
Valorization of Aluminum Dross with Copper via High Temperature Melting to Produce Al-Cu Alloys


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Sampling
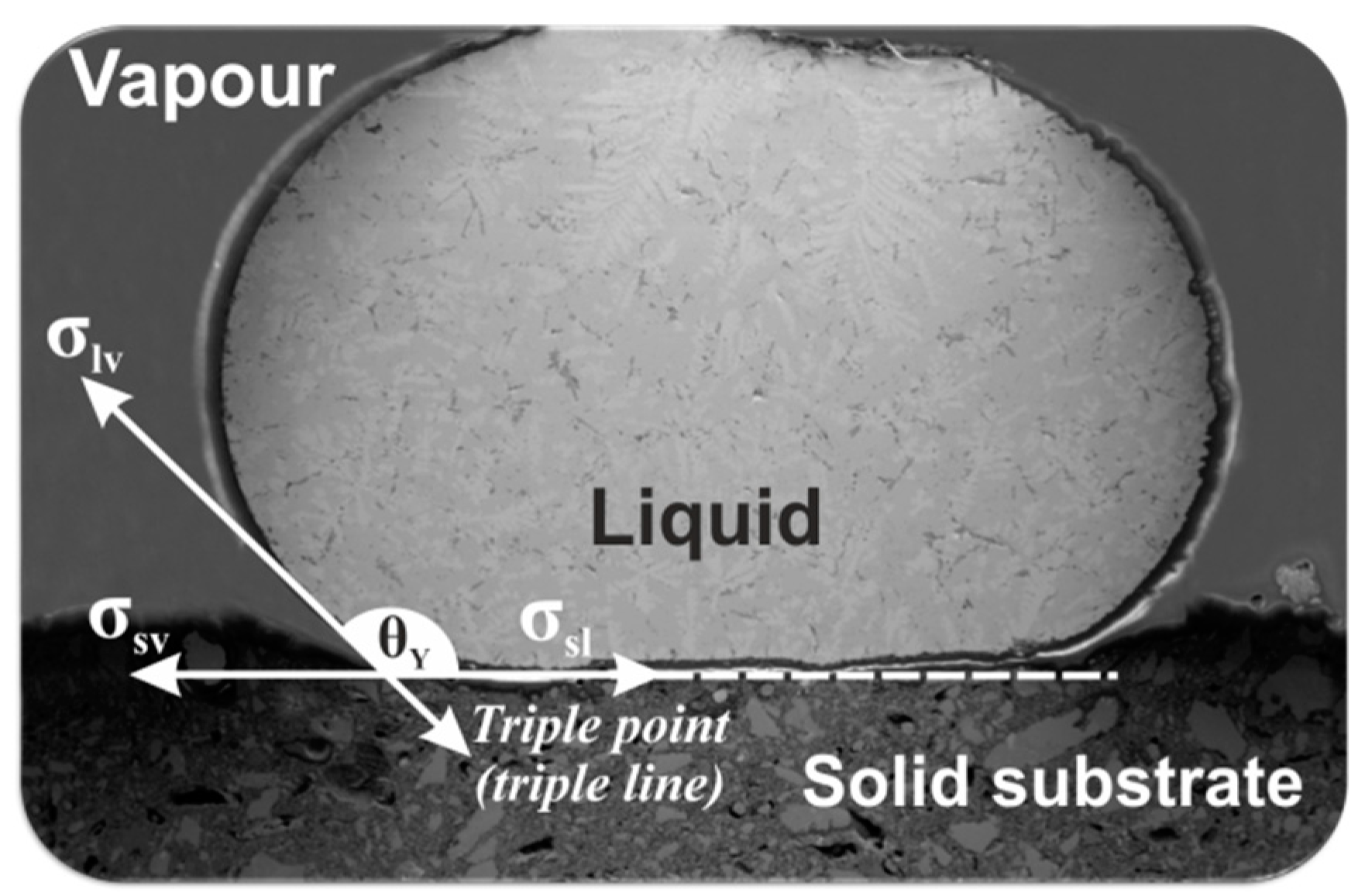
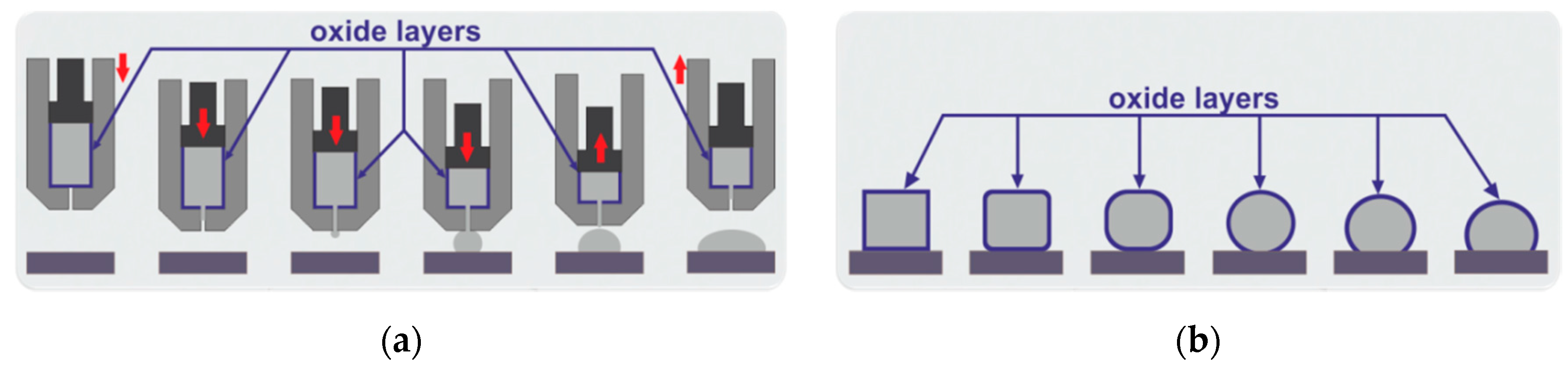
2.1.1. Wettability Test
