2.1. Tool Design and Manufacturing
In this study, commercial cemented carbide tools (ZiGong Cemented Carbide Tool corp., LTD., Zigong, China) were used for cutting; these were collectively categorized with the label “Tool A” (untreated tools). Tool B was designed by adding a micro-groove near the cutting edge on the rake face of Tool A, which was based on the simulation of the temperature field of Tool A during the cutting process. Tool A and Tool B have the same geometric angles which are listed in
Table 1. Both Tools A and B are made of K20 cemented carbide, and the main component is WC. The tool radius is 27.92 μm.
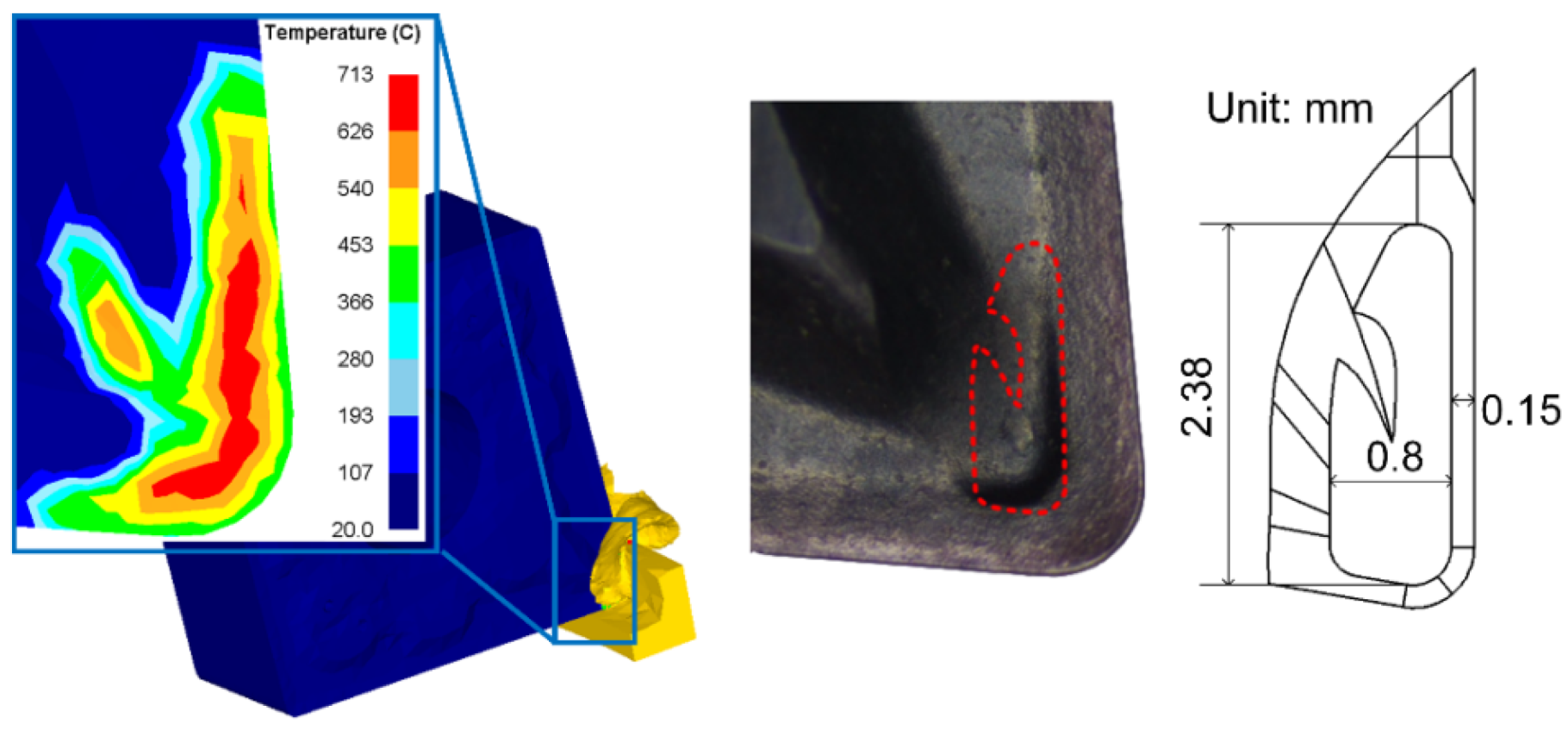
The design process of Tool B was as follows. First, a cutting simulation was conducted with the use of DEFORM 11.2 software (V11.2, Scientific Forming Technologies Corporation, Columbu, OH, USA), using the cutting parameters recommended by the manufacturer (cutting speed v equals 120 m/min, feed rate f is 0.15 mm per revolution (mm/rev), and cutting depth a
p is 1.5 mm). After the simulation, the temperature points and corresponding coordinate data of the high temperature range of the untreated tool were extracted and then processed with MATLAB (R2016b, the Mathworks Inc., Natick, MA, USA). Considering the reliability and machinability of the tool, the temperature field area of the rake face in the range of 540 to 713 °C was selected. After interpolation with MATLAB, the obtained data were imported into NX. Then, the temperature field curve and the mesh surface were fitted by using a nonuniform rational basis spline (NURBS). Finally, the micro-groove was formed by trimming the body function. This established the geometric model of Tool B. Next, Tool B was fabricated with the same powder metallurgy process as that of Tool A. The TiAlN coating was deposited on both tools by PVD with the thickness of 5 μm with 32% Ti, 36% Al, and 32% N. The shape and size of Tool B are shown in
Figure 1. The maximum depth of the micro-groove is 0.2 mm.
2.2. Cutting Process
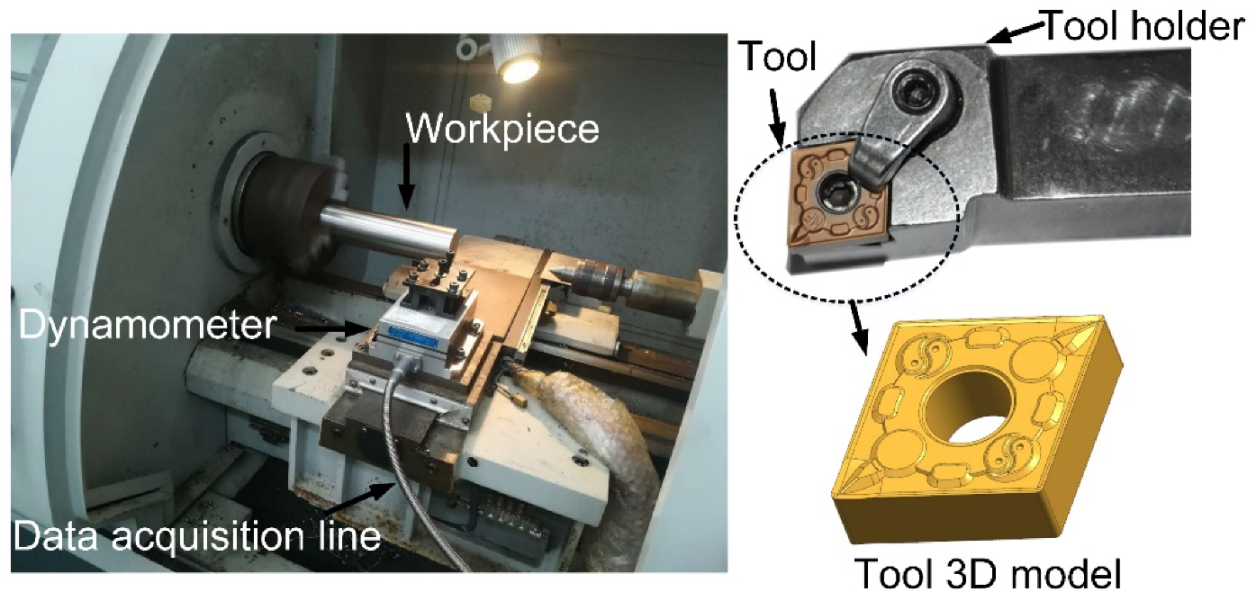
Machining tests were carried out on a C6136HK CNC lathe (the FAVGOL, Chongqing, China). A dynamometer (Kistler-9257-B, Kistler Instrumente AG, Winterthur, Switzerland) was used for testing the cutting force (
Figure 2). The workpiece was an AISI 304 cylindrical rod material with a diameter of 60 mm and a length of 150 mm. Material properties and chemical composition of the tool and the workpiece are shown in
Table 2 and
Table 3.
