Analysis on the Effects of External Temperature and Welding Speed on the Safety of EVA Waterproofing Sheet Joints by Hot Air Welding


Abstract
:1. Introduction
1.1. Understanding of Synthetic Polymer Sheet Waterproofing Joints
1.1.1. Types of Joining Methods
1.1.2. Defects in Sheet Joints
1.2. Effects of Hot Air Welding on Joints
2. Experimental Setup and Tests
2.1. Experimental Conditions
2.2. Performance Evaluation of EVA Sheets Overlap Joints
2.3. Specimens Preparation
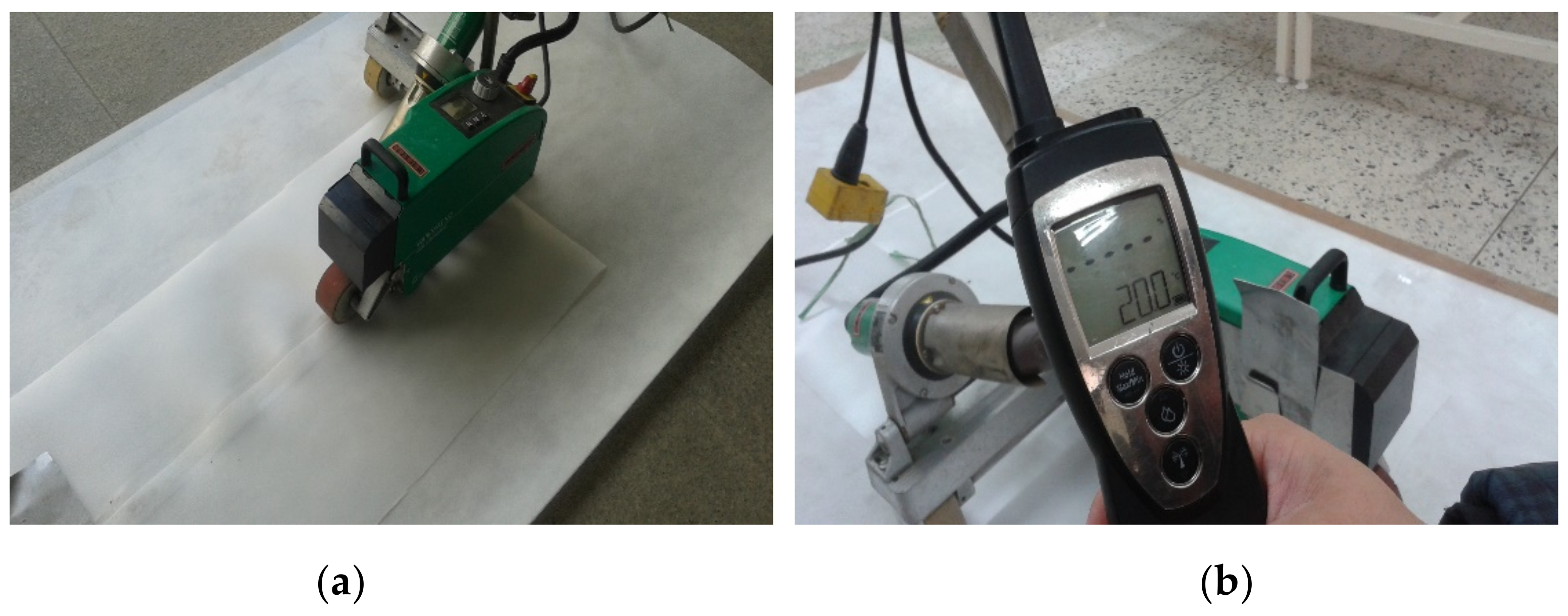
2.3.1. Waterproofing Materials and Hot Air Welder
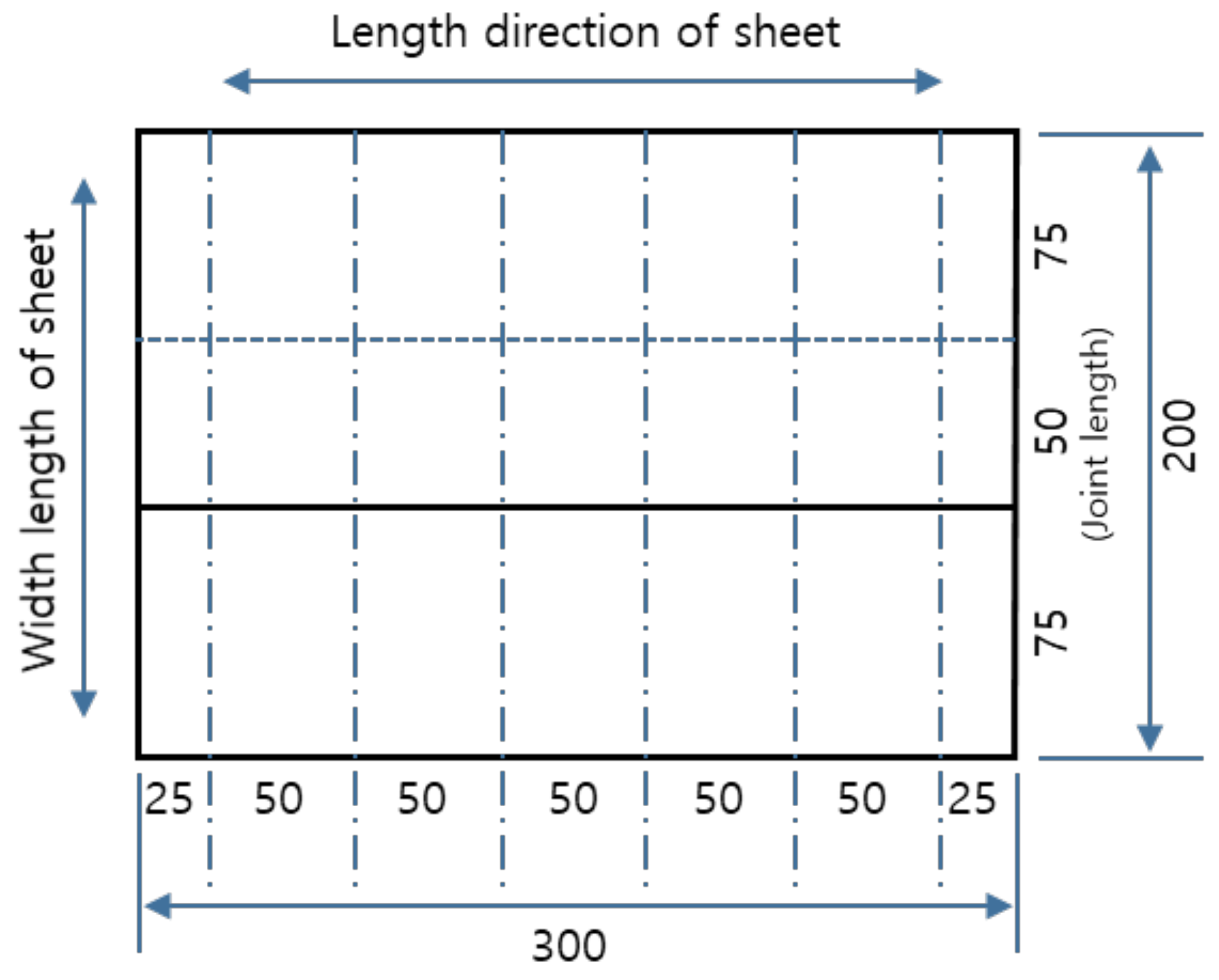
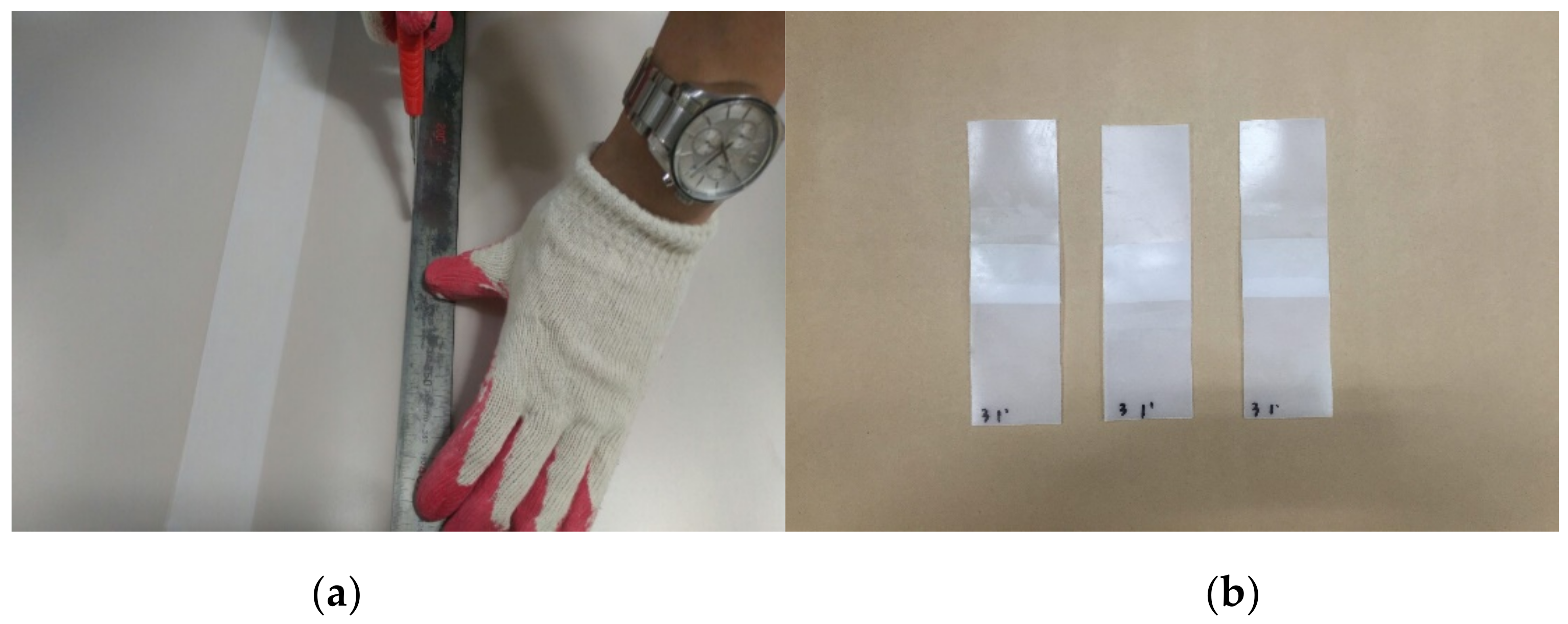
2.3.2. Specimen Preparation
2.4. Joint Tensile Performance Test
3. Test Results and Discussion
3.1. Joint Tensile Strengths According to Temperature
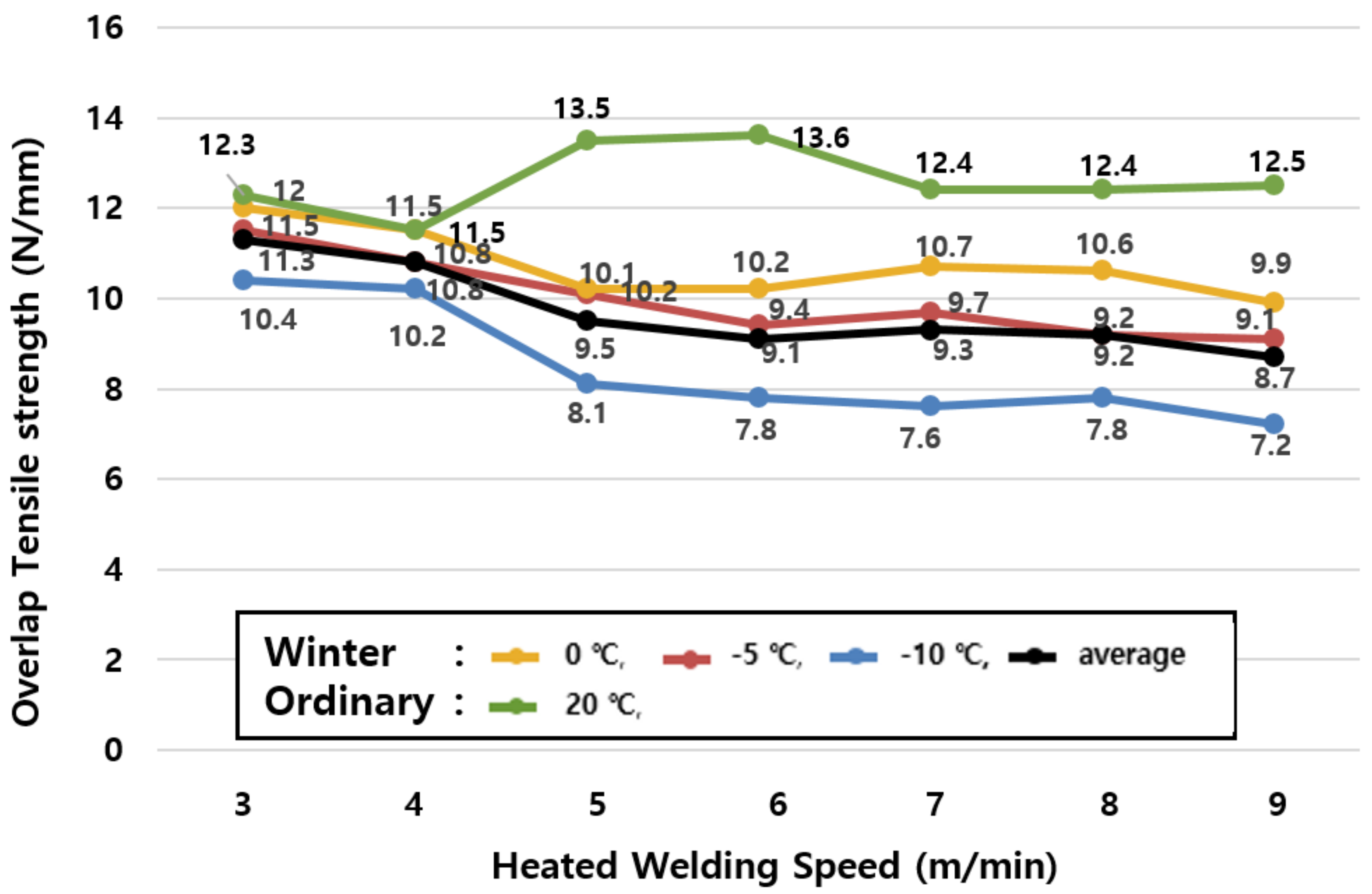
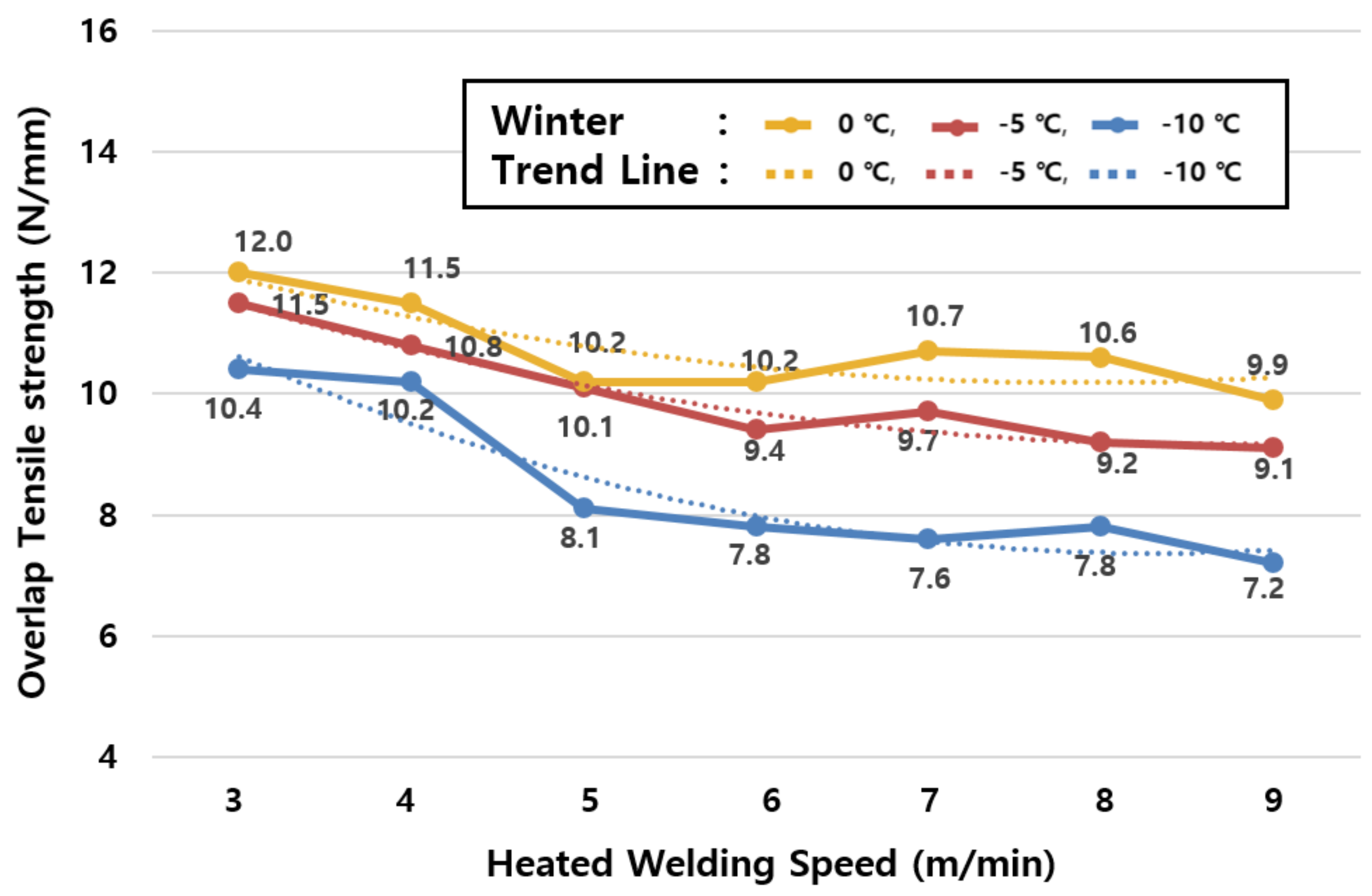
3.1.1. Relationship Between Tensile Strength and Hot Air Welding Speed in Winter
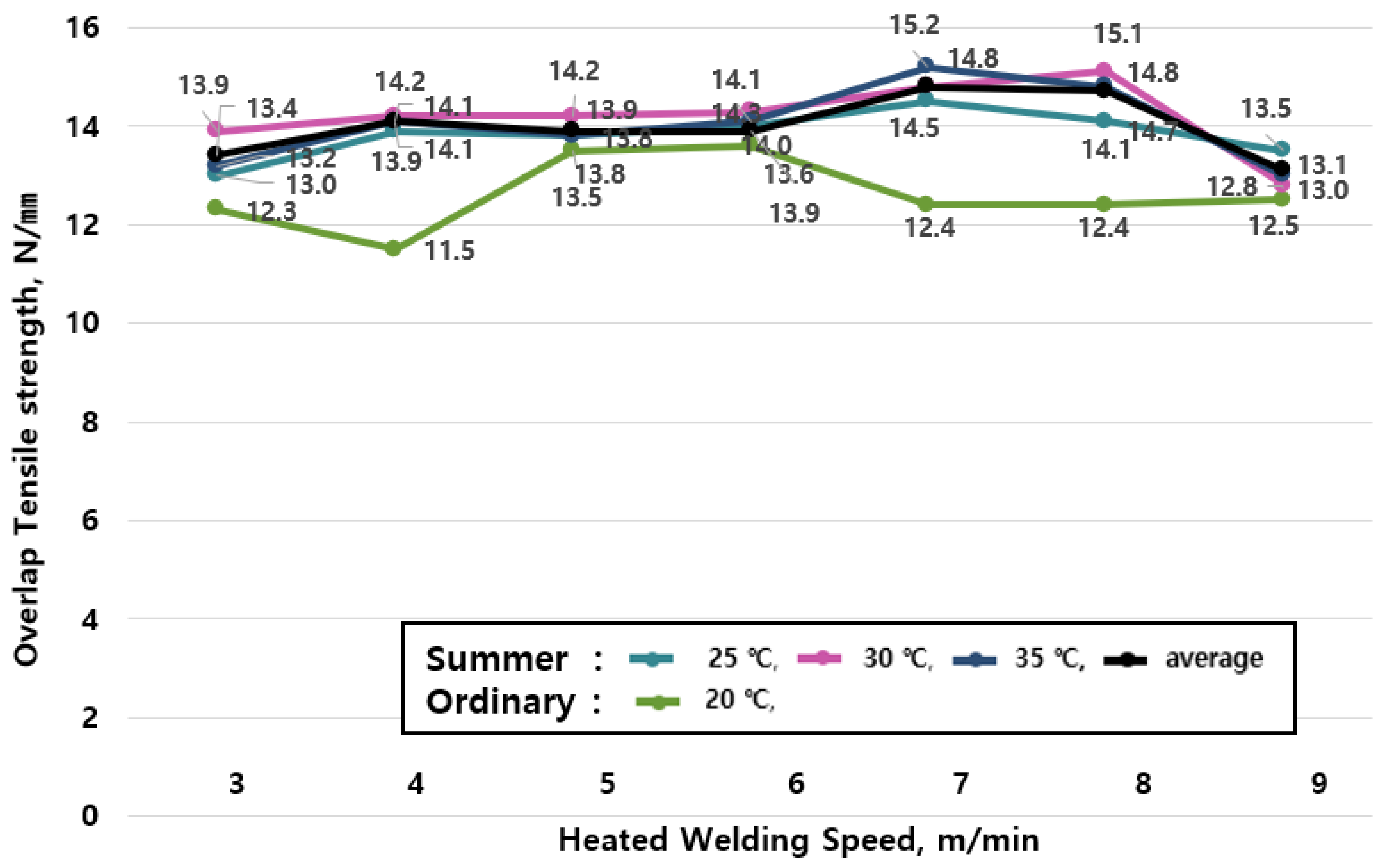
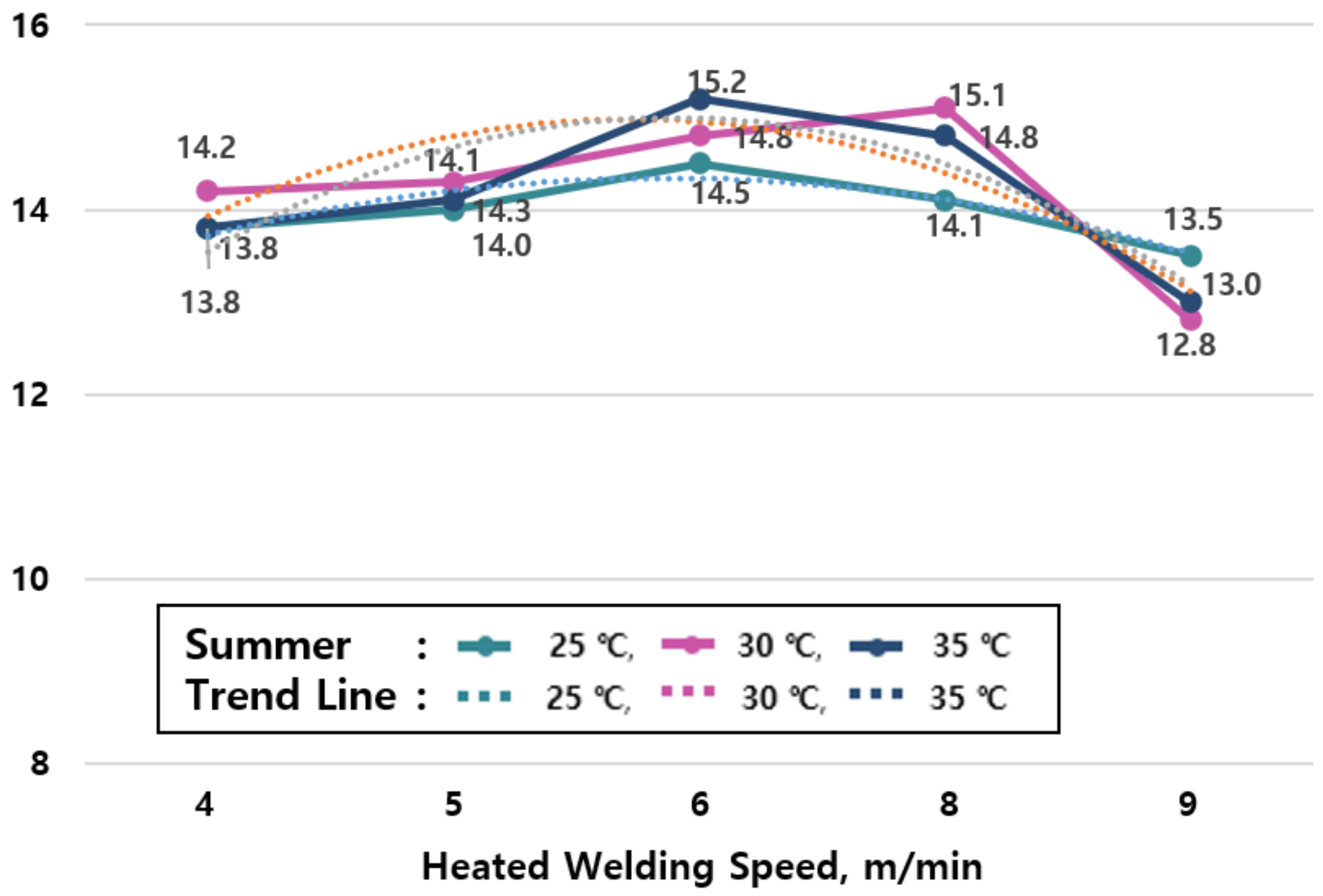
3.1.2. Relationship between Tensile Strength and Hot Air Welding Speed in Summer
4. Optimum Hot Air Welding Speed for Each Construction Temperature
4.1. Optimum Hot Air Welding Speed According to Construction Temperature in Winter
4.2. Optimum Hot Air Welding Speed According to Construction Temperature in Summer
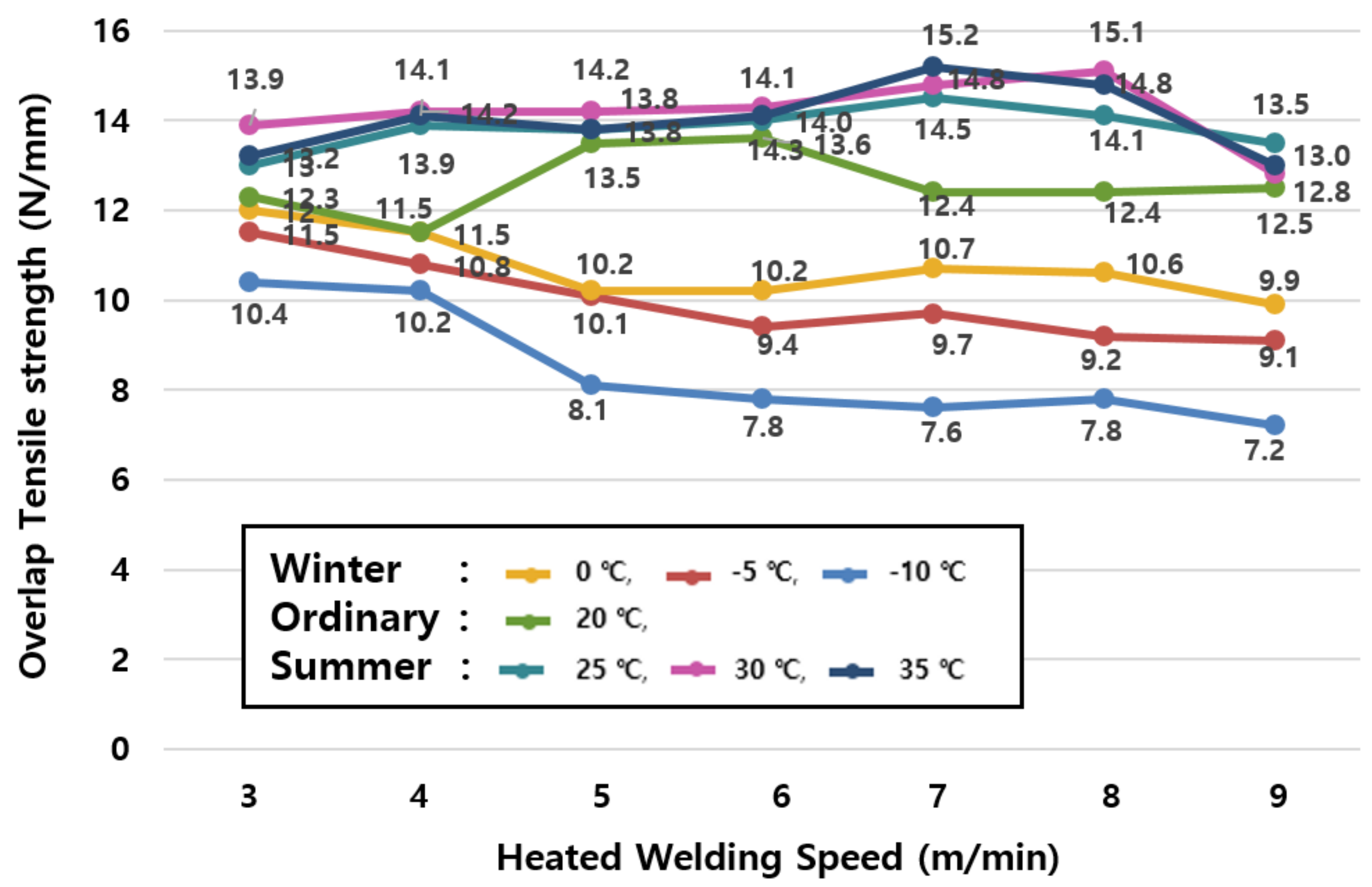
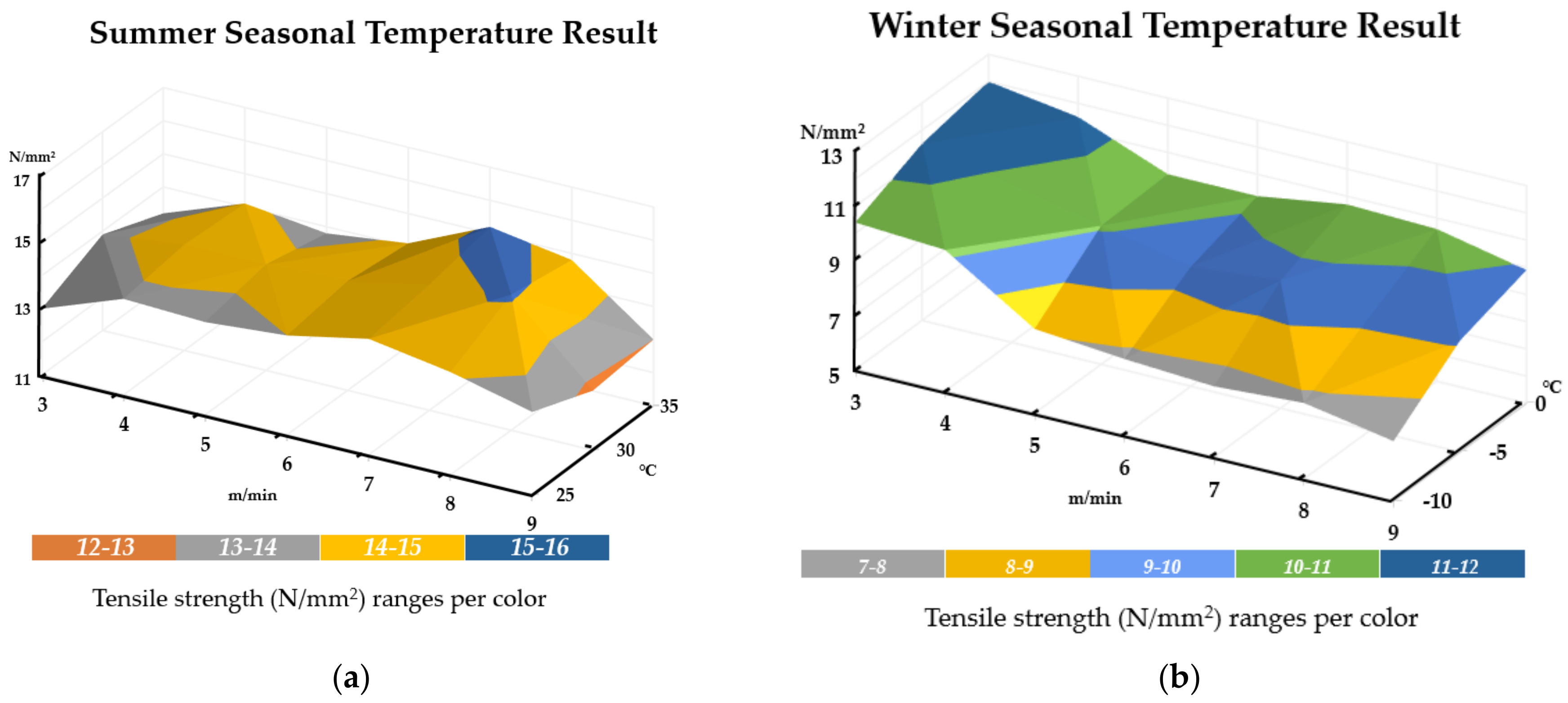
4.3. Comparative Analysis of Winter and Summer Seasonal Temperature
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| EVA | Ethylene Vinyl Acetate |
| KS | Korean Industrial Standards |
References
- Kim, S.K. A Study on the Estimation of Joint Performance According to Jointing Methods of Sheet Membrane Waterproofing Systems; Seoul National University of Science & Technology, Graduate School of Industry: Seoul, Korea, 2002. [Google Scholar]
