
On the Use of Paper Sludge as Filler in Biocomposites for Injection Moulding

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Paper Sludge Pre-Treatment
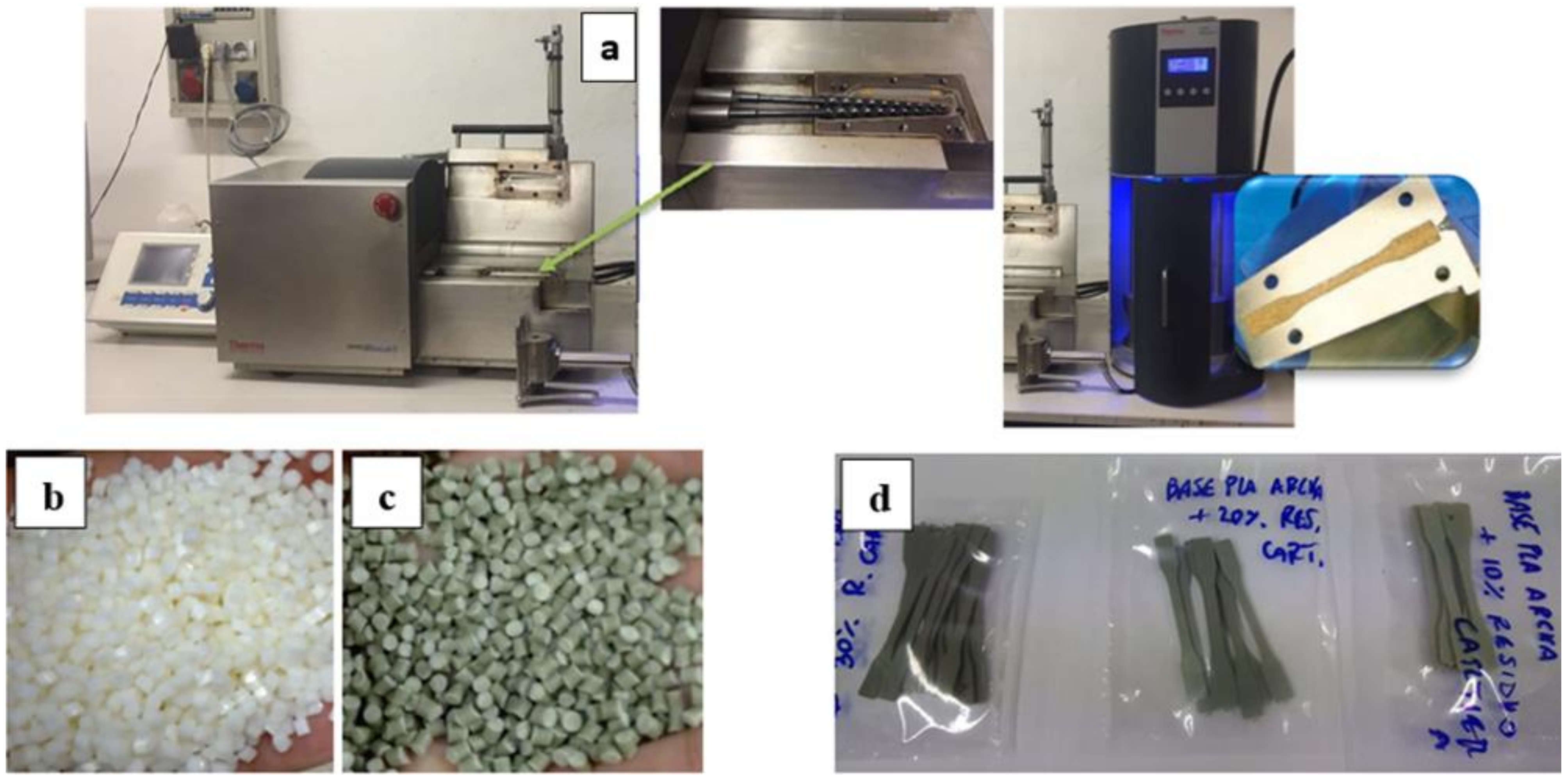
2.2.2. Composites Production
2.2.3. Lab-Scale Injection Moulding
2.3. PS and Composite Characterizations
3. Results and Discussion
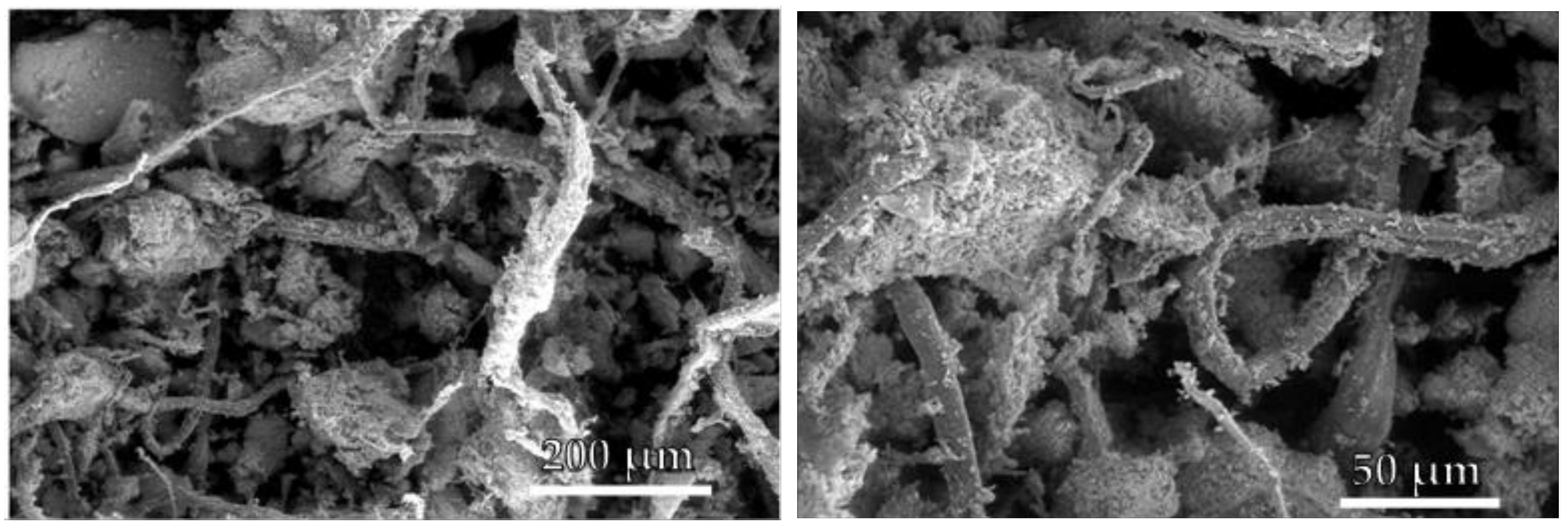
3.1. Morphological Analysis
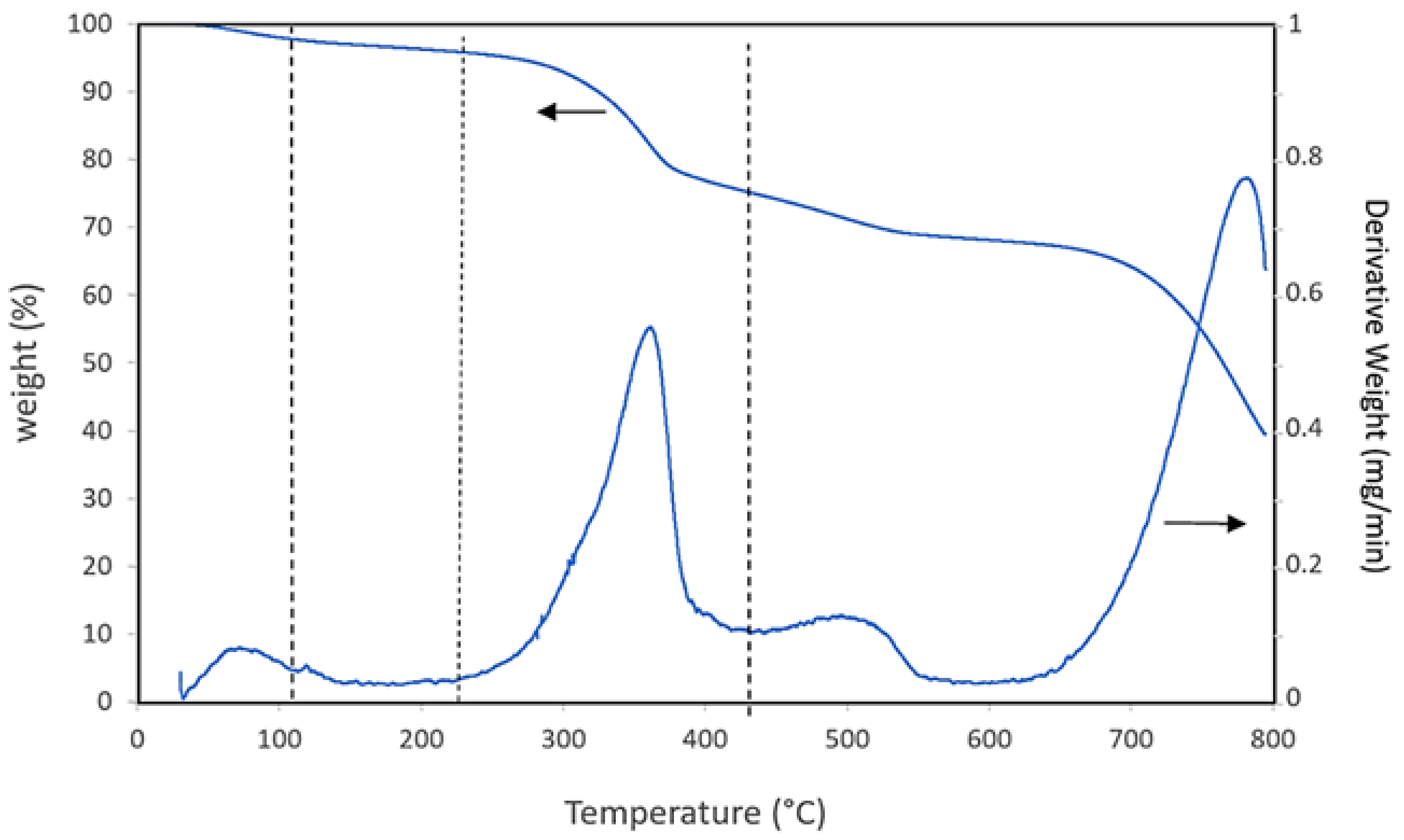
3.2. Thermogravimetric Analysis
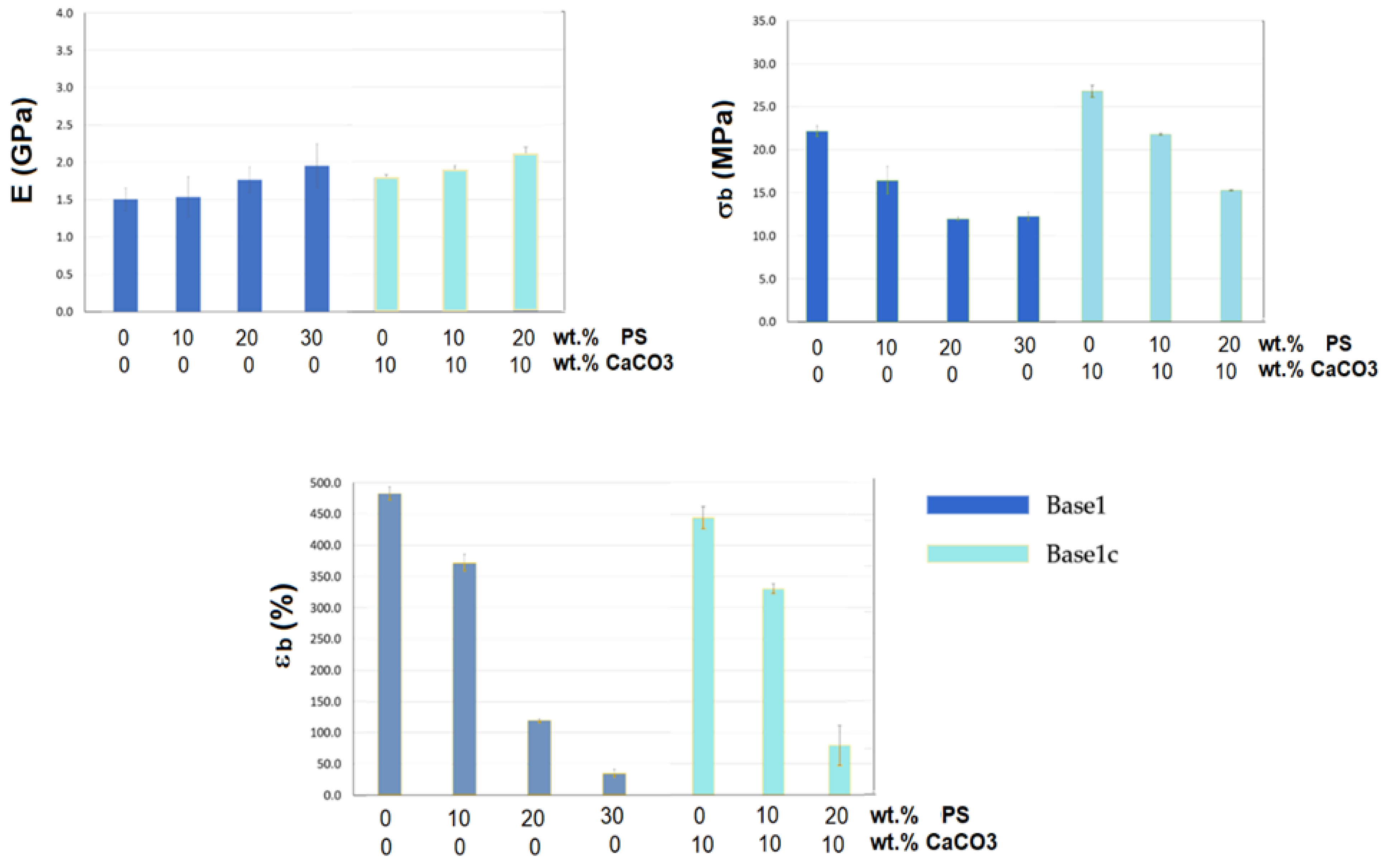
3.3. Tensile Tests
3.4. Charpy Impact Resistance
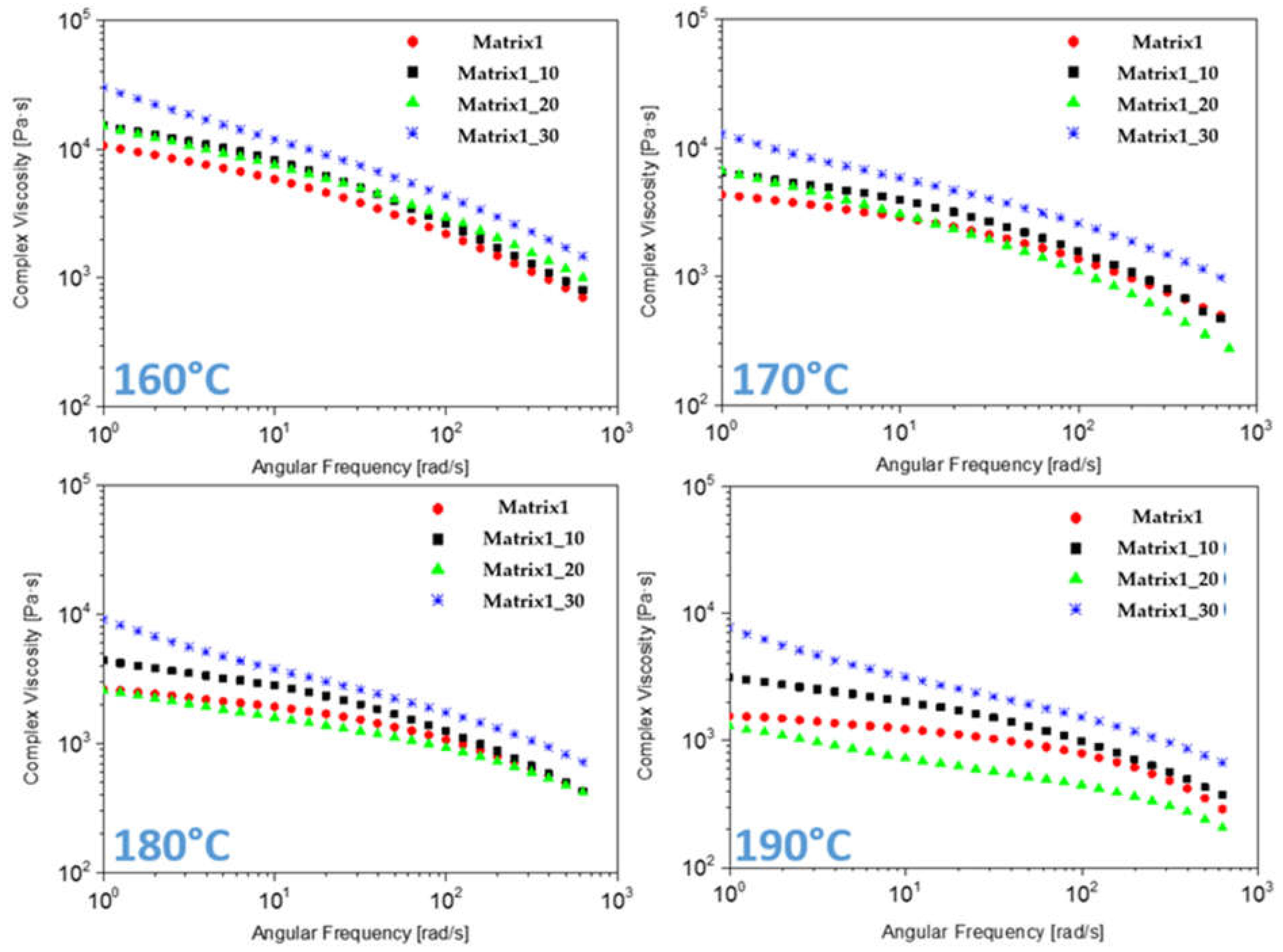
3.5. Rheological Tests
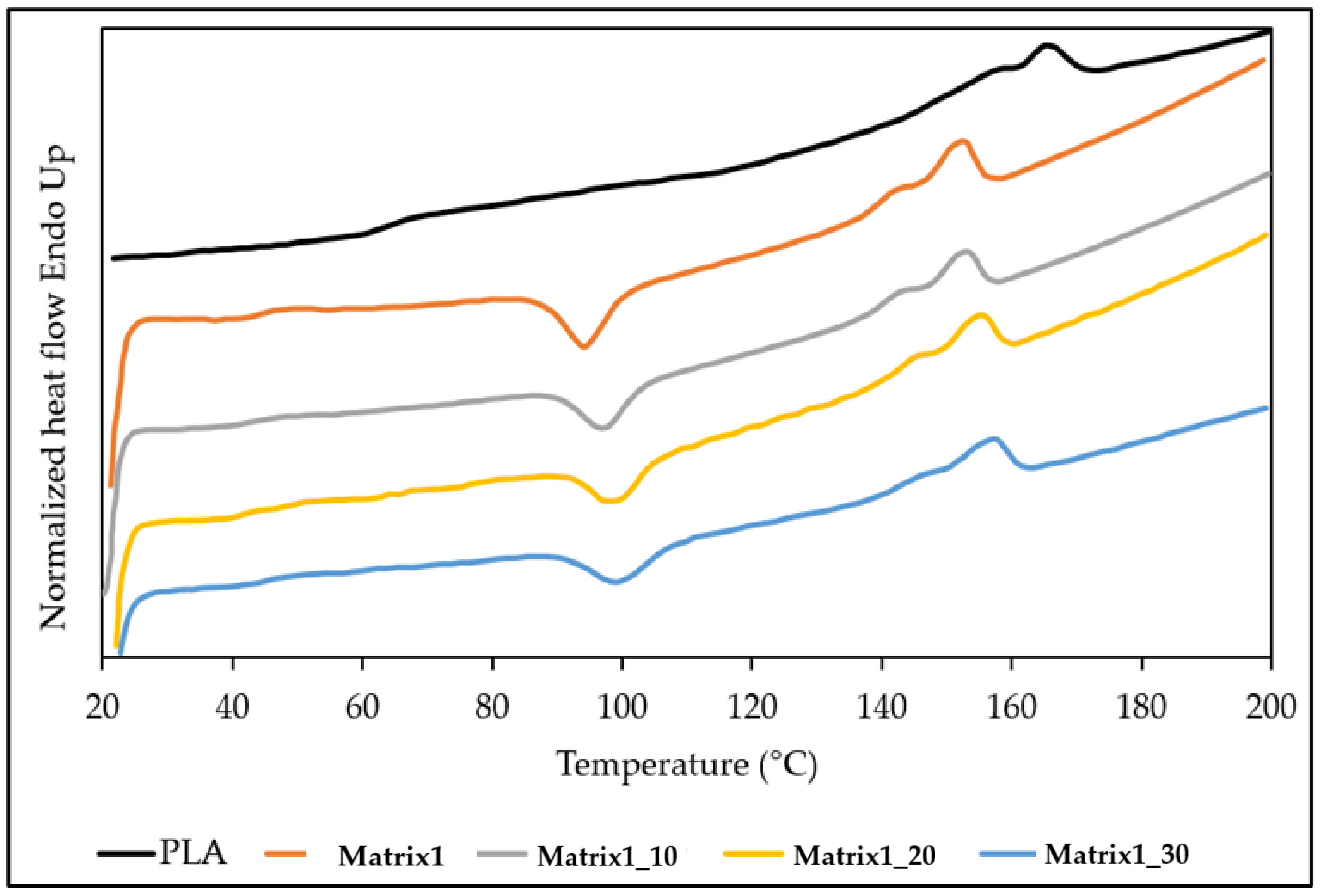
3.6. DSC Analysis
3.7. Injection Moulded Pots Production
3.8. Phytotoxicity Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Carbonell-Verdu, A.; Boronat, T.; Quiles-Carrillo, L.; Fenollar, O.; Dominici, F.; Torre, L. Valorization of Cotton Industry Byproducts in Green Composites with Polylactide. J. Polym. Environ. 2020, 28, 2039–2053. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Confederation of European Paper Industries (CEPI). 2019 European Pulp & Paper Industry; Confederation of European Paper Industries (CEPI): Brussels, Belgium, 2019. [Google Scholar]
- Deviatkin, I. Wastewater treatment and deinking sludge utilization possibilities for energy and material recovery in the Leningrad region. Master’s Thesis, Lappeenranta University of Technology, Lappeenranta, Finland, 2013. [Google Scholar]