During the cutting process, we used Tool A and Tool B to cut the same length of the workpiece each time and then recorded the time.
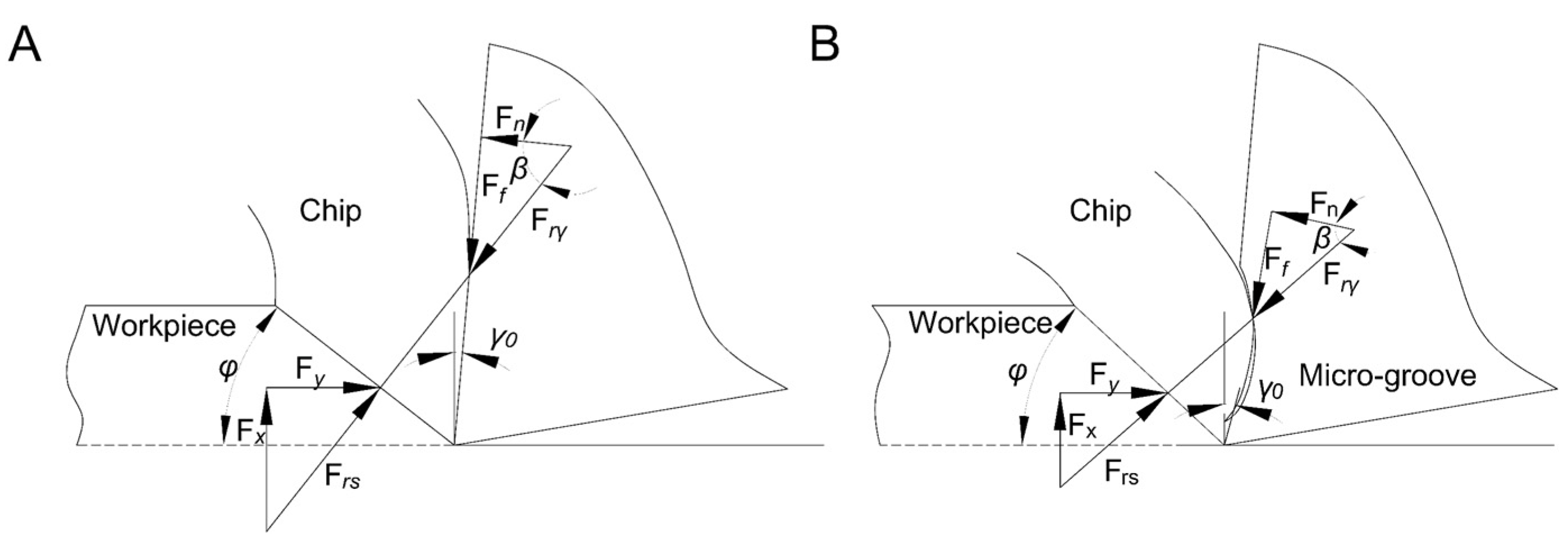
To intuitively explain the equilibrium force system on the cutting surfaces of Tool A and Tool B, a two-dimensional cutting mechanics model was established, as shown in
Figure 3. In this figure,
Ff and
Fn are the friction force and positive pressure of the tools acting on the chip, respectively, whereas
Fx and
Fy are the vertical and horizontal components of the workpiece acting on it, respectively. The resultants of these two pairs of forces,
Frγ and
Frs, balance each other.
Because of the existence of micro-groove, the original balance relationship between Tool B and the chips was destroyed. The separation point of the tool and the chip moved along the inner wall of the micro-groove to a certain point, and a new tool–chip balance relationship was established. At this point, the resultant action line rotated in a clockwise direction and the positive pressure direction of the chip and the rake face changed. Following the cutting theory and test comparison, the front angle of Tool B
γ0 increased, the friction angle
β decreased, and the shear angle
φ increased (
Figure 4B). Assuming that the positive pressure
Fn of the cutter to the chip remained unchanged, it could be concluded that
