
Effect of Lubricant Type on the Friction Behaviours and Surface Topography in Metal Forming of Ti-6Al-4V Titanium Alloy Sheets

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Experimental Testing
2.3. Artificial Neural Network Modelling
3. Results and Discussion
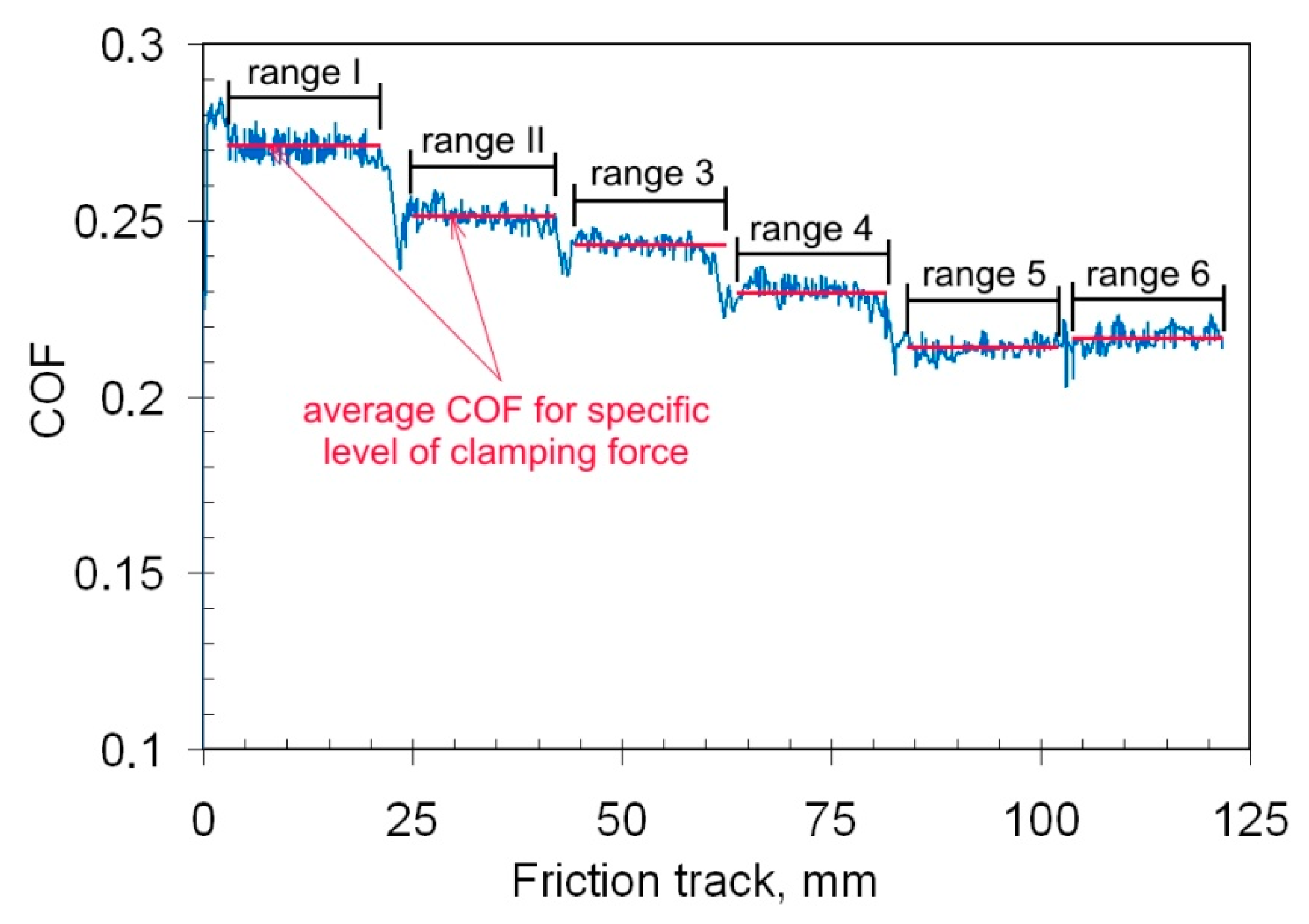
3.1. Coefficient of Friction