- Monte, M.C.; Fuente, E.; Blanco, A.; Negro, C. Waste management from pulp and paper production in the European Union. Waste Manag. 2009, 29, 293–308. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tofani, G.; de Nys, J.; Cornet, I.; Tavernier, S. Alternative Filler Recovery from Paper Waste Stream. Waste Biomass Valorization 2021, 12, 503–514. [Google Scholar] [CrossRef]
- Paz-Ferreiro, J.; Plasencia, P.; Gascó, G.; Méndez, A. Biochar from Pyrolysis of Deinking Paper Sludge and Its Use in the Remediation of Zn-polluted Soils. L. Degrad. Dev. 2017, 28, 355–360. [Google Scholar] [CrossRef]
- Méndez, A.; Paz-Ferreiro, J.; Araujo, F.; Gascó, G. Biochar from pyrolysis of deinking paper sludge and its use in the treatment of a nickel polluted soil. J. Anal. Appl. Pyrolysis 2014, 107, 46–52. [Google Scholar] [CrossRef]
- Lou, R.; Wu, S.; Lv, G.; Yang, Q. Energy and resource utilization of deinking sludge pyrolysis. Appl. Energy 2012, 90, 46–50. [Google Scholar] [CrossRef]
- Yan, S.; Sagoe-Crentsil, K.; Shapiro, G. Reuse of de-inking sludge from wastepaper recycling in cement mortar products. J. Environ. Manag. 2011, 92, 2085–2090. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.K.; Kulkarni, S.; Kumar, V.; Vashistha, P. Sustainable utilization of deinking paper mill sludge for the manufacture of building bricks. J. Clean. Prod. 2018, 204, 321–333. [Google Scholar] [CrossRef]
- Qiao, X.; Zhang, Y.; Zhang, Y. Ink-eliminated paper sludge flour as filler for polypropylene. Polym. Polym. Compos. 2003, 11, 321–326. [Google Scholar] [CrossRef]
