Pyrometric-Based Melt Pool Monitoring Study of CuCr1Zr Processed Using L-PBF



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material and Processing
- (a)
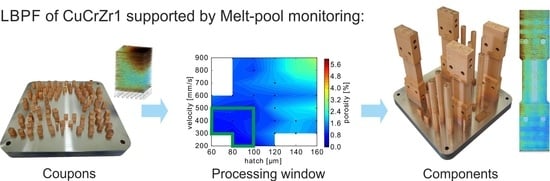
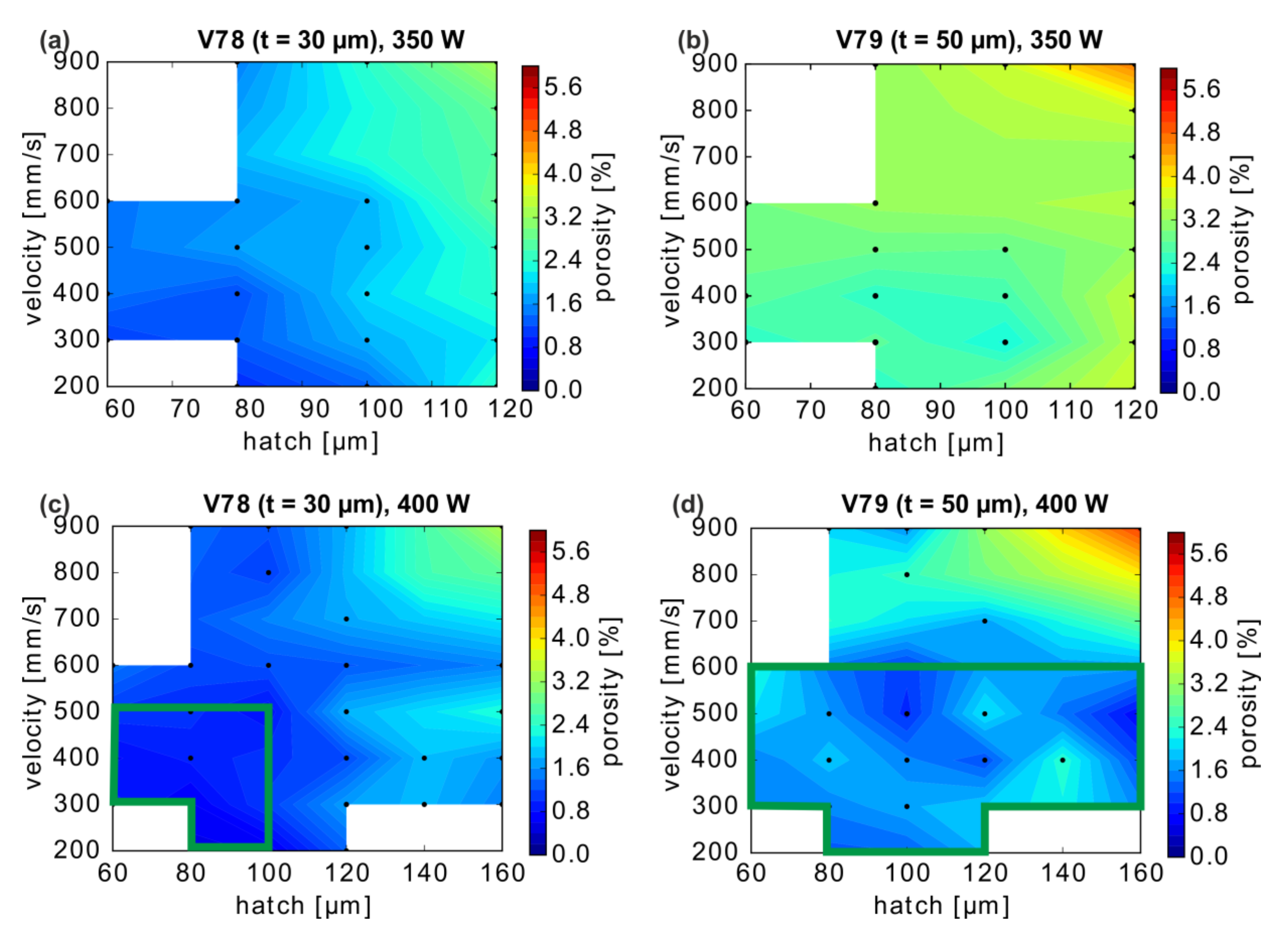
- For the material density (porosity) optimization and process window determination, 160 cuboids (10 × 10 × 12 mm3) were produced using 114 different processing parameters with hatch distances h from 80 µm to 180 µm, scan velocities v from 200 to 1000 mm/s, two different laser powers P (350 W, 400 W), and two different layer thicknesses t (30 µm and 50 µm). No separate contour strategy was used.