3.2. Effectiveness of Lubrication
3.3. Surface Roughness
3.4. Artificial Neural Networks
4. Conclusions
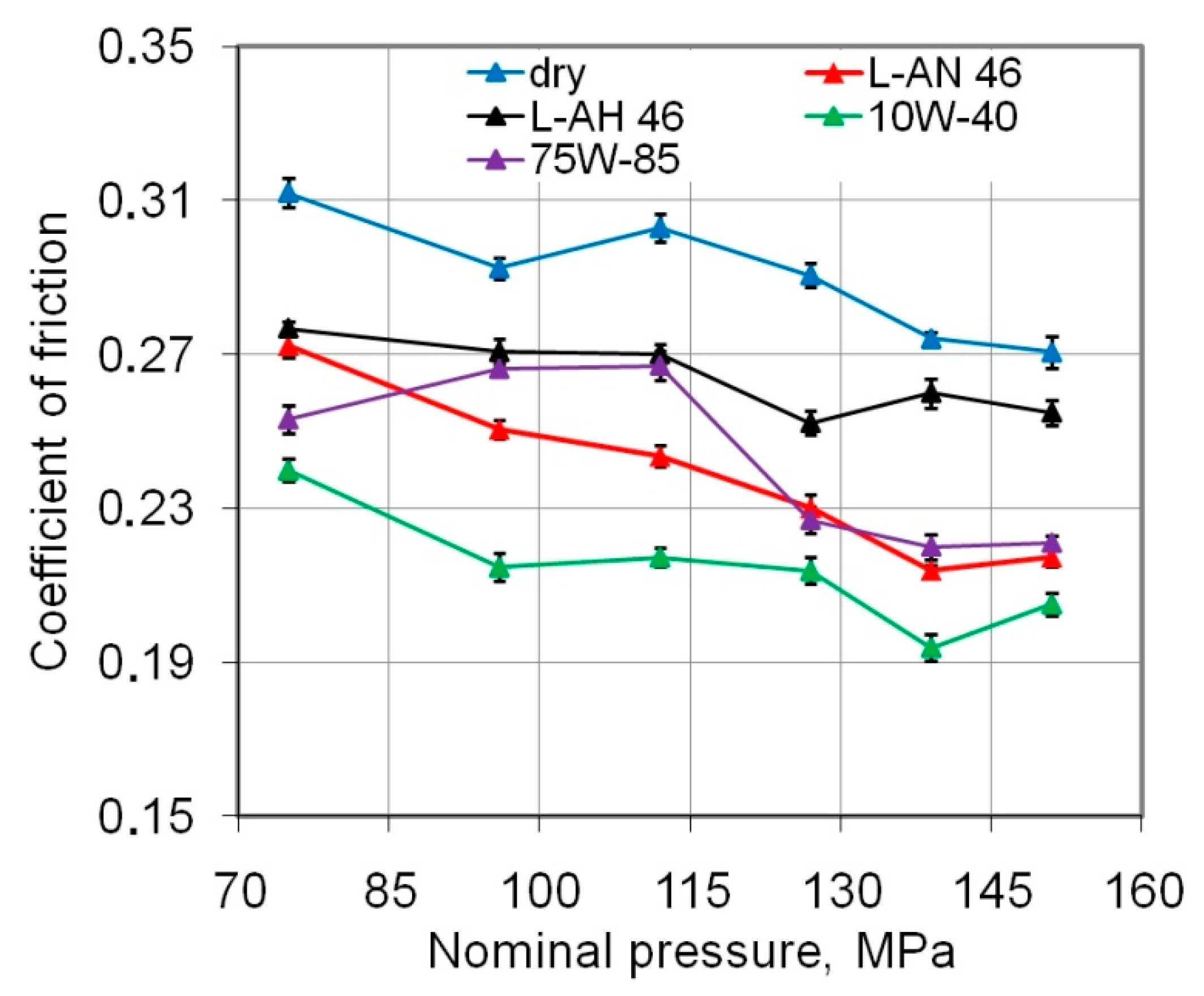
- A general trend for a slight reduction in the value of the COF with increasing load was found. This observation applies to all lubrication conditions and dry friction conditions.
