
Recycling Blast Furnace Ferronickel Slag as a Replacement for Paste in Mortar: Formation of Carboaluminate, Reduction of White Portland Cement, and Increase in Strength

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Mix Proportions
2.3. Testing Methods
2.3.1. Particle Size Distribution of Raw Materials
2.3.2. Workability of Mortar
2.3.3. Flexural Strength and Compressive Strength of Mortar
2.3.4. Hydration Products and Pore Structure of Mortar
3. Results
3.1. PSD and XRD Patterns of Raw Materials
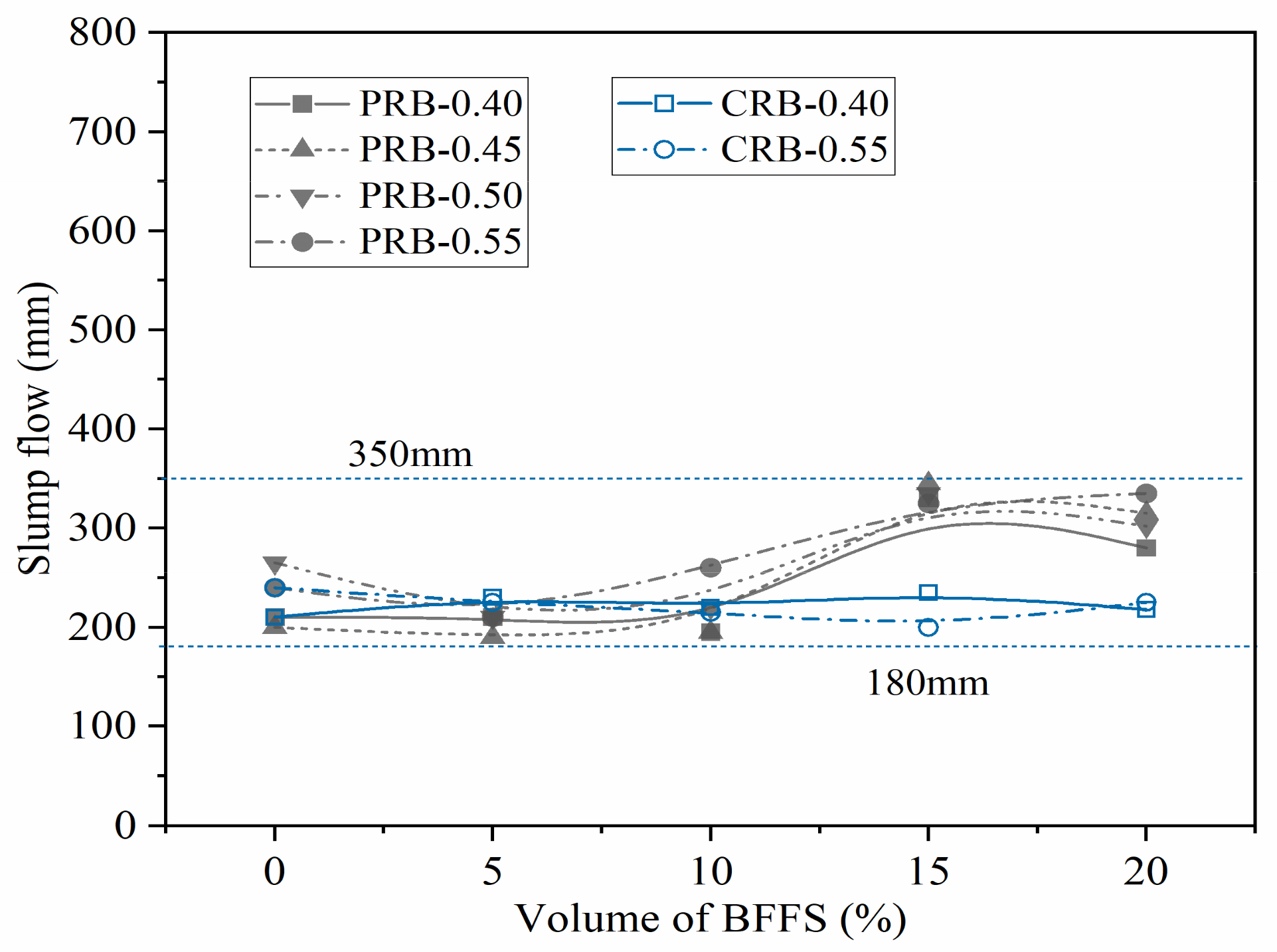
3.2. Workability
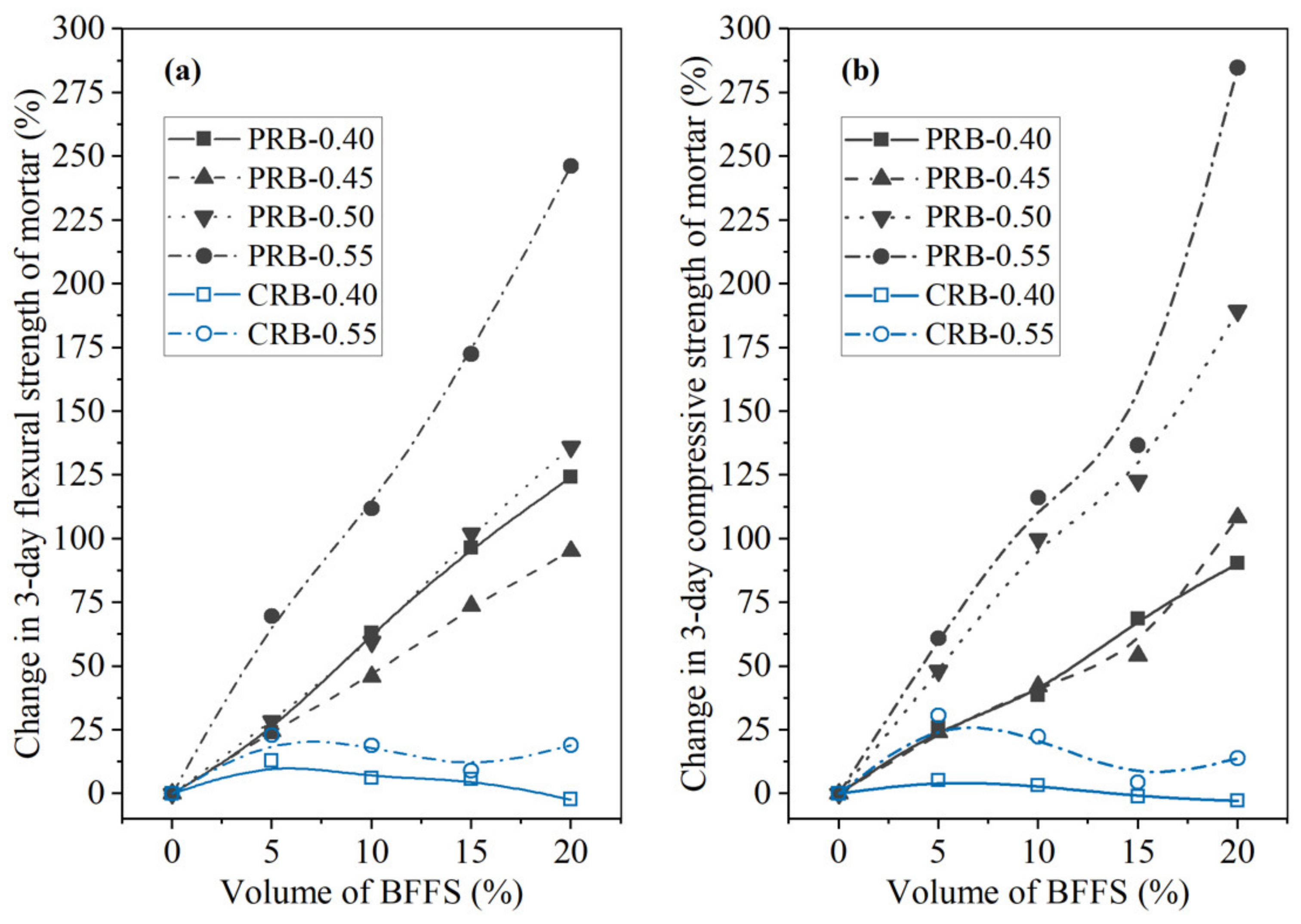
