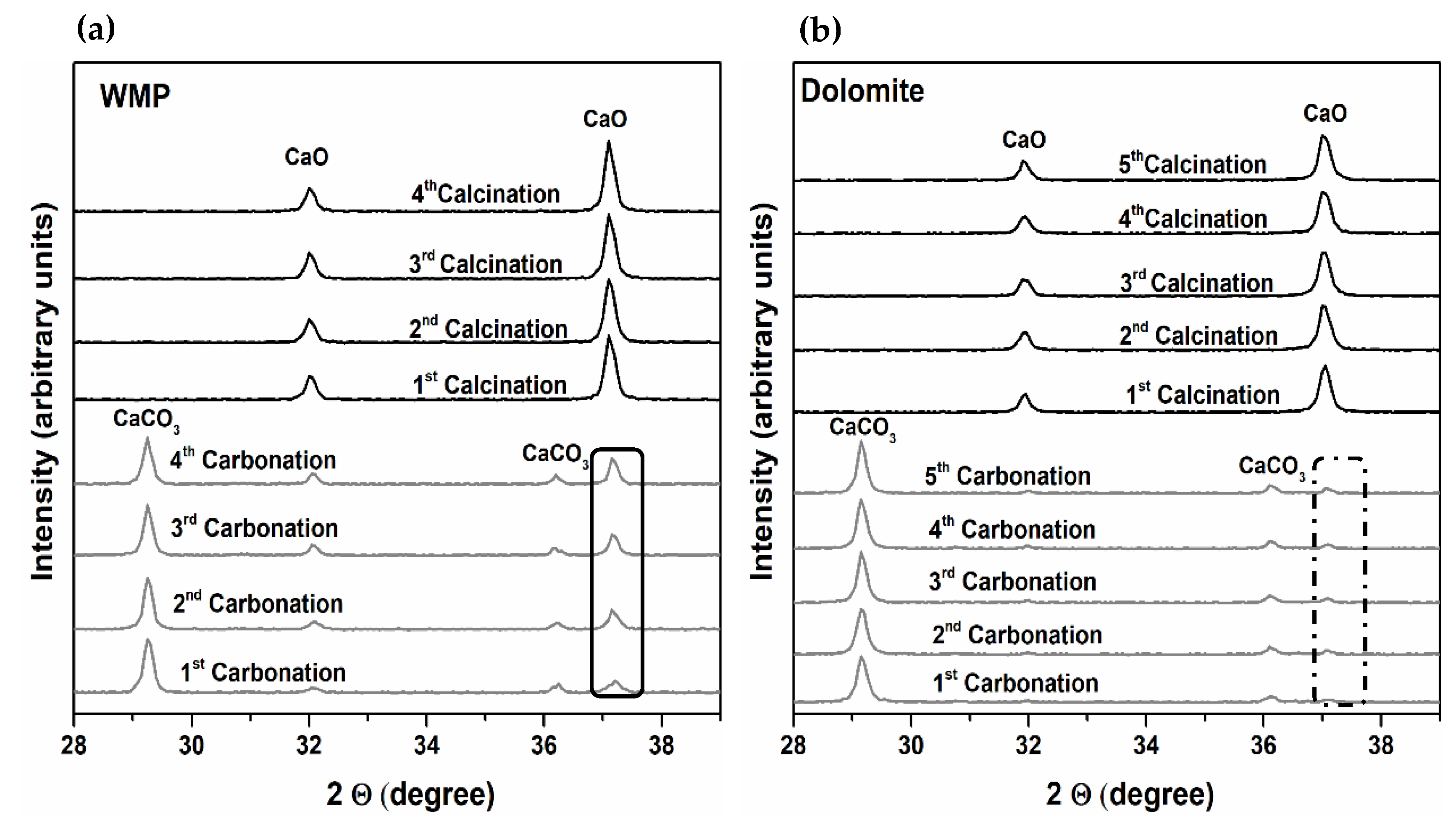
3.2. Evaluation of Sorbents Reactivity by In-Situ XRD
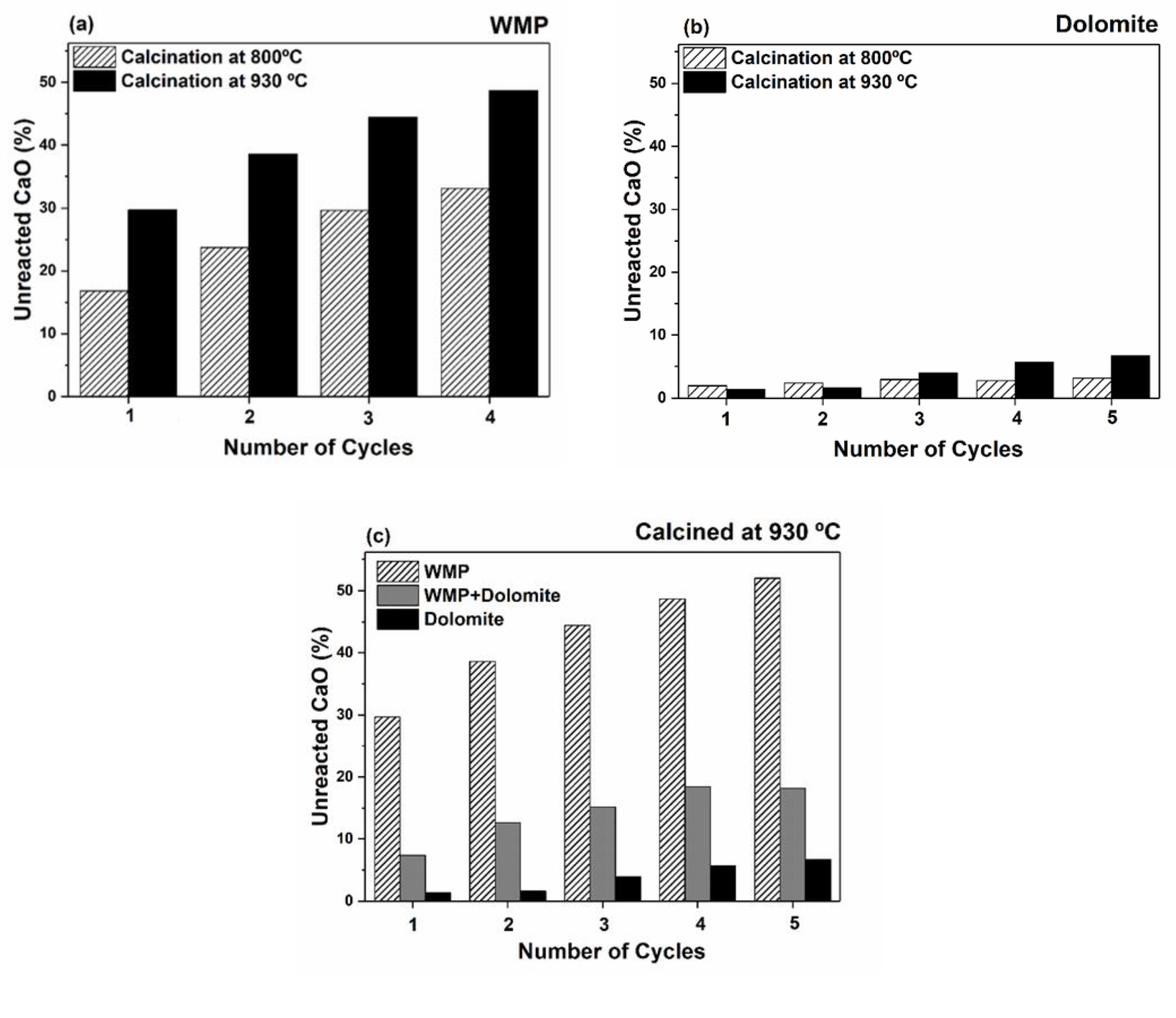
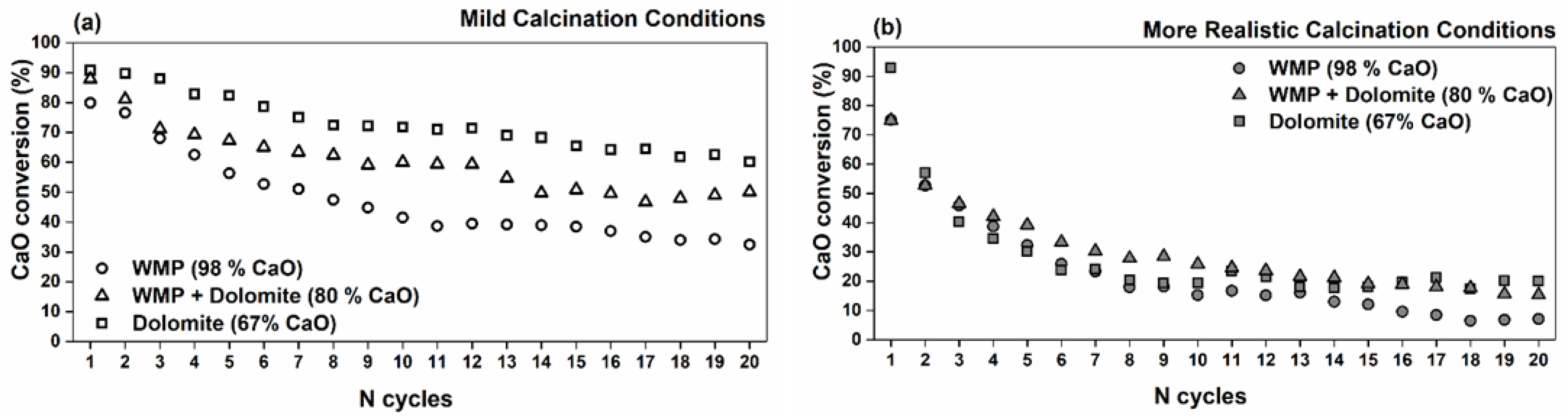