- Synthetic engine oil 10W-40 was found to be the most favourable lubricant for reducing the COF of Ti-6Al-4V titanium alloy sheets.
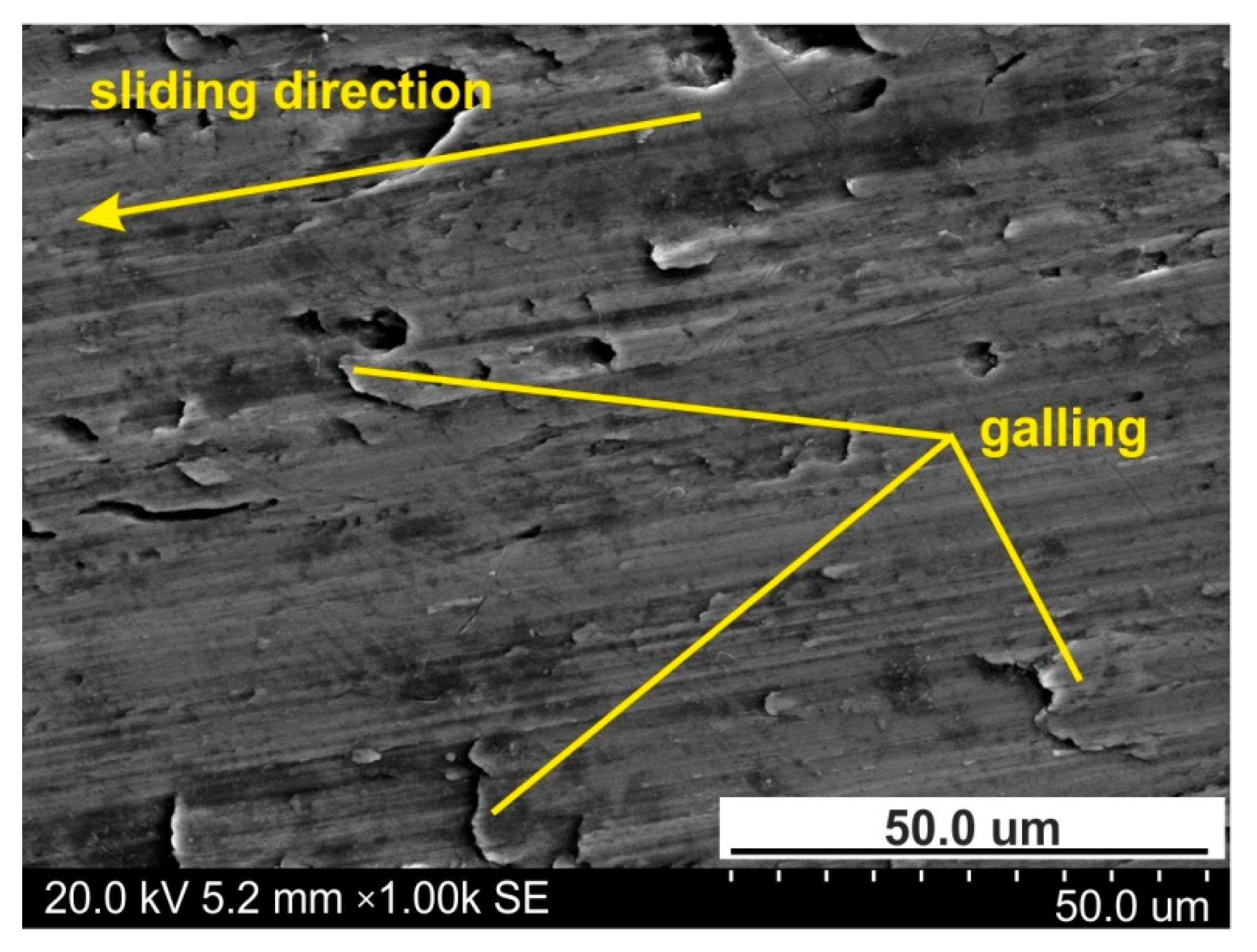
- When high pressures are applied, ploughing and galling mechanisms were observed which are typical when forming titanium sheets.
- Significant decreases have been observed in the values of the Sz and the Sp parameters in the range of nominal pressure between 75 and 114 MPa.
