1. Introduction
Electrodeposition of nanostructured materials plays an essential role in nanotechnology. One application of this technique is the fabrication of magnetic parts for MEMS. The selection of appropriate deposition conditions to obtain nanocrystalline coatings with smooth surface morphology, high microhardness, low magnetic coercivity, high magnetic saturation, good corrosion, and wear resistance is crucial for good quality magnetic MEMS components.
Ferromagnetic materials used in nanotechnology contain Ni, Fe, and Co 3
d transition metals. Among the Ni-Fe alloys, the most widely used is permalloy, Ni
81Fe
19, characterized by low coercivity and saturation flux density of about 1 T. Increasing Fe content allows an increase in the magnetic saturation value. In turn, binary Co-Fe alloys show the highest magnetic flux density among the alloys of the iron group, reaching over 2.4 T, but also exhibit high magnetic coercivity, high internal stresses, brittleness, and poor corrosion resistance [
1]. The improvement of their properties might be carried out by the addition of alloying elements such as Ni or Cu [
1,
2]. Accordingly, ternary Ni-Co-Fe alloys are of great interest in recent years due to their superior soft magnetic properties [
3,
4,
5,
6,
7,
8,
9]. Moreover, Ni-Co-Fe alloys are applicable as anticorrosive or antireflective coatings, catalysts, and very low thermal coefficient materials [
5,
10,
11]. Many methods such as metal casting, chemical synthesis [
12] are used for the production of bulk ternary Ni-Co-Fe alloys, in turn for thin coatings sputtering [
13], molecular beam epitaxy [
14], or electrodeposition are used [
2,
15,
16,
17]. Electrodeposition is often preferred over vacuum processes due to its low cost and high effectiveness. Thin coatings obtained by electrodeposition are characterized by low surface roughness, nanocrystalline structure, and often better corrosion and mechanical properties than bulk materials.
A good example of electrodeposited Ni-Co-Fe alloys is Co
65Ni
12Fe
25, achieved by Osaka et al. [
16], which is characterized by a very low coercivity value of 1.2 Oe and high magnetic flux density in the range 2.0–2.1 T. Additionally, Liu et al. electrodeposited Ni-Co-Fe alloy with coercivity about 1 Oe [
18].
The control of the chemical composition of electrodeposited Ni-Co-Fe alloys is important because even a small change in concentration of alloying elements can lead to significant changes in the microstructure and properties. However, it is not easy because the electrodeposition of chemical elements from the iron group is anomalous [
8,
19]. The mechanism of anomalous deposition is widely known and relies on the increase in hydroxyl ions concentration and formation of the metal hydroxides surface layer on the cathode, which suppresses the reduction of less electronegative ions [
19].
Electrodeposition of ternary alloys is usually carried out from baths based on sulfates or chlorides with sulfur-containing organic additives, such as saccharin [
11,
20], thiourea [
20], or sodium laurylosulfate (SLS) [
21], which have the role of refining the nanostructure of electrodeposited coatings. Electrodeposition conditions and bath composition must be appropriately selected to obtain nanocrystalline coatings with low internal stresses and low content of impurities [
1,
22]. Moreover, to obtain superior soft magnetic properties, the grain size should be as small as possible [
23].
Although electrodeposited Ni-Co-Fe coatings are good candidates for applications in magnetic MEMS parts, systematic studies of deposition, microstructure, and properties are lacking. The few reports describe the influence of the chemical composition on the surface morphology [
6,
11,
24]. It is demonstrated that the higher Co content promotes the formation of the needle-like morphology, while the higher nickel favors globular or polyhedral morphology. However, the correlation between the surface morphology, phase composition, and roughness parameters is missing. There is also a lack of information on TEM investigations of the microstructure; hence, the relationship between the microstructure, mechanical and magnetic properties, and corrosion resistance of Ni-Co-Fe coatings has not been established.
An optimal combination of good mechanical properties, corrosion resistance, adhesion, and magnetic properties is required for applications in magnetic MEMS devices [
25]. Therefore, the goal of this study is to obtain electrodeposited nanocrystalline Ni-Co-Fe coatings with the properties required for good-quality magnetic MEMS components. To achieve this, the deposition conditions were selected, and in-depth studies of the surface morphology and roughness, microstructure, microhardness, magnetic properties, and electrochemical corrosion resistance of the coatings were performed.