3.3. Evaluation of Sorbents Reactivity for CO2 Capture under Different Calcination Conditions
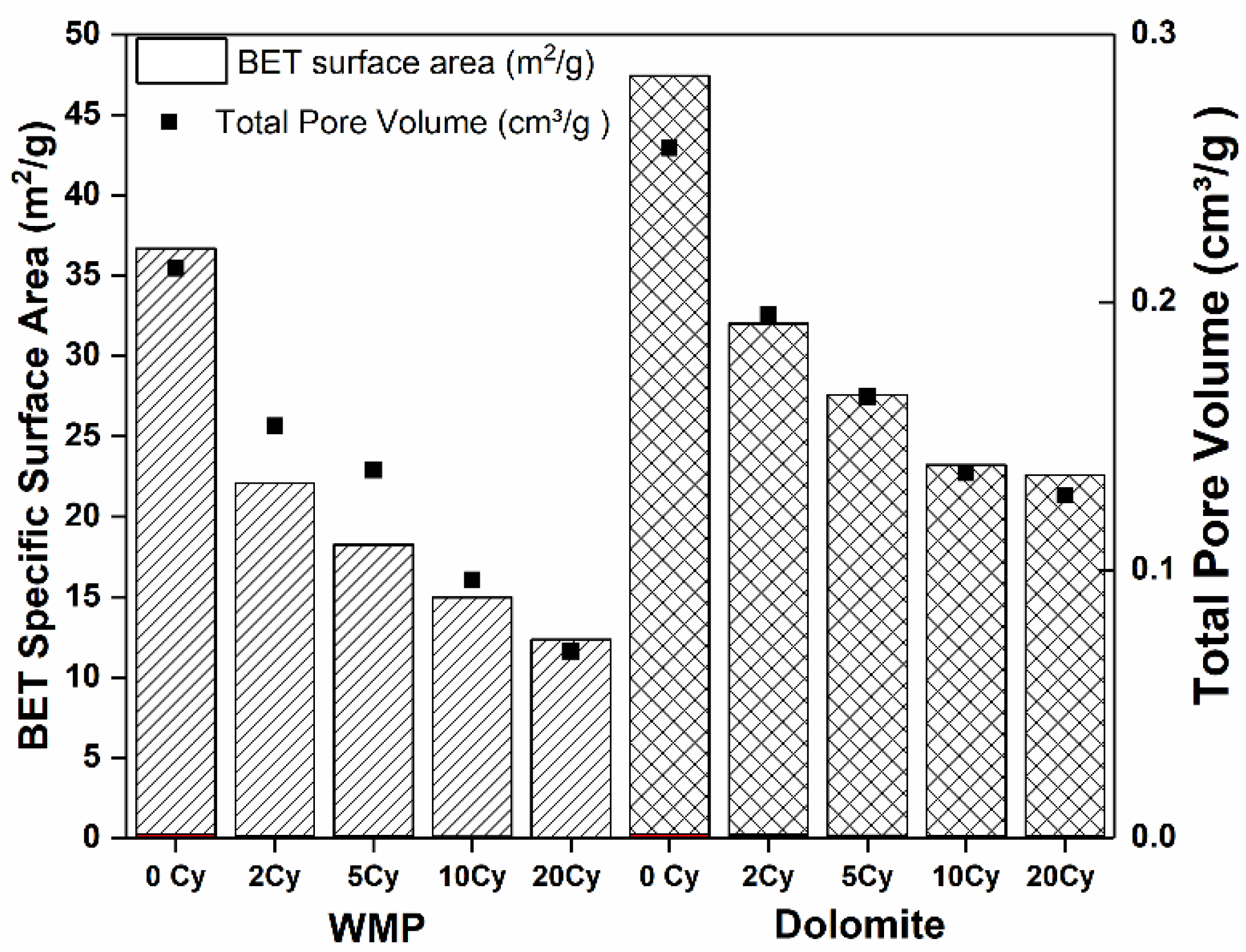
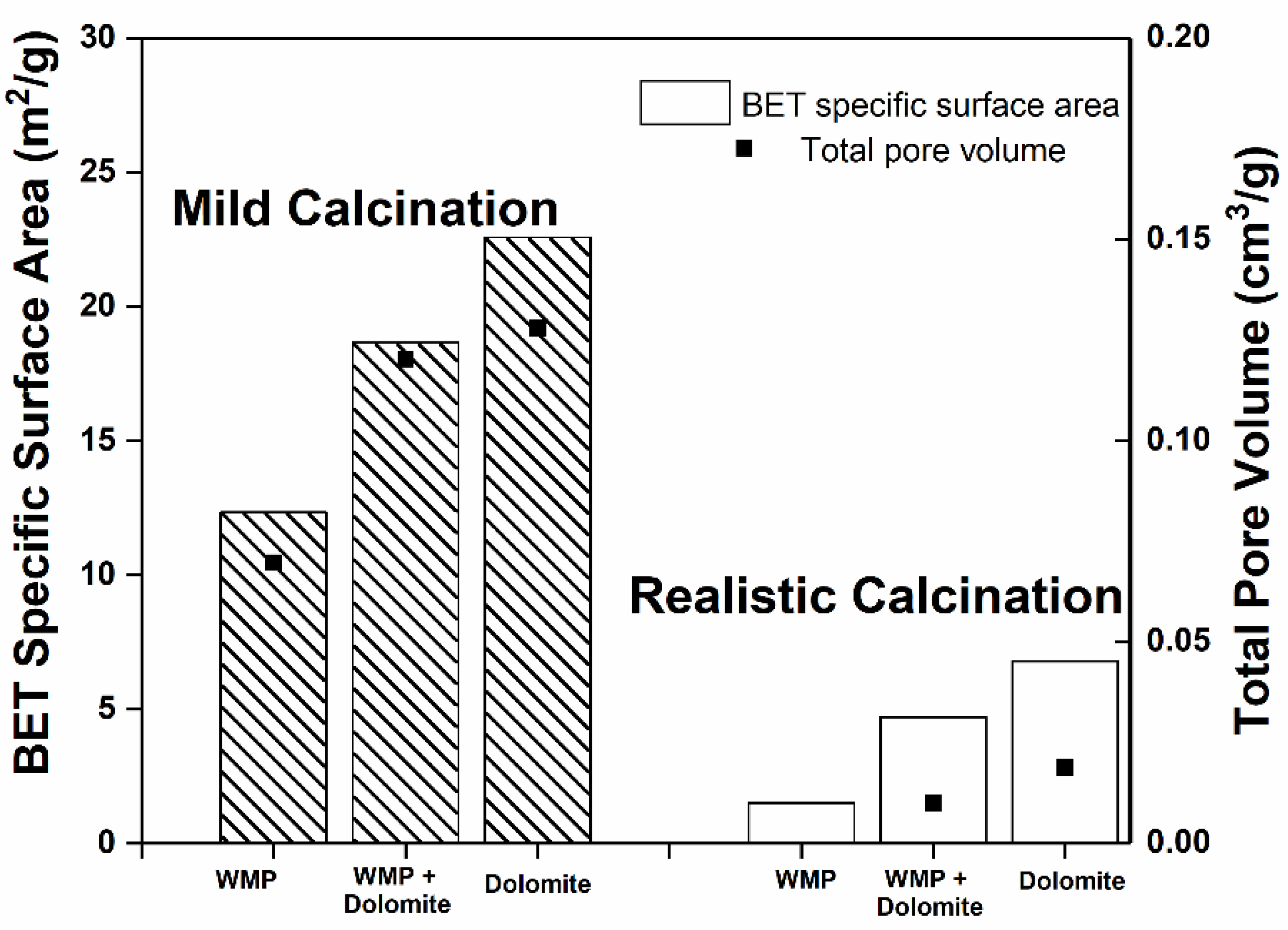