- The 10W-40 engine oil was the most stable in providing effective lubrication over the whole range of pressures applied.
- In order to minimise the COF of Ti-6Al-4V titanium alloy sheets, oil with high kinematic viscosity and a low viscosity index should be used.
- Decreasing the kinematic viscosity of the oil increases the COF of Ti-6Al-4V sheets.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shen, H.; Wang, L. Corrosion resistance and electrical conductivity of plasma nitrided titanium. Int. J. Hydrogen Energy 2021, 46, 11084–11091. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Janbakhsh, M. Formability Characterization of Titanium Alloy Sheets. In Titanium Alloys-Advances in Properties Control; Sieniawski, J., Ziaja, W., Eds.; IntechOpen: London, UK, 2013; pp. 81–113. [Google Scholar]
- Park, N.K.; Park, J.G.; Seo, S.H.; Kim, J.H. Drawability of Ti-6Al-4V Sheet at Elevated Temperatures. Mater. Sci. Forum 2010, 654, 902–905. [Google Scholar] [CrossRef]
- Wiklund, U.; Hutchings, I.M. Investigation of surface treatments for galling protection of titanium alloys. Wear 2001, 251, 1034–1041. [Google Scholar] [CrossRef]
- Lu, M.; McCormick, P.; Zhao, Y.; Fan, Z.; Huang, H. Laser deposition of compositionally graded titanium oxide on Ti6Al4V alloy. Ceram. Int. 2018, 44, 20851–20861. [Google Scholar] [CrossRef]
- Slota, J.; Jurčišin, M.; Spišák, E.; Tomaáš, M.; Siser, M. Experimental FLC determination of high strength steel sheet metal. Acta Metall. Slovaca 2015, 21, 269–277. [Google Scholar] [CrossRef]
- Slota, J.; Jurcisin, M.; Spisak, E. Experimental and numerical analysis of local mechanical properties of drawn part. Key Eng. Mater. 2012, 586, 245–248. [Google Scholar] [CrossRef]
- Makhkamov, A.; Wagre, D.; Baptista, A.M.; Santos, A.D.; Malheiro, L. Tribology testing to friction determination in sheet metal forming processes. Ciência Tecnol. Mater. 2017, 29, e249–e253. [Google Scholar] [CrossRef]
- Trzepiecinski, T. A study of the coefficient of friction in steel sheets forming. Metals 2019, 9, 988. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Gao, K.; Zheng, X.; Wang, W.; Wie, X.; Hua, M. Developing of galling during the forming and its improvement by physical vapour depositing. Surf. Eng. 2018, 31, 493–503. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Lemu, H.G. Recent developments and trends in the friction testing for conventional sheet metal forming and incremental sheet forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Shisode, M.; Hazrati, J.; Mishra, T.; de Rooij, M.; ten Horn, C.; van Breeck, J.; van den Boogard, T. Modeling boundary friction of coated sheets in sheet metal forming. Tribol. Int. 2021, 153, 106554. [Google Scholar] [CrossRef]
- Ma, J.; Li, H.; Wang, D.; Fu, W.; Tao, Z.J. Tribological behaviors in titanium sheet and tube forming at elevated temperatures: Evaluation and modeling. Int. J. Adv. Manuf. Technol. 2018, 97, 657–674. [Google Scholar] [CrossRef]
- Ma, J.; Yang, H.; Li, H.; Wang, D.; Li, G.J. Tribological behaviors between commercial pure titanium sheet and tools in warm forming. Trans. Nonferrous Met. Soc. China 2015, 25, 2924–2931. [Google Scholar] [CrossRef]
- Adamus, J.; Lackner, J.M.; Major, Ł. A study of the impact of anti-adhesive coatings on the sheet-titanium forming processes. Arch. Civ. Mech. Eng. 2013, 13, 64–71. [Google Scholar] [CrossRef]
- Więckowski, W.; Adamus, J. Friction and wear testing of titanium and aluminium alloys. Obrobka Plast. Met. 2013, 24, 169–178. [Google Scholar]