2.1.2. Melting Trials
2.2. Melting Procedure
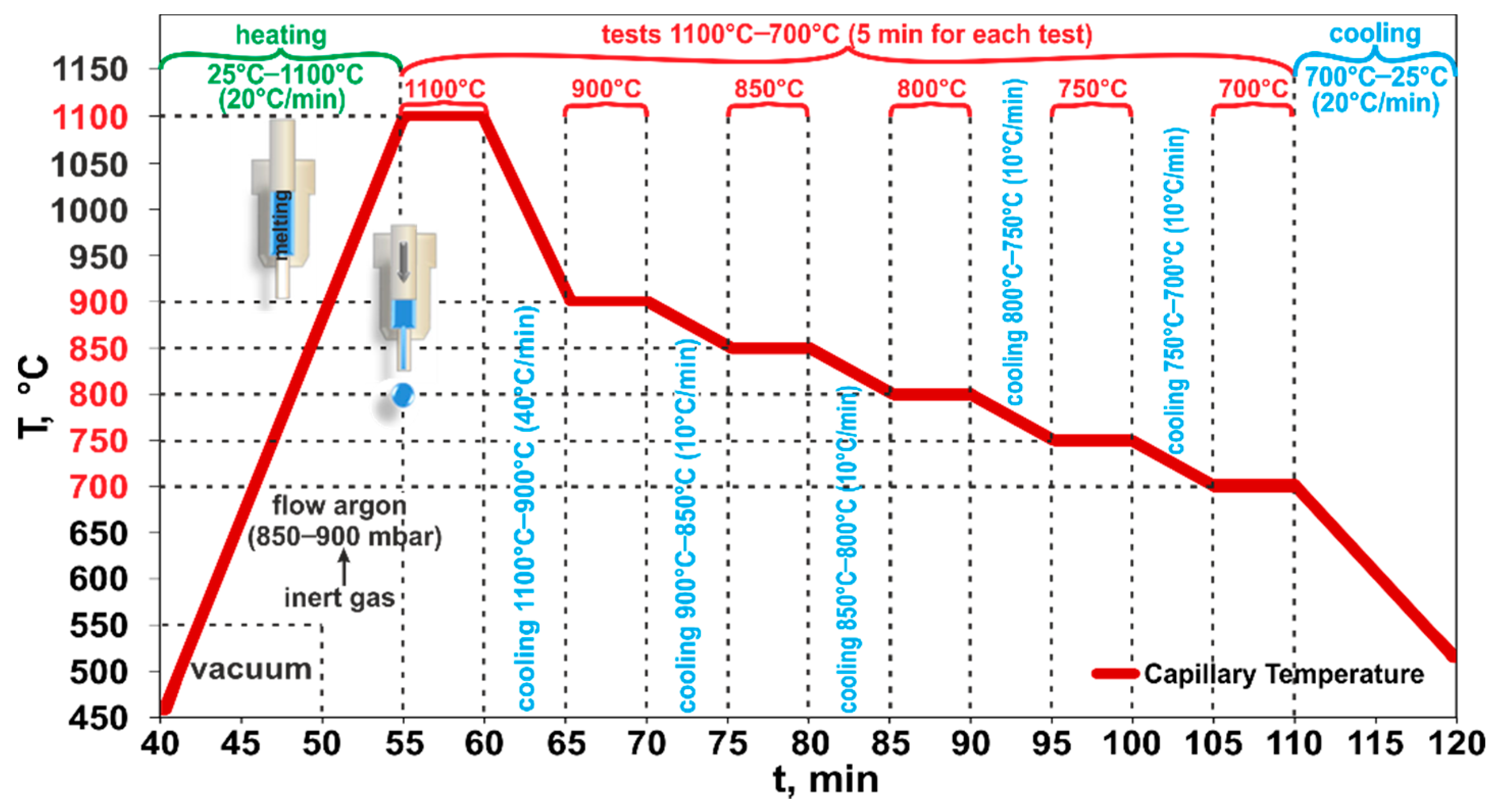
2.2.1. Wettability Test
2.2.2. Melting of Al Dross with Cu and Synthetic Slag
3. Results and Discussion
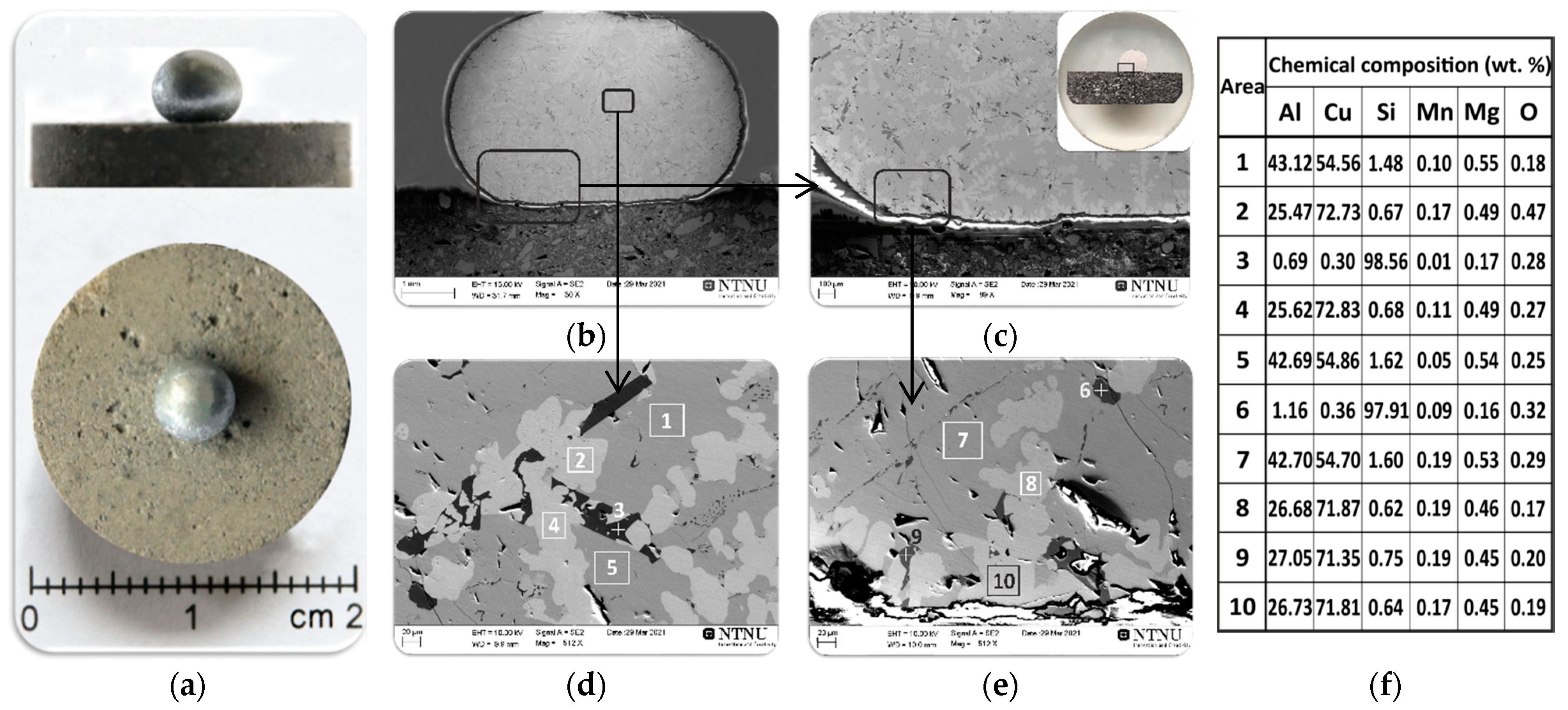