- Ismail, H.; Salmah; Bakar, A.A. The effect of paper sludge content and size on the properties of polypropylene (PP)-ethylene propylene diene terpolymer (EPDM) composites. J. Reinf. Plast. Compos. 2005, 24, 147–159. [Google Scholar] [CrossRef]
- Hamzeh, Y.; Ashori, A.; Mirzaei, B. Effects of Waste Paper Sludge on the Physico-Mechanical Properties of High Density Polyethylene/Wood Flour Composites. J. Polym. Environ. 2011, 19, 120–124. [Google Scholar] [CrossRef]
- Haddar, M.; Elloumi, A.; Koubaa, A.; Bradai, C.; Migneault, S.; Elhalouani, F. Synergetic effect of Posidonia oceanica fibres and deinking paper sludge on the thermo-mechanical properties of high density polyethylene composites. Ind. Crop. Prod. 2018, 121, 26–35. [Google Scholar] [CrossRef]
- Haddar, M.; Elloumi, A.; Koubaa, A.; Bradai, C.; Migneault, S.; Elhalouani, F. Effect of High Content of Deinking Paper Sludge (DPS) on the Reinforcement of HDPE. J. Polym. Environ. 2017, 25, 617–627. [Google Scholar] [CrossRef]
- Elloumi, A.; Makhlouf, M.; Elleuchi, A.; Bradai, C. The potential of deinking paper sludge for recycled HDPE reinforcement. Polym. Compos. 2018, 39, 616–623. [Google Scholar] [CrossRef]
- Elloumi, A.; Makhlouf, M.; Elleuchi, A.; Bradai, C. Deinking Sludge: A New Biofiller for HDPE Composites. Polym. Plast. Technol. Eng. 2016, 55, 1012–1020. [Google Scholar] [CrossRef]
- Qiao, X.; Zhang, Y.; Zhang, Y.; Zhu, Y. Ink-eliminated waste paper sludge flour-filled polypropylene composites with different coupling agent treatments. J. Appl. Polym. Sci. 2003, 89, 513–520. [Google Scholar] [CrossRef]
