The materials used in this work as well as the methodology followed are detailed in the following paragraphs.
2.1. Materials
The materials used are entirely industrial by-products. On the one hand, (and as a source of aluminosilicates) the commonly called chamotte will be used. Chamotte is a by-product derived from the ceramic industry that is the basis of the material for the shaping of the geopolymer after activation. In turn, the biomass bottom ash of almond husk and alpeorujo combustions will be used as an alkaline activator, henceforth biomass bottom ash (BBA).
Therefore, since both by-products will be analyzed in depth in the methodology, successive paragraphs shall describe their origin and training.
2.1.1. Chamotte
Chamotte is an inherent industrial by-product of ceramics production. The samples taken belong to the companies of the province of Jaen, Spain. These companies are dedicated to the manufacture of bricks with red clay.
In the manufacturing process, bricks that are not accepted for commercialization are discarded mainly because of their dimensions or shapes. Given their volume, they are crushed in the plant to be able to store it more easily and if possible, its subsequent withdrawal for use in other activities, such as the filling of embankments, sports courts, etc.
Based on the above, the by-product used was almost entirely sintered according to an appropriate process, so it offers stable physical and chemical characteristics. Since the process is similar between the different brick manufacturing companies as well as the raw material used, there is a repeatability of the properties of the by-product over time.
This material after its process is easily found in very fine grading, so its use is immediate within the conformed of the geopolymer.
2.1.2. Biomass Bottom Ash from the Combustion of Almond Husk and Alpeorujo
The biomass bottom ash used in this project, hereinafter BBA, belongs to the companies located in Jaen, Spain. These biomass bottom ashes correspond to the by-product generated in the combustion of the almond husk and alpeorujo for the generation of electrical energy.
Using such a specific combustion material creates a by-product of similar physical and chemical properties over time. This material will be analyzed in the following sections and has the fundamental role of providing the alkaline activation of the chamotte for the formation of the geopolymer, and consequently, its mechanical properties.
It should be noted that before using the by-product, it was crushed to obtain a fine grain size. The process of crushing the biomass bottom ash, which has a maximum particle size of 16 mm, was carried out with the same equipment used for crushing clay in the ceramics industry. Furthermore, as the biomass bottom ash has low resistance, due to the materials from which it comes, the process is fast, economical and of high quality.
2.2. Methodology
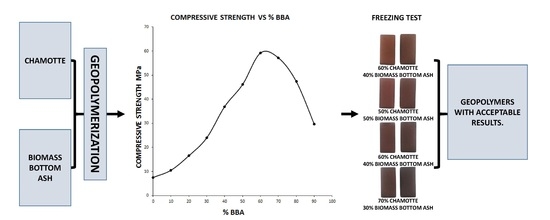
The methodology to be followed in this work is clear and objective to evaluate the possibility of geopolymer conformation through the use of by-products of the ceramic industry and the generation of energy. The main purpose is to create a sustainable and economical material as a substitute for traditional ceramics.
First of all, both by-products were analyzed in order to determine their chemical composition. In this way, the present elements and compounds, capable of fulfilling the functions of aluminosilicate and alkaline activator, were evaluated, respectively. The physical properties were evaluated to determine the ease of the material for its treatment and its subsequent conformation in the successive processes.
Once both by-products were analyzed, different samples with different combination percentages were formed. Taking as a base material the chamotte, increasing percentages of biomass bottom ash were added from 10% to 100%, with increases of 10%. In this way, the variation could be observed of the physical properties of the geopolymer in all possible combinations of both elements.
The two residues were mixed in the corresponding percentage and conformed in a matrix with a pressure of 30 ± 1 MPa. Once the samples were formed, their dimensions were measured and they were dried at room temperature (20 ± 2 °C) for 24 h and at 90 ± 2 °C for another 24 h.
After the drying process was carried out, we proceeded to leach the elements that had not reacted and involved a useless load. This phase consisted of a continuous recirculation of water in a tank after submerging the samples. Once this process was carried out in the laboratory, the samples were dried again at a temperature of 90 ± 2 °C for 24 h, finally measuring their dimensions and weight.
The physical tests after the conformed samples are the typical tests performed on the ceramic elements to confirm the quality. Moreover, the aesthetic properties of the test sample families and the compressive strength were studied.