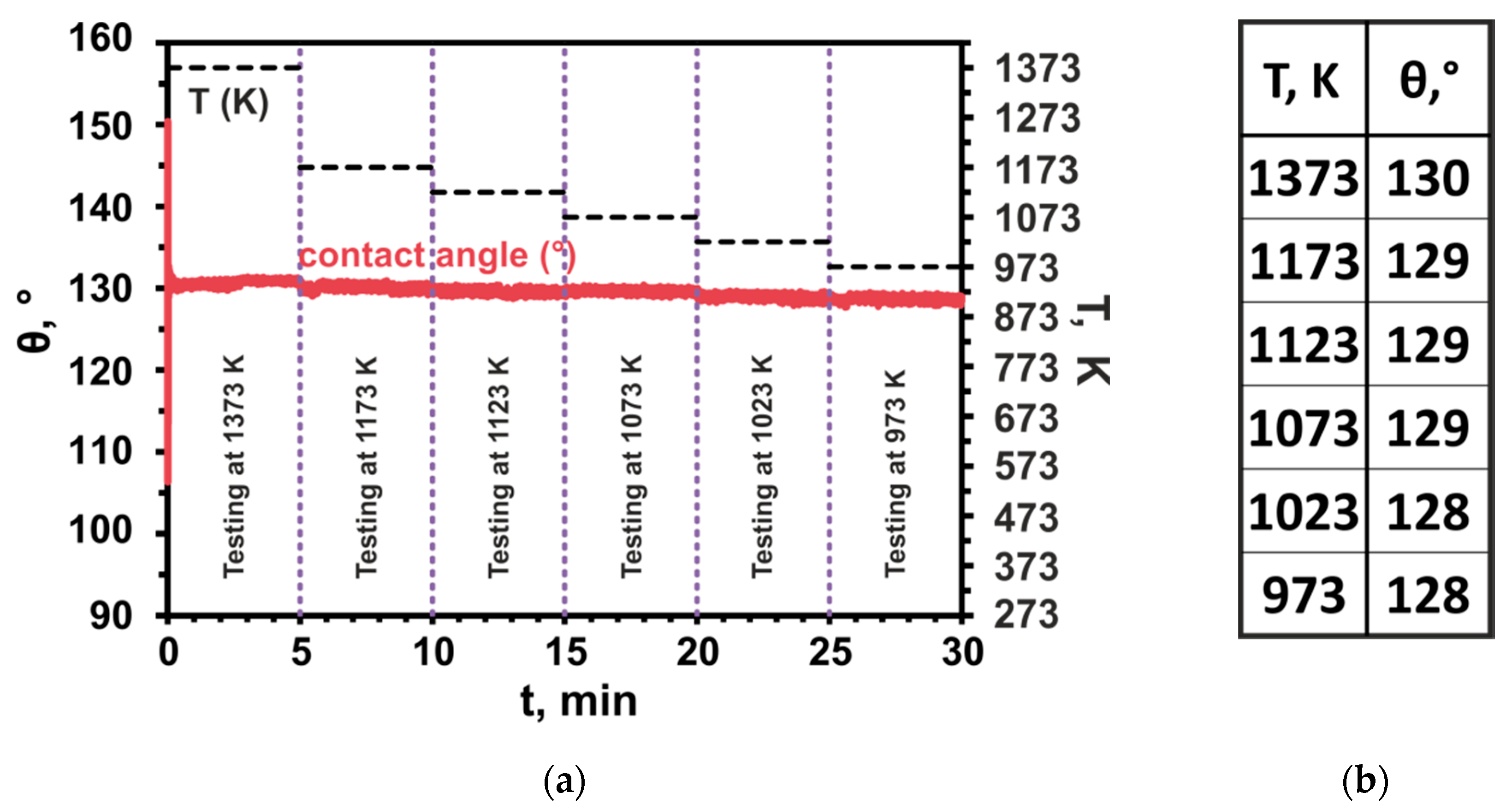
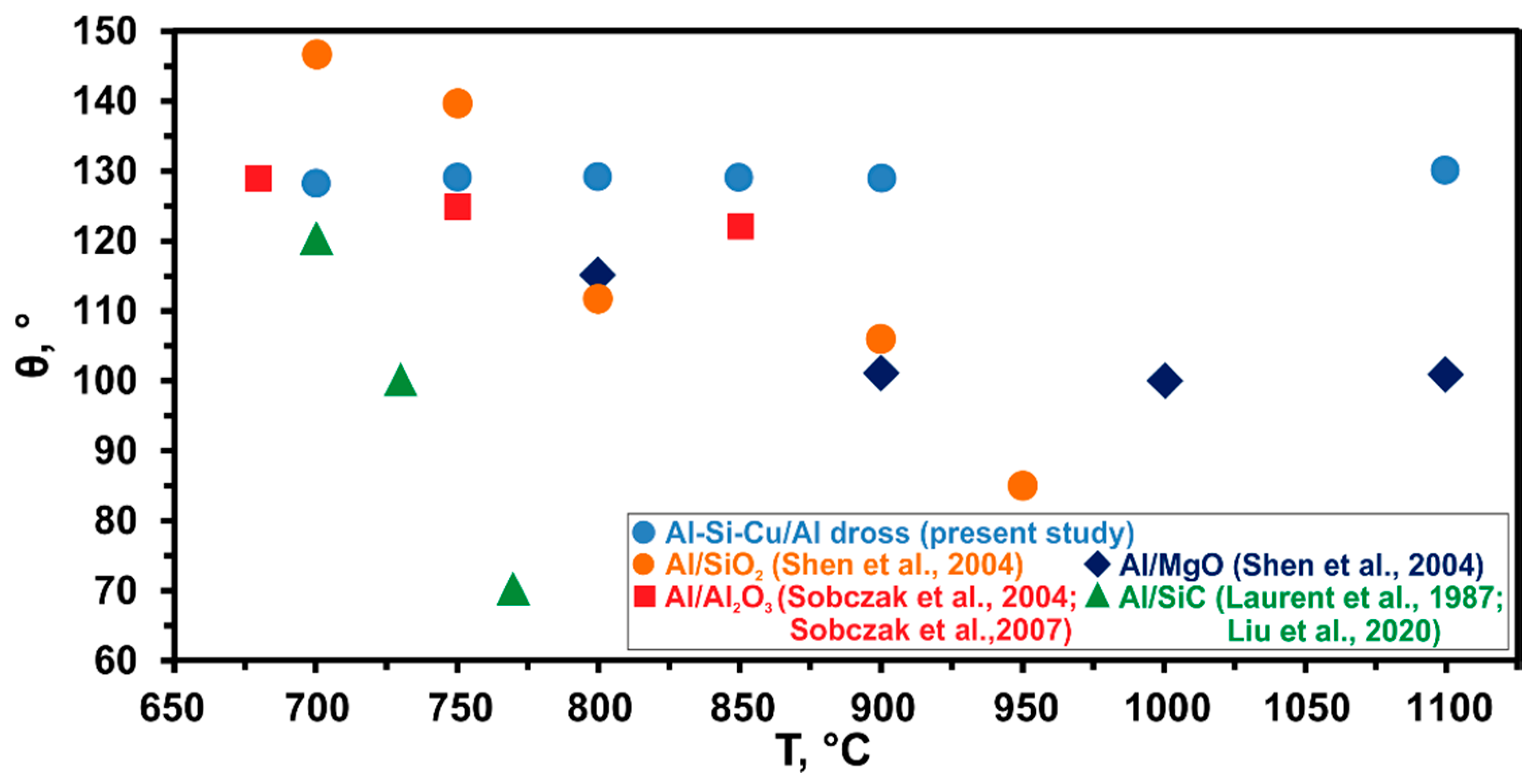
3.1. Wetting Behaviour of Al Dross Substrate
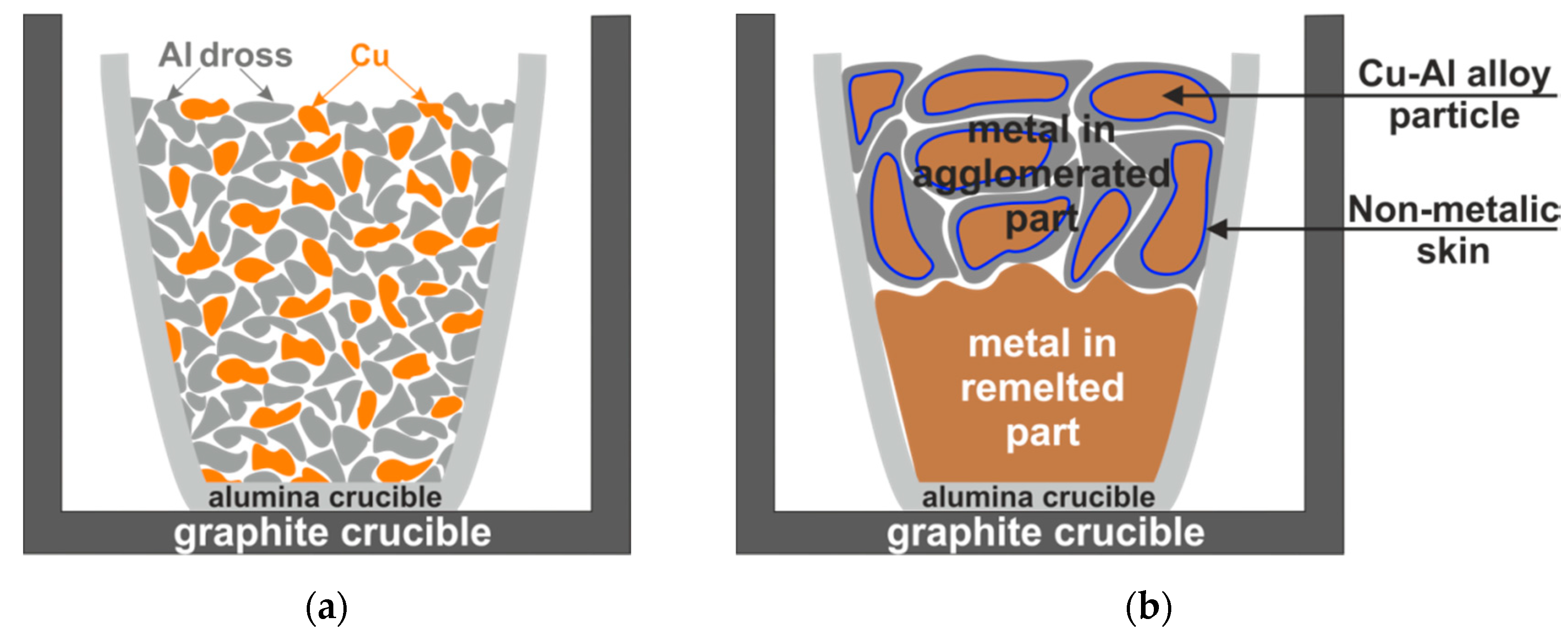
3.2. Melting Behavior of Al Dross and Cu Mixtures
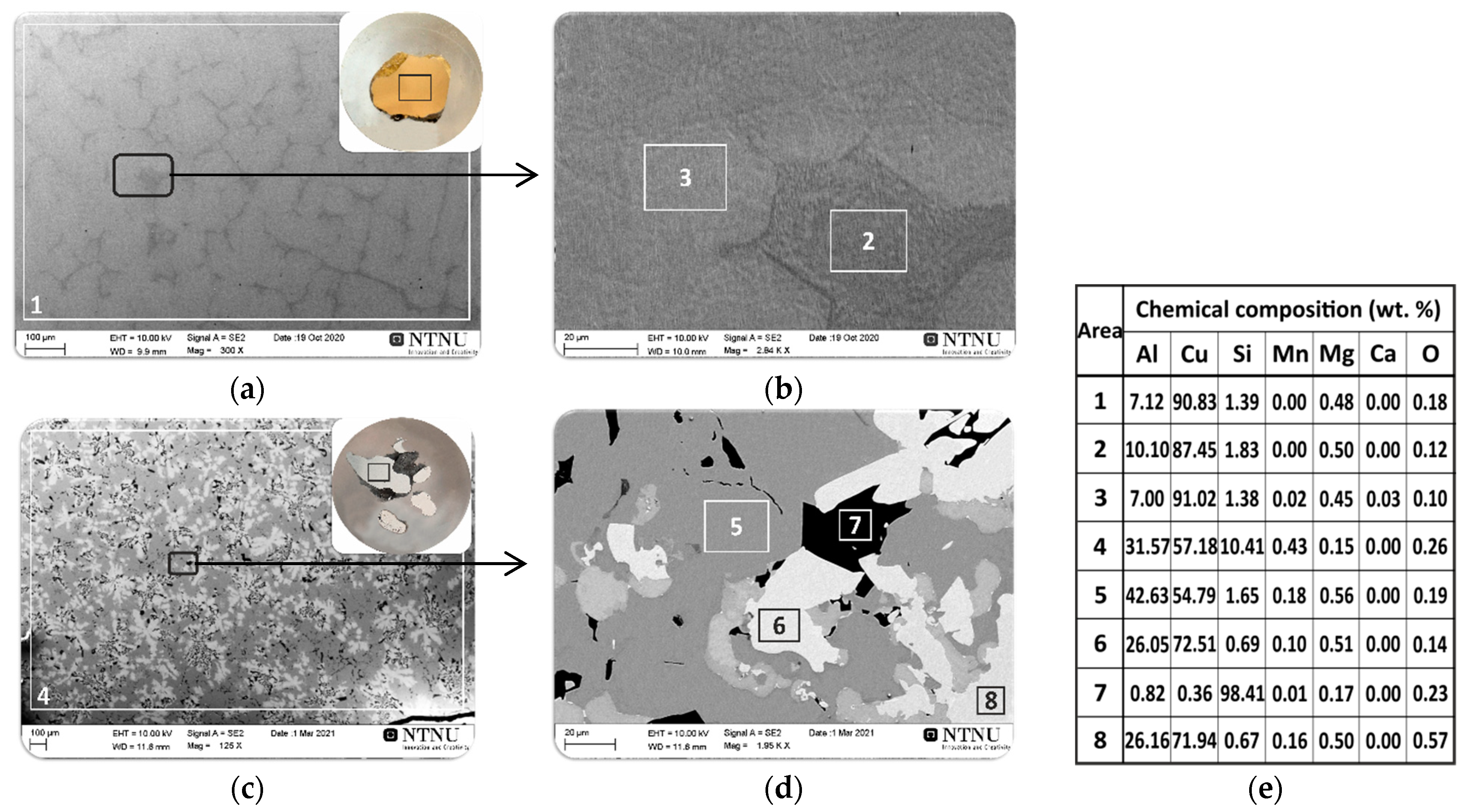