- (b)
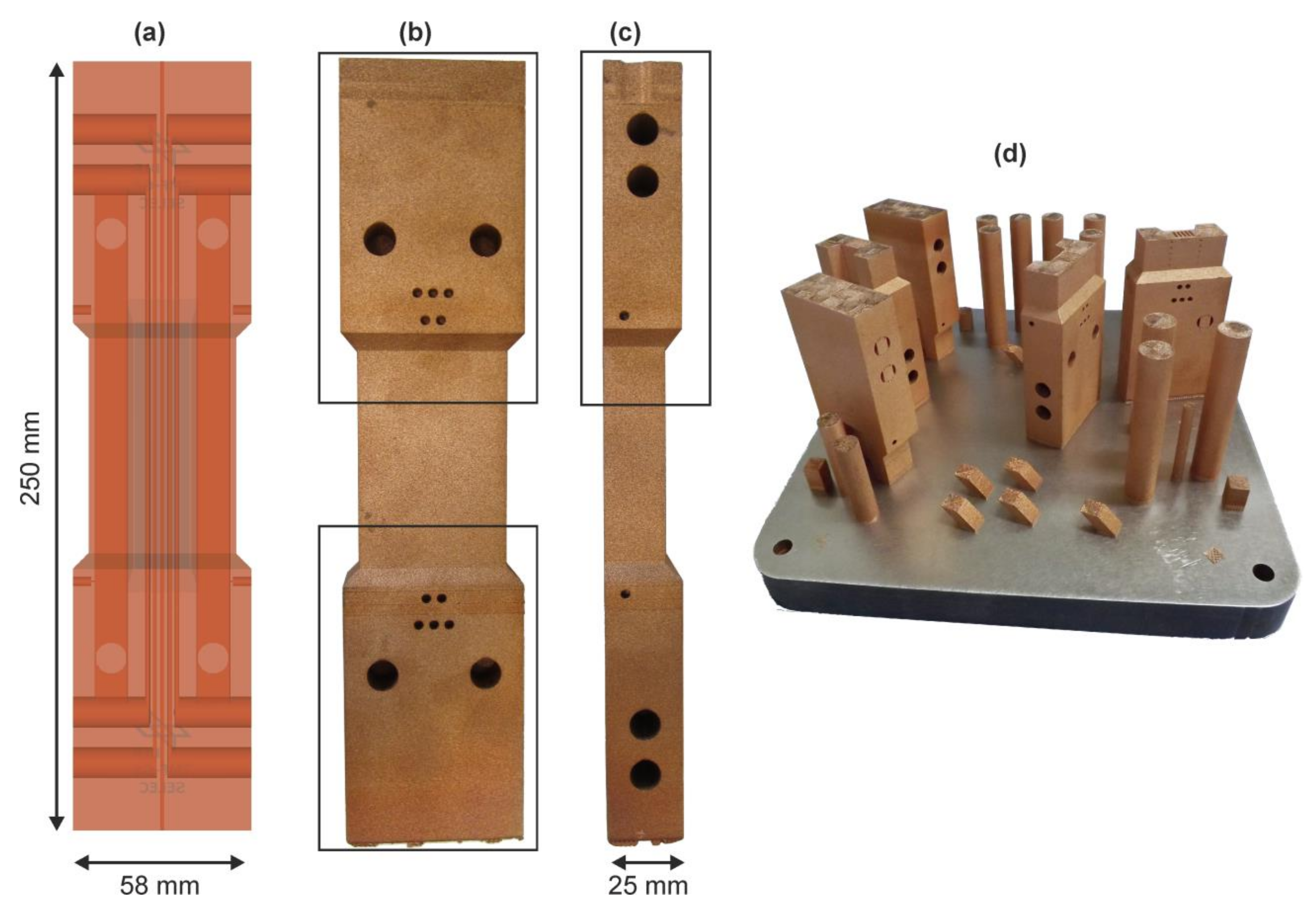
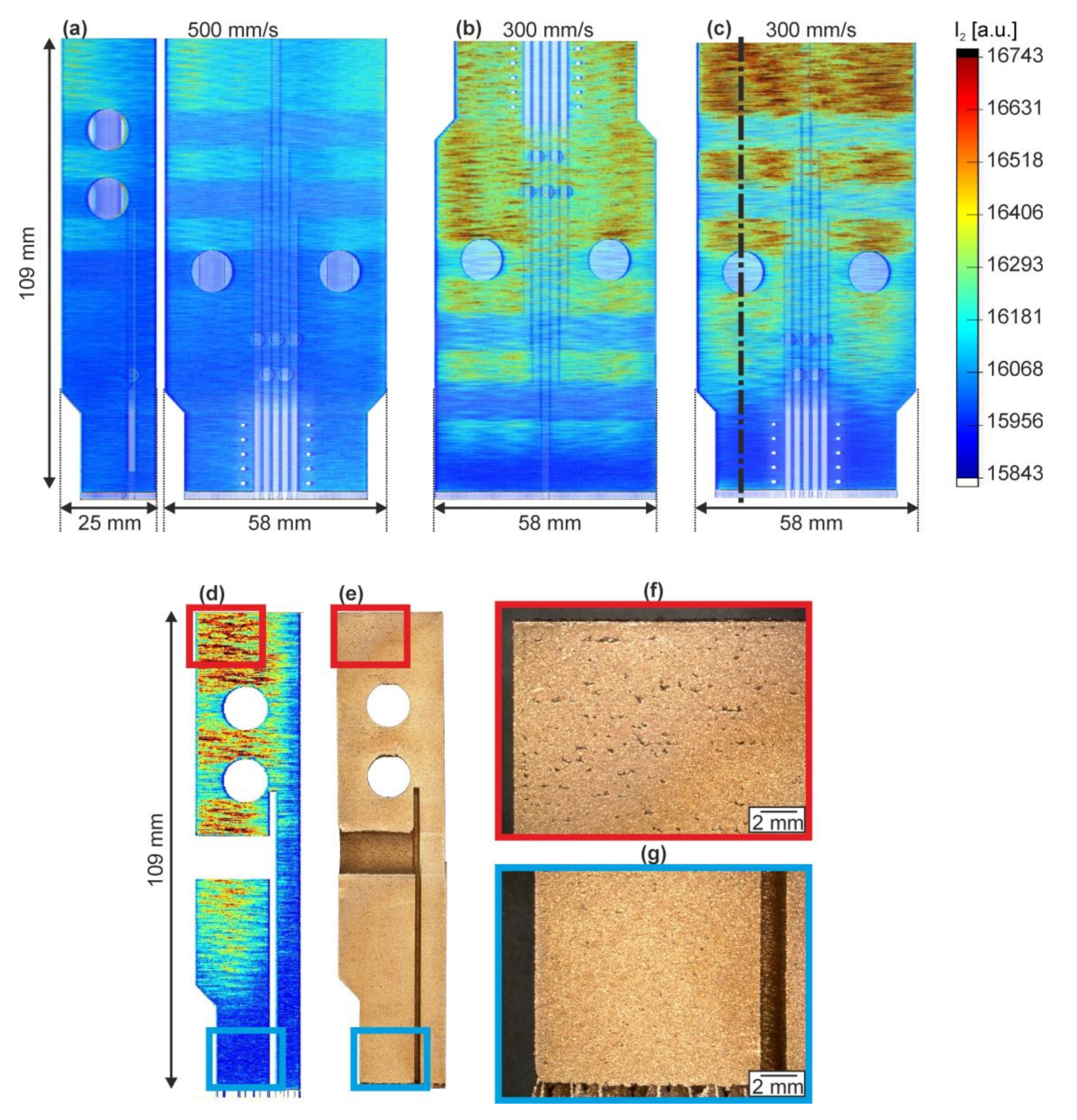
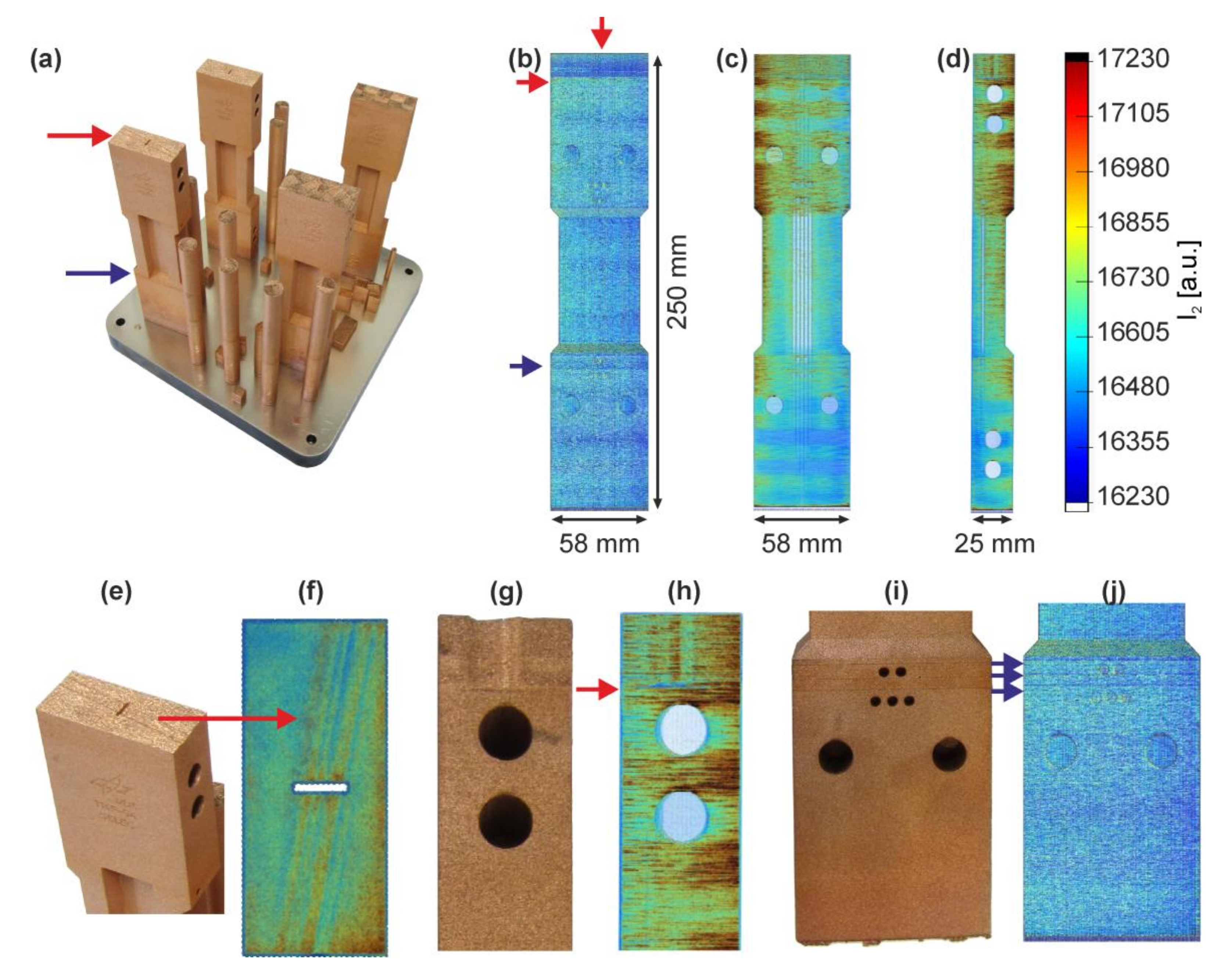
- In order to investigate the influence of upscaling and geometry, larger and geometrically challenging thermo-mechanical-fatigue (TMF) test-panels and segments thereof were manufactured with two-parameter combinations determined from the porosity optimization (t = 50 µm, P = 400 W, h = 120 µm and two different velocities v = 300 mm/s and 500 mm/s).