- Oh, S.K. Test Method of Waterproofing System for Safety of Water Leakage and Waterproofing on the Underground Structure; Facility Safety: Seoul, Korea, 2005; pp. 64–77. [Google Scholar]
- Holter, K.G. Performance of EVA-Based Membranes for SCL in Hard Rock. Rock Mech. Rock Eng. 2016, 49, 1329–1358. [Google Scholar] [CrossRef] [Green Version]
- Lyapidevskaya, O. Waterproofing Material for Protection of Underground Structures. E3S Web of Conferences 97, 8 February 2019. Available online: https://www.e3s-conferences.org/articles/e3sconf/abs/2019/23/e3sconf_form2018_02008/e3sconf_form2018_02008.html (accessed on 11 November 2020).
- Kubal, M.T. Waterproofing the Building Envelope; McGraw-Hill Inc.: New York, NY, USA, 1993; pp. 37–93. [Google Scholar]
- Kim, M.J. Analysis of Correlation between Tensile Strength and Hardness for Measuring Performance after Deterioration of Exposed Type Urethane Waterproofing Material; Seoul National University of Science & Technology: Seoul, Korea, 2015. [Google Scholar]
- Oh, S.K. Maintenance for Leakage due to Cracking in Concrete Structures-Guidelines for Repair of Water-Leakage Cracks in Concrete Structures. J. Korea Concr. Inst. 2011, 23, 1–9. [Google Scholar]
- Oh, S.-K.; Lee, J.-H.; Choi, S.-M. An Experimental Study on the Highly Adhesive Composite Waterproofing Sheet using Reclaimed Rubber. J. Arch. Inst. Korea 2014, 16, 279–284. [Google Scholar]
- Bucko, M.M.; Hloch, S.; Valicek, J.; Tozan, H.; Javadi, Y.; Ghosh, A. Influence of welding physical conditions on waterproofing membrane weld quality. Technical Gazett 2012, 19, 683–687. [Google Scholar]
- Yilmazer, U. Development of a PVC Waterproofing Sheet, April 1991. Polym. Plast. Techno Eng. 1991, 30, 239–251. [Google Scholar] [CrossRef]