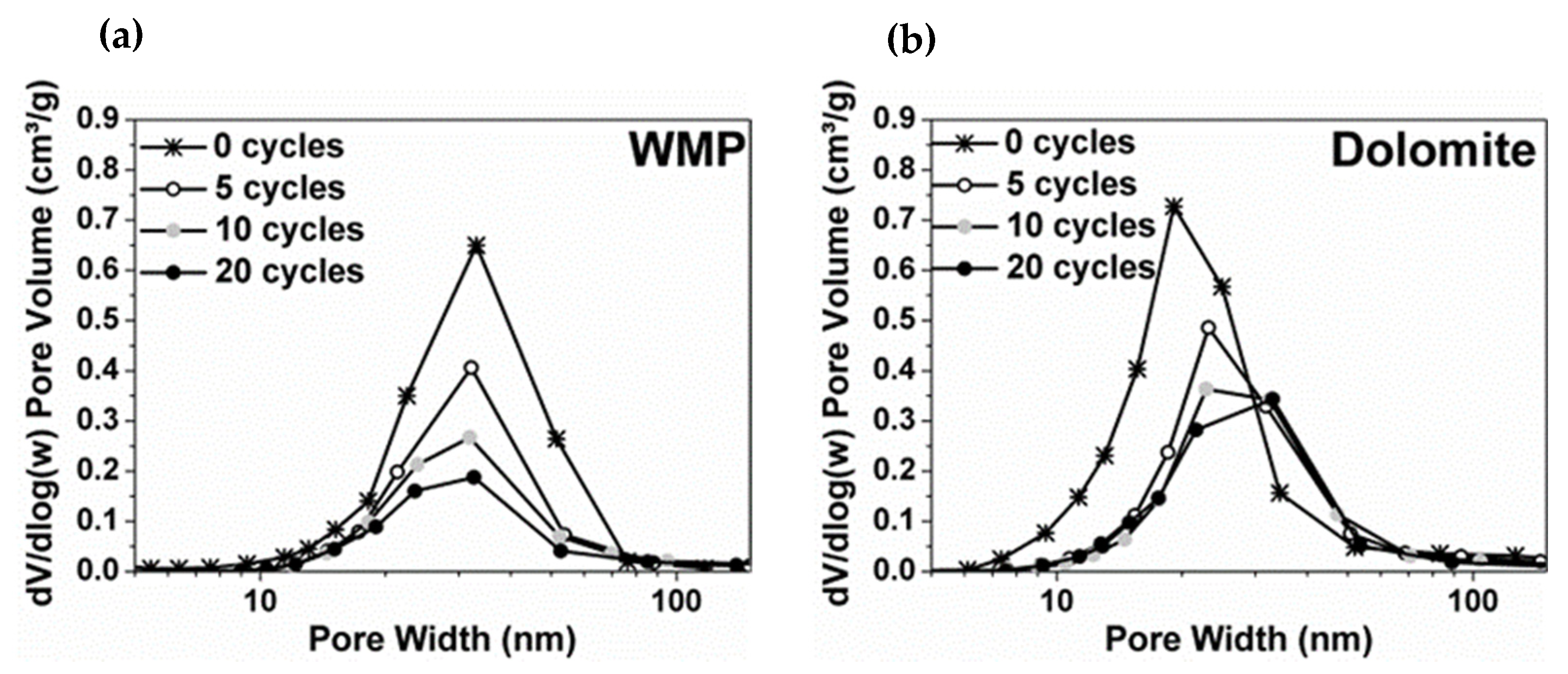
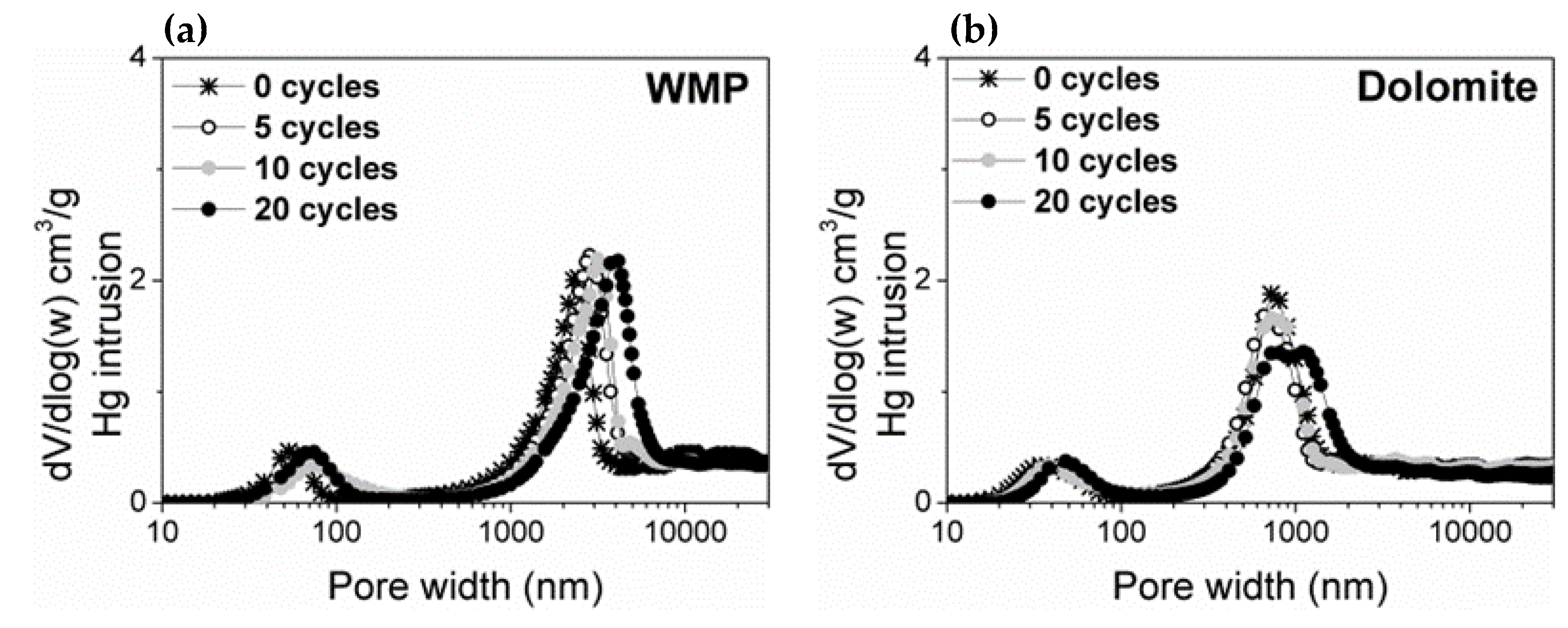
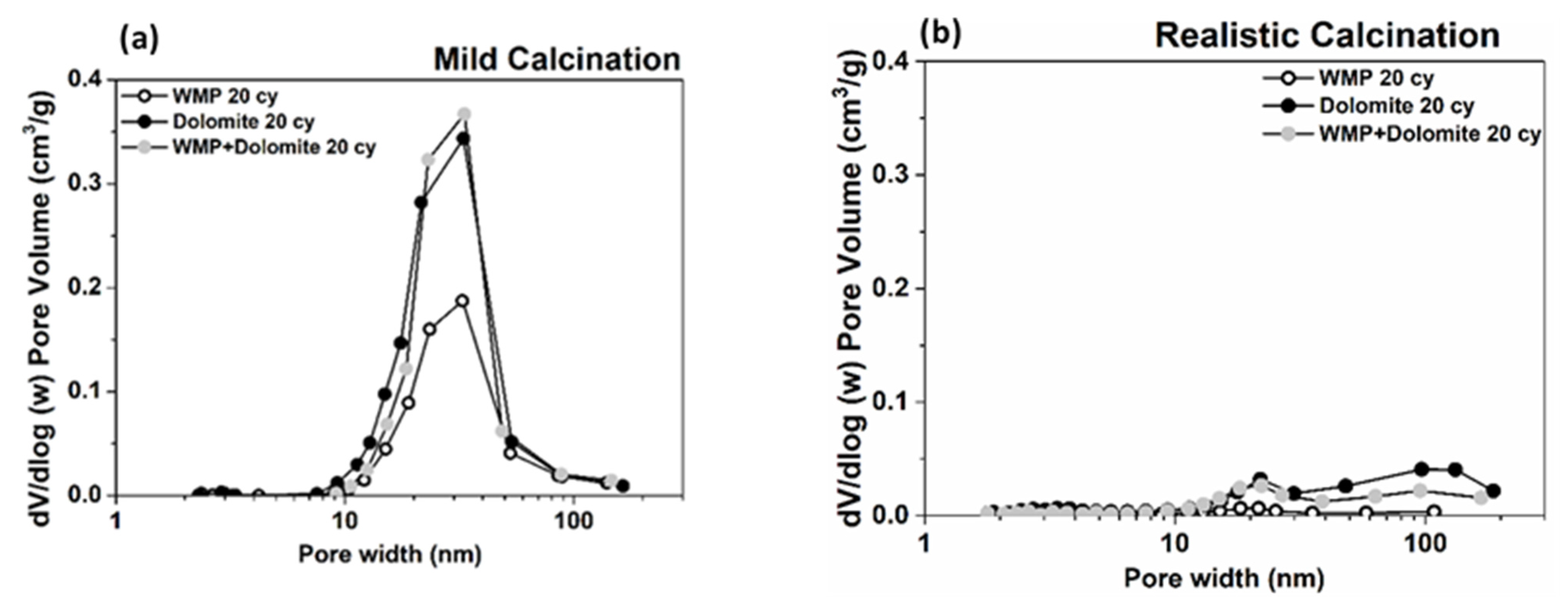
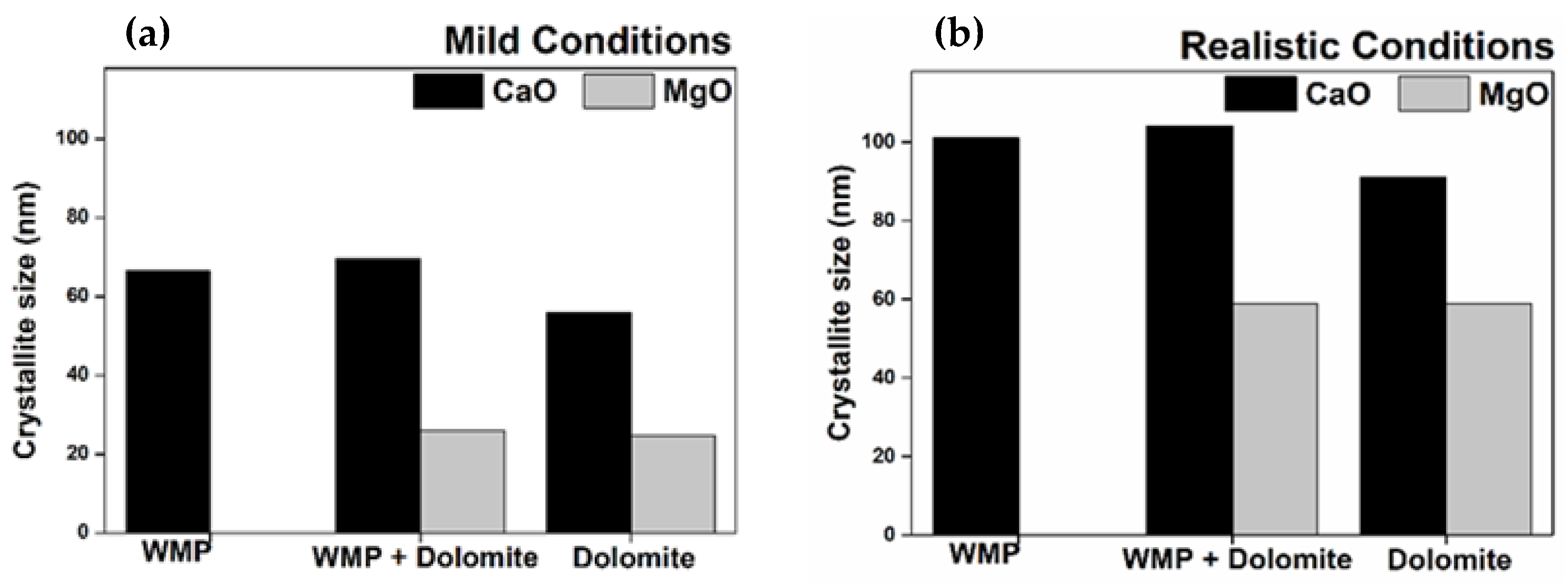
3.4. Textural Properties of Sorbents Tested under Mild and More Realistic Calcination Conditions
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- UNFCCC. Conference of the Parties (COP) Paris Climate Change Conference-November 2015, COP 21. Available online: http://unfccc.int/resource/docs/2015/cop21/eng/l09r01.pdf (accessed on 23 April 2021).