2.2. Experimental Methods
2.3. MPM
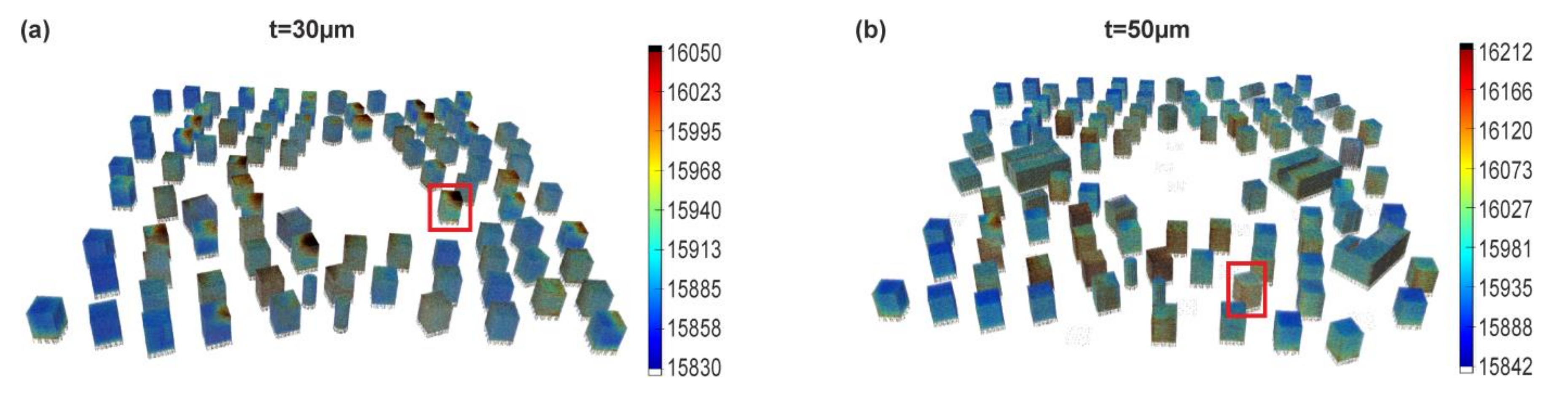
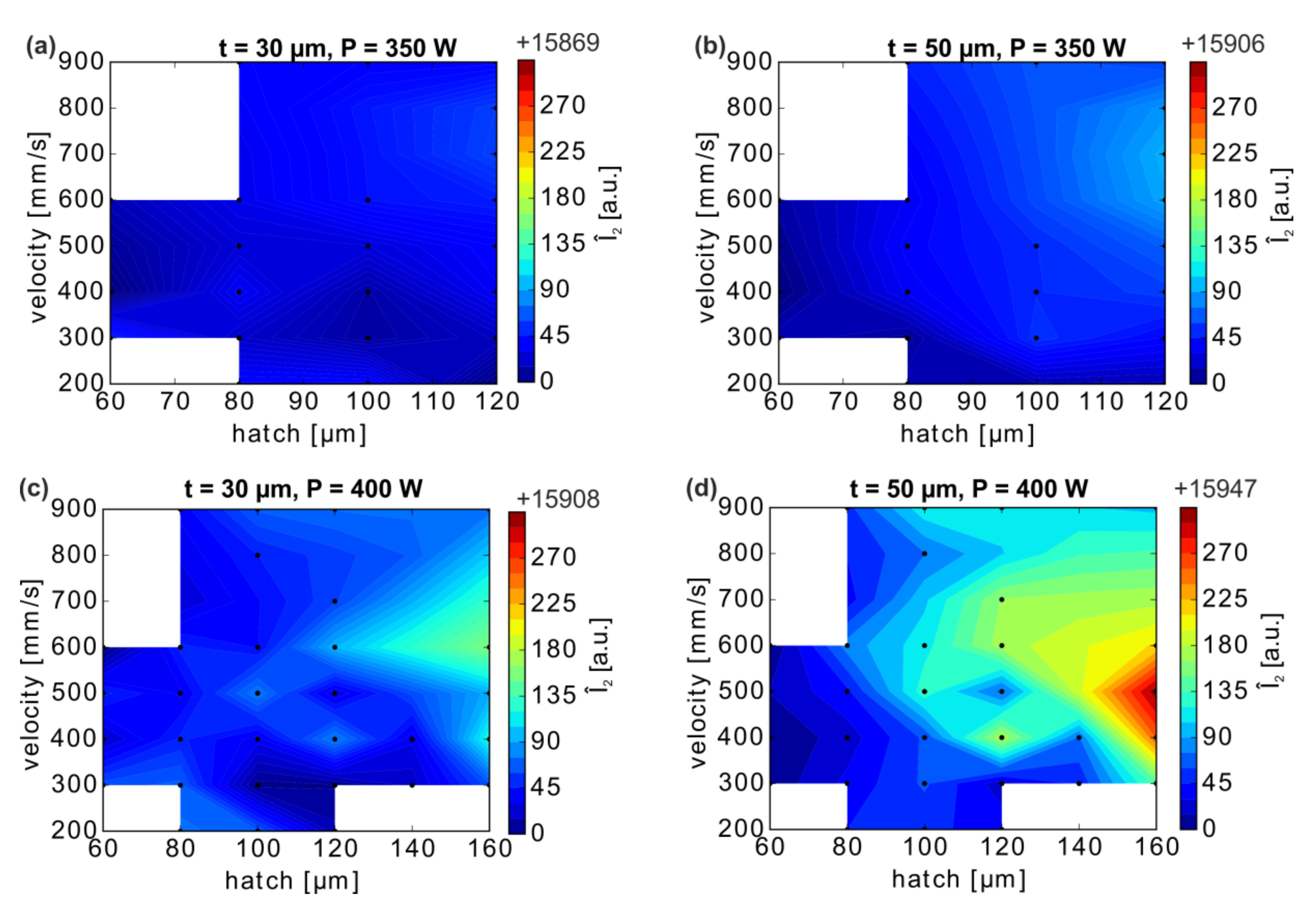
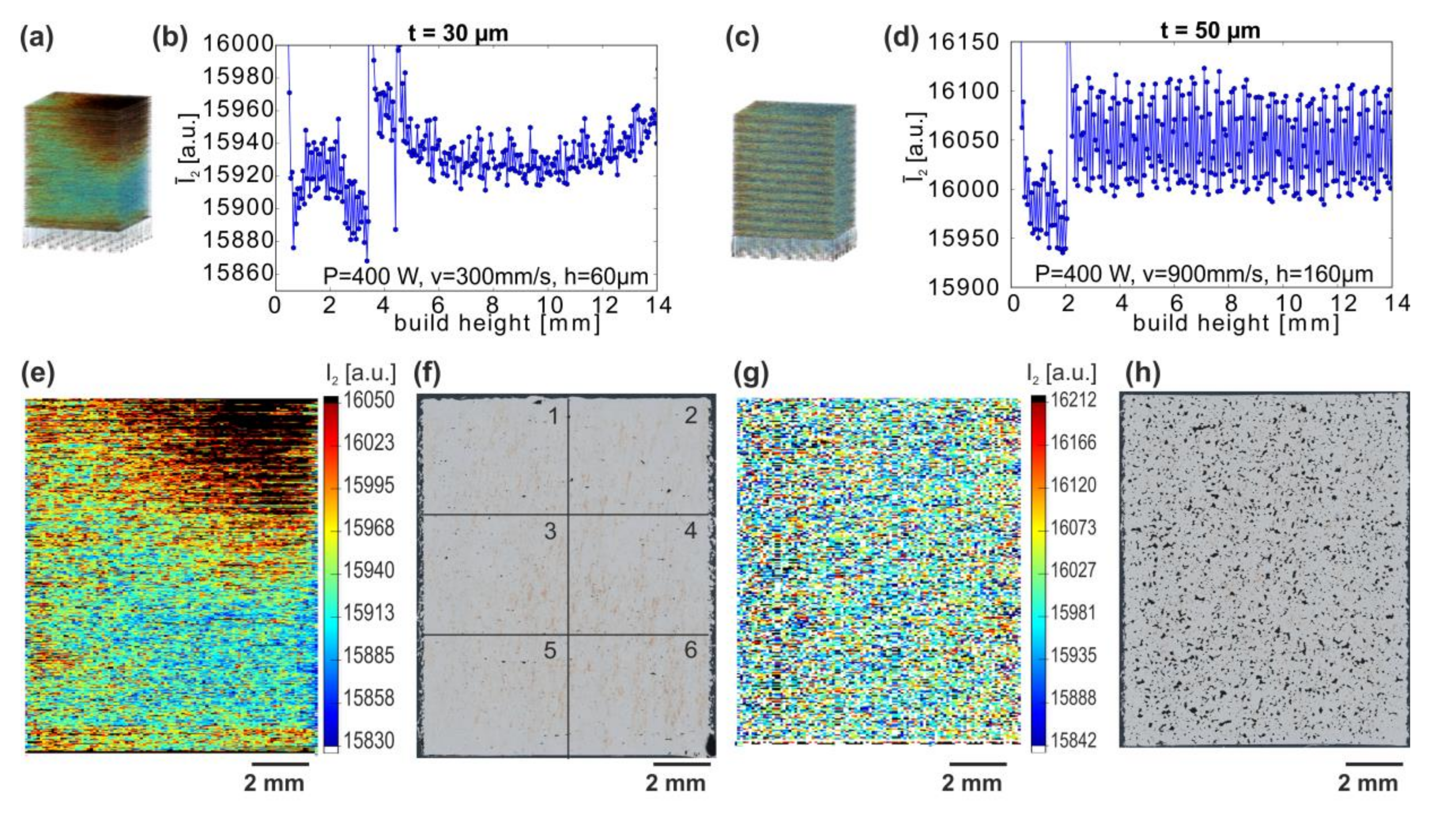
- For cuboids: when calculating the mean values of an MPM intensity (or the quotient) per layer, python scripts that take a data point every 200 µs into account were devised. This amounts to 2 × 106 non-zero values for the total built platform per layer, or ≈25,000 data points for each specimen per layer, respectively. The 3D visualization was carried out with a DLR-software in conjunction with AVIZO. From the build with t = 30 µm, data points were read every 50 µs and averaged onto a grid with a voxel size of 0.09 × 0.09 × 0.03 mm3. From the build with t = 50 µm, data points were read every 50 µs and averaged onto a grid with a voxel size of 0.09 × 0.09 × 0.05 mm3.
- For the build with segments of TMF-panels: data points were read and averaged every 50 µs onto a grid with a voxel size of 0.15 × 0.15 × 0.15 mm3.
- For the build with full TMF-panels: data points were read and averaged every 100 µs onto a grid with a voxel size of 0.15 × 0.15 × 0.15 mm3.
3. Results and Discussion
3.1. Part I: Cuboids
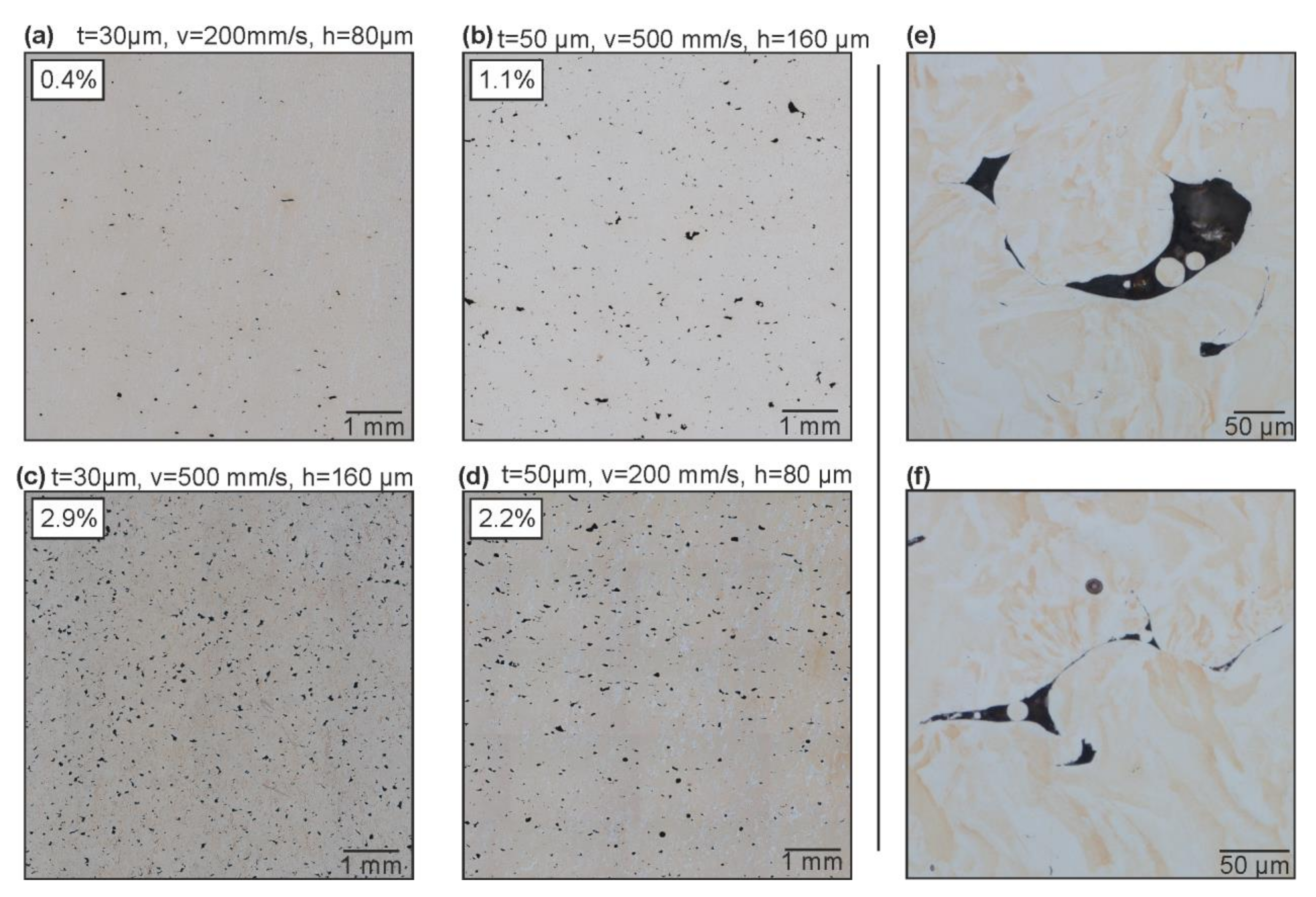