- Gross, R.A.; Kalra, B. Biodegradable Polymers for the Environment. Science 2002, 297, 803–807. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Requena, R.; Jimenez, A.; Vargas, M.; Chiralt, A. Effect of plasticizers on thermal and physical properties of compression-moulded poly [(3-hydroxybutyrate)-co-(3-hydroxyvalerate)] films. Polym. Test. 2016, 56, 45–53. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Yang, H.W.; Deri, F.; Ko, Y.G. Properties and medical applications of polylactic acid: A review. Express Polym. Lett. 2015, 9, 435–455. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Pineiro, F.; Jorda-Vilaplana, A.; Torres-Giner, S. Ductility and toughness improvement of injection-molded compostable pieces of polylactide by melt blending with poly(ε-caprolactone) and thermoplastic starch. Materials 2018, 11, 2138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gigante, V.; Canesi, I.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rubber toughening of Polylactic acid (PLA) with Poly(butylene adipate-co- terephthalate) (PBAT): Mechanical properties, fracture mechanics and analysis of brittle—Ductile behavior while varying temperature and test speed. Eur. Polym. J. 2019, 115, 125–137. [Google Scholar] [CrossRef]
- Aliotta, L.; Gigante, V.; Acucella, O.; Signori, F.; Lazzeri, A. Thermal, mechanical and micromechanical analysis of PLA/PBAT/POE-g-GMA extruded ternary blends. Front. Mater. 2020, 7, 130. [Google Scholar] [CrossRef]