- Global CCS Institute, Global Status of CCS, 2019, Australia. Available online: https://www.globalccsinstitute.com/resources/global-status-report/ (accessed on 23 April 2021).
- Wu, C.; Sun, H.; Shen, B.; Zhang, X.; Huang, J.; Zhang, Y. Progress in the development and application of CaO-based adsorbents for CO2 capture—A review. Mater. Today Sustain. 2018, 1–2, 1–27. [Google Scholar] [CrossRef]
- WBCSD. Cement Technology Roadmap 2009: Carbon Emissions Reductions up to 2050; IEA: Paris, France, 2009. [Google Scholar]
- Technology Roadmap—Low-Carbon Transition in the Cement Industry; International Energy Agency: Paris, France, 2018.
- Hills, T.; Leeson, D.; Florin, N.; Fennell, P. Carbon Capture in the Cement Industry: Technologies, Progress, and Retrofitting. Environ. Sci. Technol. 2016, 50, 368–377. [Google Scholar] [CrossRef] [Green Version]
- Valverde, J.M.; Sanchez-Jimenez, P.E.; Perez-Maqueda, L.A. Calcium-looping for post-combustion CO2 capture. On the adverse effect of sorbent regeneration under CO2. Appl. Energy 2014, 126, 161–171. [Google Scholar] [CrossRef] [Green Version]
- Skoufa, Z.; Antzara, A.; Heracleous, E.; Lemonidou, A.A. Evaluating the activity and stability of CaO-based sorbents for post-combustion CO2 capture in fixed-bed reactor experiments. Energy Procedia 2016, 86, 171–180. [Google Scholar] [CrossRef] [Green Version]
- Valverde, J.M.; Sanchez-Jimenez, P.E.; Perez-Maqueda, L.A.; Quintanilla, M.A.S.; Perez-Vaquero, J. Role of crystal structure on CO2 capture by limestone derived CaO subjected to carbonation/recarbonation/calcination cycles at Ca-looping conditions. Appl. Energy 2014, 125, 264–275. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.; Drese, J.H.; Jones, C.W. Adsorbent materials for carbon dioxide capture from large anthropogenic point sources. ChemSusChem 2009, 2, 796–854. [Google Scholar] [CrossRef]
- Alvarez, D.; Abanades, J.C. Pore-size and shape effects on the recarbonation performance of calcium oxide submitted to repeated calcination/recarbonation cycles. Energy Fuels 2005, 19, 270–278. [Google Scholar] [CrossRef]
- Biasin, A.; Segre, C.U.; Salviulo, G.; Zorzi, F.; Strumendo, M. Investigation of CaO-CO2 reaction kinetics by in-situ XRD using synchrotron radiation. Chem. Eng. Sci. 2015, 127, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Abreu, M.; Teixeira, P.; Filipe, R.M.; Domingues, L.; Pinheiro, C.I.C.; Matos, H.A. Modeling the deactivation of CaO-based sorbents during multiple Ca-looping cycles for CO2 post-combustion capture. Comput. Chem. Eng. 2020, 134, 106679. [Google Scholar] [CrossRef]
- Chen, C.; Yang, S.-T.; Ahn, W.-S. Calcium oxide as high temperature CO2 sorbent: Effect of textural properties. Mater. Lett. 2012, 75, 140–142. [Google Scholar] [CrossRef]
- Pinheiro, C.I.C.; Fernandes, A.; Freitas, C.; Santos, E.T.; Ribeiro, M.F. Waste marble powders as promising inexpensive natural CaO-based sorbents for post-combustion CO2 capture. Ind. Eng. Chem. Res. 2016, 55, 7860–7872. [Google Scholar] [CrossRef]
- Zhang, L.; Lu, Y.; Rostam-Abadi, M. Sintering of calcium oxide (CaO) during CO2 chemisorption: A reactive molecular dynamics study. Phys. Chem. Chem. Phys. 2012, 14, 1–23. [Google Scholar] [CrossRef]
- Teixeira, P.; Mohamed, I.; Fernandes, A.; Silva, J.; Ribeiro, F.; Pinheiro, C.I.C. Enhancement of sintering resistance of CaO-based sorbents using industrial waste resources for Ca-looping in the cement industry. Sep. Purif. Technol. 2020, 235, 116190. [Google Scholar] [CrossRef]
- Peng, W.; Xu, Z.; Zhao, H. Batch fluidized bed test of SATS-derived CaO/TiO2—Al2O3 sorbent for calcium looping. Fuel 2016, 170, 226–234. [Google Scholar] [CrossRef]
- Valverde, J.M.; Medina, S. Crystallographic transformation of limestone during calcination under CO2. Phys. Chem. Chem. Phys. 2015, 17, 21912–21926. [Google Scholar] [CrossRef] [PubMed]
- Valverde, J.M.; Sanchez-Jimenez, P.E.; Perez-Maqueda, L.A. Ca-looping for postcombustion CO2 capture: A comparative analysis on the performances of dolomite and limestone. Appl. Energy 2015, 138, 202–215. [Google Scholar] [CrossRef] [Green Version]
- Arstad, B.; Lind, A.; Andreassen, K.A.; Pierchala, J.; Thorshaug, K.; Blom, R. In-situ XRD studies of dolomite based CO2 sorbents. Energy Procedia 2014, 63, 2082–2091. [Google Scholar] [CrossRef] [Green Version]
- Yu, F.C.; Phalak, N.; Sun, Z.; Fan, L.S. Activation strategies for calcium-based sorbents for CO2 capture: A perspective. Ind. Eng. Chem. Res. 2012, 51, 2133–2142. [Google Scholar] [CrossRef]
- Santos, E.T.; Alfonsín, C.; Chambel, A.J.S.; Fernandes, A.; Soares Dias, A.P.; Pinheiro, C.I.C.; Ribeiro, M.F. Investigation of a stable synthetic sol-gel CaO sorbent for CO2 capture. Fuel 2012, 94, 624–628. [Google Scholar] [CrossRef]