Fx and
Frγ would decrease according to Equations (1)–(3).
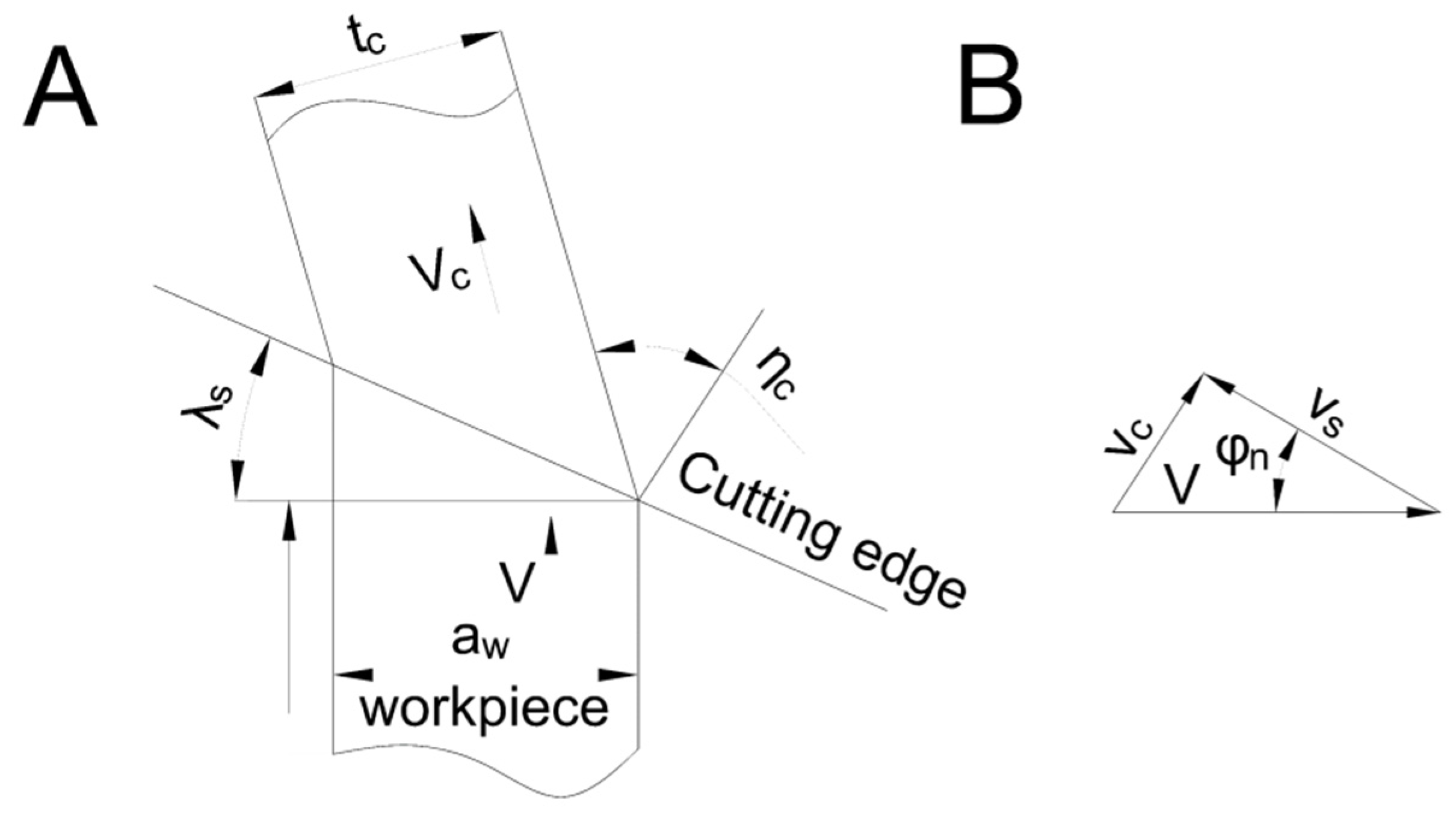
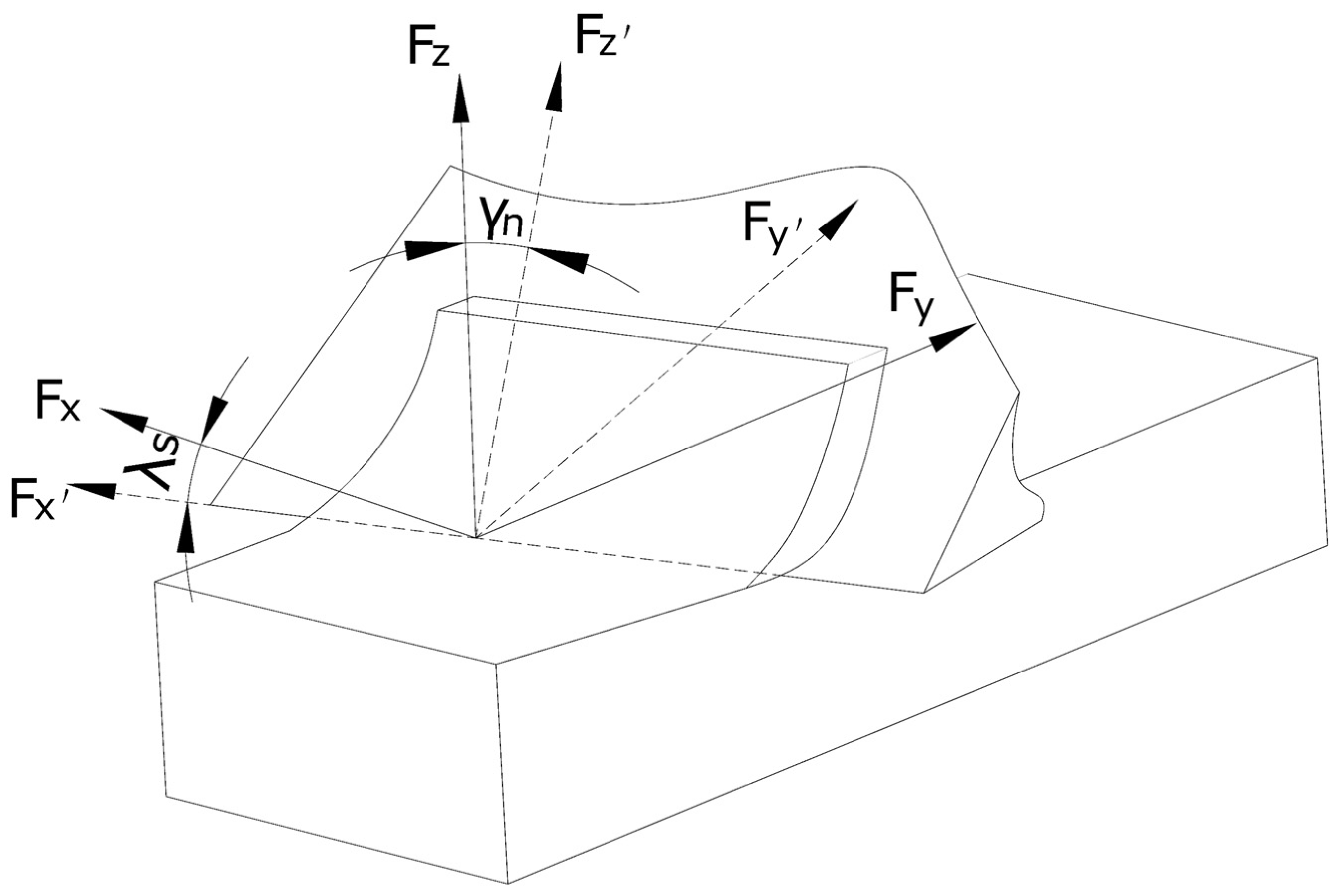
To explore the friction status of the tool–chip interface and to compare the changes of the friction factor and the frictional dissipation energy in the cutting process, we built a three-dimensional bevel cutting model (
Figure 4A).
According to the theory of metal cutting and the geometric relationship, we could obtain:
where
λs,
φn,
b,
bc,
tc, and
aw were, respectively, the inclination angle, the normal shear angle, the cutting thickness, the chip thickness, the chip width, and the uncut width.
γ0 and
γn were rake and normal angles.
ηc and
ηs represent the chip angle and shear chip angle. In the cutting process, the three velocity vectors formed closed triangles which can be seen in
Figure 4B. According to the three-dimensional model of the velocity triangle, we obtained:
where
vc,
v, and
vs were chip velocity, cutting velocity, and shear velocity, respectively. The equivalent transformation was achieved by angle transformation between the three-dimensional model and the right-angle cutting model. To obtain the three-dimensional coordinate forces (
Fx’,
Fy’,
Fz’), we first made (
Fx,
Fy,
Fz) rotate at angle
γn around axis
x’. We then rotated Angle
λs around axis
z, as shown in
Figure 5.