- Jozwik, J. Evaluation of tribological properties and condition of Ti6Al4V titanium alloy surface. Tech. Gaz. 2018, 25, 170–175. [Google Scholar]
- EN ISO 25178-2. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- SAE J300. Engine Oil Viscosity Classification; Society of Automotive Engineers International: Warrendale, PA, USA, 2015. [Google Scholar]
- SAE J306. Automotive Gear Lubricant Viscosity Classification; Society of Automotive Engineers International: Warrendale, PA, USA, 2017. [Google Scholar]
- Bowden, E.P.; Tabor, D. The Friction and Lubrication of Solids; Oxford University Press Inc.: Oxford, NY, USA, 1950. [Google Scholar]
- Aksu, G.; Güzeller, C.O.; Eser, M.T. The Effect of the Normalization Method Used in Different Sample Sizes on the Success of Artificial Neural Network Model. Int. J. Assess. Tools Educ. 2019, 6, 170–192. [Google Scholar] [CrossRef] [Green Version]
- Burdack, J.; Horst, F.; Giesselbach, S.; Hassan, I.; Daffner, S.; Schöllhorn, W.I. Systematic Comparison of the Influence of Different Data Preprocessing Methods on the Performance of Gait Classifications Using Machine Learning. Front. Bioeng. Biotechnol. 2020, 8, 260. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haykin, S. Neural Networks and Learning Machines, 3rd ed.; Pearson Education Inc.: London, UK, 2009. [Google Scholar]
- Hertz, J.A.; Krogh, A.S.; Palmer, R.G. Introduction to the Theory of Neural Computation, 1st ed.; CRC Press: Boca Raton, FL, USA, 1991. [Google Scholar]
- Trzepieciński, T.; Lemu, H.G. Application of genetic algorithms to optimize neural networks for selected tribological tests. J. Mech. Eng. Autom. 2012, 2, 69–76. [Google Scholar]
- Cillaurren, J.; Galdos, L.; Sanchez, M.; Zabala, A.; de Argandoña, E.S.; Mendiguren, J. Contact pressure and sliding velocity ranges in sheet metal forming simulations. In Proceedings of the 24th International Conference on Material Forming ESAFORM 2021, Liège, Belgique, 14–16 April 2021; Available online: https://popups.uliege.be/esaform21/index.php?id=426 (accessed on 15 June 2021).
- Kirkhorn, L.; Frogner, K.; Andersson, M.; Stahl, J.E. Improved tribotesting for sheet metal forming. Procedia CIRP 2012, 3, 507–512. [Google Scholar] [CrossRef] [Green Version]
- Hutchins, I. Tribology: Friction and Wear of Engineering Materials, 1st ed.; CRC-Press: Boca Raton, FL, USA, 1992. [Google Scholar]
- Hol, J.; Meinders, V.T.; Geijsealaers, H.J.M.; van den Boogaard, A.H. Multi-scale friction modeling for sheet metal forming: The mixed lubrication regime. Tribol. Int. 2015, 85, 10–25. [Google Scholar] [CrossRef]
- Shisoide, M.P.; Hazrati, J.; Mishra, T.; de Rooij, M.; van den Boogaard, T. Modeling lubrication friction for sheet metal forming applications. Procedia Manuf. 2020, 47, 586–590. [Google Scholar] [CrossRef]
- Budinski, K.G. Tribological properties of titanium alloys. Wear 1991, 151, 203–217. [Google Scholar] [CrossRef]
- Kaivosoja, E.; Tianen, V.M.; Takakubo, Y.; Rajchel, B.; Sobiecki, J.; Kottinen, Y.T.; Takagi, M. Materials used for hip and knee implants. In Wear of Orthopaedic Implants and Artificial Joints; Affatato, S., Ed.; Woodhead Publishing: Sawston, UK, 2012; pp. 179–218. [Google Scholar]
- Andreasen, J.L.; Bay, N.; De Chiliffe, L. Quantification of galling in sheet metal forming by surface topography characterization. Int. J. Mach. Tools Manuf. 1998, 38, 503–510. [Google Scholar] [CrossRef]