3.1.1. Density Analysis with LOM and Archimedes Method
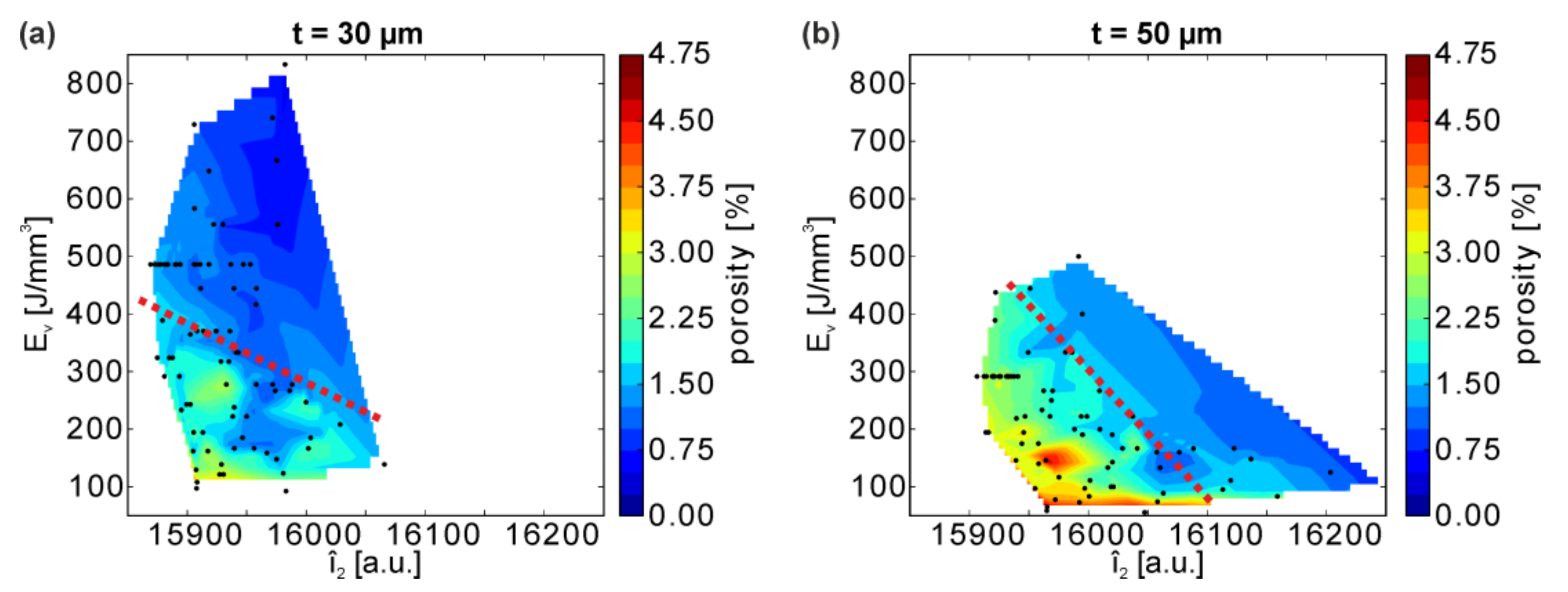
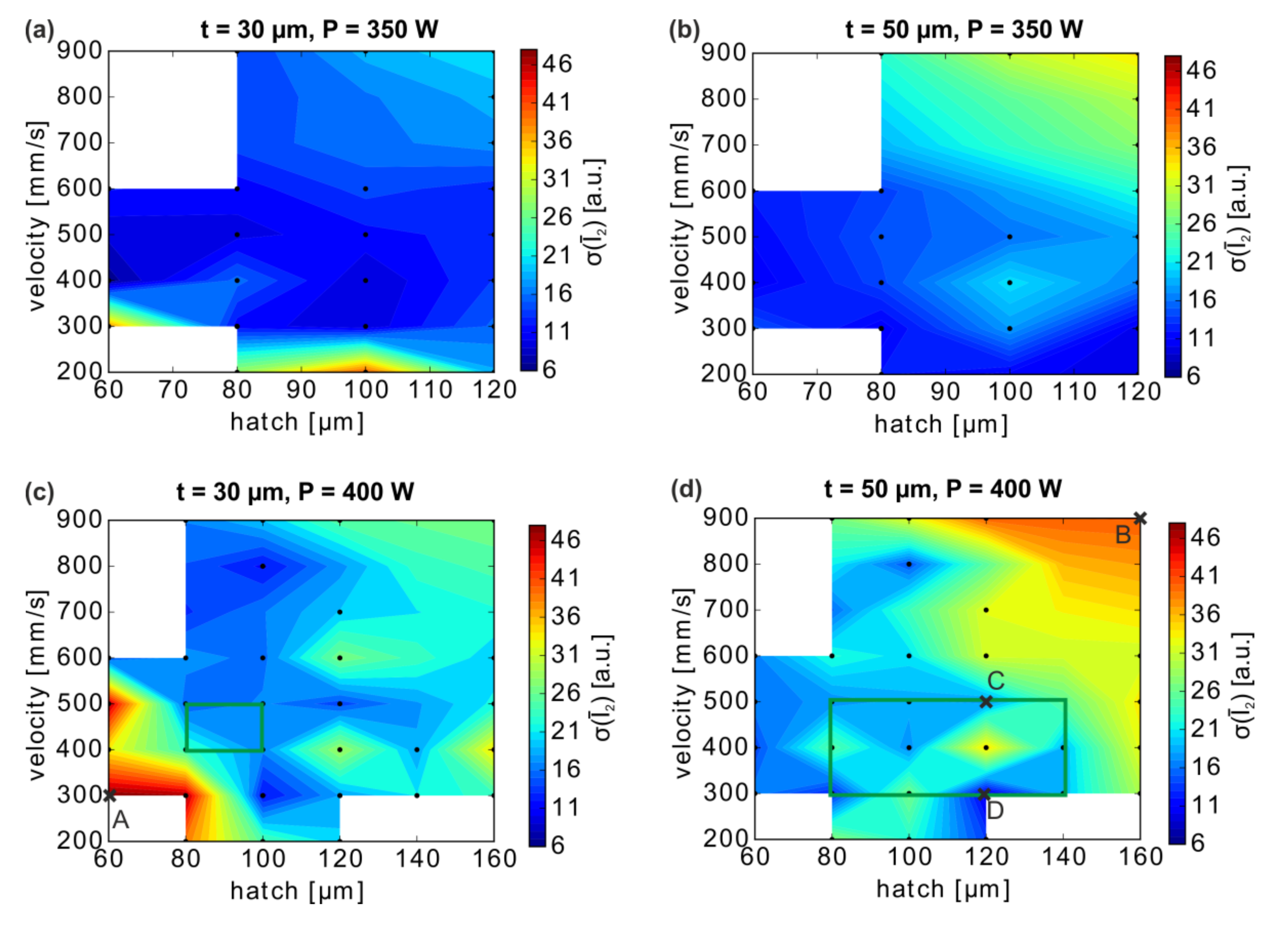
3.1.2. MPM of Coupon Specimen
3.2. Part II: Components
3.2.1. Influence of Geometry and Build Strategy on Porosity
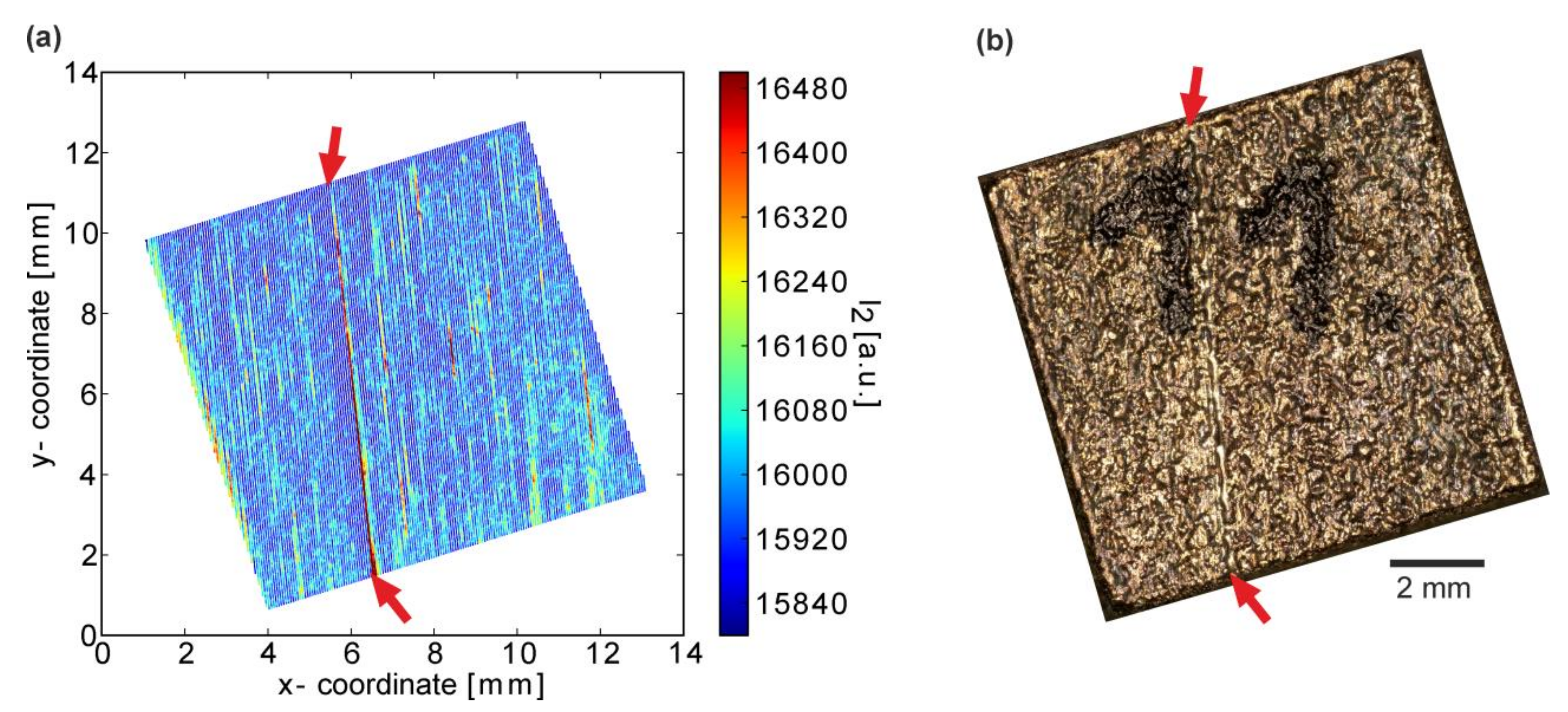
3.2.2. Identification of Single Part Irregularities from MPM
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gradl, P.R.; Protz, C.; Greene, S.E.; Ellis, D.; Lerch, B.; Locci, I. Development and Hot-fire Testing of Additively Manufactured Copper Combustion Chambers for Liquid Rocket Engine Applications. In Proceedings of the 53rd AIAA/SAE/ASEE Joint Propulsion Conference, Atlanta, GA, USA, 10–12 July 2017; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2017. [Google Scholar] [CrossRef] [Green Version]
- Moriya, S.; Inoue, T.; Sasaki, M.; Nakamoto, T.; Kimura, T.; Nomura, N.; Kikuchi, K.; Kawasaki, A.; Kato, T.; Masuda, I. Feasibility Study on Additive Manufacturing of Liquid Rocket Combustion Chamber. Trans. Jpn. Soc. Aeronaut. Space Sci. 2018, 16, 261–266. [Google Scholar] [CrossRef] [Green Version]
- Lodes, M.A.; Guschlbauer, R.; Körner, C. Process development for the manufacturing of 99.94% pure copper via selective electron beam melting. Mater. Lett. 2015, 143, 298–301. [Google Scholar] [CrossRef]