- Panin, C.V.; Kornienko, L.A.; Suan, T.N.; Ivanova, L.R.; Poltaranin, M.A. The effect of adding calcium stearate on wear-resistance of ultra-high molecular weight polyethylene. Procedia Eng. 2015, 113, 490–498. [Google Scholar] [CrossRef] [Green Version]
- ISO. ISO 179–1: 2010, Plastics—Determination of Charpy Impact Properties, Part 1: Non-Instrumented Impact Test; ISO: Geneva, Switzerland, 2010. [Google Scholar]
- Wu, D.; Wu, L.; Zhang, M.; Zhao, Y. Viscoelasticity and thermal stability of polylactide composites with various functionalized carbon nanotubes. Polym. Degrad. Stab. 2008, 93, 1577–1584. [Google Scholar] [CrossRef]
- Zucconi, F. Evaluating toxicity of immature compost. Biocycle 1981, 22, 54–57. [Google Scholar]
- Arenales Rivera, J.; Pérez López, V.; Ramos Casado, R.; Sánchez Hervás, J.-M. Thermal degradation of paper industry wastes from a recovered paper mill using TGA. Characterization and gasification test. Waste Manag. 2016, 47, 225–235. [Google Scholar] [CrossRef]
- Gigante, V.; Cinelli, P.; Righetti, M.C.; Sandroni, M.; Tognotti, L.; Seggiani, M.; Lazzeri, A. Evaluation of Mussel Shells Powder as Reinforcement for PLA-Based Biocomposites. Int. J. Mol. Sci. 2020, 21, 5364. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Wei, L.; Liang, S.; McDonald, A.G. Thermophysical properties and biodegradation behavior of green composites made from polyhydroxybutyrate and potato peel waste fermentation residue. Ind. Crop. Prod. 2015, 69, 91–103. [Google Scholar] [CrossRef]
- Xia, G.; Sadanand, V.; Ashok, B.; Reddy, K.O.; Zhang, J.; Rajulu, A.V. Preparation and Properties of Cellulose/Waste Leather Buff Biocomposites. Int. J. Polym. Anal. Charact. 2015, 20, 693–703. [Google Scholar] [CrossRef]