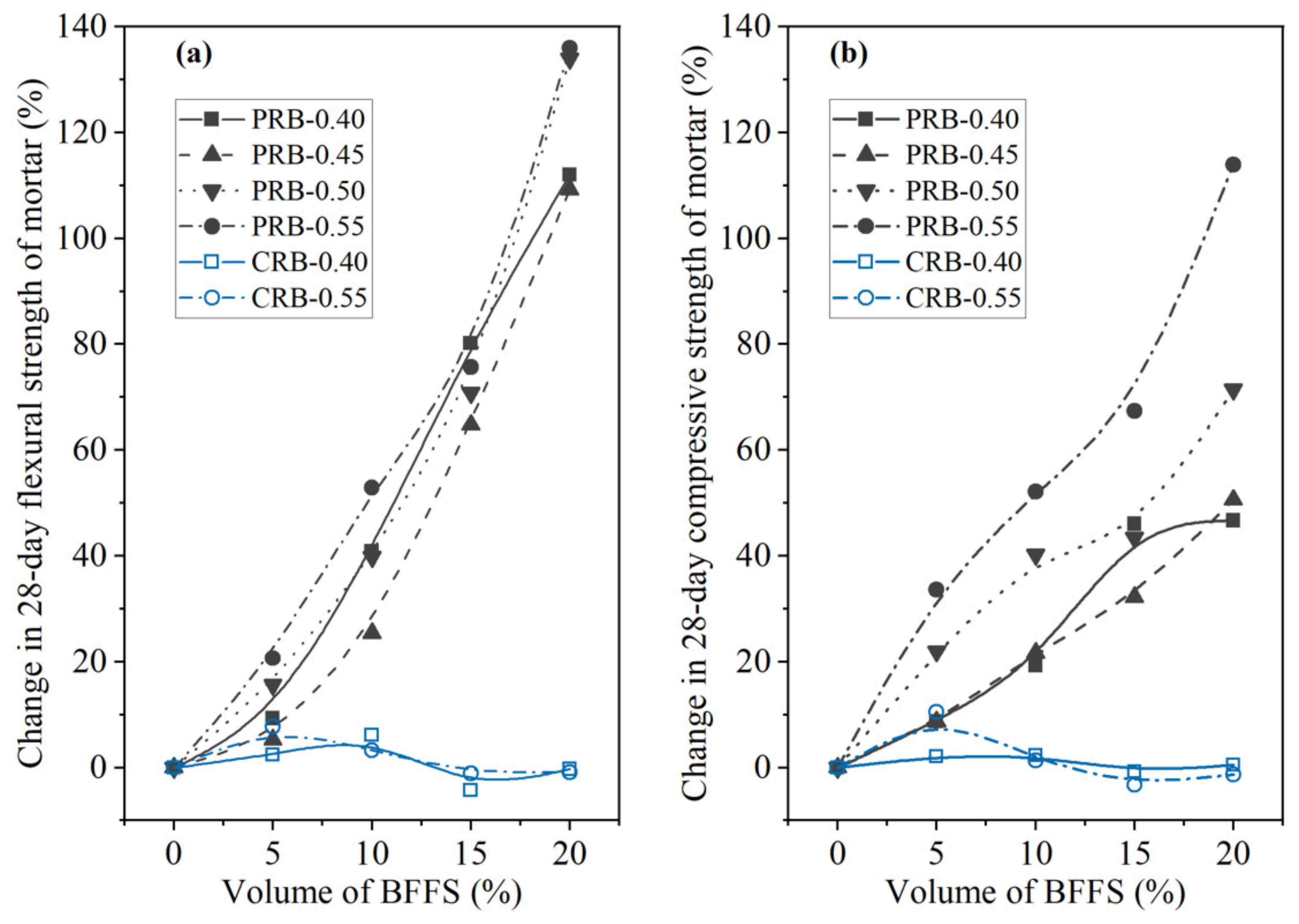
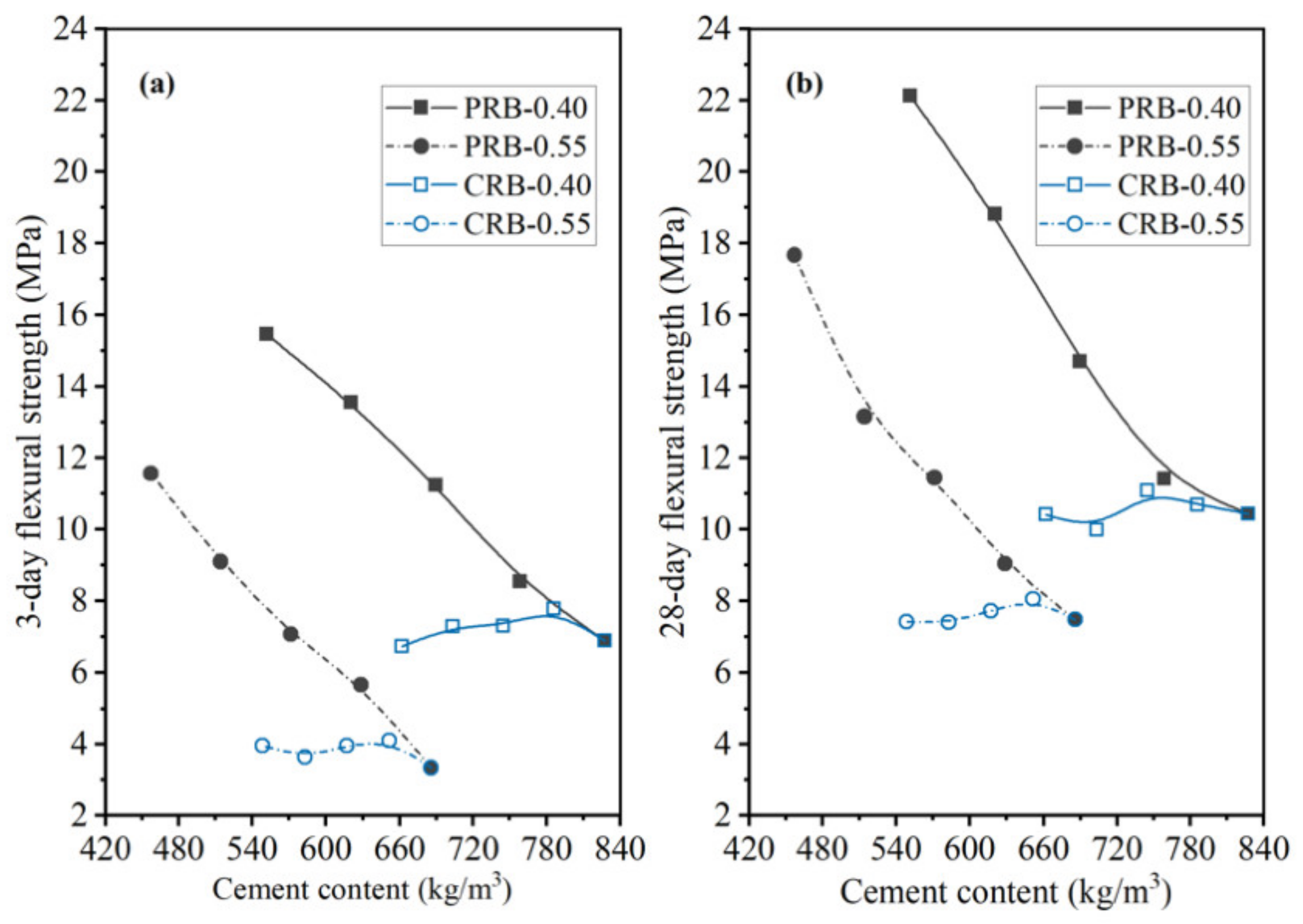
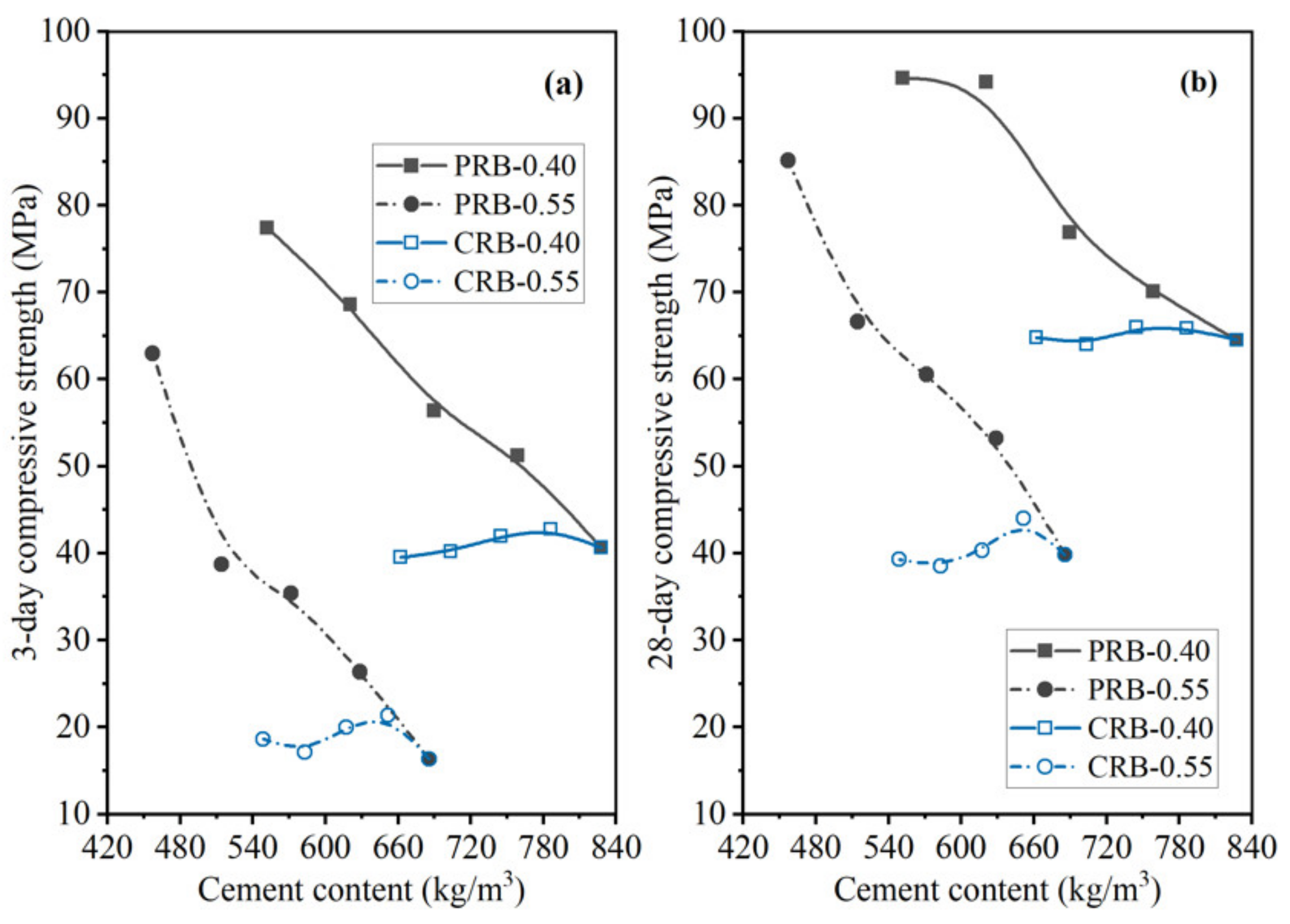
3.3. Mechanical Strength of Mortar
3.4. Hydration Process
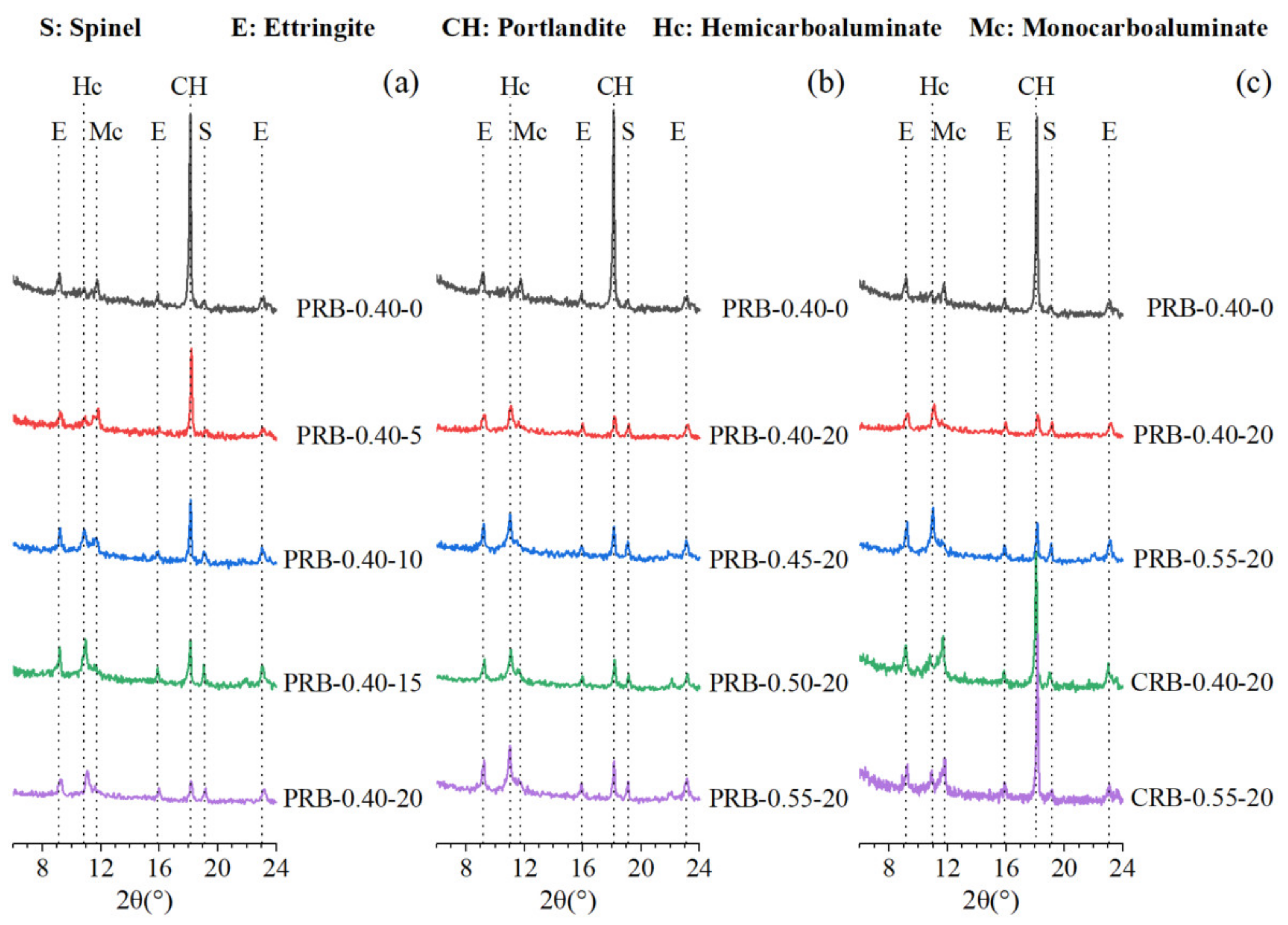
3.4.1. Phase Composition
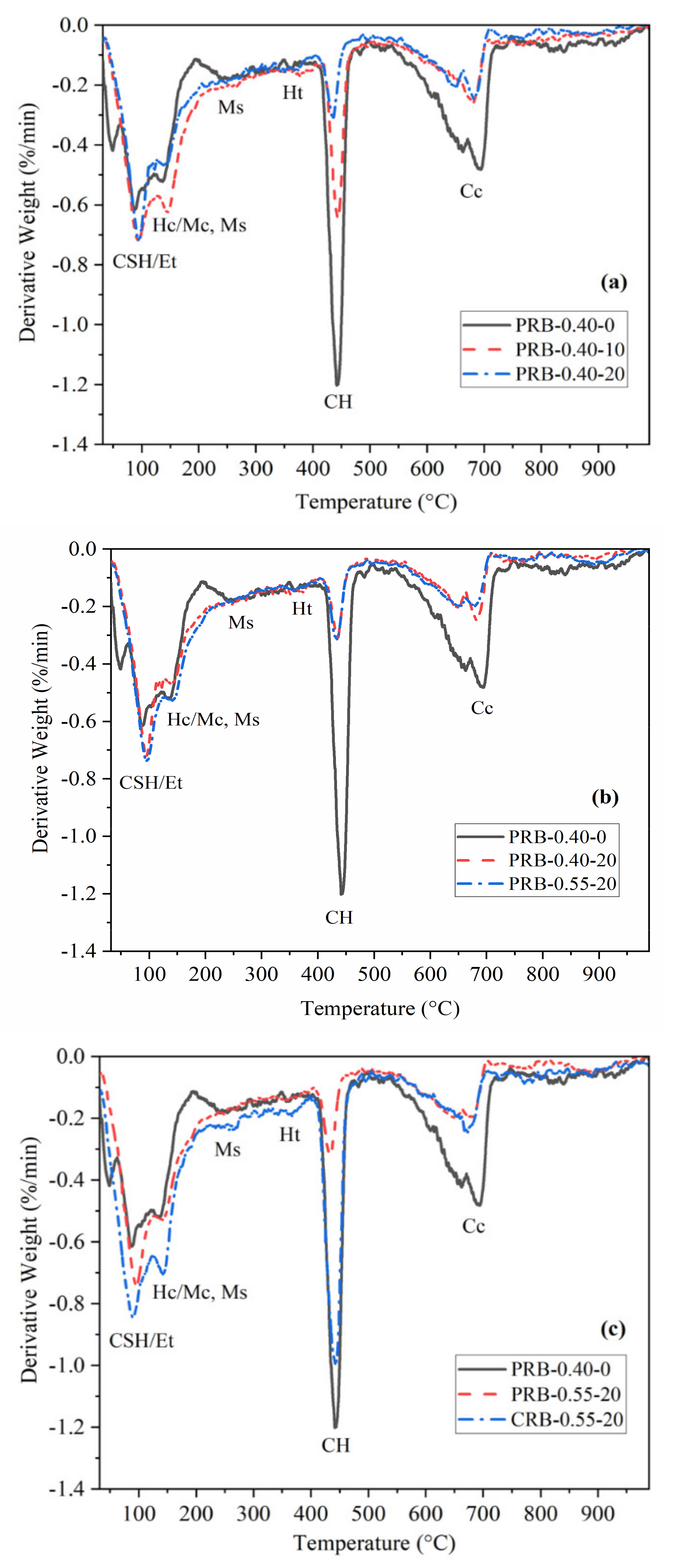
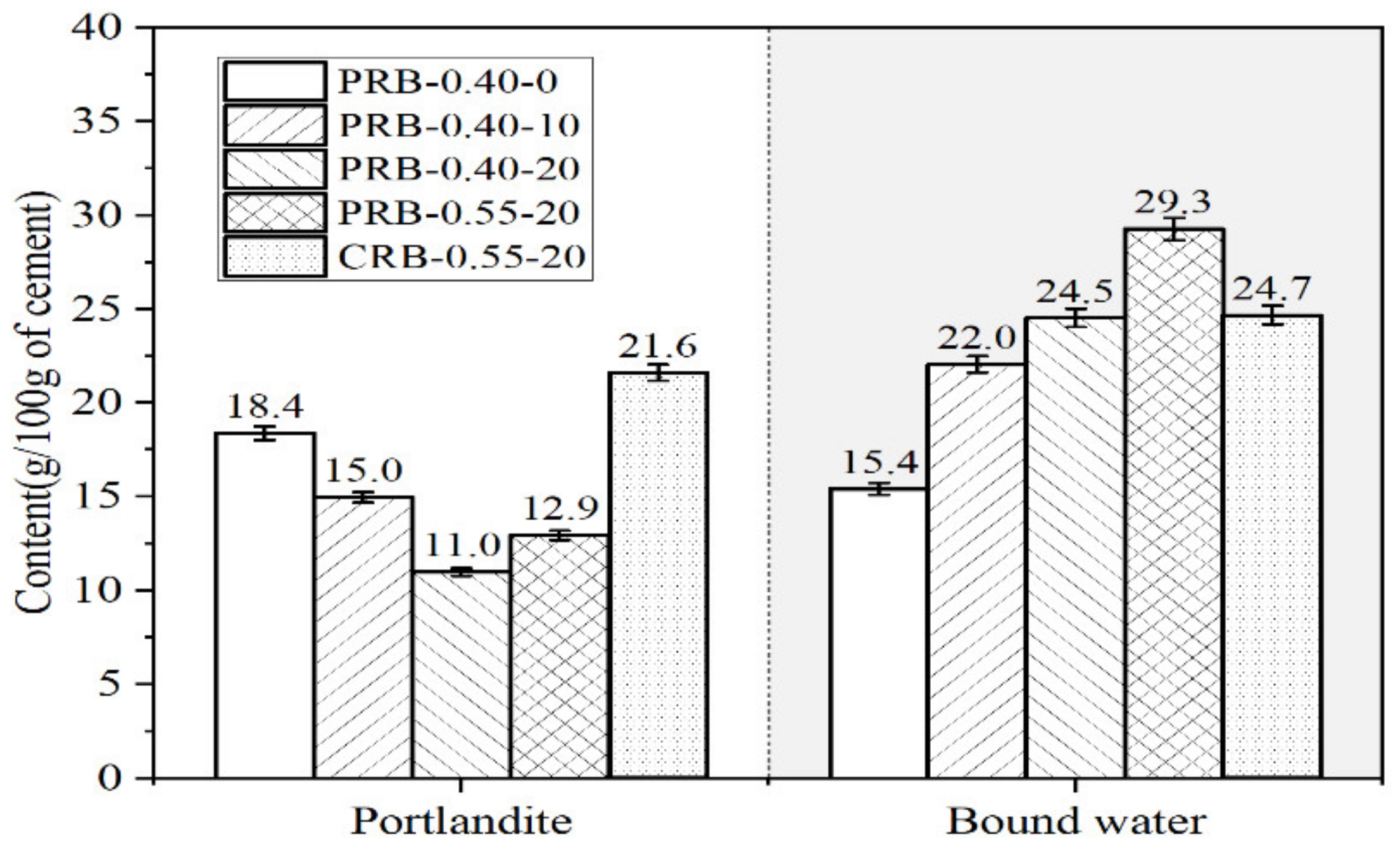
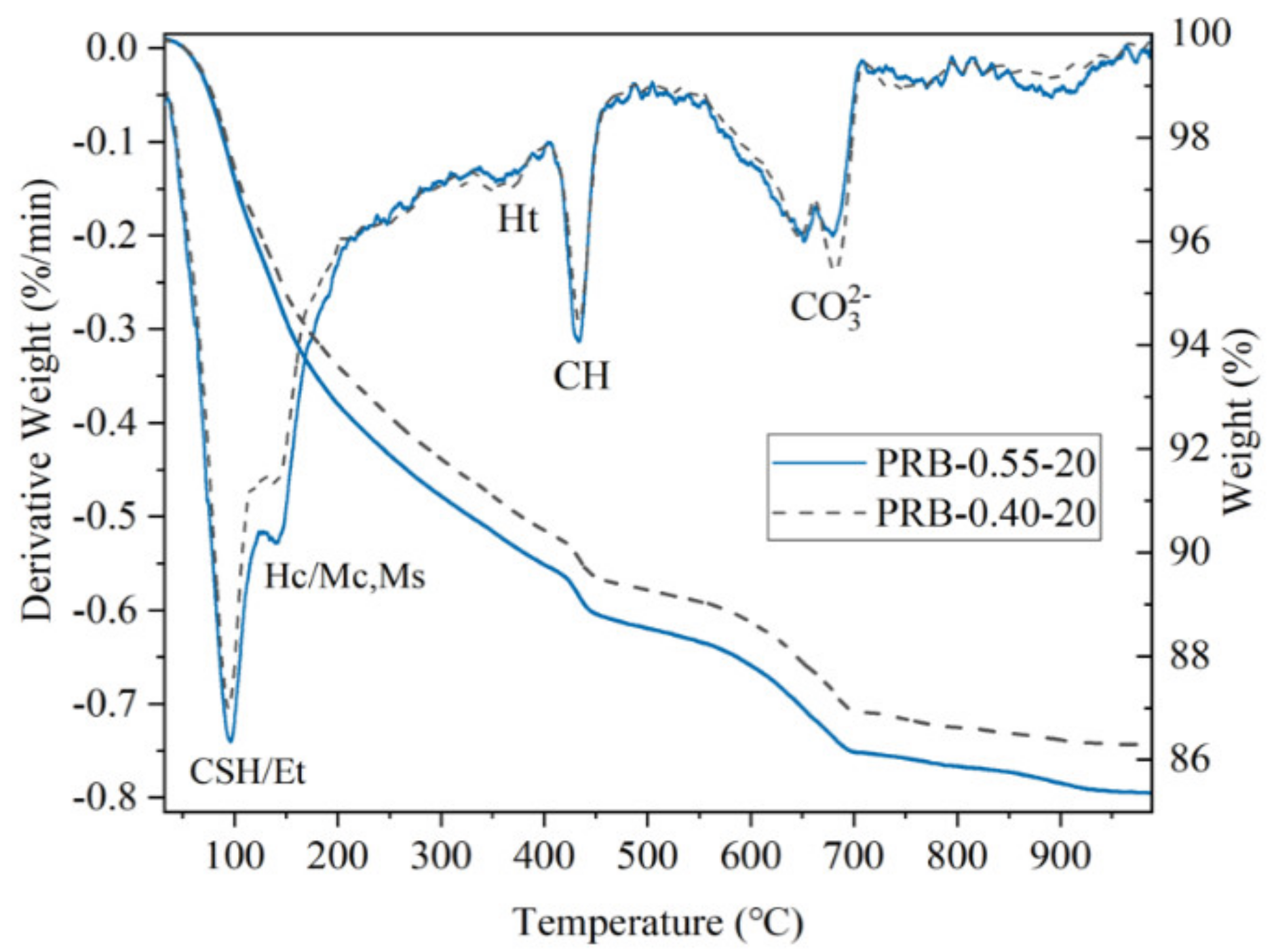
3.4.2. Thermogravimetric Analysis
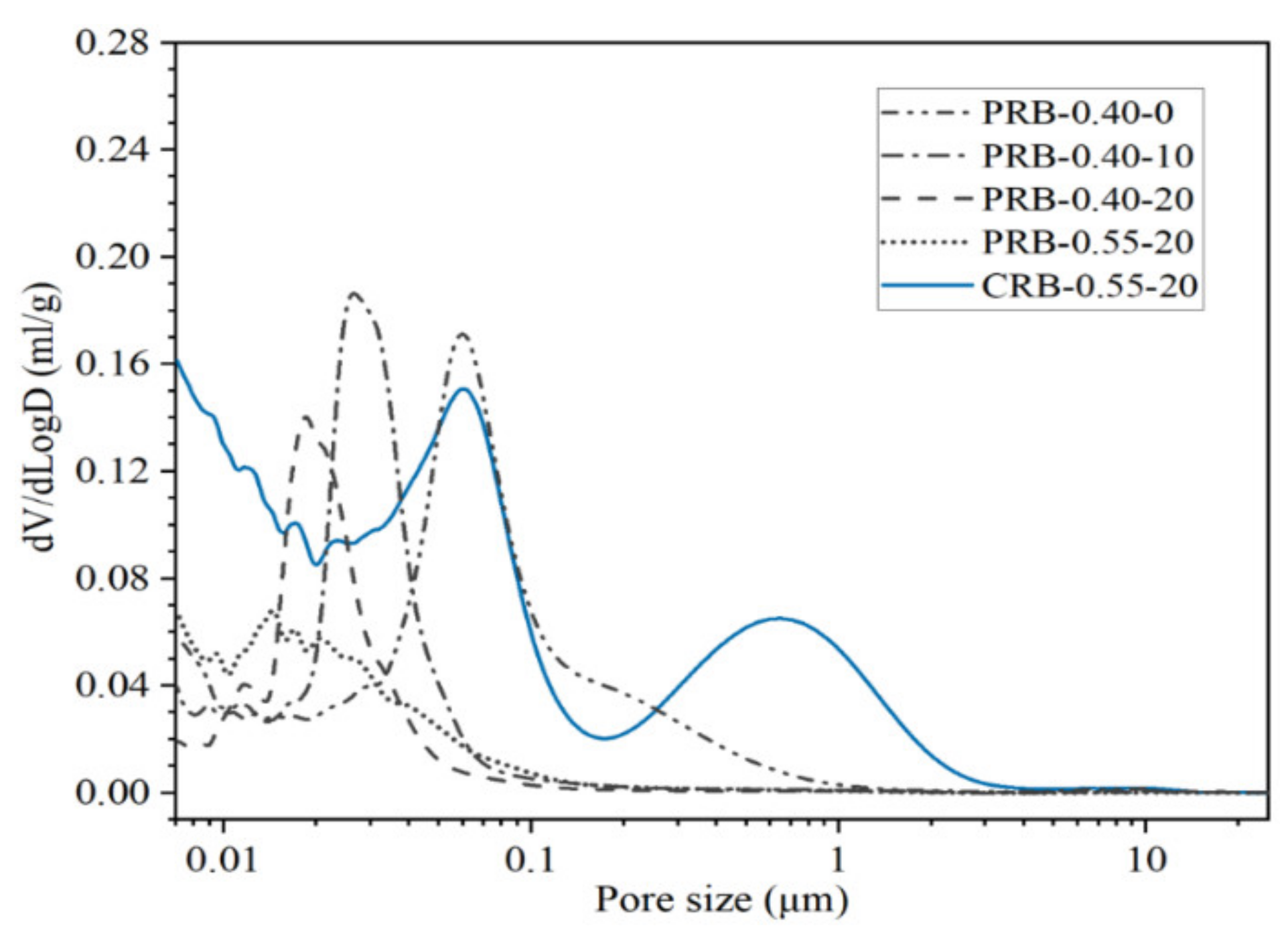
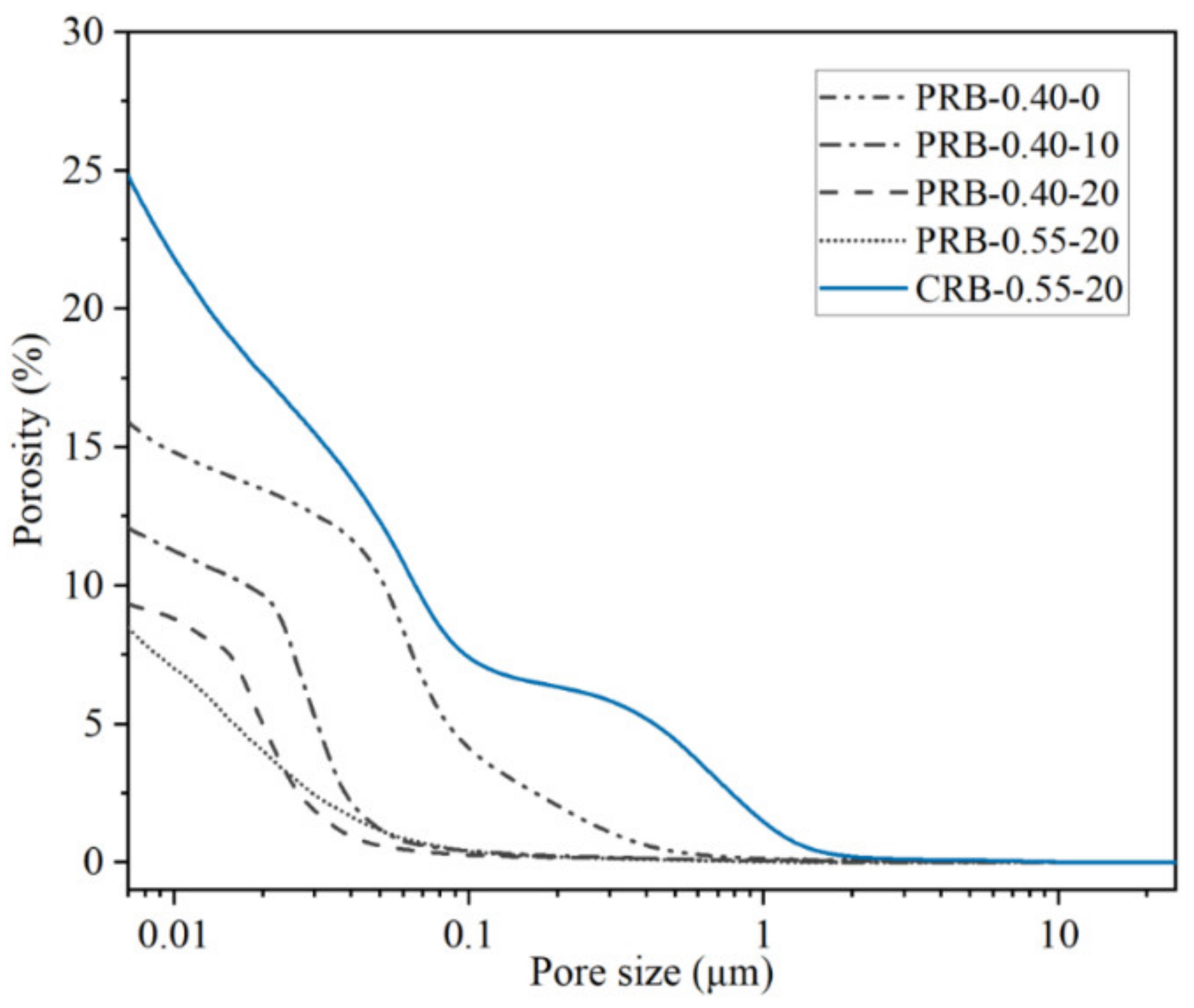
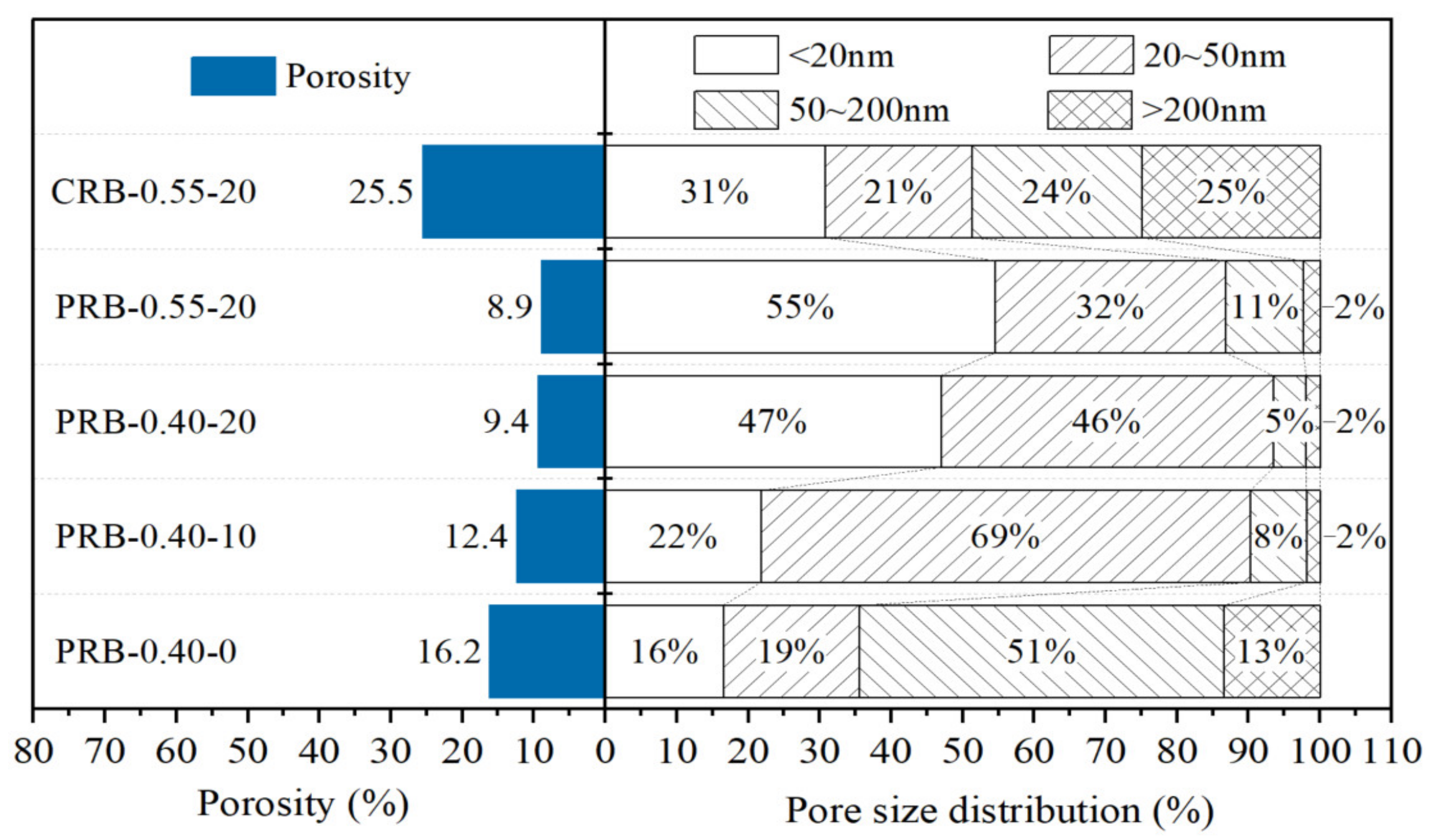
3.4.3. Porosity Refinement
4. Discussion
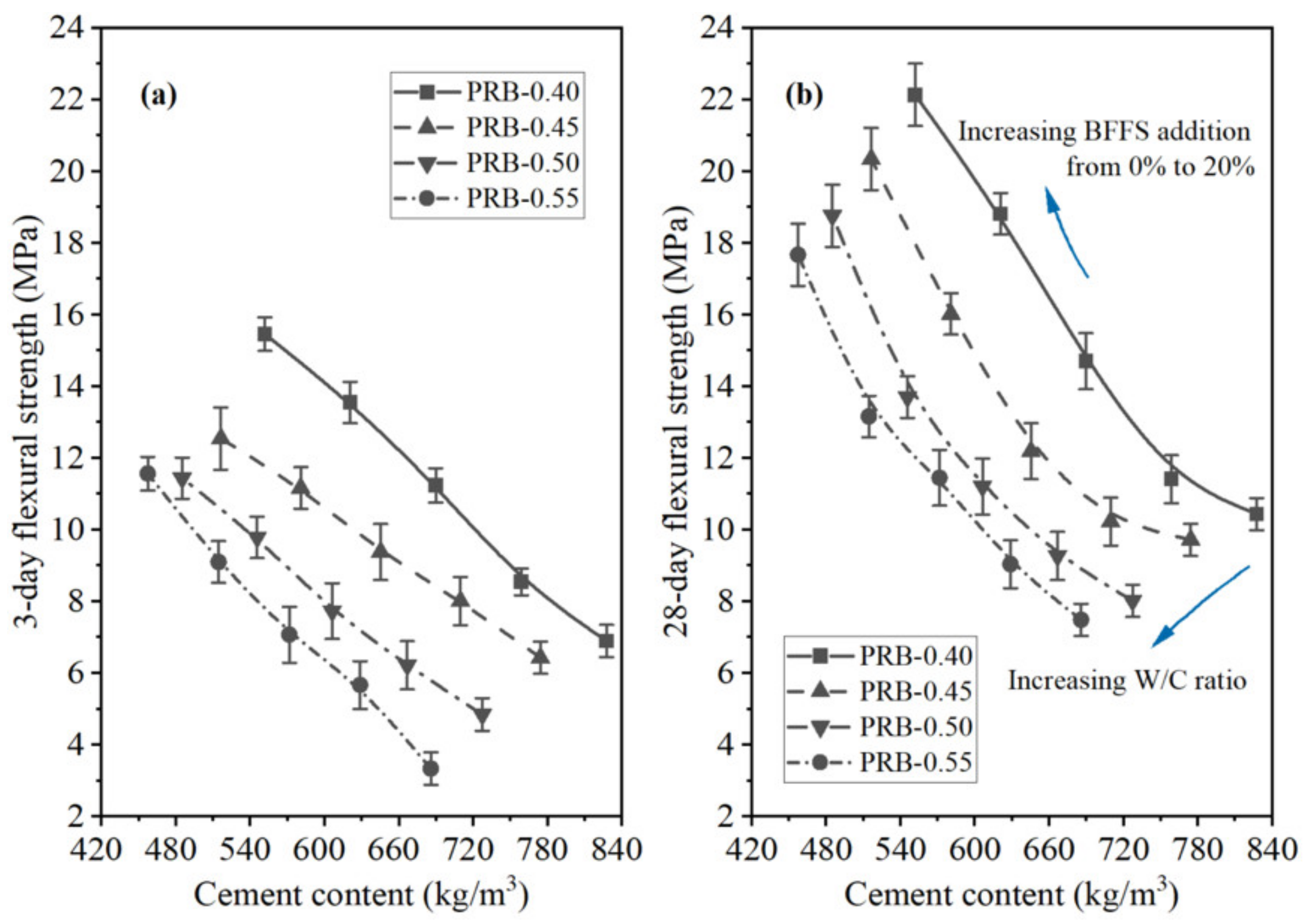
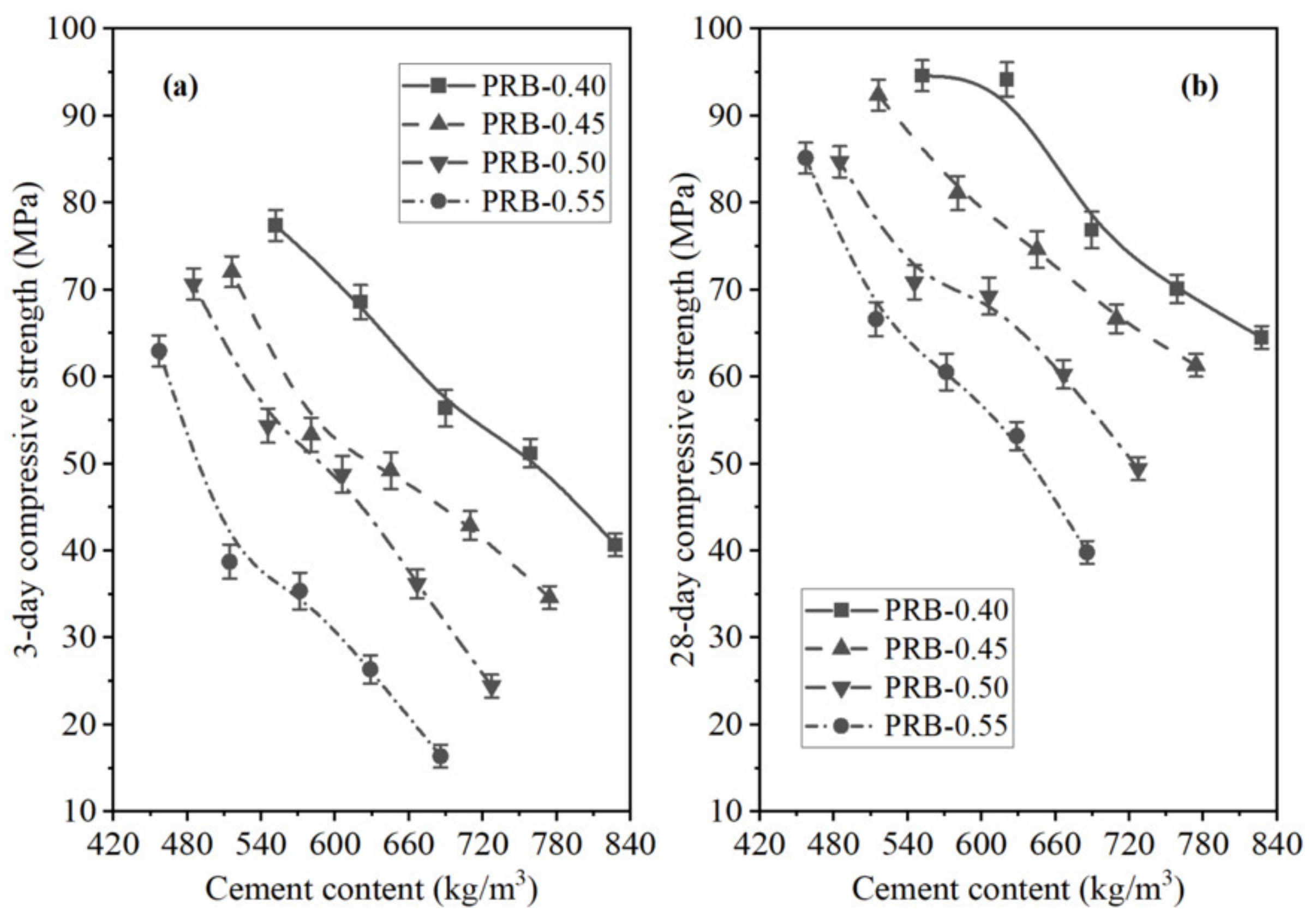
4.1. Improvement in Strength of Mortar
4.2. Roles of BFFS
- As demonstrated in the above microstructure analysis, the BFFS had pozzolanic activity and could act as a supplementary cementing material in the mortar mixes, which enhanced the strength of the mortar by refining its porosity. Previous works [1,43] have also reported that the Al-to-Si ratio (Al/Si) of the samples containing the BFFS is 0.28, while that of the pure cement samples is 0.15. It appears that the amorphous alumina of the BFFS reacted at the late curing stages, and its products (mainly the C-(A)-S-H gel) mixed with the C-S-H gel from the cement hydration, which finally resulted in the improvement to the overall ratio of Al to Si. From the results of the Fourier-transform infrared (FTIR) spectroscopy [43], it could be inferred that adding the BFFS to the cement paste could shift the peak of the stretching vibration of the silicon–oxygen bond in the C-S-H gel to a higher wave number, which indicated that the degree of polymerization of the silicate chains of the C-S-H gel in the pastes containing the BFFS increased; this improvement in the degree of polymerization was also confirmed by 29Si solid-state nuclear magnetic resonance (SSNMR).