- Tomkow, J.; Fydrych, D. Effect of Electrode Waterproof Coating on Quality of Underwater Wet Welded Joints. Materials 2020, 13, 2947. [Google Scholar] [CrossRef] [PubMed]
- Balkan, O.; Demirer, H.; Ezdesir, A.; Yildirim, H. Effects of welding procedures on mechanical and morphological properties of hot gas butt welded PE, PP, and PVC sheets. Polym. Eng. Sci. 2008, 48, 732–746. [Google Scholar] [CrossRef]
- Seo, W.I.; Kim, S.Y.; Kwak, G.S.; Oh, S.G. A Study on Complex Waterproofing Method Using Part of Joint Water-tightness Improved Sheet; The Korea Institute of Building Construction: Seoul, Korea, 2004; Volume 7, pp. 1–6. [Google Scholar]
- Go, G.W. Research on Change of Tensile Strength with Joint Distance and Form in the Roof Composite Waterproofing Method for Synthetic Polymer Waterproofing Sheet; Seoul National University of Science & Technology, Graduate School of Housing: Seoul, Korea, 2012. [Google Scholar]
- Sung, J.H. An Experimental Research on Triple Composite Waterproofing Method applied Loose Laying Joint Type; Seoul National University of Science & Technology, Graduate School of Industry: Seoul, Korea, 2013. [Google Scholar]
- Jang, S.M. Constructability of a Waterproofing Sheet Joint Combining an Aluminum Thin-film and Viscosity Layer Using a High-frequency Inductive Heating Apparatus; The Korea Institute of Building Construction: Seoul, Korea, 2014; Volume 14, pp. 163–169. [Google Scholar]
- Park, J.S. Fundamental Study on Induction Technology of Separation Behavior Using Two-Sided Adhesion of Joint of Composites Waterproofing System; Korean Recycled Construction Resources Institute: Seoul, Korea, 2015; Volume 3, pp. 212–219. [Google Scholar]
- Lee, J.H. Properties of Reinforcement Materials Using Joint of Waterproofing Sheet of Composites Waterproofing System; Architectural Institute of Korea: Seoul, Korea, 2016; Volume 36, pp. 993–994. [Google Scholar]