3.2.1. Flux-Free Melting of Al-Rich Dross with Cu
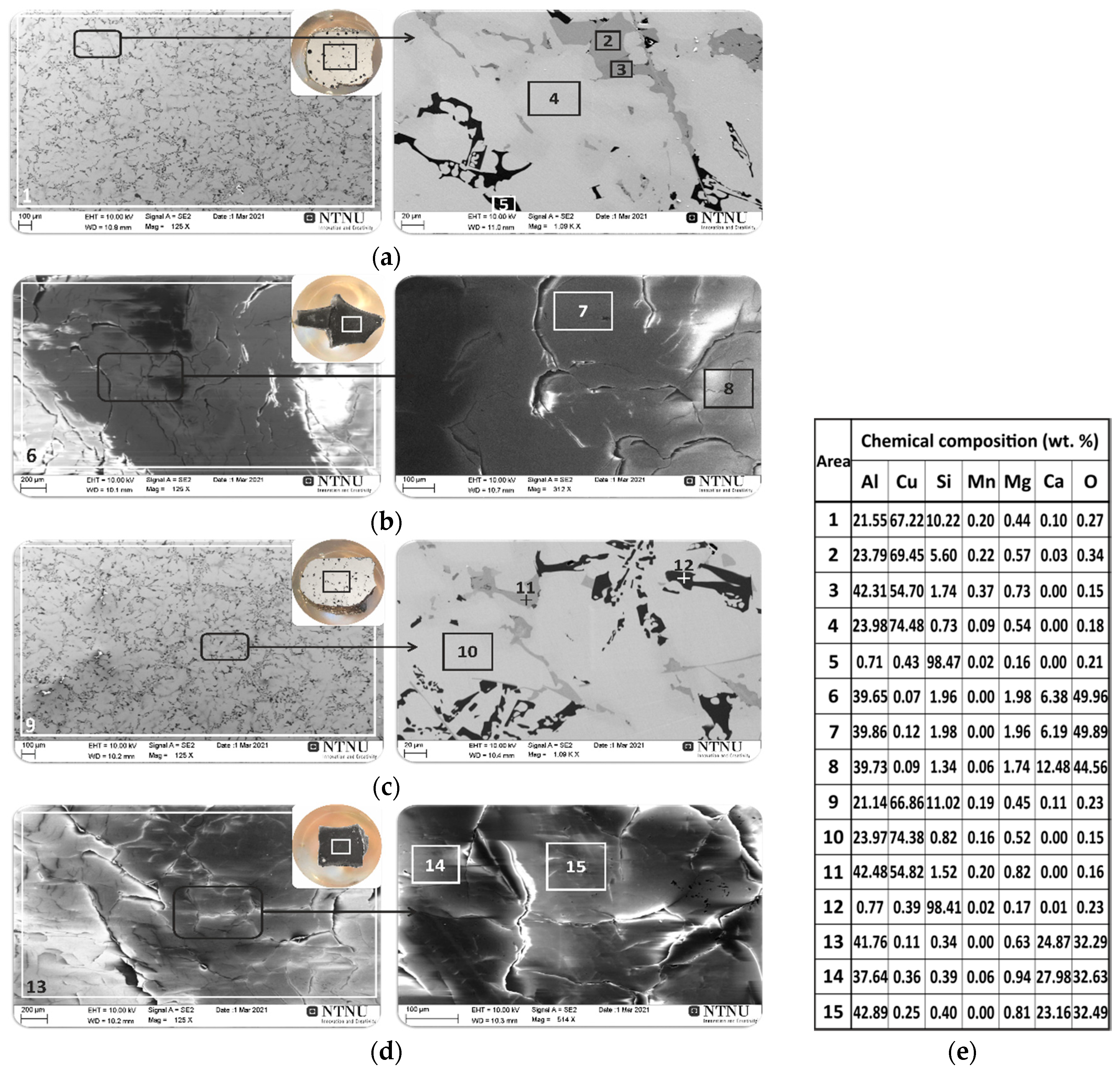
3.2.2. Flux-Aided Melting of Al-Rich Dross with Cu
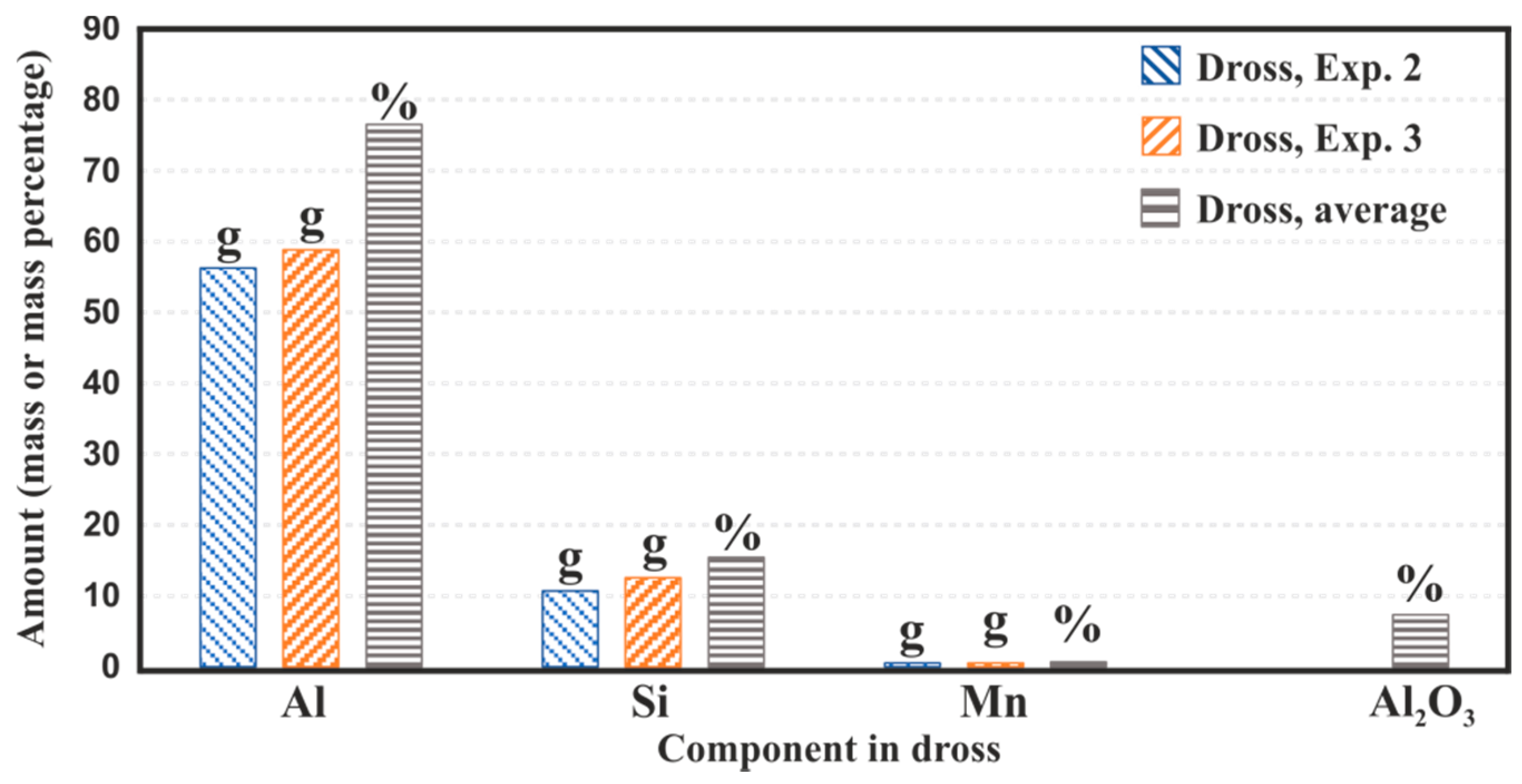
3.3. Metal Recovery and Dross Characterization
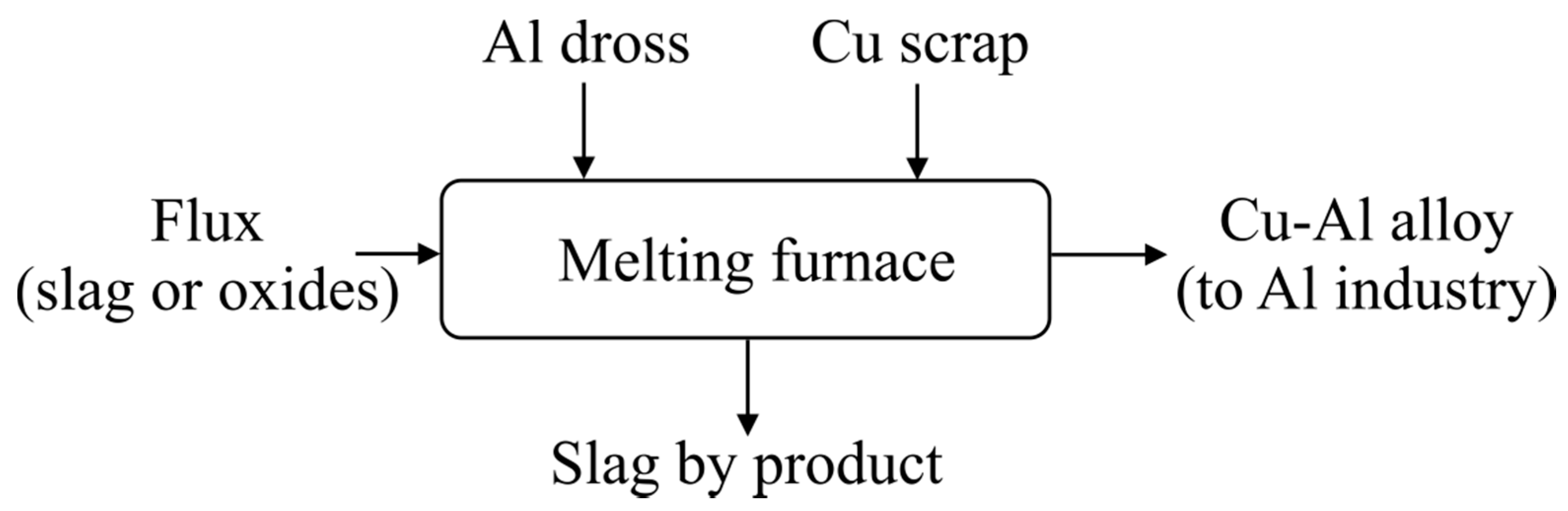
3.4. Process Evaluation
4. Conclusions
- The temperature change in the range of 973–1373 K did not affect the wettability of the Al-Si-Cu alloy/Al dross system; the couple was a non-wettable system with a contact angle in the range of 125–130 degrees.