2. Materials and Methods
In this work, the ternary Ni-Co-Fe coatings were electrodeposited from sulfate-citrate baths. The process was carried out in a three-electrode system, where working, counter, and reference electrodes were, respectively, copper plate, platinum plate, and saturated Ag/AgCl electrode. Electrodeposition was performed in citrate-sulfate baths using potentiostat/galvanostat PGSTAT 302N (Metrohm, Herisau, Switzerland). The chemical composition and parameters of the process are collected in
Table 1.
The baths characterized by Ni2+:Co2+:Fe2+ ratios equal to 15:1:1, 15:2:1, and 15:4:1 were marked as NCF1, NCF2, and NCF3, then the same names were used for the coatings deposited from them.
Before the electrodeposition, the copper substrates were ground on water papers with gradation up to 2000. To remove pollutions and degrease substrate surface two-step cleaning process was used. Firstly, copper plates were cleaned using a mixture of distilled water and ethanol in ultrasound cleaner and before electrodeposition in acetone. No chemical surface treatment was applied to the substrate. Rectangular copper plates with dimensions equal to 25 mm × 15 mm × 1 mm were used, while the area of the coatings was reduced to a square with a side of 15 mm. The deposition was carried out for 20 min to obtain a thickness of about 10 µm.
The surface morphology and the microstructure of the coatings were investigated using an Inspect S500 SEM of FEI (Hillsboro, OR, USA) with secondary electrons (SE) and backscattered electrons (BSE) contrast. Microanalysis of chemical composition was performed using EDS with an Octane Elect detector (EDAX Ametek, Berwyn, IL, USA). For each coating, the composition was determined based on the quantitative analysis of a sum spectrum collected for a total area of over 5000 µm2 of the plan-view specimen at an accelerating voltage equal to 15 kV.
Roughness parameters were measured by the Wyko NT930 optical profilometer (Veeco, Plainview, NY, USA) using vertical scanning interferometry (VSI) mode. The roughness parameters of each sample were measured on a total area equal to 1.17 mm2. Roughness parameters Ra, Rq and Rt are defined as the arithmetical mean deviation of the assessed profile, root mean squared roughness, and the maximum height of the profile, respectively.
The microstructure of coatings was investigated by TEM JEM-2010 ARP (Jeol, Tokyo, Japan). Image analysis and stereological measurements of equivalent circle diameter (ECD) of grains were performed using ImageJ 1.50i software (ImageJ, Bethesda, MD, USA).
The phase composition of coatings was investigated using selected area electron diffraction (SAED) patterns and XRD. The JEMS program by P. Stadelmann (JEMS-SWISS, Jongny, Switzerland) was used to solve the SAED patterns. Phase crystallographic data was taken from the Inorganic Material Database [
26].
XRD patterns were acquired using a Panalytical Empyrean DY 1061 (Malvern Panalytical, Almelo, The Netherlands) diffractometer in Bragg–Brentano geometry with Cu Kα radiation (λ = 0.154 nm). A PDF-4+ database (ICDD, USA) was used for phase identification. The crystallite size was estimated based on the Scherrer equation using full-width half maxima (FWHM) for (111) peaks.
Thermodynamical calculations for equilibrium conditions of the Ni-Co-Fe system were performed using the FactSage package (GTT-Technologies, Herzogenrath, Germany) and SGTE database 2017 (Scientific Group Thermodata Europe, St Maintint d’Heres, France). Isothermal cross-sections for the temperature of 50 °C and 600 °C were generated. The temperature of 50 °C is the temperature of the electrolyte used for deposition, while 600 °C corresponds to a homologous temperature value 0.49 ± 0.01 for ternary Ni-Co-Fe alloys.
The microhardness measurements were carried out using a Tukon 2500 microhardness tester (Wolpert Wilson, Nirwood, OH, USA) with the Knoop intender under a load equal to 0.1 N. At least eight measurements were completed for each coating. The achieved hardness values were converted from HK to GPa.