- Ahamad, H.; Alam, M.; Haque, M.S.; Pandey, S.N.; Amanuddin, M. Welding of Plastics through Hot Gas Technique: A Review. GRD J. Global Res. Dev. J. Eng. 2016, 1, 71–75. [Google Scholar]
- Badiee, A.; Ashcroft, I.A.; Wildman, R.D. The thermo-mechanical degradation of ethylene vinyl acetate used as a solar panel adhesive and encapsulant. Int. J. Adhes. Adhes. 2016, 68, 212–218. [Google Scholar] [CrossRef]
- KAIA. Acrofix System, Korean New Excellent Technology Certificate in Construction Field; KAIA: Seoul, Korea, 2015. [Google Scholar]
- Song, J.Y.; Oh, K.H.; Kim, B.I.; Oh, S.K. Performance Evaluation of Waterproofing Membrane Systems Subject to the Concrete Joint Load Behavior of Below-Grade Concrete Structures. Appl. Sci. 2017, 7, 1147. [Google Scholar] [CrossRef] [Green Version]
- KS F 4917, Polymer-Modified Bitumen Waterproofing Sheet; Korean Agency for Technology and Standards: Chungcheongbuk-do, Korea, 2016.
- ASTM International. D5849/D5849M-07(2013)e1 Standard Test Method for Evaluating Resistance of Modified Bituminous Roofing Membrane to Cyclic Fatigue (Joint Displacement); ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar] [CrossRef]
- ASTM International. D6622/D6622M-01(2018)e1 Standard Guide for Application of Fully Adhered Hot-Applied Reinforced Waterproofing Systems.; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar] [CrossRef]
- ASTM International. D5405/D5405M-98(2015) Standard Test Method for Conducting Time-to-Failure (Creep-Rupture) Tests of Joints Fabricated from Nonbituminous Organic Roof Membrane Material.; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- ASTM International. D4073/D4073M-06(2019)e1 Standard Test Method for Tensile-Tear Strength of Bituminous Roofing Membranes; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- ASTM International. D6134/D6134M-07(2019)e1 Standard Specification for Vulcanized Rubber Sheets Used in Waterproofing Systems; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar] [CrossRef]