- Raab, S.J.; Guschlbauer, R.; Lodes, M.A.; Körner, C. Thermal and Electrical Conductivity of 99.9% Pure Copper Processed via Selective Electron Beam Melting. Adv. Eng. Mater. 2016, 18, 1661–1666. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and Mechanical Properties of Ti6Al4V Parts Fabricated by Selective Laser Melting and Electron Beam Melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Balling phenomena during direct laser sintering of multi-component Cu-based metal powder. J. Alloys Compd. 2007, 432, 163–166. [Google Scholar] [CrossRef]
- Zhang, D.Q.; Liu, Z.H.; Chua, C.K. Investigation on forming process of copper alloys via Selective Laser Melting. In Proceedings of the High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 1 October 2013; pp. 285–289. [Google Scholar]
- Mao, Z.; Zhang, D.; Wei, P.; Zhang, K. Manufacturing feasibility and forming properties of Cu-4Sn in selective laser melting. Materials 2017, 10, 333. [Google Scholar] [CrossRef] [Green Version]
- Popovich, A.; Sufiiarov, V.; Polozov, I.; Borisov, E.; Masaylo, D.; Orlov, A. Microstructure and mechanical properties of additive manufactured copper alloy. Mater. Lett. 2016, 179, 38–41. [Google Scholar] [CrossRef]