The friction force and the normal force on the rake face of the tool were:
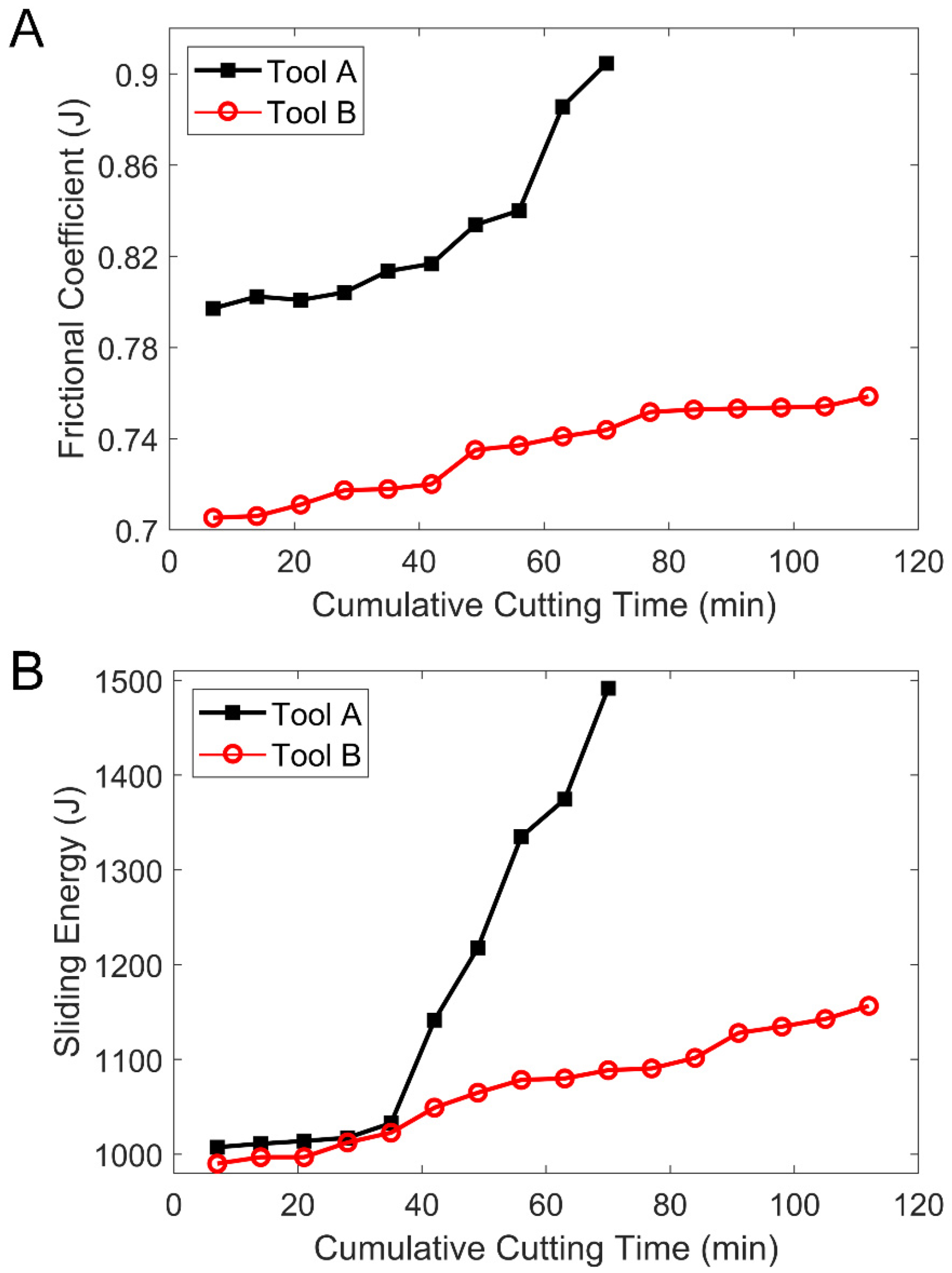
According to Equations (11) and (12), the friction factor of the cutting tool’s rake face was calculated as:
The frictional energy was obtained from Equations (8) and (11) and the cutting parameters mentioned above:
where
ap and
f represent cutting depth and feed, respectively.