- ASTM International. D4637/D4637M-15 Standard Specification for EPDM Sheet Used In Single-Ply Roof Membrane.; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- British Standards Institution. BS EN 12316-2:2013 Flexible Sheets for Waterproofing. Determination of Peel Resistance of Joints. Plastic and Rubber Sheets for Roof Waterproofing; BSI Standards Publication: London, UK, 2013. [Google Scholar]
- Korea Meteorological Administration. Long Range Forecast, Climate Information. Available online: https://www.weather.go.kr/weather/climate/past_table.jsp?stn=95&x=21&y=10&yy=2019&obs=10 (accessed on 15 August 2020).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title | Illustration | Construction Image | Base Information |
|---|---|---|---|
| Bonding Type |  |  | Sheet joints are bonded using adhesives |
| Heated-Air Welding Type |  |  | Sheet joints are melted with a hot air welder and bonded together |
| Taping Type |  |  | Sheet joints are bonded using tape |
| Fixing Type |  |  | Sheet joints are fixed using fixing nails, and are then taped |
| Title | Defect Image | Base Information |
|---|---|---|
| Bonding Type |  | No separate equipment is required, but quality deviations occur depending on the amount of adhesive used and the proficiency levels of workers. Due to different thermal expansion coefficients between the adhesive and the sheet, the joint becomes unfastened and peels off as the temperature changes. |
| Heated-Air Welding Type |  | As construction is carried out using equipment that generates heated air, the joint suffers changes in physical properties when exposed to the sheet for a certain period of time. Quality deviations depending on the proficiency levels of workers and may occur in the construction of special areas such as corner parts. |