- In addition, the fine BFFS particles could also provide nucleation sites for the precipitation of the C-S-H gel and thus could improve the hydration process of the WPC, thereby further enhancing the strength of the mortar. This nucleation phenomenon practically existed in the two different methods of recycling BFFS, but the negative impact of the additional increase in the actual W/C of the CRB samples neutralized the favorable nucleation effect of the BFFS, thereby decreasing the strength of the mortar.
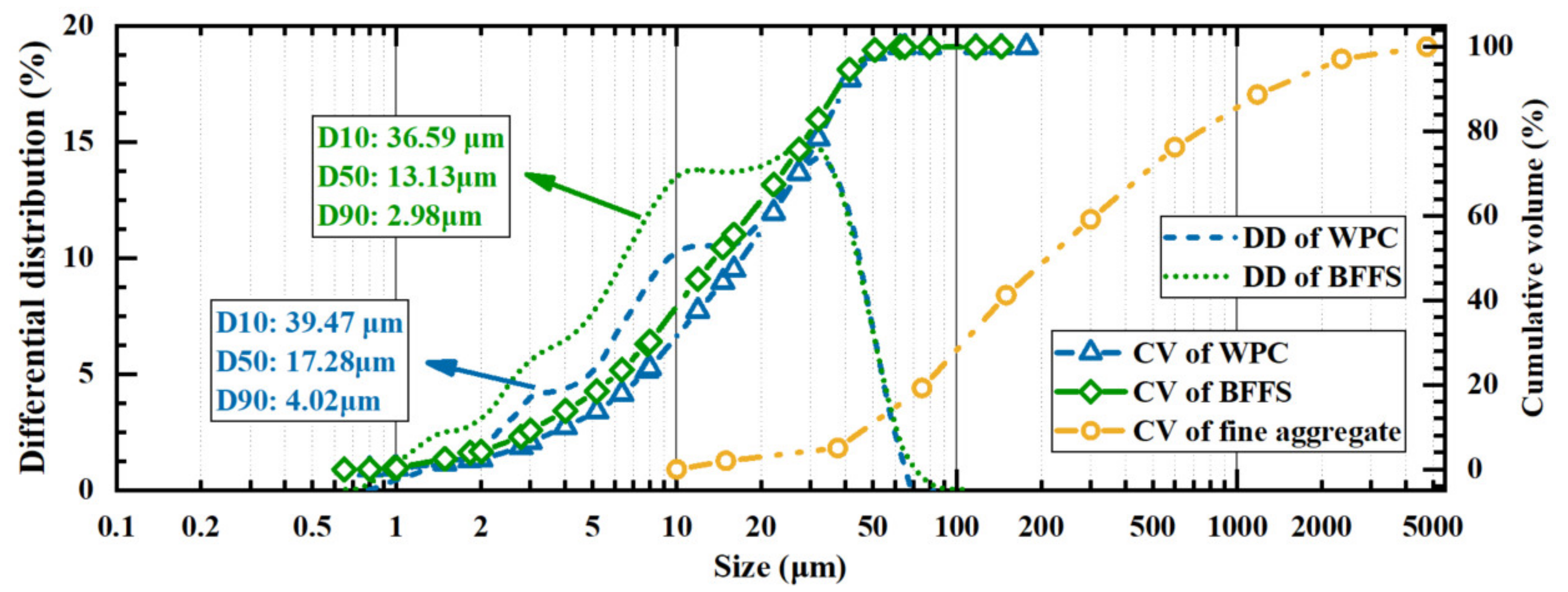
- As shown in Figure 2, the particle size distribution of the BFFS was close to that of the WPC, and the particles of both the BFFS and the WPC were finer than those of the fine aggregate; hence, the volume of the BFFS added as a replacement for the paste could increase the proportion of the powder volume (the total volume of the WPC and the BFFS). Therefore, the paste could fill the voids of the fine aggregate to improve the packing density and could coat the fine aggregate particles by forming a film, which refined the pore structure and improved the strength of the mortars.
5. Conclusions
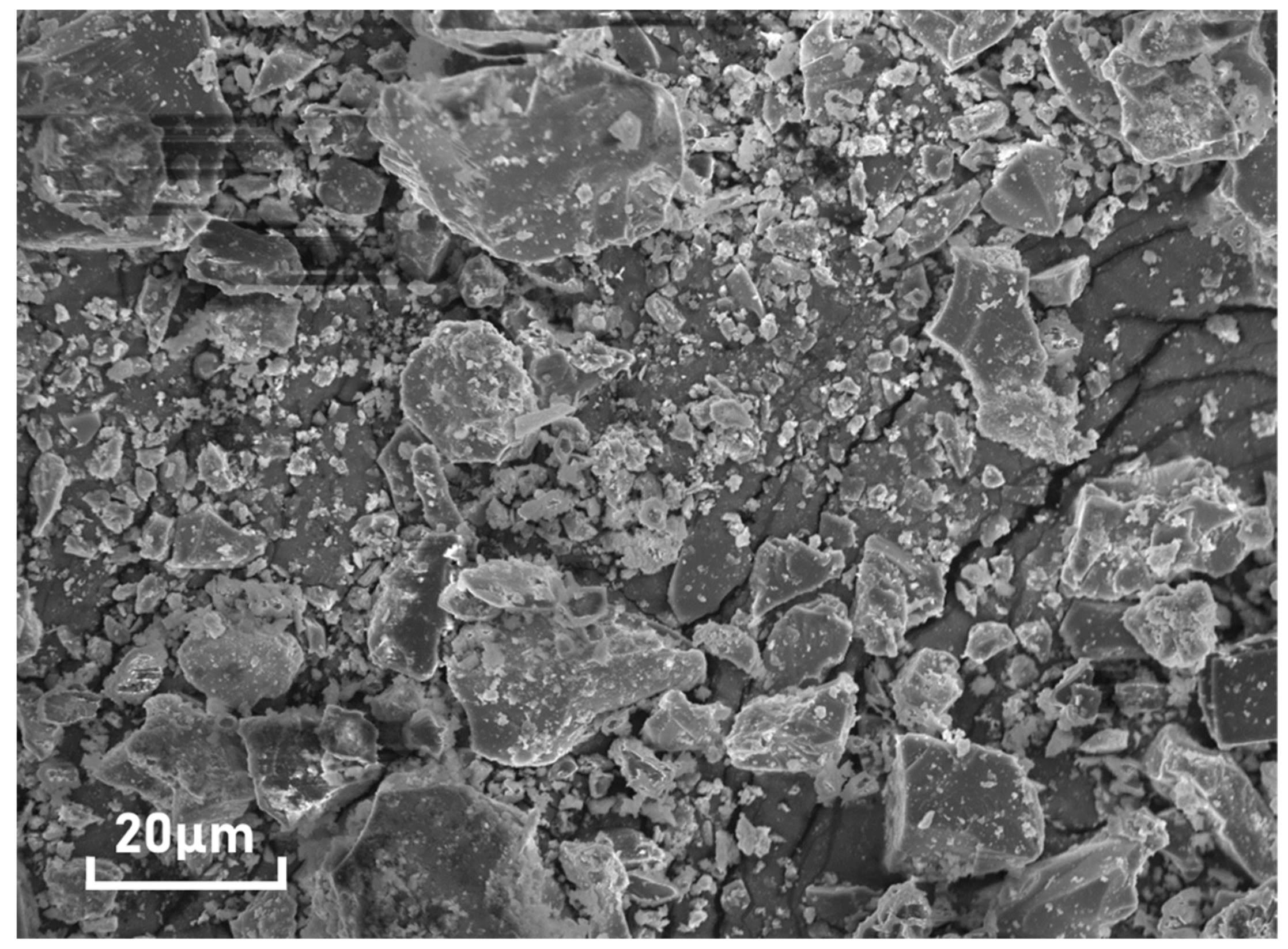
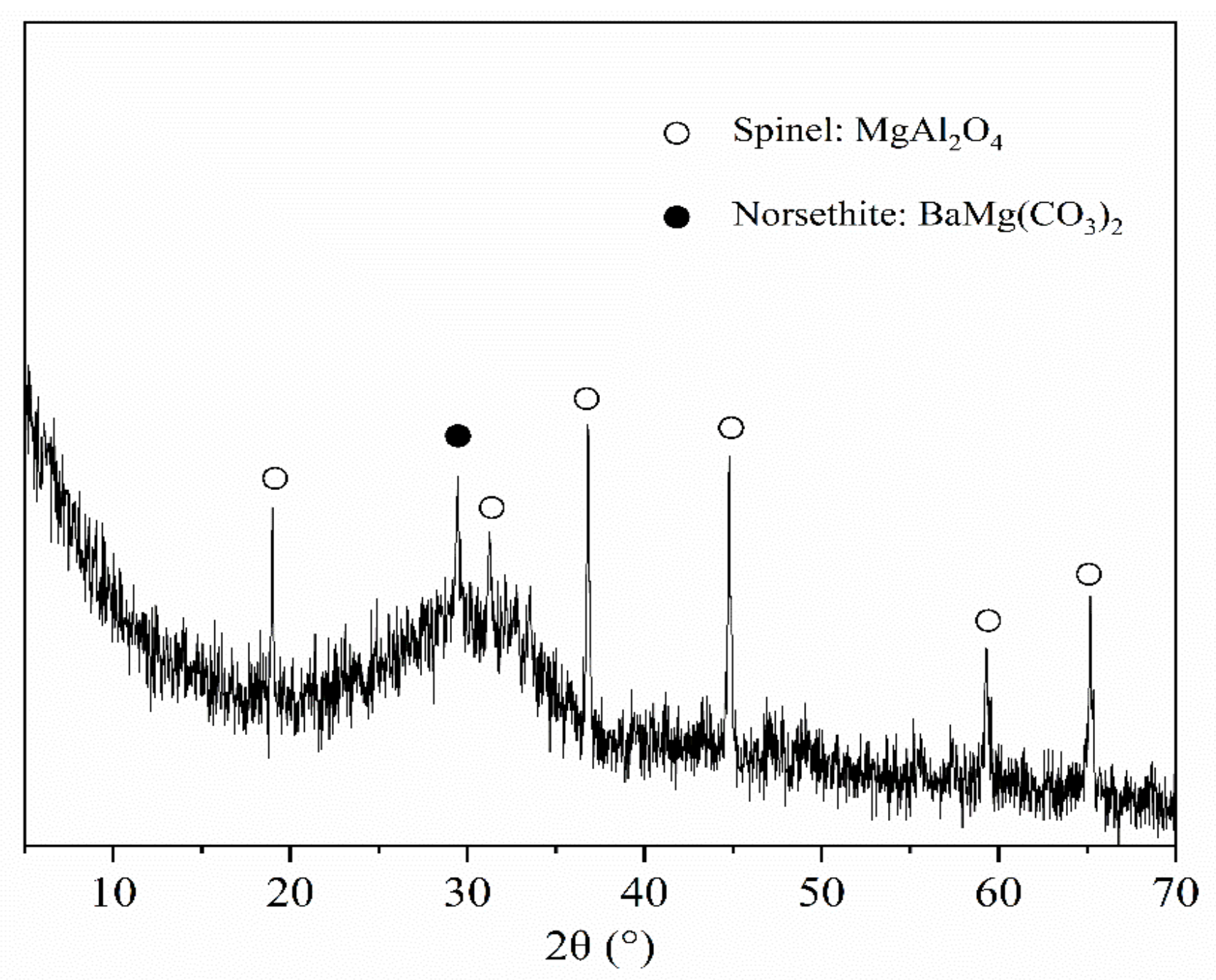
- The BFFS chiefly consisted of SiO2, MgO, CaO, and Fe2O3, and its particle size distribution was continuously graded with an angular appearance.