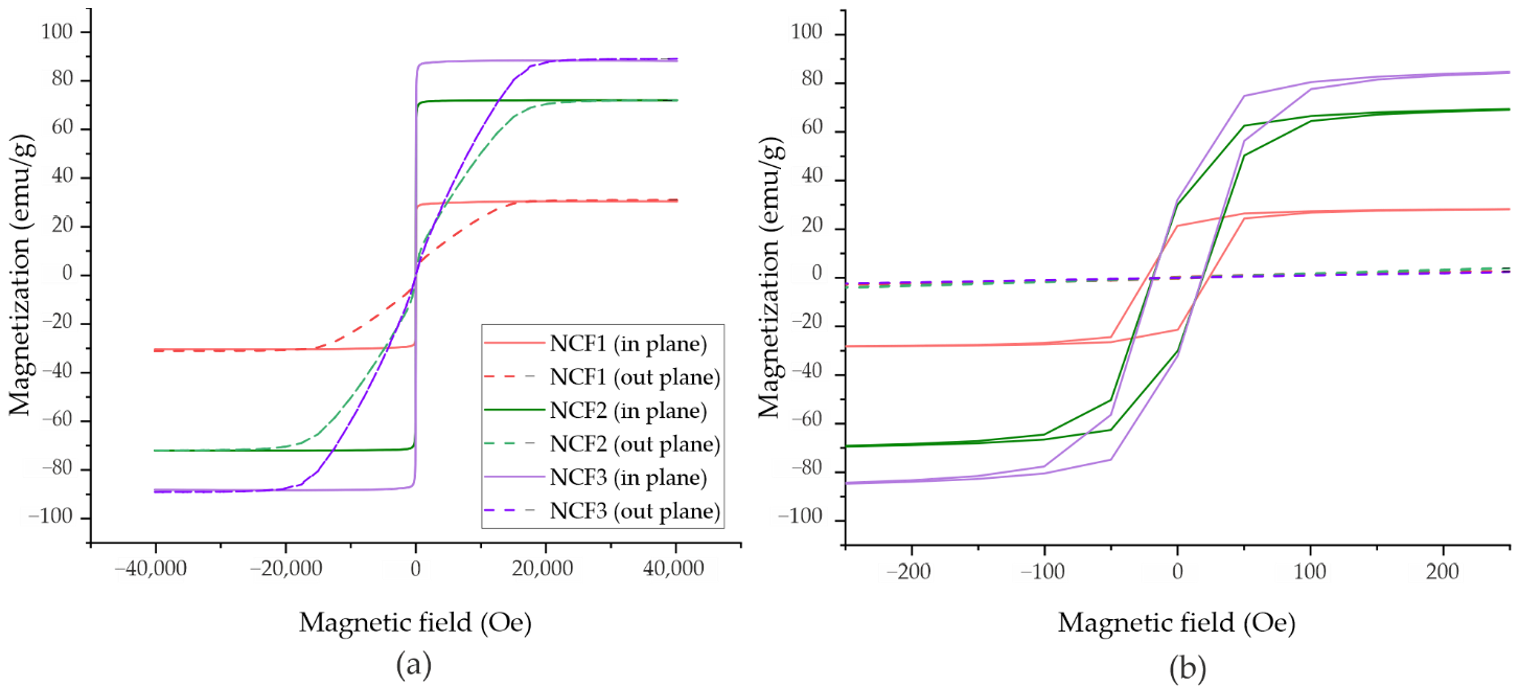
Magnetic properties were measured using a SQUID magnetometer (MPMS, Quantum Design North America, San Diego, CA, USA) by applying an external field of up to 4 T in-plane and out-of-plane of the sample. The measurements were carried out at room temperature. For SQUID investigations, samples with a coating thickness of about 1 μm were prepared.
To determine the corrosion resistance of Ni-Co-Fe coatings, polarization test and impedance spectroscopy (EIS) measurements were performed with the use of potentiostat/galvanostat Autolab PGSTAT 302N (Metrohm, Switzerland) working in a three-electrode system. The corrosion potential (E
corr) and corrosion current (i
corr) were calculated based on the Tafel extrapolation method. To determine the equivalent circuits, Nova 2.0 software was used. The average corrosion speed (V
corr) was calculated using Equation (1):
where: K
NCF—the electrochemical equivalent of Ni-Co-Fe alloy, j
corr—corrosion current density, ρ—the density of Ni-Co-Fe alloy, z—valence, and F—Faraday constant.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}