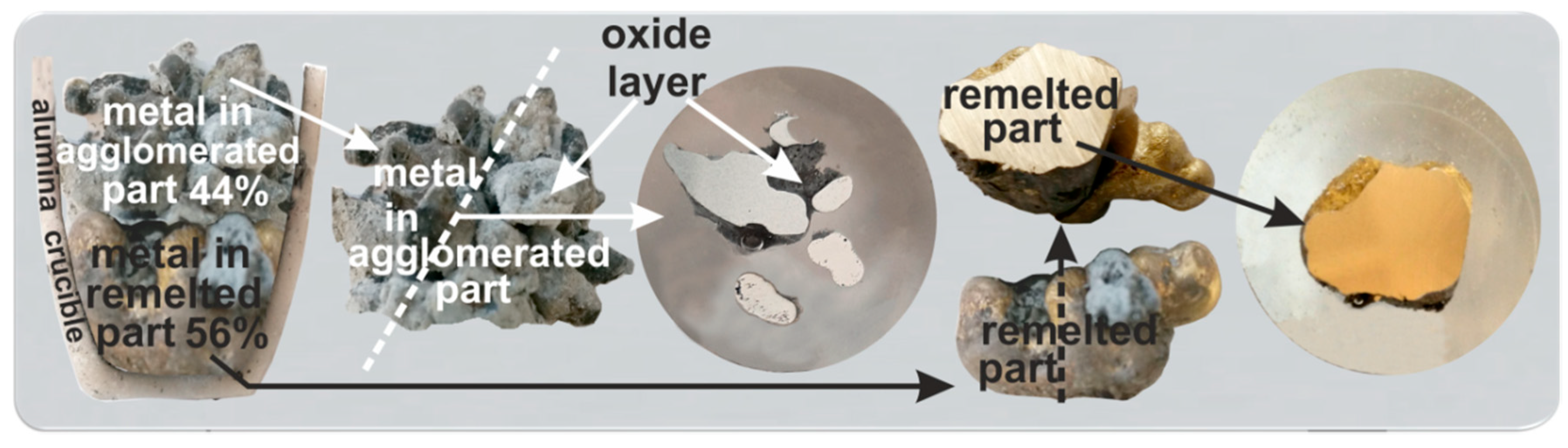
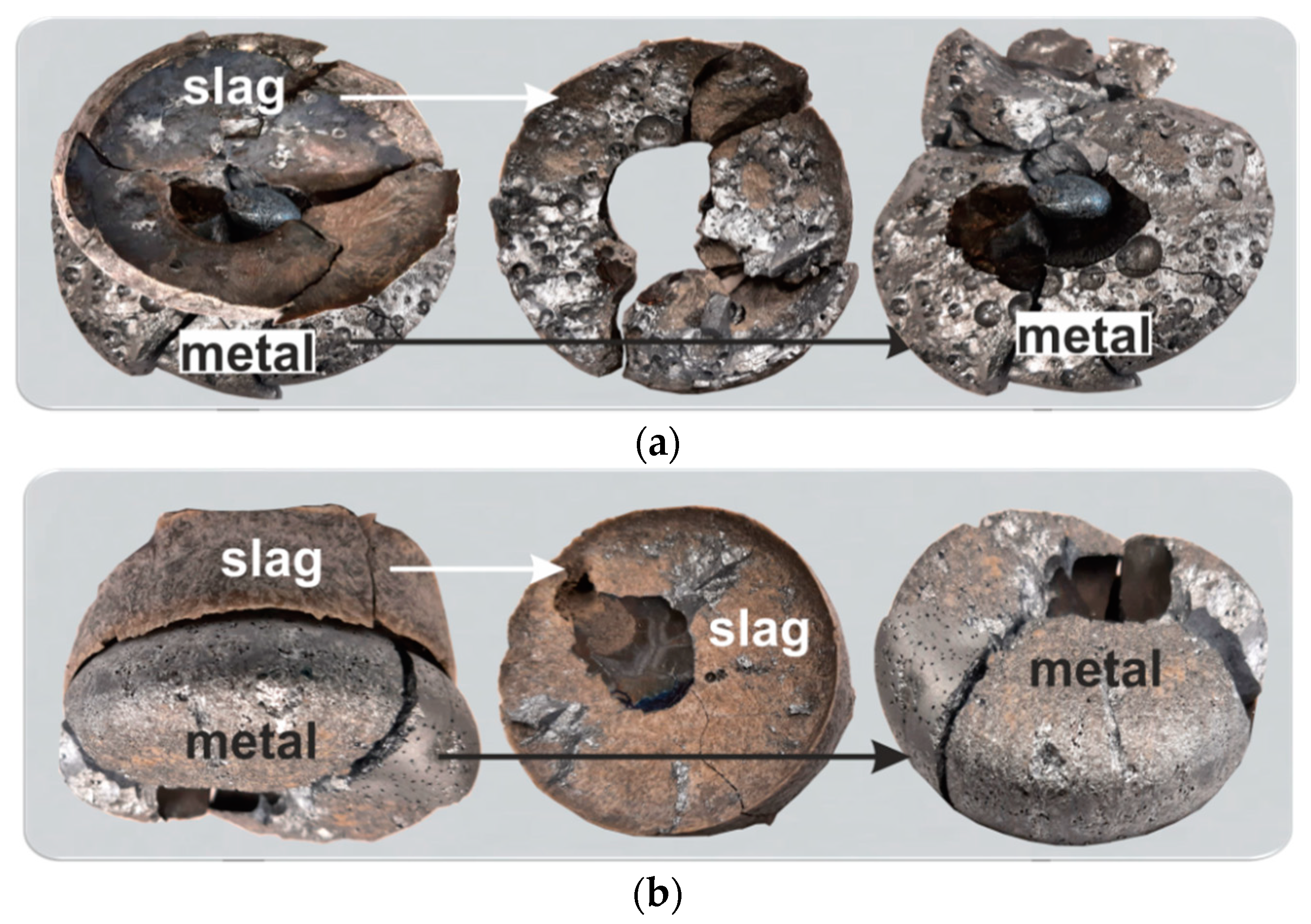
- The melting of Al white dross and Cu particles yielded (I) an agglomerated fraction of metal and oxide in which the metallic droplets encapsulated in the oxide layer and (II) a completely melted/separated Cu-Al alloy settled under the agglomerated portion.
- The addition of an oxide flux (melted calcium aluminate slags in this study) into the dross and copper mixture led to the complete separation of the metallic and non-metallic components of the dross.