| Taping Type |  | Due to different thermal expansion coefficients between the adhesive tape and the sheet, the joint becomes unfastened and peels off as the temperature changes. It is difficult to secure long-term waterproofing stability as the durability of the joint is dependent on the durability of the tape. |
| Fixing Type |  | The sheet is damaged by fixing nails as the joint is formed using the fixing nails. The structure undergoes damage as the fixing nails are driven straight into the base surface of the structure, and the damaged part forms a waterway when defects occur in the waterproofing layer. |
| Division | Temperature and Heated Welding Speed | ||||||
|---|---|---|---|---|---|---|---|
| Temperature (°C) | Winter Condition | Normal Condition | Summer Condition | ||||
| −10, | −5, | 0 | 20 | 25, | 30, | 35 | |
| Heated Welding Speed | 3, 4, 5, 6, 7, 8, and 9 m/min | ||||||
| Division | Specifications | EVA Sheet | ||
|---|---|---|---|---|
| Basic Property | Tensile Strength (N/mm2) | Length | 25 |  |
| Width | 23 | |||
| Elongation (%) | Length | 703 | ||
| Width | 707 | |||
| Tear Resistance (N/mm) | Length | 76 | ||
| Width | 79 | |||
| Melting Point | 75 °C | |||
| Boiling Point | 200 °C | |||
| Specific Gravity | 0.948 g/mL at 25 °C | |||
| Flash Point | 260 °C | |||
| Components | New EVA | 50% | ||
| Recycled EVA | 50% | |||
| Sheet Type | Thermoplastic | |||
| Thickness | 1.2 mm | |||
| Specification Items | Unit | Specifications |
|---|---|---|
| Voltage | V | 230/400 |
| Power | W | 3680/5700 |
| Temperature | °C | 100~600 |
| Speed | m/min | 0.7~12 |
| Air flow range | % | 50~100 |
| Width of welding nozzle | mm | 40 |
| Division | Temperature (°C) | Heated Welding Speed (m/min) | Related Standard | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Overlap Tensile Strength (N/mm) | |||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