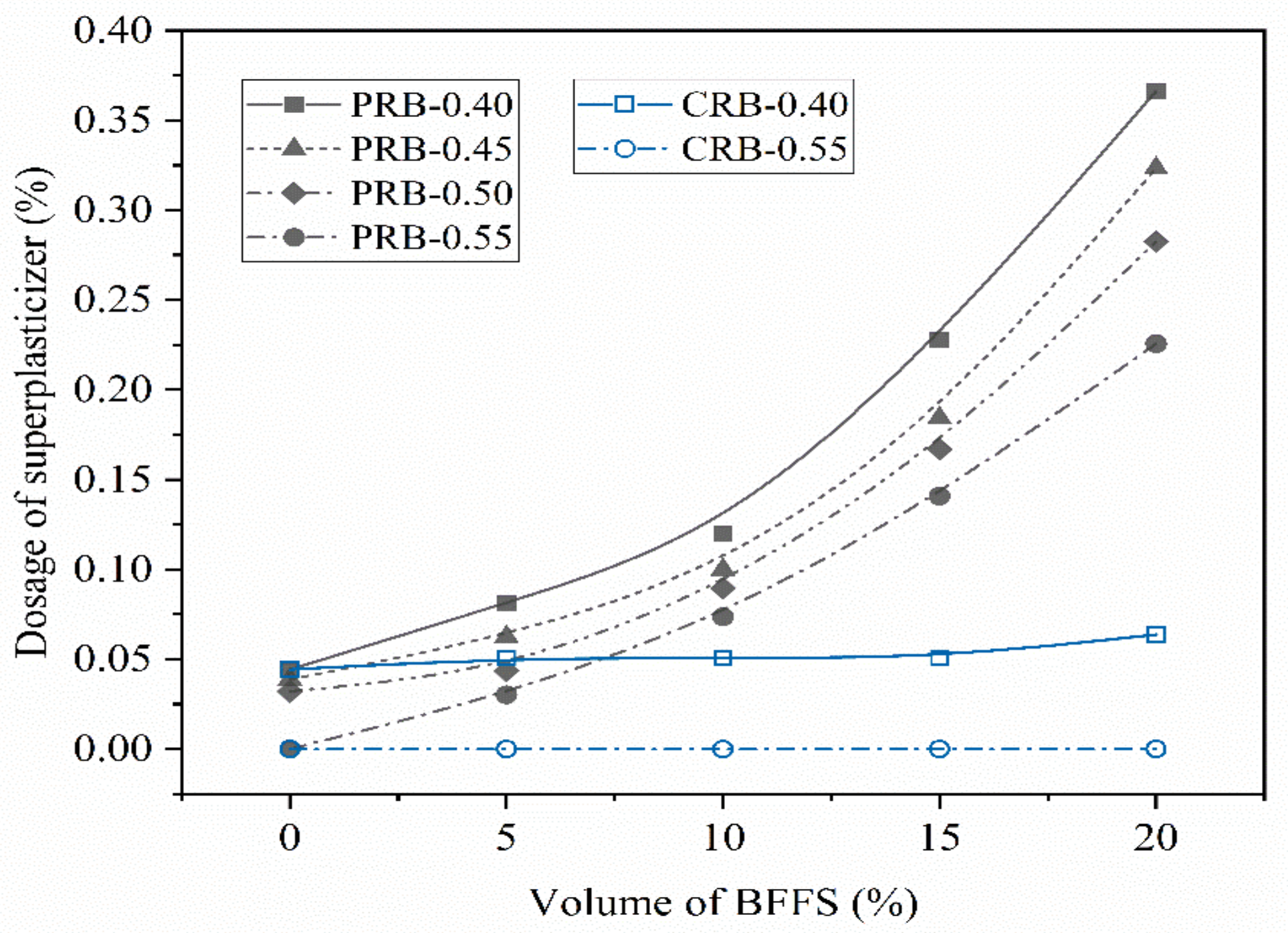
- There was no dilution effect in the pastes produced by the paste replacement method due to the unchanged W/C. A higher dosage of the superplasticizer was also required to obtain the expected workability, which indicated the reduction in the workability of the mortars owing to the decreased water-to-powder ratio by weight.
- When the volume of the BFFS increased from 0% to 20%, the 28-day compressive strength and flexural strength of the mortar enlarged, and the 3-day strength of the mortar remarkably improved in the paste replacement method.
- The calcite of the white Portland cement reacted with the amorphous alumina of the BFFS to form the carboaluminate phase which increased the volume fraction of the hydration products and stabilized the presence of the ettringite. The XRD results proved that, at a low volume of the BFFS, monocarboaluminate was the dominant carboaluminate phase, but it was transformed into hemicarboaluminate gradually as the volume of the BFFS increased. The absence of the strätlingite was also confirmed by the XRD patterns due to the existence of the portlandite at a curing period of 28 days. The TGA results revealed that the addition of the BFFS as a replacement for the paste could consume more portlandite to produce the hydration products and form a higher amount of chemically bound water, while the pastes prepared by the cement replacement method contained high amounts of the portlandite and chemically bound water due to the dilution effect.
- The analysis of the pore structure of the mortar indicated that the paste replacement method could lead to a significant porosity refinement, and the pozzolanic activity of the BFFS could refine the pore structure of the mortar; nonetheless, there was still a great number of large pores in the pastes prepared by the cement replacement method.
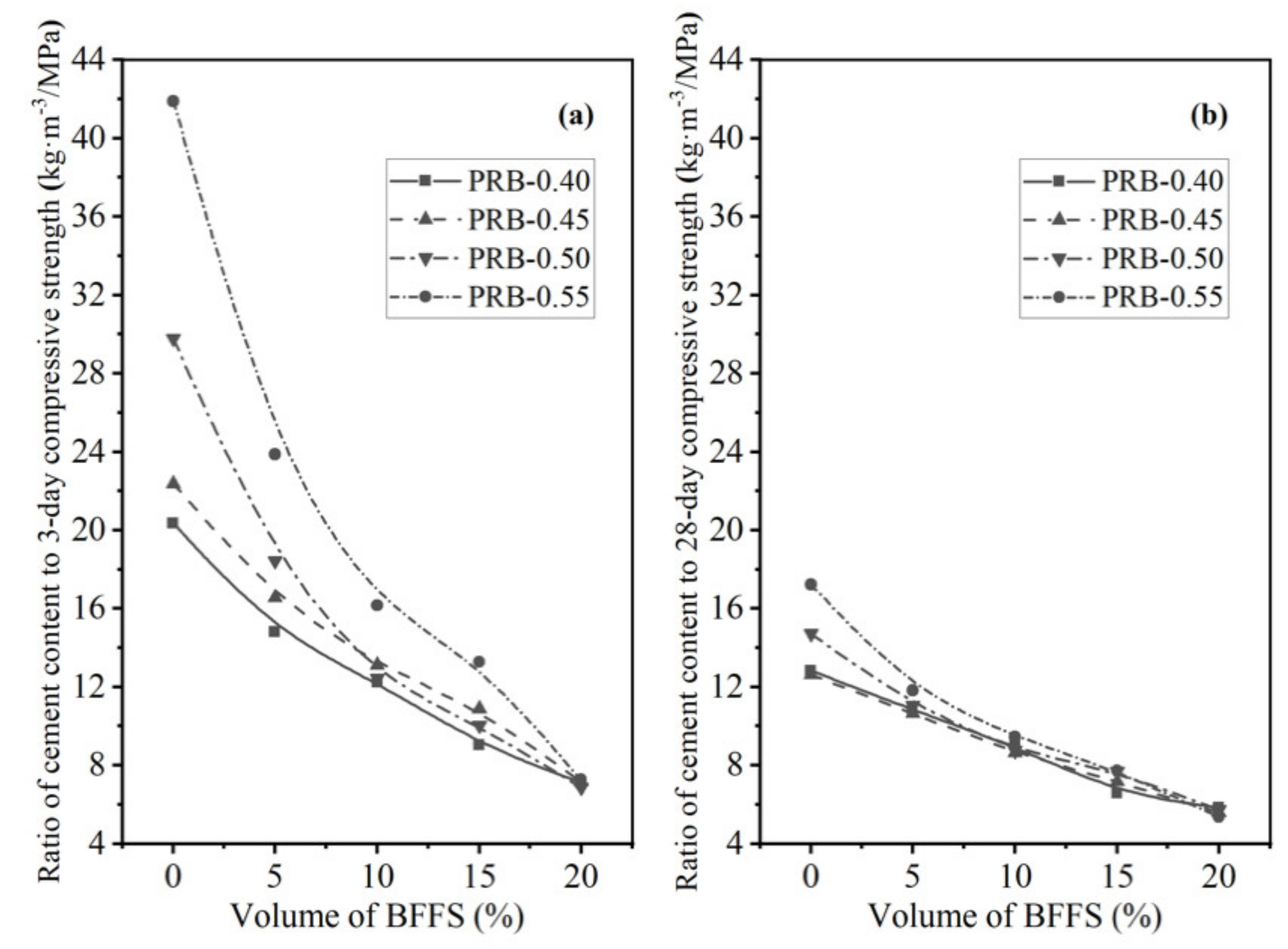
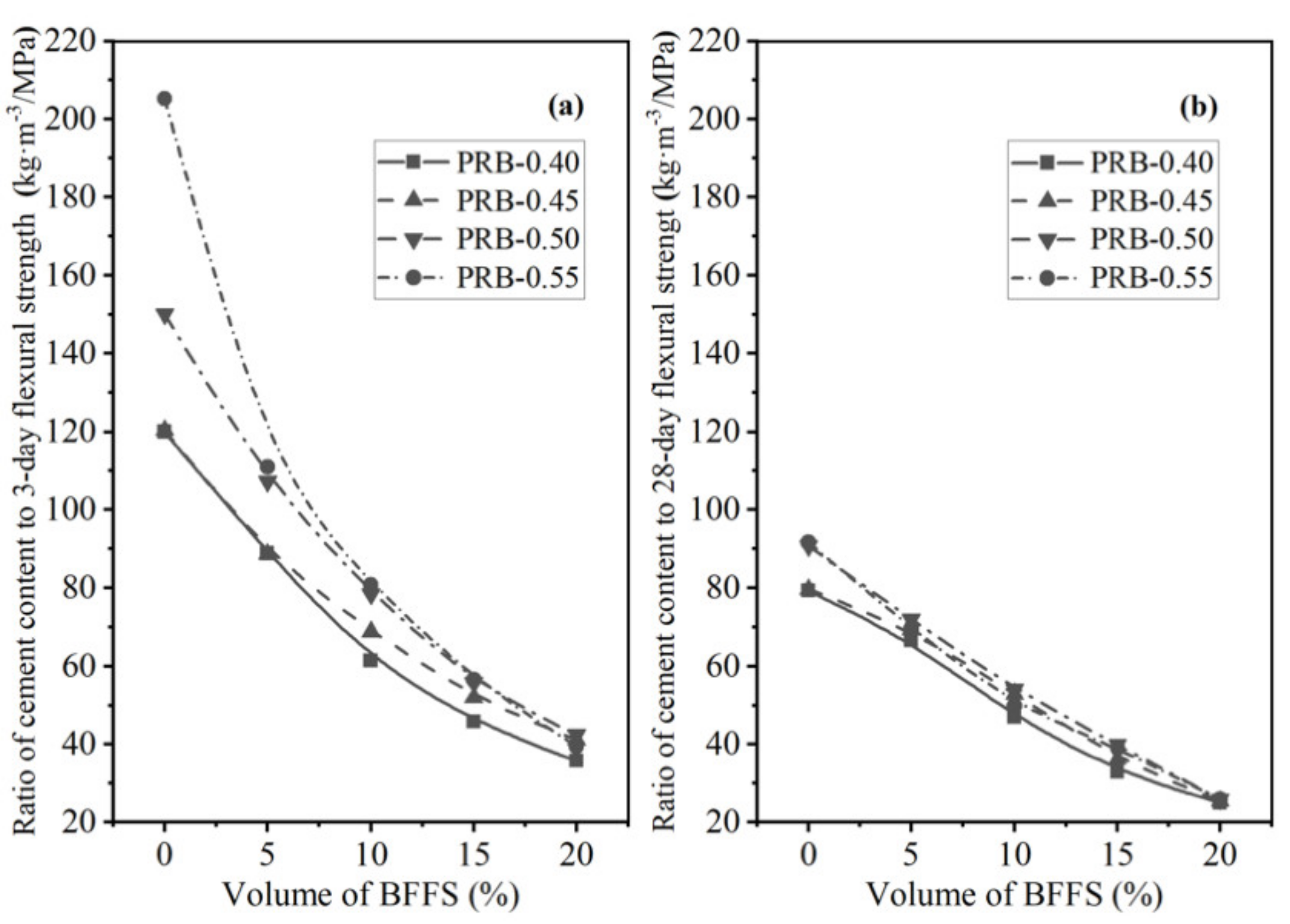
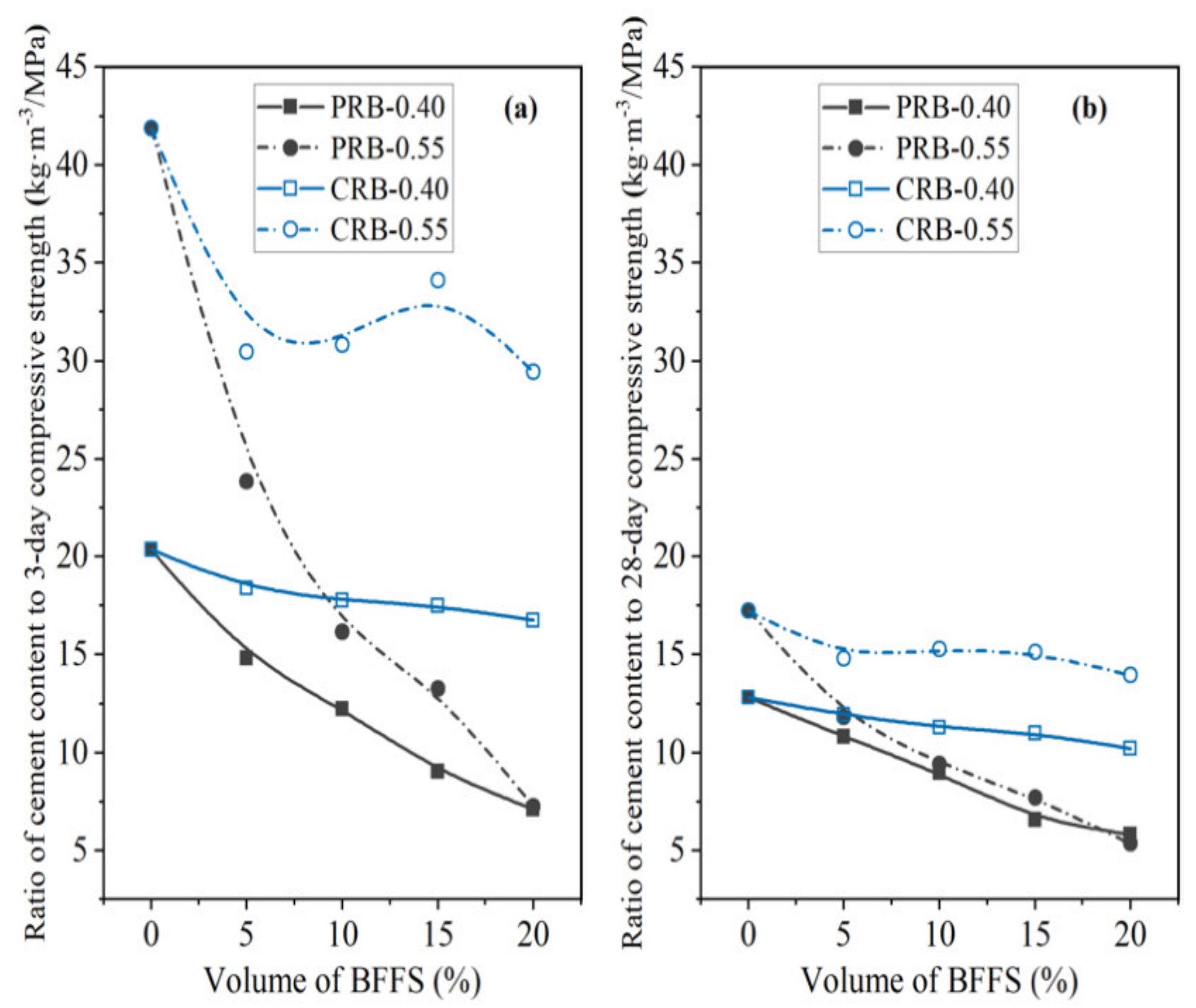
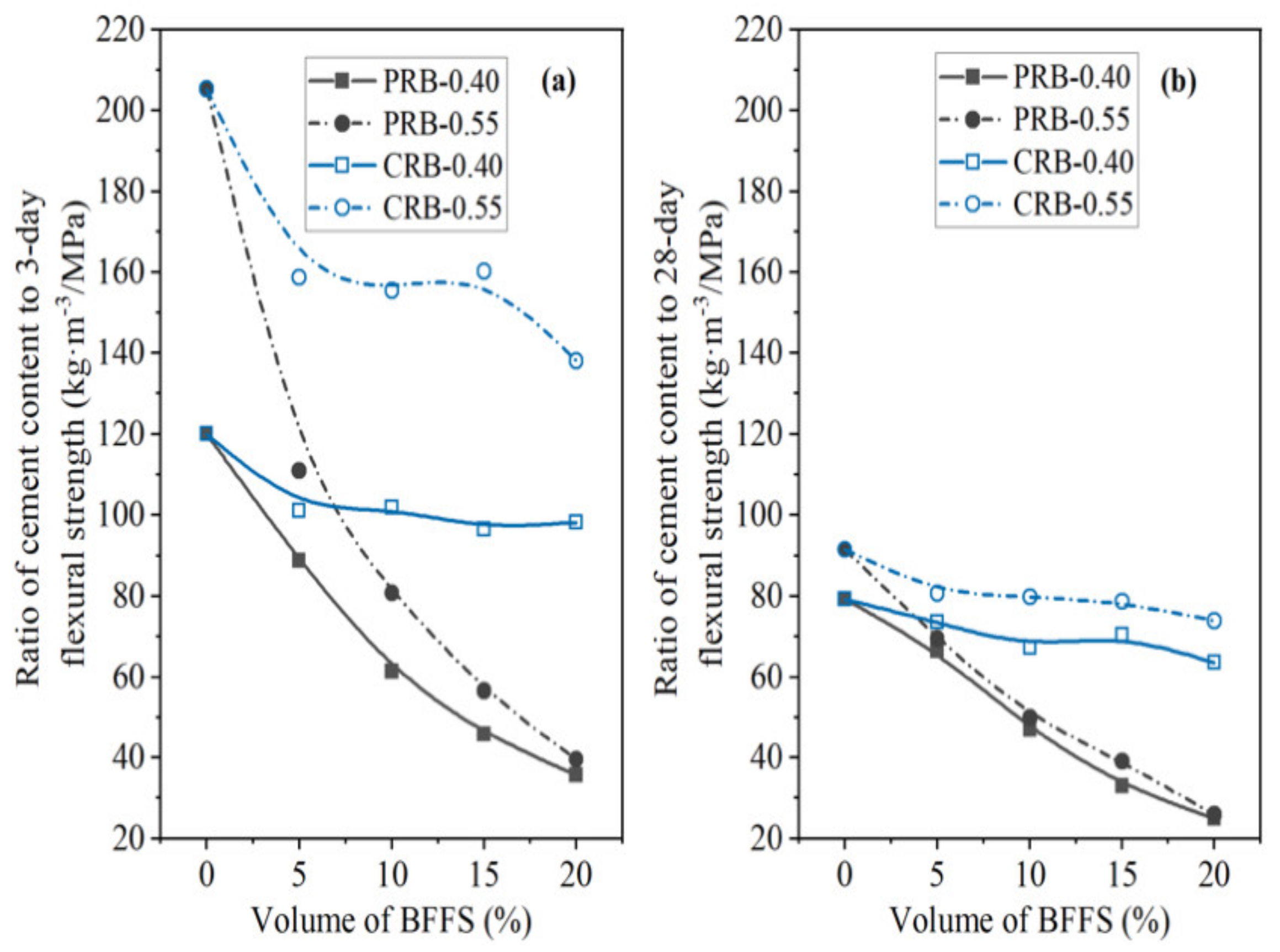
- When the volume of the BFFS increased from 0% to 20%, the paste replacement method could reduce the consumption of the white Portland cement by as high as 33% and could enhance the strength of the mortars; the ratio of the cement content to the strength of the mortar also declined by at least 50%. Furthermore, the pastes were converted from a cement-based material to a BFFS-based material since the mass percentage of the BFFS in the powder material was higher than 50%. Nevertheless, in the cement replacement method, the reduction in the white Portland cement was not significant, and it was reduced by 20% at most; in addition, the strength of the mortar could only remain unchanged as the volume of the BFFS increased up to 20%.
- Compared to the cement replacement method, the paste replacement method was more effective in recycling blast furnace ferronickel slag for reducing the consumption of white Portland cement and improving the general properties of cement mortar. Therefore, it is worth further investigating this method to realize its potential adequately.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, D.; Wang, Q.; Zhuang, S.; Yang, J. Evaluation of Alkali-Activated Blast Furnace Ferronickel Slag as a Cementitious Material: Reaction Mechanism, Engineering Properties and Leaching Behaviors. Constr. Build. Mater. 2018, 188, 860–873. [Google Scholar] [CrossRef]
- Li, B.; Huo, B.; Cao, R.; Wang, S.; Zhang, Y. Sulfate Resistance of Steam Cured Ferronickel Slag Blended Cement Mortar. Cem. Concr. Compos. 2019, 96, 204–211. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, M.; Zhou, Y.; Yu, C. Influence of Ferro-Nickel Slag Powder on the Sulfate Attack Resistance of Concrete. J. Tsinghua Univ. 2017, 57, 306–311. [Google Scholar] [CrossRef]
- Kang, S.; Park, K.; Kim, D. Potential Soil Contamination in Areas Where Ferronickel Slag is Used for Reclamation Work. Materials 2014, 7, 7157–7172. [Google Scholar] [CrossRef] [Green Version]
- Han, C.; Hong, Y.C. Adverse Health Effects of Ferronickel Manufacturing Factory on Local Residents: An Interrupted Time Series Analysis. Environ. Int. 2018, 114, 288–296. [Google Scholar] [CrossRef]
- Dhal, B.; Thatoi, H.N.; Das, N.N.; Pandey, B.D. Chemical and Microbial Remediation of Hexavalent Chromium from Contaminated Soil and Mining/Metallurgical Solid Waste: A Review. J. Hazard. Mater. 2013, 250–251, 272–291. [Google Scholar] [CrossRef]
- Yang, T.; Yao, X.; Zhang, Z. Geopolymer Prepared with High-Magnesium Nickel Slag: Characterization of Properties and Microstructure. Constr. Build. Mater. 2014, 59, 188–194. [Google Scholar] [CrossRef]
- Saha, A.K.; Sarker, P.K.; Majhi, S. Effect of Elevated Temperatures on Concrete Incorporating Ferronickel Slag as Fine Aggregate. Fire Mater. 2019, 43, 8–21. [Google Scholar] [CrossRef] [Green Version]
- Saha, A.K.; Sarker, P.K.; Golovanevskiy, V. Thermal Properties and Residual Strength after High Temperature Exposure of Cement Mortar Using Ferronickel Slag Aggregate. Constr. Build. Mater. 2019, 199, 601–612. [Google Scholar] [CrossRef]
- Saha, A.K.; Khan, M.N.N.; Sarker, P.K. Value Added Utilization of By-Product Electric Furnace Ferronickel Slag as Construction Materials: A Review. Resour. Conserv. Recycl. 2018, 134, 10–24. [Google Scholar] [CrossRef] [Green Version]
- Maragkos, I.; Giannopoulou, I.P.; Panias, D. Synthesis of Ferronickel Slag-Based Geopolymers. Miner. Eng. 2009, 22, 196–203. [Google Scholar] [CrossRef]
- Wang, Q.; Huang, Z.; Wang, D. Influence of High-Volume Electric Furnace Nickel Slag and Phosphorous Slag on the Properties of Massive Concrete. J. Therm. Anal. Calorim. 2018, 131, 873–885. [Google Scholar] [CrossRef]