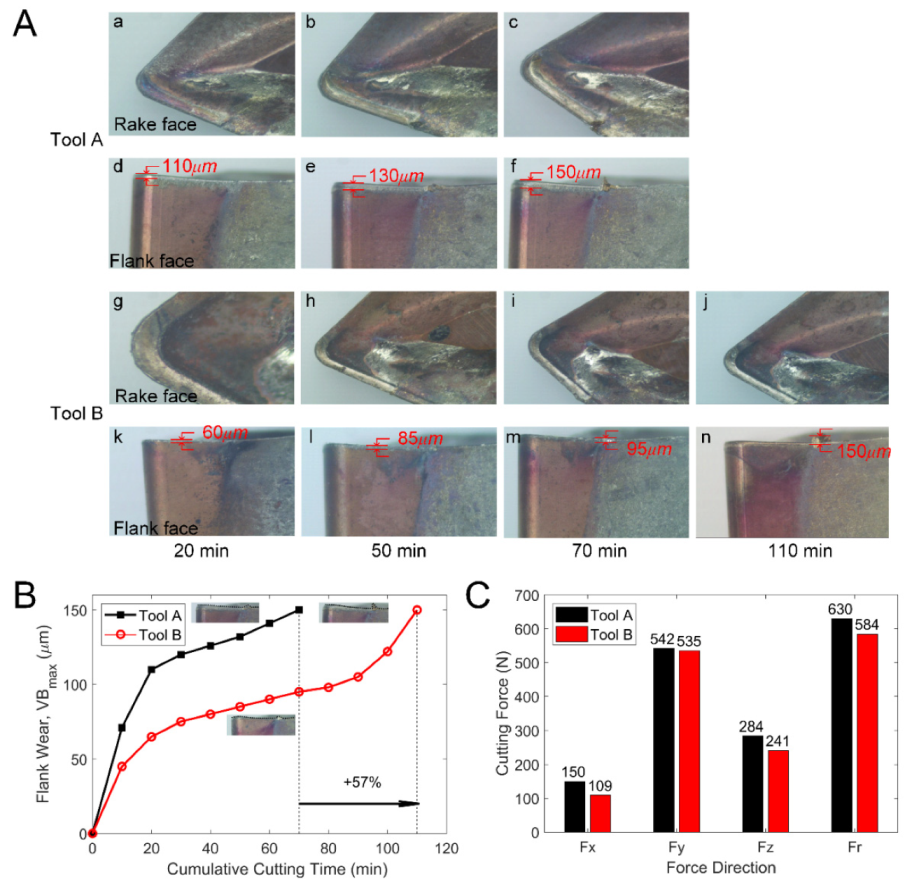
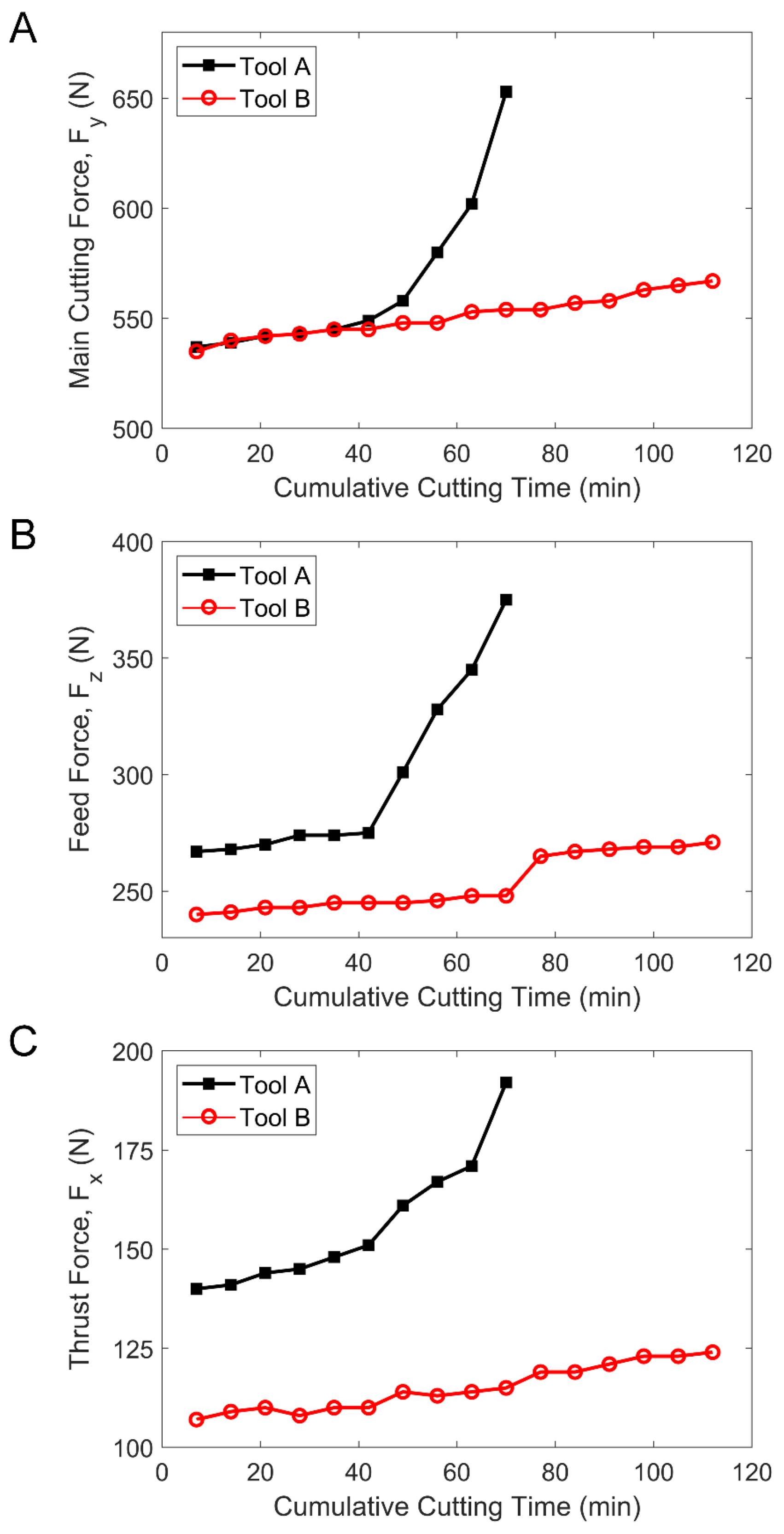
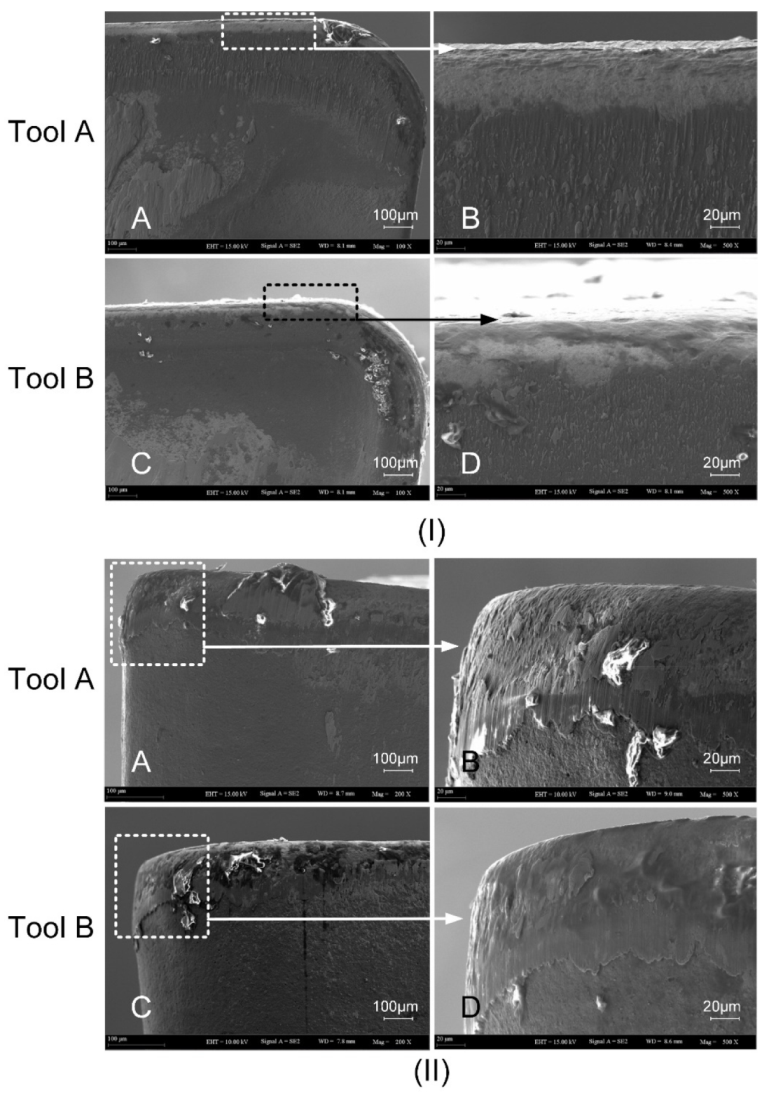
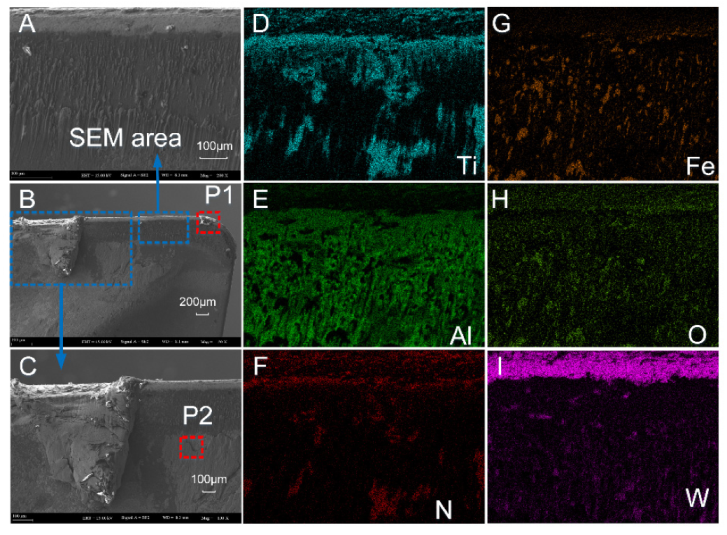
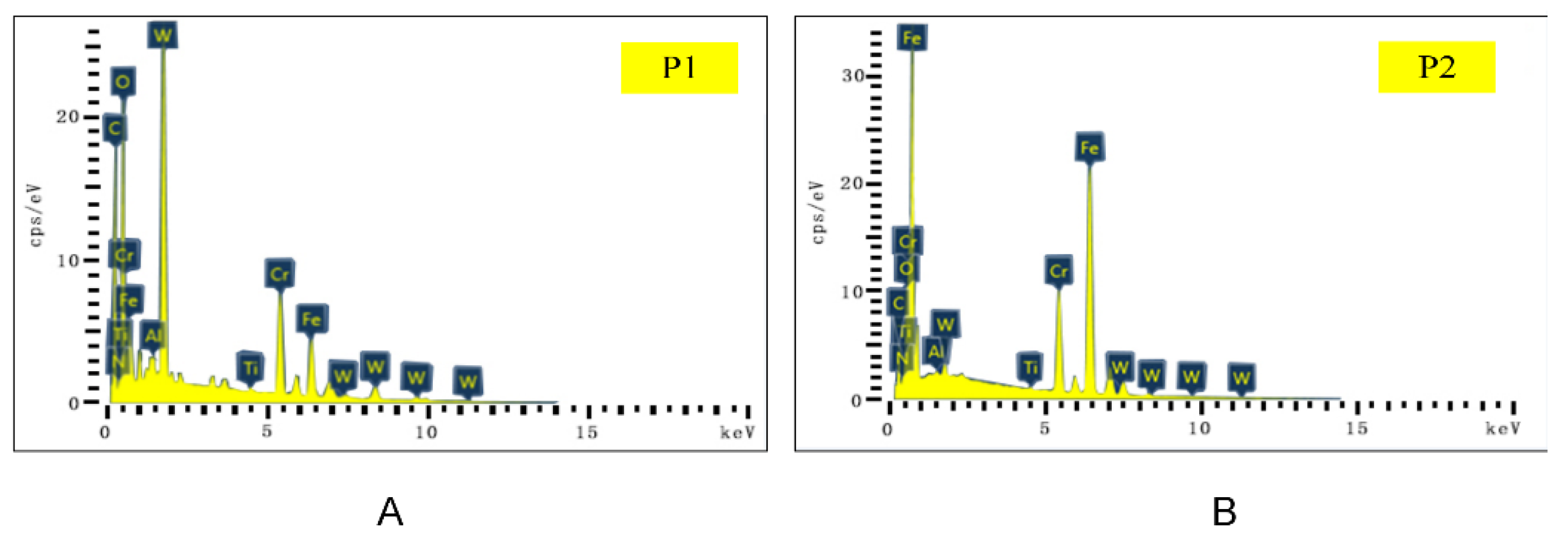
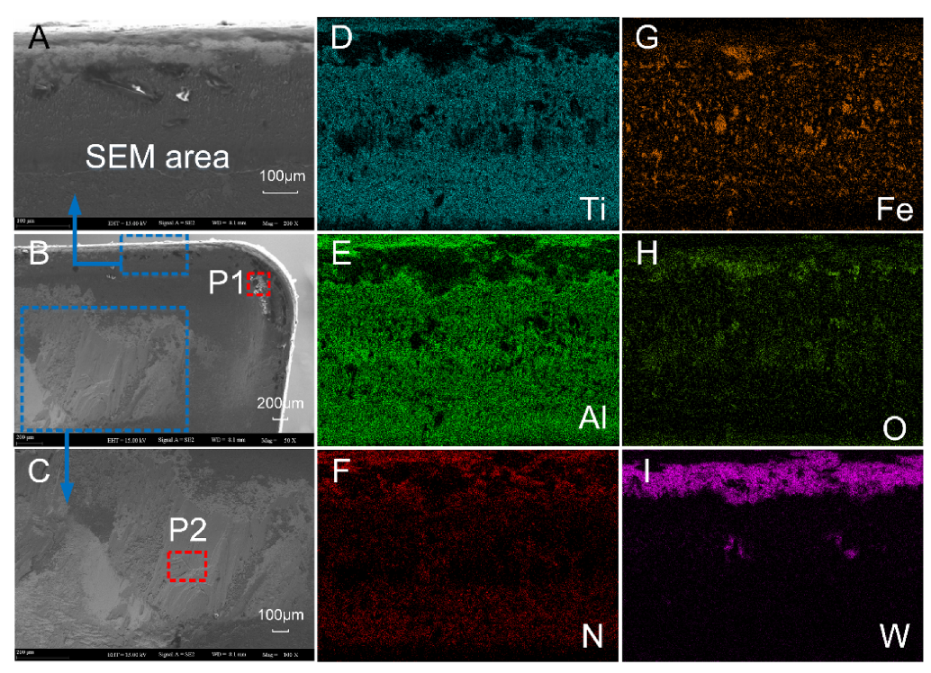
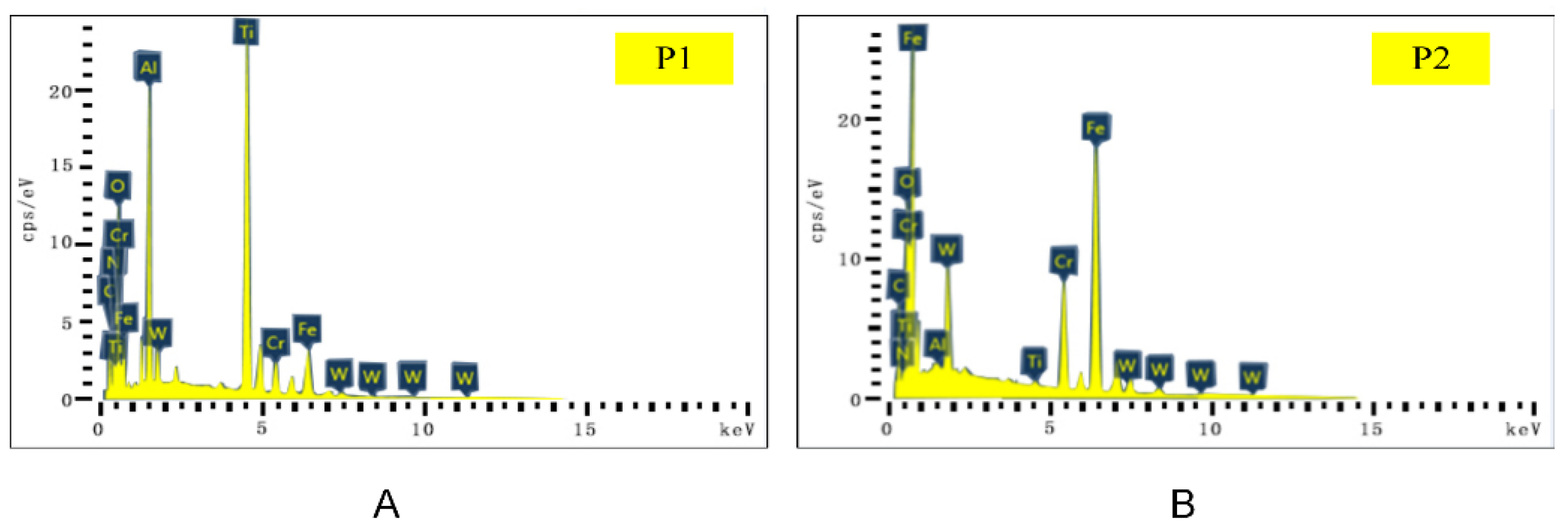
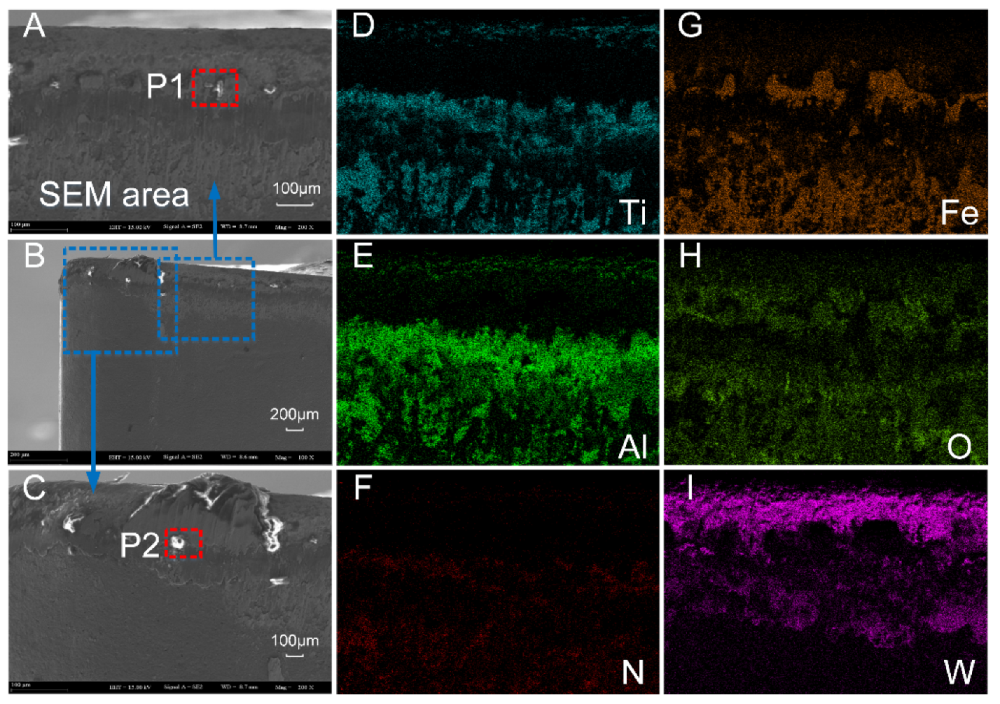
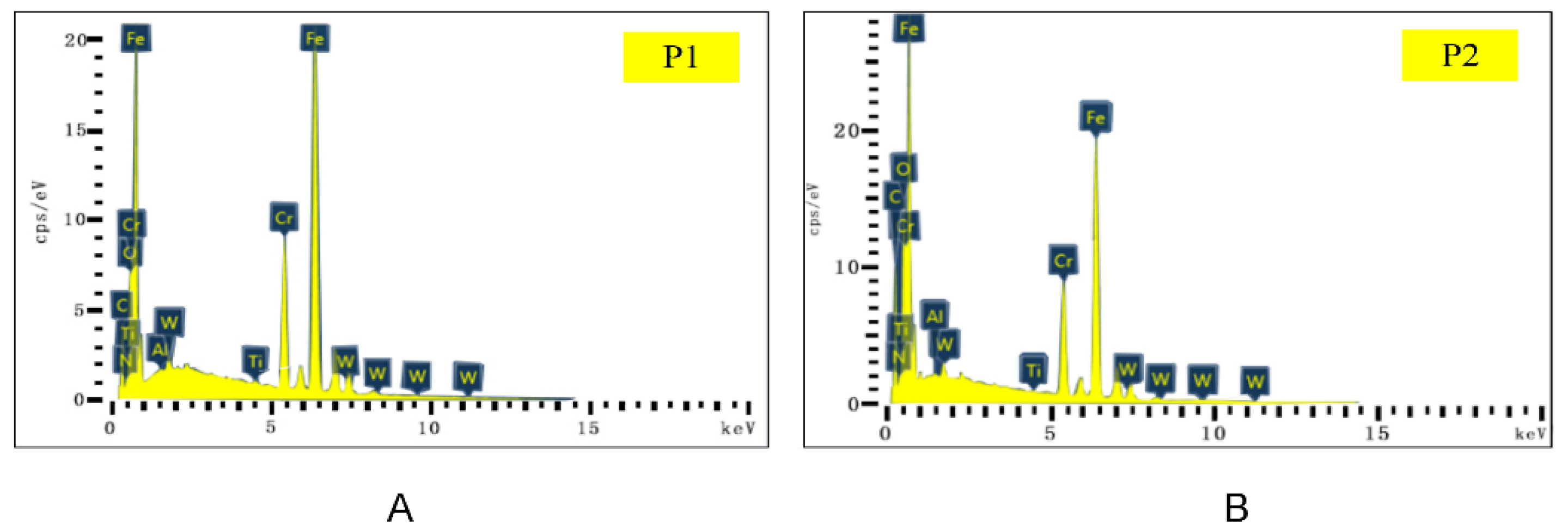