| Winter Season | −10 | 10.4 | 10.2 | 8.1 | 7.8 | 7.6 | 7.8 | 7.2 | KS F 4917 |
| −5 | 11.5 | 10.8 | 10.1 | 9.4 | 9.7 | 9.2 | 9.1 | ||
| 0 | 12.0 | 11.5 | 10.2 | 10.2 | 10.7 | 10.6 | 9.9 | ||
| average | 11.3 | 10.8 | 9.5 | 9.1 | 9.3 | 9.2 | 8.7 | ||
| Ordinary Section | 20 | 12.3 | 11.5 | 13.5 | 13.6 | 12.4 | 12.4 | 12.5 | |
| Summer Season | 25 | 13.0 | 13.9 | 13.8 | 14.0 | 14.5 | 14.1 | 13.5 | |
| 30 | 13.9 | 14.2 | 14.2 | 14.3 | 14.8 | 15.1 | 12.8 | ||
| 35 | 13.2 | 14.1 | 13.8 | 14.1 | 15.2 | 14.8 | 13.0 | ||
| average | 13.4 | 14.1 | 13.9 | 13.9 | 14.8 | 14.7 | 13.1 | ||
| Division | Regression Equation | R2 = reliability | |
|---|---|---|---|
| Winter season | −10 °C | y = 0.1155x2 − 1.456x + 11.957 | R2 = 0.89 |
| −5 °C | y = 0.0714x2 − 0.9571x + 12.371 | R2 = 0.96 | |
| 0 °C | y = 0.0714x2 − 0.8429x + 12.671 | R2 = 0.84 | |
| Division | Optimum Hot Air Welding Speed Range Compared to Tensile Strength | ||
|---|---|---|---|
| Winter season | −10 °C | Tensile strength (N/mm) | (90% of maximum value) 9.4 < y < 10.4 (maximum value) |
| Welding speed (m/min) | 3 < x < 4.1 | ||
| −5 °C | Tensile strength (N/mm) | (90% of maximum value) 10.4 < y < 11.5 (maximum value) | |
| Welding speed (m/min) | 3 < x < 4.6 | ||
| 0 °C | Tensile strength (N/mm) | (90% of maximum value) 10.8 < y < 12.0 (maximum value) | |
| Welding speed (m/min) | 3 < x < 4.9 | ||
| Division | Regression Analysis | R2 = Reliability | |
|---|---|---|---|
| Summer season | 25 °C | y = −0.1786x2 + 1.0214x + 12.88 | R2 = 0.86 |
| 30 °C | y = −0.3571x2 + 1.9429x + 12.34 | R2 = 0.80 | |
| 35 °C | y = −0.4071x2 + 2.3529x + 11.6 | R2 = 0.81 | |
| Division | Optimum Hot Air Welding Speed Range Compared to Tensile Strength | ||
|---|---|---|---|
| Summer season | 25 °C | Tensile strength (N/mm) | (90% of maximum value) 13.1 < y < 14.5 (maximum value) |