- Teixeira, P.; Hipólito, J.; Fernandes, A.; Ribeiro, F.; Pinheiro, C.I.C. Tailoring synthetic sol-gel CaO sorbents with high reactivity or high stability for Ca-looping CO2 capture. Ind. Eng. Chem. Res. 2019, 58, 8484–8494. [Google Scholar] [CrossRef]
- Erans, M.M.M.M.; Manovic, V.; Anthony, E.J. Calcium looping sorbents for CO2 capture. Appl. Energy 2016, 180, 722–742. [Google Scholar] [CrossRef] [Green Version]
- Nawar, A.; Ghaedi, H.; Ali, M.; Zhao, M.; Iqbal, N.; Khan, R. Recycling waste-derived marble powder for CO2 capture. Process Saf. Environ. Prot. 2019, 132, 214–225. [Google Scholar] [CrossRef]
- Nawar, A.; Ali, M.; Mahmood, M.; Anwar, M.; Khan, Z.A. Effect of structural promoters on calcium based sorbents from waste derived sources. Mater. Today Commun. 2020, 24, 101075. [Google Scholar] [CrossRef]
- Li, Y.; Liu, H.; Sun, R.; Wu, S.; Lu, C. Thermal analysis of cyclic carbonation behavior of CaO derived from carbide slag at high temperature. J. Therm. Anal. Calorim. 2012, 110, 685–694. [Google Scholar] [CrossRef]
- Chi, C.; Li, Y.; Ma, X.; Duan, L. CO2 capture performance of CaO modified with by-product of biodiesel at calcium looping conditions. Chem. Eng. J. 2017, 326, 378–388. [Google Scholar] [CrossRef]
- Yasipourtehrani, S.; Tian, S.; Strezov, V.; Kan, T.; Evans, T. Development of robust CaO-based sorbents from blast furnace slag for calcium looping CO2 capture. Chem. Eng. J. 2020, 387, 124140. [Google Scholar] [CrossRef]
- Shan, S.Y.; Ma, A.H.; Hu, Y.C.; Jia, Q.M.; Wang, Y.M.; Peng, J.H. Development of sintering-resistant CaO-based sorbent derived from eggshells and bauxite tailings for cyclic CO2 capture. Environ. Pollut. 2015, 208, 546–552. [Google Scholar] [CrossRef]
- Witoon, T. Characterization of calcium oxide derived from waste eggshell and its application as CO2 sorbent. Ceram. Int. 2011, 37, 3291–3298. [Google Scholar] [CrossRef]
- Castilho, S.; Kiennemann, A.; Costa Pereira, M.F.; Soares Dias, A.P. Sorbents for CO2 capture from biogenesis calcium wastes. Chem. Eng. J. 2013, 226, 146–153. [Google Scholar] [CrossRef]
- Salaudeen, S.A.; Tasnim, S.H.; Heidari, M.; Acharya, B.; Dutta, A. Eggshell as a potential CO2 sorbent in the calcium looping gasification of biomass. Waste Manag. 2018, 80, 274–284. [Google Scholar] [CrossRef]
- He, S.; Hu, Y.; Hu, T.; Ma, A.; Jia, Q.; Su, H.; Shan, S. Investigation of CaO-based sorbents derived from eggshells and red mud for CO2 capture. J. Alloys Compd. 2017, 701, 828–833. [Google Scholar] [CrossRef]
- Li, Y.; Sun, R. Studies on adsorption of carbon dioxide on alkaline paper mill waste using cyclic process. Energy Convers. Manag. 2014, 82, 46–53. [Google Scholar] [CrossRef]
- Yan, F.; Jiang, J.; Li, K.; Liu, N.; Chen, X.; Gao, Y.; Tian, S. Green synthesis of nanosilica from coal fly ash and its stabilizing effect on CaO sorbents for CO2 capture. Environ. Sci. Technol. 2017, 51, 7606–7615. [Google Scholar] [CrossRef]
- Nawar, A.; Ali, M.; Waqas, A.; Javed, A.; Iqbal, N.; Khan, R.; Ash, F. Effect of different activation processes on CaO/fly ash mixture for CO2 capture. Energy Fuels 2020, 34, 2035–2044. [Google Scholar] [CrossRef]
- Mohamed, M.; Yusup, S.; Bustam, M.A.; Azmi, N. Effect of coal bottom ash and binder addition into CaO-based sorbent on CO2 capture performance. Chem. Eng. Trans. 2017, 56, 325–330. [Google Scholar] [CrossRef]
- Yan, F.; Jiang, J.; Li, K.; Tian, S.; Zhao, M.; Chen, X. Performance of coal fly ash stabilized, CaO-based sorbents under different carbonation-calcination conditions. ACS Sustain. Chem. Eng. 2015, 3, 2092–2099. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, C.; Ren, Q.; Duan, L.; Chen, H.; Chen, X. Effect of rice husk ash addition on CO2 capture behavior of calcium-based sorbent during calcium looping cycle. Fuel Process. Technol. 2009, 90, 825–834. [Google Scholar] [CrossRef]
- Hu, Y.C.; Liu, W.Q.; Yang, Y.D.; Sun, J.; Zhou, Z.J.; Xu, M.H. Enhanced CO2 capture performance of limestone by industrial waste sludge. Chem. Eng. Technol. 2017, 40, 2322–2328. [Google Scholar] [CrossRef]
- Su, C.; Duan, L.; Donat, F.; Anthony, E.J. From waste to high value utilization of spent bleaching clay in synthesizing high-performance calcium-based sorbent for CO2 capture. Appl. Energy 2018, 210, 117–126. [Google Scholar] [CrossRef] [Green Version]
- Duan, Y. Efficient Theoretical Screening of Solid Sorbents for CO2 Capture Applications. Int. J. Clean Coal Energy 2012, 1, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Hassanzadeh, A.; Abbasian, J. Regenerable MgO-based sorbents for high-temperature CO2 removal from syngas: 1. Sorbent development, evaluation, and reaction modeling. Fuel 2010, 89, 1287–1297. [Google Scholar] [CrossRef]