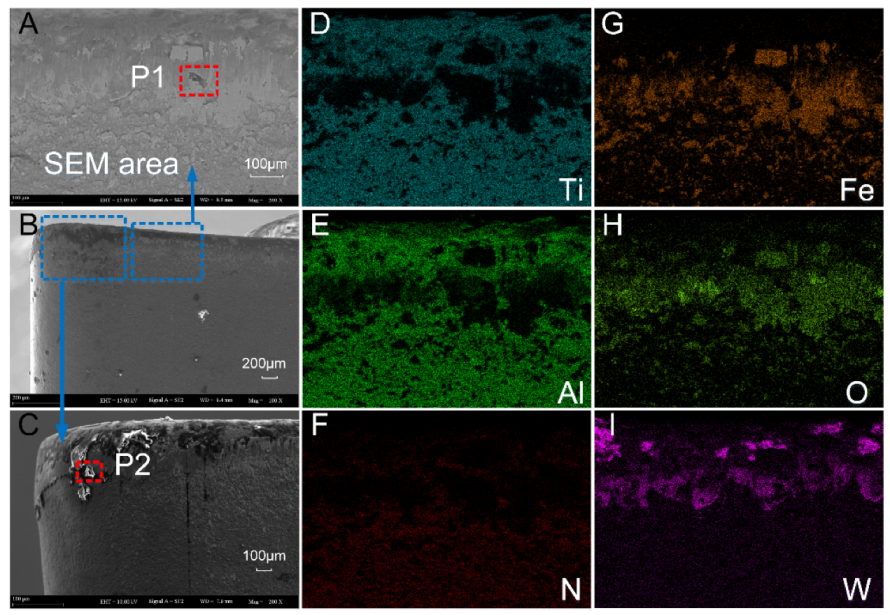
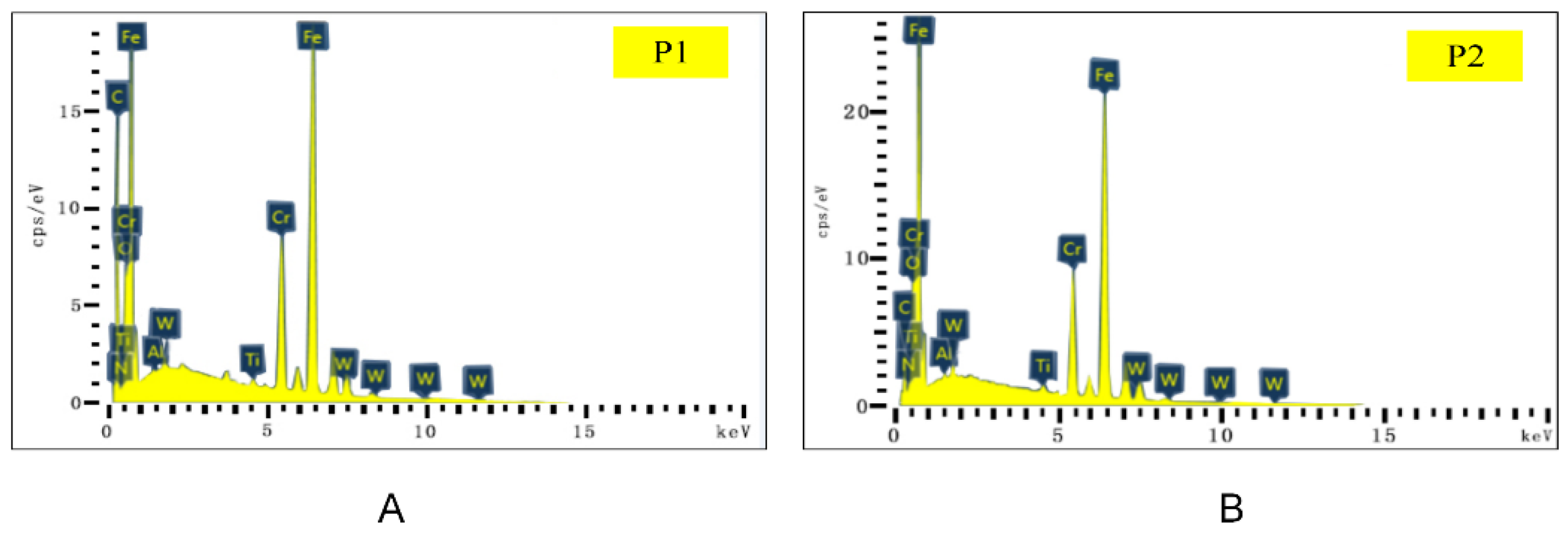
After the cutting process, the tool was removed and cleaned by an ultrasonic cleaning machine before it was blown dry. Then we used an industrial microscope (BX51-P, Olympus Corporation, Tokyo, Japan) for observation of the cumulative wear amount on the flank face until it reached 150 μm. At the same time, a dynamometer (Kistler-9257-B, Kistler Instrumente AG, Winterthur, Switzerland) was used to test the cutting forces in three cutting directions and the wear mechanism of the two tools was analyzed. Finally, SEM (Zeiss SUPRA 40; Carl Zeiss AG, Jena, Germany) and energy dispersive X-ray spectroscopy (EDS) were used to analyze the wear morphology and element composition of the tool surface.