Finally, an accelerated ageing test was conducted to evaluate the behavior of different families over time. In this case, and because it is one of the most common tests used for ceramics, the freezing test was carried out. The result of this test was assessed visually.
In a final point, all the results obtained from the different families were analyzed to obtain a combination field of both residues that create a suitable geopolymer according to the European ceramics regulations. The combinations of chamotte and biomass bottom ash that showed acceptable results in the tests were finally analyzed with Fourier transform infrared (FTIR). In this way, the formation of the geopolymer in these combinations as well as the variations between them could be observed.
Based on the comments and according to the logical scheme, the following subsections will be divided into several groups, the initial tests of the by-products, the geopolymers conformed and ageing tests and Fourier transform infrared.
2.2.1. Initial Tests of the by-Products
Based on the comments, and as an initial and essential premise of this work, the industrial by-products, chamotte and biomass bottom ash were analyzed in detail.
First, both by-products were crushed and sieved by the 0.25 mm sieve and then dried at a temperature of 105 ± 2 °C. The resulting material was the one that had been used in all the tests of this work and in the conform of geopolymers.
It should be taken into account that the humidity of the products under study for the conformation of the geopolymers would not be a problem in itself, as it could be in other materials. However, this moisture should be taken into account to subtract it from the water necessary for conforming.
The tests performed on the aforementioned samples can be classified into two sections, physical tests, intended to determine the particle density UNE-EN 1097-7 [
83] and laser diffraction granulometry; as well as chemical tests, aimed at determining the different chemical elements in the samples, elemental analysis, loss on ignition and X-ray fluorescence. It is essential to detect those chemical elements that will help the geopolymerization process, as well as those harmful elements that must be monitored in the process.
2.2.2. Conformed of Geopolymers: Physical and Mechanical Tests of the Conformed Samples
Characterized the initial materials and studied their suitability for use in the realization of geopolymers, we proceeded to the conformation of the different families of test samples based on the combination of both industrial by-products, chamotte and biomass bottom ash (BBA).
The starting aluminosilicate, which will be activated later, is the chamotte. Therefore, it is the base element on which it was proceeded to add increasing amounts of the alkaline activator, biomass bottom ash.
This increase was made from 0% to 100%, reflecting all possible combinations of both materials for the further study of the geopolymer conformed. In this way, it is possible to analyze the optimal combination and possible cases in which they reflect the characteristics acceptable by the regulations in this regard. An analytical chemical study of the combination of both elements would be extremely difficult and unrepresentative of reality, since, being industrial by-products, the elements are not high in purity. The different sample groups are represented in
Table 1, showing the percentage of each by-product for each group.
It should be noted that samples groups 10C0A and 0C10A, made up of 100% chamotte and 100% biomass bottom ash, respectively, obviously do not produce geopolymers, since there is no activation of aluminosilicates. However, both families have been carried out to physically, mechanically and aesthetically check the variations that occur in the formation of the geopolymer, as well as to be certain that the geopolymer has been formed. From each of the detailed families, six samples were formed in order to have statistically analytical results.
The samples were formed following the same process for all families, this being the one detailed below:
The chamotte and the biomass bottom ash were mixed until the resulting mass was homogenized and according to the corresponding percentages of each family.
Subsequently, 20% water was added to the previous mass, mixing again until obtaining the homogenization of the product.
This resulting mixture was conformed in a steel matrix of internal dimensions of 60 × 30 mm, applying a gradual pressure through a piston until reaching 30 ± 1 MPa. This pressure was maintained for one minute.
Once the mixture was compacted, the sample was removed, leaving the sample fully conformed.
It should be noted that the percentage of 20% water added to the mixture for conforming was determined empirically to optimize this process. Higher percentages of water caused an excess of water exudation during compression.
Once the samples were made, they were left at room temperature (20 ± 2 °C) for 24 h and at 90 ± 2 °C for another 24 h to remove excess water that has not reacted during the geopolymerization process. As mentioned above, the curing temperature of the geopolymer has a significant influence on the mechanical characteristics. However, if the geopolymer is to replace traditional ceramics, the production times must be similar. Therefore, first a curing at ambient temperature for 24 h is produced to increase the resistance and subsequently, a drying at higher temperature to decrease the production times once the resistance of the geopolymer has been reached.