- Yang, T.; Wu, Q.; Zhu, H.; Zhang, Z. Geopolymer with Improved Thermal Stability by Incorporating High-Magnesium Nickel Slag. Constr. Build. Mater. 2017, 155, 475–484. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, Y.; Yang, T.; Li, L.; Zhu, H.; Wang, H. Conversion of Local Industrial Wastes into Greener Cement through Geopolymer Technology: A Case Study of High-Magnesium Nickel Slag. J. Clean. Prod. 2017, 141, 463–471. [Google Scholar] [CrossRef]
- Hamad, B.S. Investigations of Chemical and Physical Properties of White Cement Concrete. Adv. Cem. Based Mater. 1995, 2, 161–167. [Google Scholar] [CrossRef]
- Ashteyat, A.M.; Al Rjoub, Y.S.; Murad, Y.; Asaad, S. Mechanical and Durability Behavior of Roller-Compacted Concrete Containing White Cement by Pass Dust and Polypropylene Fiber. Eur. J. Environ. Civ. Eng. 2019. [Google Scholar] [CrossRef]
- Lübeck, A.; Gastaldini, A.L.G.; Barin, D.S.; Siqueira, H.C. Compressive Strength and Electrical Properties of Concrete with White Portland Cement and Blast-Furnace Slag. Cem. Concr. Compos. 2012, 34, 392–399. [Google Scholar] [CrossRef]
- Li, L.G.; Kwan, A.K.H. Adding Limestone Fines as Cementitious Paste Replacement to Improve Tensile Strength, Stiffness and Durability of Concrete. Cem. Concr. Compos. 2015, 60, 17–24. [Google Scholar] [CrossRef]
- Wang, Y.; Suraneni, P. Experimental Methods to Determine the Feasibility of Steel Slags as Supplementary Cementitious Materials. Constr. Build. Mater. 2019, 204, 458–467. [Google Scholar] [CrossRef]
- Ashish, D.K. Concrete Made with Waste Marble Powder and Supplementary Cementitious Material for Sustainable Development. J. Clean. Prod. 2019, 211, 716–729. [Google Scholar] [CrossRef]
- Byoungsun, P.; Young, C.C. Investigating a New Method to Assess the Self-Healing Performance of Hardened Cement Pastes Containing Supplementary Cementitious Materials and Crystalline Admixtures. J. Mater. Sci. Technol. 2019, 8, 6058–6073. [Google Scholar] [CrossRef]
- Suraneni, P.; Hajibabaee, A.; Ramanathan, S.; Wang, Y.; Weiss, J. New Insights from Reactivity Testing of Supplementary Cementitious Materials. Cem. Concr. Compos. 2019, 103, 331–338. [Google Scholar] [CrossRef]
- Li, L.G.; Zhuo, Z.Y.; Zhu, J.; Chen, J.J.; Kwan, A.K.H. Reutilizing Ceramic Polishing Waste as Powder Filler in Mortar to Reduce Cement Content by 33% and Increase Strength by 85%. Powder Technol. 2019, 355, 119–126. [Google Scholar] [CrossRef]
- Li, L.G.; Huang, Z.H.; Tan, Y.P.; Kwan, A.K.H.; Chen, H.Y. Recycling of Marble Dust as Paste Replacement for Improving Strength, Microstructure and Eco-Friendliness of Mortar. J. Clean. Prod. 2019, 210, 55–65. [Google Scholar] [CrossRef]
- Li, L.G.; Zhuo, Z.Y.; Zhu, J.; Kwan, A.K.H. Adding Ceramic Polishing Waste as Paste Substitute to Improve Sulphate and Shrinkage Resistances of Mortar. Powder Technol. 2020, 362, 149–156. [Google Scholar] [CrossRef]
- Li, L.G.; Zheng, J.Y.; Ng, P.L.; Zhu, J.; Kwan, A.K.H. Cementing Efficiencies and Synergistic Roles of Silica Fume and Nano-Silica in Sulphate and Chloride Resistance of Concrete. Constr. Build. Mater. 2019, 223, 965–975. [Google Scholar] [CrossRef]
- Li, L.G.; Wang, Y.M.; Tan, Y.P.; Kwan, A.K.H. Filler Technology of Adding Granite Dust to Reduce Cement Content and Increase Strength of Mortar. Powder Technol. 2019, 342, 388–396. [Google Scholar] [CrossRef]
- Chen, J.J.; Ng, P.L.; Kwan, A.K.H.; Li, L.G. Lowering Cement Content in Mortar by Adding Superfine Zeolite as Cement Replacement and Optimizing Mixture Proportions. J. Clean. Prod. 2019, 210, 66–76. [Google Scholar] [CrossRef]
- Lavado, J.; Bogas, J.; de Brito, J.; Hawreen, A. Fresh Properties of Recycled Aggregate Concrete. Constr. Build. Mater. 2020, 233, 117322. [Google Scholar] [CrossRef]
- Jiménez-Quero, V.G.; León-Martínez, F.M.; Montes-García, P.; Gaona-Tiburcio, C.; Chacón-Nava, J.G. Influence of Sugar-Cane Bagasse Ash and Fly Ash on the Rheological Behavior of Cement Pastes and Mortars. Constr. Build. Mater. 2013, 40, 691–701. [Google Scholar] [CrossRef]
- Standard, C.C.I. JGJ/T 70-2009, Standard for Test Method of Performance on Building Mortar; Standard, C.C.I: Beijing, China, 2009. (In Chinese) [Google Scholar]
- Krishnan, S.; Kanaujia, S.K.; Mithia, S.; Bishnoi, S. Hydration Kinetics and Mechanisms of Carbonates from Stone Wastes in Ternary Blends with Calcined Clay. Constr. Build. Mater. 2018, 164, 265–274. [Google Scholar] [CrossRef]
- Saha, A.K.; Sarker, P.K. Sustainable Use of Ferronickel Slag Fine Aggregate and Fly Ash in Structural Concrete: Mechanical Properties and Leaching Study. J. Clean. Prod. 2017, 162, 438–448. [Google Scholar] [CrossRef]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined Clay Limestone Cements (LC3). Cem. Concr. Res. 2018, 114, 49–56. [Google Scholar] [CrossRef]
- Krishnan, S.; Bishnoi, S. Understanding the Hydration of Dolomite in Cementitious Systems with Reactive Aluminosilicates Such as Calcined Clay. Cem. Concr. Res. 2018, 108, 116–128. [Google Scholar] [CrossRef]
- Wang, Y.; Shui, Z.; Wang, L.; Gao, X.; Huang, Y.; Song, Q.; Liu, K. Alumina-Rich Pozzolan Modification on Portland-Limestone Cement Concrete: Hydration Kinetics, Formation of Hydrates and Long-Term Performance Evolution. Constr. Build. Mater. 2020, 258, 119712. [Google Scholar] [CrossRef]
- Kim, H.; Lee, C.H.; Ann, K.Y. Feasibility of Ferronickel Slag Powder for Cementitious Binder in Concrete Mix. Constr. Build. Mater. 2019, 207, 693–705. [Google Scholar] [CrossRef]
- Okoronkwo, M.U.; Glasser, F.P. Stability of Strätlingite in the CASH System. Mater. Struct. 2016, 49, 4305–4318. [Google Scholar] [CrossRef]