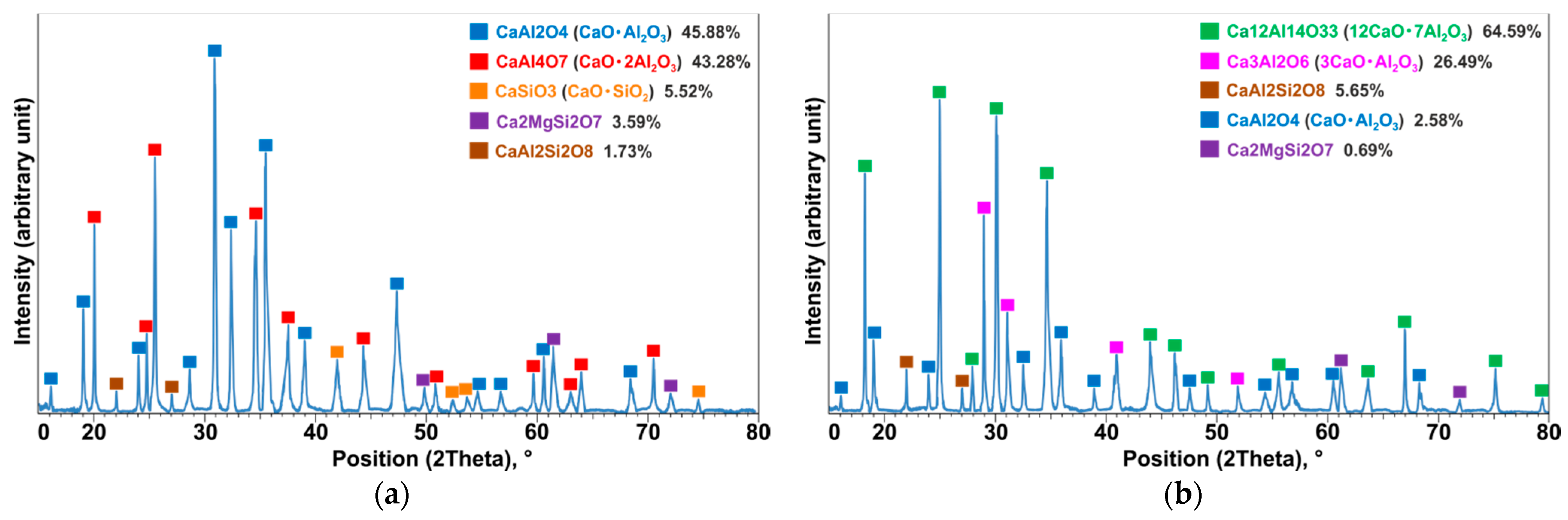
- In flux-assisted melting of dross and copper, the characteristics of the produced slag depend on the added flux properties and it was found that the phases in produced slag are dependent on the CaO/Al2O3 ratio and they can easily be engineered.
- The applied experimental procedure in the present study can be applied to characterize Al dross through the separation of metallic components into a Cu-Al alloy and non-metallic components into a slag phase.
- A process for Al dross and Cu slag valorization was introduced, which is sustainable and provides onsite recycling of Al from the dross.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sahu, O. Suitability of aluminum material on sugar industry wastewater with chemical and electrochemical treatment processes. Int. J. Ind. Chem. 2019, 10, 335–347. [Google Scholar] [CrossRef] [Green Version]
- Bajare, D.; Korjakins, A.; Kazjonovs, J.; Rozenstrauha, I. Pore structure of lightweight clay aggregate incorporate with non-metallic products coming from aluminum scrap recycling industry. J. Eur. Ceram. Soc. 2012, 32, 141–148. [Google Scholar] [CrossRef]
- Kudyba, A.; Akhtar, S.; Johansen, I.; Safarian, J. Aluminum recovery from white aluminum dross by a mechanically activated phase separation and remelting process. JOM 2021. [Google Scholar] [CrossRef]
- Tsakiridis, P.E. Aluminium salt slag characterization and utilization—A review. J. Hazard. Mater. 2012, 217, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Tabereaux, A.T.; Peterson, R.D. Chapter 2.5—Aluminum Production. In Treatise on Process Metallurgy; Seetharaman, S., Ed.; Royal Institute of Technology: Stockholm, Sweden, 2014; Volume 3, pp. 839–917. [Google Scholar]
- Mandin, P.; Wüthrich, R.; Roustan, H. Industrial Aluminium Production: The Hall-Heroult Process Modelling. ECS Trans. 2009, 19, 1–10. [Google Scholar] [CrossRef]
- Kudyba, A.; Akhtar, S.; Johansen, I.; Safarian, J. Aluminothermic Reduction of Manganese Oxide from Selected MnO-Containing Slags. Materials 2021, 14, 356. [Google Scholar] [CrossRef]
- International Aluminum Institute. Available online: https://www.world-aluminium.org/statistics/ (accessed on 10 June 2021).
- Jafari, N.H.; Stark, T.D.; Roper, R. Classification and reactivity of secondary aluminum production waste. J. Hazard. Toxic Radioact. Waste 2014, 18, 04014018. [Google Scholar] [CrossRef]
- Adeosun, S.O.; Sekunowo, O.I.; Taiwo, O.O.; Ayoola, W.A.; Machado, A. Physical and Mechanical Properties of aluminum dross. Adv. Mater. 2014, 3, 6–10. [Google Scholar] [CrossRef]
- Verma, S.K.; Dwivedi, V.K.; Dwivedi, S.P. Utilization of aluminium dross for the development of valuable product—A review. Mater. Today Proc. 2021, 43, 547–550. [Google Scholar] [CrossRef]
- Manfredi, O.; Wuth, W.; Bohlinger, I. Characterizing the physical and chemical properties of aluminum dross. JOM 1997, 49, 48–51. [Google Scholar] [CrossRef]
- Masson, D.B.; Taghiei, M.M. Interfacial Reactions between Aluminum Alloys and Salt Flux during Melting. Mater. Trans. 1989, 30, 411–422. [Google Scholar] [CrossRef] [Green Version]
- Maung, K.N.; Yoshida, T.; Liu, G.; Lwin, C.M.; Muller, D.B.; Hashimoto, S. Assessment of secondary aluminum reserves of nations. Resour. Conserv. Recycl. 2017, 126, 34–41. [Google Scholar] [CrossRef]
- Shinzato, M.C.; Hypolito, R. Effect of disposal of aluminum recycling waste in soil and water bodies. Environ. Earth Sci. 2016, 75, 628. [Google Scholar] [CrossRef]
- Lucheva, B.; Tsonev, T.; Petkov, R. Non-waste aluminium dross recycling. J. Univ. Chem. Technol. Metall. 2005, 40, 335–338. [Google Scholar]
- Tsakiridis, P.E.; Oustadakis, P.; Agatzini-Leonardou, S. Aluminium recovery during black dross hydrothermal treatment. J. Environ. Chem. Eng. 2013, 1, 23–32. [Google Scholar] [CrossRef]
- Meshram, A.; Singh, K.K. Recovery of valuable products from hazardous aluminum dross: A review. Resour. Conserv. Recycl. 2018, 130, 95–108. [Google Scholar] [CrossRef]
- Kondoh, K.; Kawakami, M.; Imai, H.; Umeda, J.; Fujii, H. Wettability of pure Ti by molten pure Mg droplets. Acta Mater. 2010, 58, 606–614. [Google Scholar] [CrossRef]
- Young, T. An essay on the cohesion of fluids. Phil. Trans. Roy. 1805, 95, 65–87. [Google Scholar]
- Sobczak, N.; Singh, M.; Asthana, R. High-temperature wettability measurements in metal/ceramic systems—Some methodological issues. Curr. Opin. Solid State Mater. Sci. 2005, 9, 241–253. [Google Scholar] [CrossRef]
- Sobczak, N. Improvement of wetting in metal/ceramic systems. In Interfacial Science in Ceramic Joining; NATO ASI Series; Bellosi, A., Kosmac, T., Tomsia, A.P., Eds.; Kluwer: Berkeley, CA, USA, 1998; Volume 58, pp. 27–42. [Google Scholar]
- Eustathopoulos, N.; Sobczak, N.; Passerone, A.; Nogi, K. Measurements of contact angle and work of adhesion at high temperature. J. Mater. Sci. 2005, 40, 2271–2280. [Google Scholar] [CrossRef]
- Kudyba, A.; Sobczak, N.; Budzioch, J.; Polkowski, W.; Giuranno, D. Improvements in experimental investigation of molten Mg-based materials. Mater. Des. 2018, 160, 915–917. [Google Scholar] [CrossRef]
- Kudyba, A.; Sobczak, N.; Polkowski, W.; Bruzda, G.; Polkowska, A.; Giuranno, D. Improved methodological concepts for processing liquid Mg at high temperature. J. Magnes. Alloy. 2021, 9, 183–191. [Google Scholar] [CrossRef]
- Eveno, M.; Duran, A.; Castaing, J. A portable X-ray diffraction apparatus for in situ analyses of masters’ paintings. Appl. Phys. A 2010, 100, 577–584. [Google Scholar] [CrossRef]
- Azof, F.I.; Jinglin You, K.T.; Safarian, J. Synthesis and Characterization of 12CaO_7Al2O3 Slags: The Effects of Impurities and Atmospheres on the Phase Relations. Metall. Mater. Trans. B 2020, 51, 2689–2710. [Google Scholar] [CrossRef]