- Guan, P.; Chen, X.; Liu, P.; Sun, F.; Zhu, C.; Zhou, H.; Fu, S.; Wu, Z.; Zhu, Y. Effect of selective laser melting process parameters and aging heat treatment on properties of CuCrZr alloy. Mater. Res. Exp. 2019, 6, 1165c1161. [Google Scholar] [CrossRef]
- Uhlmann, E.; Tekkaya, A.; Kashevko, V.; Gies, S.; Reimann, R.; John, P. Qualification of CuCr1Zr for the SLM Process. In Proceedings of the 7th International Conference on High Speed Forming, Dortmund, Germany, 27 April 2016. [Google Scholar]
- Wallis, C.; Buchmayr, B. Effect of heat treatments on microstructure and properties of CuCrZr produced by laser-powder bed fusion. Mater. Sci. Eng. A 2019, 744, 215–223. [Google Scholar] [CrossRef]
- Jahns, K.; Bappert, R.; Bohlke, P.; Krupp, U. Additive manufacturing of CuCr1Zr by development of a gas atomization and laser powder bed fusion routine. Int. J. Adv. Manuf. Technol. 2020, 107, 2151–2161. [Google Scholar] [CrossRef] [Green Version]
- Ikeshoji, T.-T.; Nakamura, K.; Yonehara, M.; Imai, K.; Kyogoku, H. Selective Laser Melting of Pure Copper. JOM 2018, 70, 396–400. [Google Scholar] [CrossRef]