| Welding speed (m/min) | 4.3 < x < 9.0 | ||
| 30 °C | Tensile strength (N/mm) | (90% of maximum value) 13.6 < y < 15.1 (maximum value) | |
| Welding speed (m/min) | 4.7 < x < 8.7 | ||
| 35 °C | Tensile strength (N/mm) | (90% of maximum value) 13.7 < y < 15.2 (maximum value) | |
| Welding speed (m/min) | 5.2 < x < 8.6 | ||
| Division | Temperature (°C) | Tensile Strength Change Ratio in Accordance to Welding Speeds (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Winter Season | −10 | 85 | 89 | 60 | 57 | 61 | 63 | 58 |
| −5 | 93 | 94 | 75 | 69 | 78 | 74 | 73 | |
| 0 | 98 | 100 | 76 | 75 | 86 | 85 | 79 | |
| Average Tensile Strength Change | −8 | −6 | −30 | −33 | −25 | −26 | −30 | |
| Summer Season | 25 | 106 | 121 | 102 | 103 | 117 | 114 | 108 |
| 30 | 113 | 123 | 105 | 105 | 119 | 122 | 102 | |
| 35 | 107 | 123 | 102 | 104 | 123 | 119 | 104 | |
| Average Tensile Strength Change | 9 | 22 | 3 | 4 | 20 | 18 | 5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, W.-G.; Choi, S.-Y.; Park, J.-S.; Kim, D.-B.; He, X.-Y.; Oh, S.-K. Analysis on the Effects of External Temperature and Welding Speed on the Safety of EVA Waterproofing Sheet Joints by Hot Air Welding. Materials 2020, 13, 5586. https://doi.org/10.3390/ma13235586
Park W-G, Choi S-Y, Park J-S, Kim D-B, He X-Y, Oh S-K. Analysis on the Effects of External Temperature and Welding Speed on the Safety of EVA Waterproofing Sheet Joints by Hot Air Welding. Materials. 2020; 13(23):5586. https://doi.org/10.3390/ma13235586
Chicago/Turabian StylePark, Wan-Goo, Su-Young Choi, Jin-Sang Park, Dong-Bum Kim, Xing-Yang He, and Sang-Keun Oh. 2020. "Analysis on the Effects of External Temperature and Welding Speed on the Safety of EVA Waterproofing Sheet Joints by Hot Air Welding" Materials 13, no. 23: 5586. https://doi.org/10.3390/ma13235586