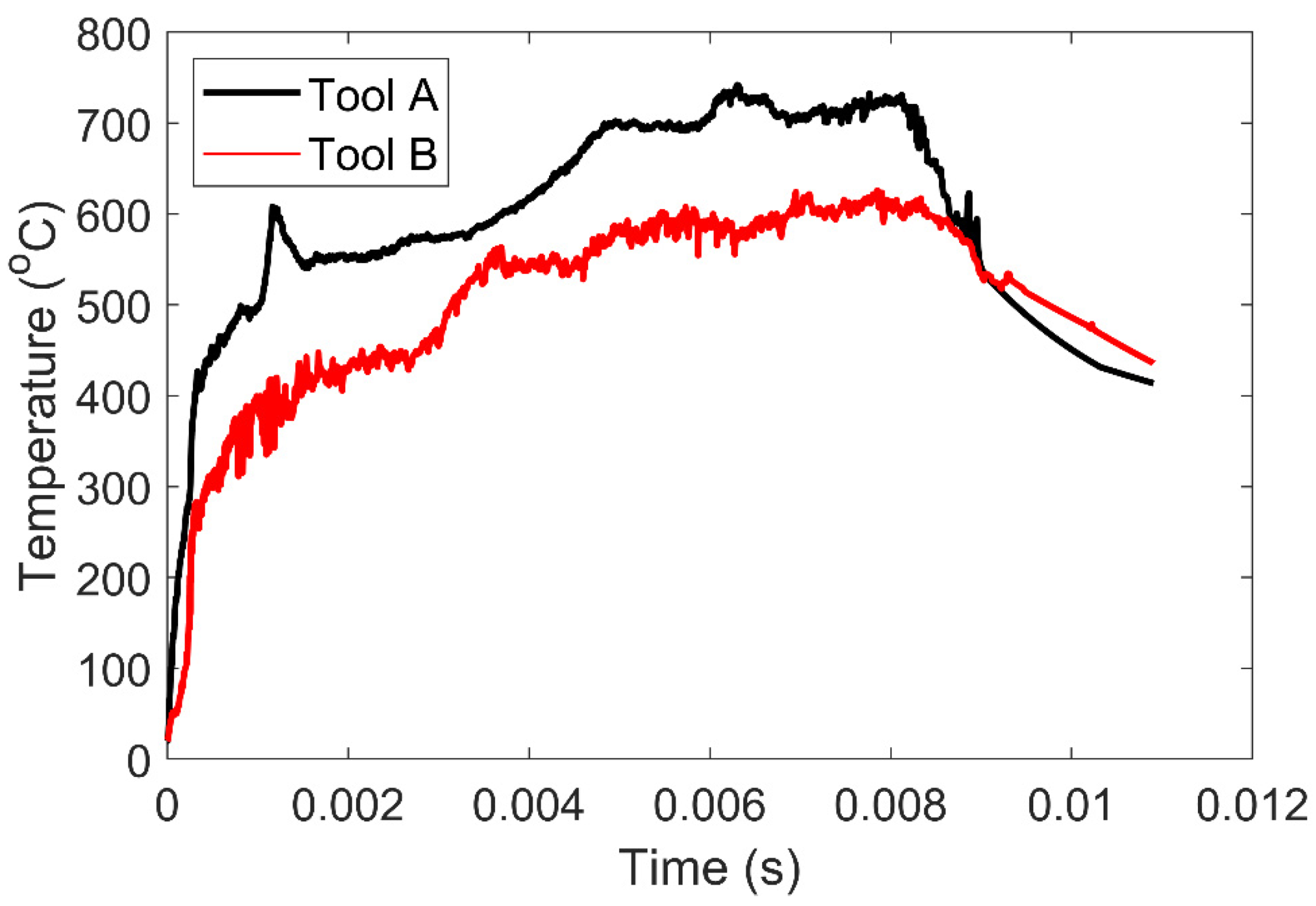
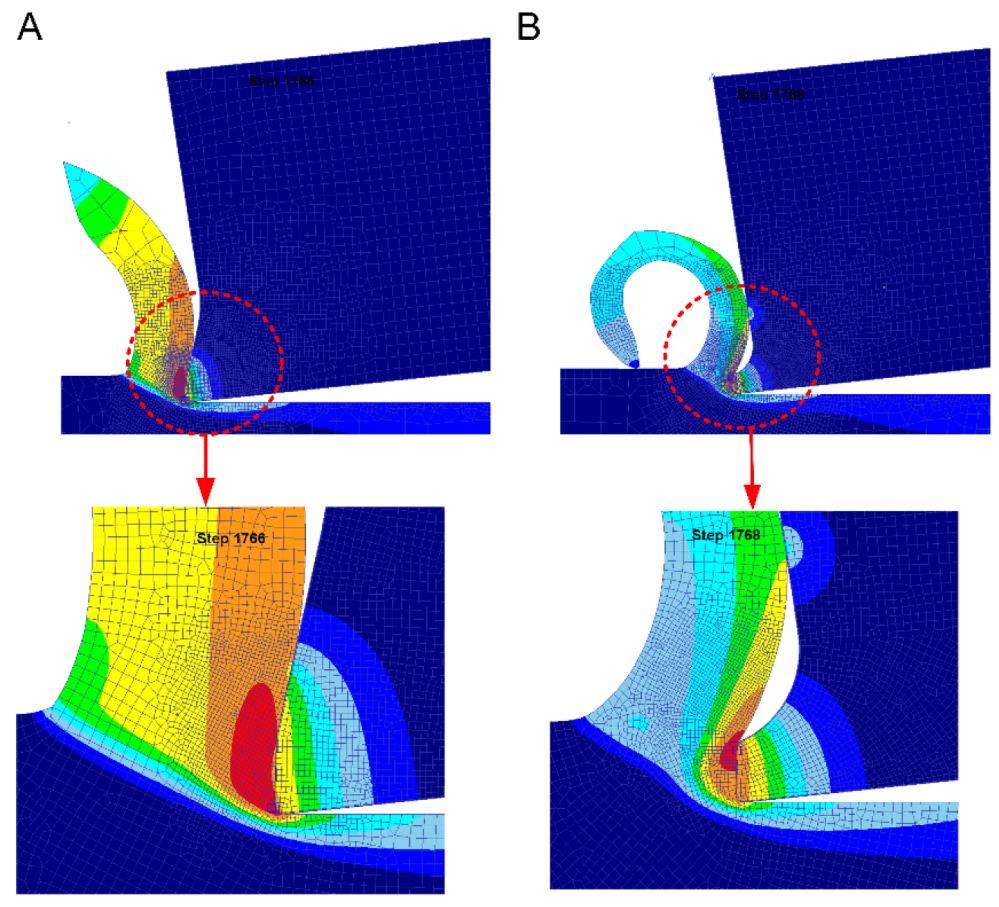
It was very difficult to obtain the surface temperature of the tool in real time during the cutting process because the position of the tool tip frequently changed. Therefore, we simulated the cutting process with Deform V11.2 software (Scientific Forming Technologies Corporation, Columbus, the USA). In cutting simulation, it is reasonable to raise the heat transfer coefficient to make the tool temperature reach the constant state in a short time, because this is consistent with the experimental results [
31]. In the simulation process, the cutting speed
vc was 120 m/min, the depth of cut
ap equaled to 1.5 mm, and the feed Rate
f was 0.1 mm per revolution (mm/rev). The material model of Tools A and B is John cook model. We set the environmental temperature as 20 °C and the shear friction factor was 0.4. No cutting fluid was added during the cutting process. The convective heat transfer coefficient between the tool and the workpiece was set at 2000 to quickly obtain the dynamic balance and relatively stable tool temperature field of the tool. The tool was regarded as a rigid body and the workpiece as a plastic body, both of which adopted a tetrahedral mesh with a relative mesh size of 50,000 and a dimension ratio of 7. The cutting length was set at 100 mm; simulation results are shown in
Figure 6. During the time of 0.006–0.008 s, the temperature of Tool A and Tool B reaches the stable state, and the temperature fluctuation of tools is small. Their average temperatures were 713.2 and 590.5, respectively. The temperature of cutting decreased by 17.2% for Tool B compared to Tool A.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}