- Gigante, V.; Seggiani, M.; Cinelli, P.; Signori, F.; Vania, A.; Navarini, L.; Amato, G.; Lazzeri, A. Utilization of coffee silverskin in the production of Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) biopolymer-based thermoplastic biocomposites for food contact applications. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106172. [Google Scholar] [CrossRef]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rigid filler toughening in PLA-Calcium Carbonate composites: Effect of particle surface treatment and matrix plasticization. Eur. Polym. J. 2019, 113, 78–88. [Google Scholar] [CrossRef]
- Wetzel, B.; Haupert, F.; Friedrich, K.; Zhang, M.Q.; Rong, M.Z. Impact and wear resistance of polymer nanocomposites at low filler content. Polym. Eng. Sci. 2002, 42, 1919–1927. [Google Scholar] [CrossRef]
- Scaffaro, R.; Lopresti, F.; Botta, L. PLA based biocomposites reinforced with Posidonia oceanica leaves. Compos. Part B Eng. 2018, 139, 1–11. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O. Rheological and processing properties of poly(lactic acid) composites filled with ground chestnut shell. Polymers 2018, 42, 267–274. [Google Scholar] [CrossRef]
- Jiang, L.; Wolcott, M.P.; Zhang, J. Study of biodegradable polylactide/poly(butylene adipate-co-terephthalate) blends. Biomacromolecules 2006, 7, 199–207. [Google Scholar] [CrossRef]