- Zobac, O.; Kroupa, A.; Zemanova, A.; Richter, K.W. Experimental Description of the Al-Cu Binary Phase Diagram. Metall. Mater. Trans. A 2019, 50, 3805–3815. [Google Scholar] [CrossRef] [Green Version]
- Sobczak, N.; Ksiazek, M.; Radziwill, W.; Asthana, R.; Mikulowski, B. The effect of temperature, matrix alloying and substrate coatings on wettability and shear strength of Al/Al2O3 couples. Metall. Mater. Trans. A 2004, 35, 911. [Google Scholar] [CrossRef]
- Sobczak, N.; Stobierski, L.; Radziwill, W.; Ksiazek, M.; Warmuzek, M. Wettability and interfacial reactions in Al/TiO2. Surf. Interface Anal. 2004, 36, 1067–1070. [Google Scholar] [CrossRef]
- Sobczak, N.; Sobczak, J.; Seal, S.; Morgiel, J. TEM examination of the effect of titanium on the Al/C interface structure. Mater. Chem. Phys. 2003, 81, 319–322. [Google Scholar] [CrossRef]
- Sobczak, N.; Oblakowski, J.; Nowak, R.; Kudyba, A.; Radziwill, W. Interaction between liquid aluminum and NiO single crystals. J. Mater. Sci. 2005, 40, 2313–2318. [Google Scholar] [CrossRef]
- Laurent, V.; Chatain, D.; Eustathopoulos, N. Wettability of SiC by aluminium and Al-Si alloys. J. Mater. Sci. 1987, 22, 244–250. [Google Scholar] [CrossRef]
- Sobczak, N.; Asthana, R.; Radziwill, W.; Nowak, R.; Kudyba, A. The role of aluminium oxidation in the wetting-bonding relationship of Al/oxide couples. Arch. Metall. Mater. 2007, 52, 55–65. [Google Scholar]
- Morgiel, J.; Sobczak, N.; Pomorska, M.; Radziwill, W.; Nowak, R.; Kudyba, A.; Wojewoda-Budka, J. TEM investigation of reaction zone products formed between molten Al and CoO monocrystalline substrate. J. Microsc. 2010, 237, 299–303. [Google Scholar] [CrossRef]
- Wojewoda-Budka, J.; Sobczak, N.; Morgiel, J.; Nowak, R. Reactivity of molten aluminium with polycrystalline ZnO substrate. J. Mater. Sci. 2010, 45, 4291–4298. [Google Scholar] [CrossRef]
- Wojewoda-Budka, J.; Sobczak, N.; Morgiel, J. Interactions between molten aluminum and Y2O3 studied with TEM techniques. J. Microsc. 2010, 237, 253–257. [Google Scholar] [CrossRef] [PubMed]
- Sobczak, N.; Gorny, Z.; Ksiazek, M.; Radziwill, W.; Rohatgi, P.K. Interaction Between Porous Graphite Substrate and Liquid or Semi-Liquid Aluminium Alloys Containing Titanium. Mater. Sci. Forum 1996, 217–222, 153–158. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. The wettability of SiC particles by molten aluminium alloy. J. Mater. Process. Tech. 2001, 119, 324–328. [Google Scholar] [CrossRef]
- Seal, S.; Barr, T.L.; Sobczak, N.; Kerber, S.J. Microscopy and electron spectroscopic study of the interfacial chemistry in Al–Ti alloy/graphite systems. J. Mater. Sci. 1998, 33, 4147–4158. [Google Scholar] [CrossRef]
- Liu, Z.; Yang, J.; Li, Y.; Li, W.; Chen, J.; Shen, L.; Zhang, P.; Yu, Z. Wetting and spreading behaviors of Al-Si alloy on surface textured stainless steel by ultrafast laser. Appl. Surf. Sci. 2020, 520, 146316. [Google Scholar] [CrossRef]
- Klinter, A.J.; Leon-Patino, C.A.; Drew, R.A.L. Wetting phenomena of Al–Cu alloys on sapphire below 800 °C. Acta Mater. 2010, 58, 1350–1360. [Google Scholar] [CrossRef]
- Kobashi, M.; Kuno, S.; Choh, T.; Shimizu, T. The Effect of Surface Active Elements on the Wetting Behavior of Iron by Molten Aluminum Alloy. ISIJ Int. 1995, 35, 488–493. [Google Scholar] [CrossRef]
- Mao, W.; Noji, T.; Teshima, K.; Shinozaki, N. Wettability of Molten Aluminum-Silicon Alloys on Graphite and Surface Tension of Those Alloys at 1273 K (1000 °C). Metall. Mater. Trans. A 2016, 47, 3201–3212. [Google Scholar] [CrossRef]
- Siewiorek, A.; Sobczak, N.; Sobczak, J.; Kudyba, A.; Kozera, R.; Boczkowska, A. High-Temperature Interaction Between Molten AlSr10 Alloy and Glass-Like Carbon Substrate. J. Mater. Eng. Perform. 2016, 25, 3348–3357. [Google Scholar] [CrossRef] [Green Version]
- Shen, P.; Fujii, H.; Matsumoto, T.; Nogi, K. Reactive wetting of SiO2 substrates by molten Al. Metall. Mater. Trans. A 2004, 35, 583–588. [Google Scholar] [CrossRef]
- Shen, P.; Fujii, H.; Matsumoto, T.; Nogi, K. Wetting and reaction of MgO single crystals by molten Al at 1073–1473 K. Acta Mater. 2004, 52, 887–898. [Google Scholar] [CrossRef]
- Hallstedl, B. Assessment of the CaO-Al2O3 System. J. Am. Ceram. Soc. 1990, 73, 15–23. [Google Scholar] [CrossRef]
- Jerebtsov, D.A.; Mikhailov, G.G. Phase diagram of CaO–Al2O3 system. Ceram. Int. 2001, 27, 25–28. [Google Scholar] [CrossRef]
- Azof, F.I.; Safarian, J. Leaching kinetics and mechanism of slag produced from smelting-reduction of bauxite for alumina recovery. Hydrometallurgy 2020, 195, 105388. [Google Scholar] [CrossRef]
- Azof, F.I.; Yang, Y.; Panias, D.; Kolbeinsen, L.; Safarian, J. Leaching characteristics and mechanism of the synthetic calcium-aluminate slags for alumina recovery. Hydrometallurgy 2019, 185, 273–290. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. Number | Al Dross (g) | Cu Metal (99.99%) (g) | Synthetic Slag (g) | |
|---|---|---|---|---|
| CaO | Al2O3 | |||
| 1 | 16.2 | 24.26 | - | - |
| 2 | 75.17 | 150.13 | 16.87 | 8.40 |
| 3 | 75.19 | 150.05 | 20.26 | 5.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kudyba, A.; Akhtar, S.; Johansen, I.; Safarian, J. Valorization of Aluminum Dross with Copper via High Temperature Melting to Produce Al-Cu Alloys. Materials 2021, 14, 4117. https://doi.org/10.3390/ma14154117
Kudyba A, Akhtar S, Johansen I, Safarian J. Valorization of Aluminum Dross with Copper via High Temperature Melting to Produce Al-Cu Alloys. Materials. 2021; 14(15):4117. https://doi.org/10.3390/ma14154117
Chicago/Turabian StyleKudyba, Artur, Shahid Akhtar, Inge Johansen, and Jafar Safarian. 2021. "Valorization of Aluminum Dross with Copper via High Temperature Melting to Produce Al-Cu Alloys" Materials 14, no. 15: 4117. https://doi.org/10.3390/ma14154117