Subsequently, and in order for this process to take place in full, once the different samples of the different families were dried, their geometric dimensions were measured and weighed to subsequently undergo a process of continuous recirculation of water (20 ± 2 °C). This process has two main objectives, the first of which is to eliminate possible excess elements that are properly diluted in the water and have not reacted, or have no utility within the geopolymer; on the other hand, to provide the water necessary for the geopolymerization reaction to occur if, at first, it could have been stopped due to a lack thereof. After this continuous water recirculation process, the conformed samples were dried again. Once dried for 24 h at a temperature of 90 ± 2 °C, the geometric dimensions and mass were measured, for the subsequent study of the variation of the physical properties in the geopolymerization process.
Once six samples were obtained for each of the families, the physical properties of the different sample groups were studied through the tests usually used for ceramic materials. These tests were the determination of mass loss, the determination of dimensions UNE-EN 772-16 [
84], capillary water absorption UNE-EN 772-11 [
85], cold water absorption UNE-EN 772-21 [
86], boiling water absorption UNE-EN 772-7 [
87], bulk density and open porosity UNE-EN 772-4 [
88]. The purpose of carrying out the present tests is the study of the physical characteristics of the materials formed to compare them with traditional ceramics, since the main objective of the project was the replacement of the latter by geopolymers.
Subsequently, the color of the various samples of the families was objectively evaluated. For this, the colorimeter will be used, which will reflect the color of the different samples in combination with the primary colors.
Finally, the mechanical properties of the different families will be studied through the compression test UNE-EN 772-1 [
89], that will be able to obtain the resistance of each of them. With this essay, families can be accepted or rejected based on European regulations and their compressive strength.
It should be noted that traditional ceramics formed with red clay for the manufacture of bricks are those that the present work seeks to replace with geopolymers. Therefore, the comparison ceramics were performed with the same forming conditions (water and compaction) and were sintered in the oven at a temperature of 950 ± 10 °C, with heating ramps of 4 °C/min and temperature maintenance for 1 h.
2.2.3. Ageing Tests (Freezing Test) and Fourier Transform Infrared (FTIR) of the Geopolymers
The main purpose of the freezing test was the study of the behavior of the different sample families after the effect produced by a continuous cycle of ice and melt UNE 67028 [
90]. In this way, its durability could be evaluated over time and the quality of the geopolymer was obtained before the inclement weather.
There were taken six samples of each family for its development and they were introduced into the melting tank, progressively submerging them at a temperature of 15 ± 2 °C and in a minimum time of 3 h. Subsequently, they were removed and they were left to rest for a period of 1 min, in order to introduce them into a cold room without any contact between them. They were kept in the chamber for 18 h, remaining at least 11 h at the temperature of −15 ± 2 °C. They were subsequently removed from the chamber and introduced into the melting tank for at least 6 h. This process was repeated for a total of 25 cycles.
After performing the 25 test cycles for the samples of the families, the visual inspection was carried out. The objective of the visual inspection testing (VT) is to evaluate the appearance of breaks, spalling and chipping greater than 15 mm, according to the UNE 67028 standard [
90]. If any of the defects mentioned in several of the samples of the different families appears, this would be classified as a freezing geopolymer, unsuitable for use.
Sample families that obtained acceptable results in the freezing test were analyzed with Fourier transform infrared. For this purpose, the samples of these families were manufactured again with the process detailed in the methodology. The 10C0A and 0C10A families corresponding to 100% chamotte and 100% biomass bottom ash, respectively, were also analyzed. In this way, it was possible to evaluate the differences that existed between the different spectra of the detailed families and the base materials, thus analyzing the formation of the geopolymer and chemically corroborating its existence.
To carry out this test, the samples were first crushed to a particle size of less than 0.063 mm. The detailed samples were analyzed with the Bruker Tensor20 spectrophotometer (Tensor20, Bruker, Billerica, MA, USA) which allowed the recording of the FTIR spectra of solid, liquid and gaseous samples in the mid and near infrared range. In addition, in this case, it was used in the attenuated total reflectance (ATR). The standard spectral resolution was 4 cm−1, with a spectral range of 4000–400 cm−1.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}