- Baiardo, M.; Frisoni, G.; Scandola, M.; Rimelen, M.M.; Lips, D.; Ruffieux, K.; Wintermantel, E. Thermal and mechanical properties of plasticized poly(L-lactic acid). J. Appl. Polym. Sci. 2003, 90, 1731–1738. [Google Scholar] [CrossRef]
- Ministry of Agricultural, Food and Forestry Policies, Italy. Decreto Legislativo 75/2010; Ministry of Agricultural, Food and Forestry Policies: Rome, Italy, 2010.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PLA | PBAT | ATBC | CaCO3 | PS | Total Filler | Ratio PLA/PBAT | Ratio PLA/(PBAT + ATBC) |
|---|---|---|---|---|---|---|---|---|
| Matrix1 | 70 | 20 | 10 | 0 | 0 | 0 | 3.5 | 2.3 |
| Matrix1_10 | 63 | 18 | 9 | 0 | 10 | 10 | 3.5 | 2.3 |
| Matrix1_20 | 56 | 16 | 8 | 0 | 20 | 20 | 3.5 | 2.3 |
| Matrix1_30 | 49 | 14 | 7 | 0 | 30 | 30 | 3.5 | 2.3 |
| Matrix1c_10 | 63 | 18 | 9 | 10 | 0 | 10 | 3.5 | 2.3 |
| Matrix1c_20 | 56 | 16 | 8 | 10 | 10 | 20 | 3.5 | 2.3 |
| Matrix1c_30 | 49 | 14 | 7 | 10 | 20 | 30 | 3.5 | 2.3 |
| Sample | Young’s Modulus (GPa) | Stress at Yield (MPa) | Yield Elongation (%) | Stress at Break (MPa) | Elongation at Break (%) |
|---|---|---|---|---|---|
| Matrix1 | 1.5 (0.15 *) | 16.1 (1.9 *) | 5.6 (1.1 *) | 22.2 (0.6 *) | 483.2 (10.4 *) |
| Matrix1_10 | 1.5 (0.27 *) | 13.5 (1.6 *) | 6.1 (1.8 *) | 16.5 (1.6 *) | 372.0 (12.8 *) |
| Matrix1_20 | 1.8 (0.17 *) | 13.3 (1.0 *) | 5.8 (0.7 *) | 12.0 (0.2 *) | 119.7 (2.6 *) |
| Matrix1_30 | 2.0 (0.26 *) | 16.2 (1.4 *) | 5.2 (1.1 *) | 12.3 (0.5 *) | 35.6 (5.7 *) |
| Matrix1c_10 | 1.8 (0.06 *) | 25.7 (2.1 *) | 4.4 (0.81 *) | 26.8 (0.7 *) | 445.1 (17.7 *) |
| Matrix1c_20 | 1.9 (0.04 *) | 25.0 (0.5 *) | 4.3 (0.75 *) | 21.8 (0.1 *) | 330.4 (7.3 *) |