- Machner, A.; Zajac, M.; Ben Haha, M.; Kjellsen, K.O.; Geiker, M.R.; De Weerdt, K. Portland Metakaolin Cement Containing Dolomite or Limestone–Similarities and Differences in Phase Assemblage and Compressive Strength. Constr. Build. Mater. 2017, 157, 214–225. [Google Scholar] [CrossRef]
- Huang, W.; Kazemi-Kamyab, H.; Sun, W.; Scrivener, K. Effect of Cement Substitution by Limestone on the Hydration and Microstructural Development of Ultra-High Performance Concrete (UHPC). Cem. Concr. Compos. 2017, 77, 86–101. [Google Scholar] [CrossRef]
- Qian, X.; Wang, J.; Wang, L.; Fang, Y. Enhancing the Performance of Metakaolin Blended Cement Mortar through In-Situ Production of Nano to Sub-Micro Calcium Carbonate Particles. Constr. Build. Mater. 2019, 196, 681–691. [Google Scholar] [CrossRef]
- Scrivener, K.; Snellings, R.; Lothenbach, B.; Snellings, R.; Lothenbach, B. A Practical Guide to Microstructural Analysis of Cementitious Materials; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Shi, M. The Role of Ferronickel Slag Powder in Cement-Based Composite Binder. Master Thesis, Tsinghua University, Beijing, China, 2017. (In Chinese). [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | CaO | SiO2 | Al2O3 | Fe2O3 | SO3 | K2O | Na2O | MgO | Cr | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| White Portland cement (wt %) | 72.27 | 18.77 | 3.98 | 0.21 | 3.73 | 0.43 | 0.06 | 0.21 | - | 0.34 |
| Blast furnace ferronickel slag (wt %) | 31.73 | 26.85 | 20.92 | 1.26 | 4.14 | 0.24 | 0.70 | 9.2 | 1.34 | 3.62 |
| Sample Reference | Water (kg/m3) | WPC (kg/m3) | BFFS (kg/m3) | Fine Aggregate (kg/m3) | Dosage of SP (%) | Rate of Reduction in WPC (%) |
|---|---|---|---|---|---|---|
| PRB-0.40-0 | 331 | 828 | 0 | 1032 | 0.04 | 0.00 |
| PRB-0.40-5 | 303 | 759 | 143 | 1032 | 0.08 | 8.33 |
| PRB-0.40-10 | 276 | 690 | 286 | 1032 | 0.12 | 16.67 |
| PRB-0.40-15 | 248 | 621 | 428 | 1032 | 0.23 | 25.00 |
| PRB-0.40-20 | 221 | 552 | 571 | 1032 | 0.37 | 33.33 |
| PRB-0.45-0 | 348 | 774 | 0 | 1032 | 0.04 | 0.00 |
| PRB-0.45-5 | 319 | 710 | 143 | 1032 | 0.06 | 8.33 |
| PRB-0.45-10 | 290 | 645 | 286 | 1032 | 0.10 | 16.67 |
| PRB-0.45-15 | 261 | 581 | 428 | 1032 | 0.18 | 25.00 |
| PRB-0.45-20 | 232 | 516 | 571 | 1032 | 0.32 | 33.33 |
| PRB-0.50-0 | 364 | 727 | 0 | 1032 | 0.03 | 0.00 |
| PRB-0.50-5 | 333 | 667 | 143 | 1032 | 0.04 | 8.33 |
| PRB-0.50-10 | 303 | 606 | 286 | 1032 | 0.09 | 16.67 |
| PRB-0.50-15 | 273 | 545 | 428 | 1032 | 0.17 | 25.00 |
| PRB-0.50-20 | 242 | 485 | 571 | 1032 | 0.28 | 33.33 |
| PRB-0.55-0 | 377 | 686 | 0 | 1032 | 0.00 | 0.00 |
| PRB-0.55-5 | 346 | 629 | 143 | 1032 | 0.03 | 8.33 |
| PRB-0.55-10 | 314 | 571 | 286 | 1032 | 0.07 | 16.67 |
| PRB-0.55-15 | 283 | 514 | 428 | 1032 | 0.14 | 25.00 |
| PRB-0.55-20 | 251 | 457 | 571 | 1032 | 0.23 | 33.33 |
| CRB-0.40-5 | 331 | 788 | 38 | 1032 | 0.05 | 5.00 |
| CRB-0.40-10 | 331 | 747 | 77 | 1032 | 0.05 | 10.00 |
| CRB-0.40-15 | 331 | 706 | 115 | 1032 | 0.05 | 15.00 |
| CRB-0.40-20 | 331 | 666 | 154 | 1032 | 0.06 | 20.00 |
| CRB-0.55-5 | 377 | 653 | 32 | 1032 | 0.00 | 5.00 |
| CRB-0.55-10 | 377 | 619 | 64 | 1032 | 0.00 | 10.00 |
| CRB-0.55-15 | 377 | 585 | 95 | 1032 | 0.00 | 15.00 |
| CRB-0.55-20 | 377 | 552 | 127 | 1032 | 0.00 | 20.00 |
| Sample ID | Slump Flow (mm) | 3-Day Flexural Strength (MPa) | 3-Day Compressive Strength (MPa) | 28-Day Flexural Strength (MPa) | 28-Day Compressive Strength (MPa) |
|---|---|---|---|---|---|
| PRB-0.40-0 | 210 | 6.9 | 40.7 | 10.4 | 64.5 |
| PRB-0.40-5 | 210 | 8.6 | 51.2 | 11.4 | 70.1 |
| PRB-0.40-10 | 195 | 11.2 | 56.4 | 14.7 | 76.9 |
| PRB-0.40-15 | 330 | 13.6 | 68.6 | 18.8 | 94.2 |
| PRB-0.40-20 | 280 | 15.5 | 77.4 | 22.1 | 94.6 |
| PRB-0.45-0 | 200 | 6.4 | 34.6 | 9.7 | 61.3 |
| PRB-0.45-5 | 190 | 8.0 | 42.9 | 10.2 | 66.7 |
| PRB-0.45-10 | 195 | 9.4 | 49.2 | 12.2 | 74.6 |
| PRB-0.45-15 | 345 | 11.2 | 53.3 | 16.0 | 81.1 |
| PRB-0.45-20 | 315 | 12.6 | 72.1 | 20.3 | 92.4 |
| PRB-0.50-0 | 265 | 4.9 | 24.4 | 8.0 | 49.4 |
| PRB-0.50-5 | 210 | 6.2 | 36.2 | 9.3 | 60.3 |
| PRB-0.50-10 | 220 | 7.7 | 48.8 | 11.2 | 69.3 |
| PRB-0.50-15 | 335 | 9.8 | 54.4 | 13.7 | 70.9 |
| PRB-0.50-20 | 302 | 11.4 | 70.7 | 18.8 | 84.7 |
| PRB-0.55-0 | 240 | 3.3 | 16.4 | 7.5 | 39.8 |
| PRB-0.55-5 | 210 | 5.7 | 26.3 | 9.0 | 53.2 |
| PRB-0.55-10 | 260 | 7.1 | 35.4 | 11.5 | 60.6 |
| PRB-0.55-15 | 325 | 9.1 | 38.7 | 13.2 | 66.6 |
| PRB-0.55-20 | 335 | 11.6 | 63.0 | 17.7 | 85.2 |
| CRB-0.40-5 | 230 | 7.8 | 42.8 | 10.7 | 65.9 |
| CRB-0.40-10 | 220 | 7.3 | 41.9 | 11.1 | 66.0 |
| CRB-0.40-15 | 235 | 7.3 | 40.2 | 10.0 | 64.0 |
| CRB-0.40-20 | 218 | 6.7 | 39.5 | 10.3 | 64.8 |
| CRB-0.55-5 | 225 | 4.1 | 21.4 | 8.1 | 44.0 |
| CRB-0.55-10 | 215 | 4.0 | 20.0 | 7.7 | 40.3 |
| CRB-0.55-15 | 200 | 3.6 | 17.1 | 7.4 | 38.5 |
| CRB-0.55-20 | 225 | 4.0 | 18.6 | 7.4 | 39.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guan, Q.; Xia, J.; Wang, J.; Leng, F.; Zhou, Y.; Cao, C. Recycling Blast Furnace Ferronickel Slag as a Replacement for Paste in Mortar: Formation of Carboaluminate, Reduction of White Portland Cement, and Increase in Strength. Materials 2021, 14, 2687. https://doi.org/10.3390/ma14102687
Guan Q, Xia J, Wang J, Leng F, Zhou Y, Cao C. Recycling Blast Furnace Ferronickel Slag as a Replacement for Paste in Mortar: Formation of Carboaluminate, Reduction of White Portland Cement, and Increase in Strength. Materials. 2021; 14(10):2687. https://doi.org/10.3390/ma14102687
Chicago/Turabian StyleGuan, Qingfeng, Jingliang Xia, Jing Wang, Faguang Leng, Yongxiang Zhou, and Changwei Cao. 2021. "Recycling Blast Furnace Ferronickel Slag as a Replacement for Paste in Mortar: Formation of Carboaluminate, Reduction of White Portland Cement, and Increase in Strength" Materials 14, no. 10: 2687. https://doi.org/10.3390/ma14102687