- Calle Martos, A.; Valverde, J.M.; Sanchez-Jimenez, P.E.; Perejón, A.; García-Garrido, C.; Perez-Maqueda, L.A. Effect of dolomite decomposition under CO2 on its multicycle CO2 capture behaviour under calcium looping conditions. Phys. Chem. Chem. Phys. 2016, 18, 16325–16336. [Google Scholar] [CrossRef] [Green Version]
- Miranda-Pizarro, J.; Perejón, A.; Valverde, J.M.; Pérez-Maqueda, L.A.; Sánchez-Jiménez, P.E. CO2 capture performance of Ca-Mg acetates at realistic Calcium Looping conditions. Fuel 2017, 196, 497–507. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Han, D.; Zhao, P.; Hu, X.; Yin, Z.; Wu, D. Role of MgxCa1-xCO3 on the physical-chemical properties and cyclic CO2 capture performance of dolomite by two-step calcination. Thermochim. Acta 2015, 614, 199–206. [Google Scholar] [CrossRef]
- Wang, K.; Yin, Z.; Zhao, P.; Han, D.; Hu, X.; Zhang, G. Effect of chemical and physical treatments on the properties of a dolomite used in Ca looping. Energy Fuels 2015, 29, 4428–4435. [Google Scholar] [CrossRef]
- Sun, J.; Yang, Y.; Guo, Y.; Xu, Y.; Li, W.; Zhao, C.; Liu, W.; Lu, P. Stabilized CO2 capture performance of wet mechanically activated dolomite. Fuel 2018, 222, 334–342. [Google Scholar] [CrossRef]
- Su, Y.; Han, R.; Gao, J.; Wei, S.; Sun, F.; Zhao, G. Novel method for regeneration/reactivation of spent dolomite-based sorbents from calcium looping cycles. Chem. Eng. J. 2019, 360, 148–156. [Google Scholar] [CrossRef]
- Chen, J.; Duan, L.; Sun, Z. Review on the development ofsSorbents for calcium looping. Energy Fuels 2020, 34, 7806–7836. [Google Scholar] [CrossRef]
- Bosoaga, A.; Masek, O.; Oakey, J.E. CO2 Capture technologies for cement industry. Energy Procedia 2009, 1, 133–140. [Google Scholar] [CrossRef] [Green Version]
- ASTM. ASTM C119-16, Standard Terminology Relating to Dimension Stone; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Hu, Y.; Liu, W.; Chen, H.; Zhou, Z.; Wang, W.; Sun, J.; Yang, X.; Li, X.; Xu, M. Screening of inert solid supports for CaO-based sorbents for high temperature CO2 capture. Fuel 2016, 181, 199–206. [Google Scholar] [CrossRef]
- Van Beurden, P. On the Catalytic Aspects of Steam Reforming Methane—A Literature Survey. ECN-I--04-003. 2014, pp. 1–27. Available online: https://publicaties.ecn.nl/PdfFetch.aspx?nr=ECN-I--04-003 (accessed on 11 June 2021).
- Valverde, J.M.; Sanchez-Jimenez, P.E.; Perez-Maqueda, L.A. Limestone calcination nearby equilibrium: Kinetics, CaO crystal structure, sintering and reactivity. J. Phys. Chem. C 2015, 119, 1623–1641. [Google Scholar] [CrossRef] [Green Version]
- Valverde, J.M.; Perejon, A.; Medina, S.; Perez-Maqueda, L.A. Thermal decomposition of dolomite under CO2: Insights from TGA and in situ XRD analysis. Phys. Chem. Chem. Phys. 2015, 17, 30162–30176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abass, S.A.; Almamori, A.F.; Hussain, A.D. Effect of decomposition temperature on crystallite size and strain of CaO. Phys. Sci. Res. Int. 2014, 2, 68–76. [Google Scholar]
- Fennell, P.; Anthony, B. (Eds.) Calcium and Chemical Looping Technology for Power Generation and Carbon Dioxide Capture; Woodhead Publishing: Sawston, UK; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Arel, H.S. Recyclability of waste marble in concrete production. J. Clean. Prod. 2016, 131, 179–188. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fresh Sorbent | Oxide Content (wt.%) | |||||
|---|---|---|---|---|---|---|
| CaO | MgO | Al2O3 | Fe2O3 | SiO2 | CO2 | |
| WMP | 53.9 | 0.61 | 0.11 | 0.07 | 1.09 | 43.6 |
| Dolomite | 34.8 | 17.1 | 0.02 | 0.01 | 0.09 | 46.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teixeira, P.; Fernandes, A.; Ribeiro, F.; Pinheiro, C.I.C. Blending Wastes of Marble Powder and Dolomite Sorbents for Calcium-Looping CO2 Capture under Realistic Industrial Calcination Conditions. Materials 2021, 14, 4379. https://doi.org/10.3390/ma14164379
Teixeira P, Fernandes A, Ribeiro F, Pinheiro CIC. Blending Wastes of Marble Powder and Dolomite Sorbents for Calcium-Looping CO2 Capture under Realistic Industrial Calcination Conditions. Materials. 2021; 14(16):4379. https://doi.org/10.3390/ma14164379
Chicago/Turabian StyleTeixeira, Paula, Auguste Fernandes, Filipa Ribeiro, and Carla I. C. Pinheiro. 2021. "Blending Wastes of Marble Powder and Dolomite Sorbents for Calcium-Looping CO2 Capture under Realistic Industrial Calcination Conditions" Materials 14, no. 16: 4379. https://doi.org/10.3390/ma14164379