- Dohda, K.; Yamamoto, M.; Hu, C.; Dubar, L.; Ehmann, K.F. Galling phenomena in metal forming. Friction 2021, 9, 665–685. [Google Scholar] [CrossRef]
- Wojciechowski, Ł. Problems of technological treatment of the surface layer in the aspect of the scuffing performance. Part I: The scuffing prognostication. Tribologia 2015, 5, 133–145. [Google Scholar]
- Gåård, A. Wear in Sheet Metal Forming. Licentiate Thesis, Kalstad University Studies, Karlstad, Sweden, 2018. [Google Scholar]
- Vollertsen, F. Size effects in micro forming. Key Eng. Mater. 2011, 473, 3–12. [Google Scholar] [CrossRef]
- Podgornik, B.; Leskovšek, V. Wear mechanisms and surface engineering of forming tools. Mater. Technol. 2015, 49, 313–324. [Google Scholar]
- Zhou, Y.; Jiang, W.; Chen, W.; Ji, X.L.; Jin, Y.X.; Wang, S.Q. Modification of tribolayers of a titanium alloy sliding against a steel. J. Tribol. 2018, 140, 042301. [Google Scholar] [CrossRef]
- Bayer, R.G. Mechanical Wear Fundamentals and Testing; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Dong, H. Tribological properties of titanium-based alloys. In Surface Engineering of Light Alloys; Dong, H., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 58–80. [Google Scholar]
- Rabinowicz, E. Friction properties of titanium and its alloys. Met. Prog. 1954, 65, 107–110. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oil Type | Viscosity Index | Kinematic Viscosity, mm2/s | Density, kg/m3 |
|---|---|---|---|
| Engine oil SAE 10W-40 | 156 | 105.3 | 872 |
| Hydraulic oil L-HL 46 | 101 | 44.2 | 877 |
| Gear oil SAE 75W-85 | 169 | 64.6 | 837 |
| Machine oil L-AN 46 | 94 | 43.9 | 875 |
| Friction Conditions | Nominal Pressure, MPa | |||||
|---|---|---|---|---|---|---|
| 75 | 96 | 114 | 127 | 139 | 151 | |
| dry friction | F | P | P | P | G | G |
| L-AN 46 | F | F | F | P | P | P |
| L-HL 46 | F | F | F | P | P | P |
| 75W-85 | F | F | F | P | P | P |
| 10W-40 | F | F | F | P | P | P |
| ANN Model | Input Parameters | |||
|---|---|---|---|---|
| Density of Oil | Kinematic Viscosity | Viscosity Index | Nominal Pressure | |
| ANN1 | no | yes | yes | yes |
| ANN2 | yes | no | yes | yes |
| ANN3 | yes | yes | no | yes |
| ANN4 | yes | yes | yes | no |
| Parameter | ANN Structure | |||
|---|---|---|---|---|
| ANN1 3-8-1 | ANN2 3-9-1 | ANN3 3-11-1 | ANN4 3-8-1 | |
| Error mean | 0.07576 | 0.268 | −0.239 | −0.429 |
| Standard deviation of error | 0.209 | 0.343 | 0.321 | 0.428 |
| Absolute error mean | 0.178 | 0.381 | 0.306 | 0.481 |
| SDR | 0.331 | 0.603 | 0.528 | 0.745 |
| R2 | 0.945 | 0.801 | 0.849 | 0.667 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szpunar, M.; Trzepieciński, T.; Żaba, K.; Ostrowski, R.; Zwolak, M. Effect of Lubricant Type on the Friction Behaviours and Surface Topography in Metal Forming of Ti-6Al-4V Titanium Alloy Sheets. Materials 2021, 14, 3721. https://doi.org/10.3390/ma14133721
Szpunar M, Trzepieciński T, Żaba K, Ostrowski R, Zwolak M. Effect of Lubricant Type on the Friction Behaviours and Surface Topography in Metal Forming of Ti-6Al-4V Titanium Alloy Sheets. Materials. 2021; 14(13):3721. https://doi.org/10.3390/ma14133721
Chicago/Turabian StyleSzpunar, Marcin, Tomasz Trzepieciński, Krzysztof Żaba, Robert Ostrowski, and Marek Zwolak. 2021. "Effect of Lubricant Type on the Friction Behaviours and Surface Topography in Metal Forming of Ti-6Al-4V Titanium Alloy Sheets" Materials 14, no. 13: 3721. https://doi.org/10.3390/ma14133721