| Matrix1c_30 | 2.1 (0.10 *) | 23.8 (0.02 *) | 4.7 (0.03 *) | 15.3 (0.1 *) | 79.0 (31.6 *) |
| Sample | Charpy Impact Strength (kJ/m2) |
|---|---|
| Matrix1 | 13.24 (0.99 *) |
| Matrix1_10 | 5.41 (0.14 *) |
| Matrix1_20 | 4.74 (0.30 *) |
| Matrix1_30 | 4.20 (0.45 *) |
| Sample | Tg (°C) | Tc (°C) | Δhc (J/g) | Tm (°C) | Δhm (J/g) | X cc (%) |
|---|---|---|---|---|---|---|
| PLA | 64.0 | 115 | - | 165.0 | 17.6 | 18.9 |
| Matrix1 | 45.0 | 95.1 | 12.9 | 153.3 | 31.3 | 28.3 |
| Matrix1_10 | 43.1 | 97.0 | 12.4 | 152.0 | 32.6 | 34.5 |
| Matrix1_20 | 44.9 | 92.7 | 13.3 | 155.0 | 32.4 | 36.7 |
| Matrix1_30 | 44.6 | 97.5 | 13.5 | 155.6 | 33.5 | 43.9 |
| Sample | PS | Matrix1_30 | |
|---|---|---|---|
| 100% Eluate | 50% Eluate | 100 % Eluate | |
| IG (%) | 204 | 110 | 123 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gigante, V.; Cinelli, P.; Sandroni, M.; D’ambrosio, R.; Lazzeri, A.; Seggiani, M. On the Use of Paper Sludge as Filler in Biocomposites for Injection Moulding. Materials 2021, 14, 2688. https://doi.org/10.3390/ma14102688
Gigante V, Cinelli P, Sandroni M, D’ambrosio R, Lazzeri A, Seggiani M. On the Use of Paper Sludge as Filler in Biocomposites for Injection Moulding. Materials. 2021; 14(10):2688. https://doi.org/10.3390/ma14102688
Chicago/Turabian StyleGigante, Vito, Patrizia Cinelli, Marco Sandroni, Roberto D’ambrosio, Andrea Lazzeri, and Maurizia Seggiani. 2021. "On the Use of Paper Sludge as Filler in Biocomposites for Injection Moulding" Materials 14, no. 10: 2688. https://doi.org/10.3390/ma14102688