- Thombansen, U.; Gatej, A.; Pereira, M. Process observation in fiber laser–based selective laser melting. Opt. Eng. 2014, 54, 011008. [Google Scholar] [CrossRef] [Green Version]
- Craeghs, T.; Bechmann, F.; Berumen, S.; Kruth, J.-P. Feedback control of Layerwise Laser Melting using optical sensors. Phys. Proc. 2010, 5, 505–514. [Google Scholar] [CrossRef] [Green Version]
- Tapia, G.; Elwany, A. A review on process monitoring and control in metal-based additive manufacturing. J. Manuf. Sci. Eng. 2014, 136, 060801. [Google Scholar] [CrossRef]
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 2. [Google Scholar] [CrossRef] [Green Version]
- Grasso, M.; Colosimo, B.M. Process defects and in situ monitoring methods in metal powder bed fusion: A review. Meas. Sci. Technol. 2017, 28, 044005. [Google Scholar] [CrossRef] [Green Version]
- Mani, M.; Lane, B.M.; Donmez, M.A.; Feng, S.C.; Moylan, S.P. A review on measurement science needs for real-time control of additive manufacturing metal powder bed fusion processes. Int. J. Prod. Res. 2017, 55, 1400–1418. [Google Scholar] [CrossRef] [Green Version]
- Berumen, S.; Bechmann, F.; Lindner, S.; Kruth, J.-P.; Craeghs, T. Quality control of laser- and powder bed-based Additive Manufacturing (AM) technologies. Phys. Proc. 2010, 5, 617–622. [Google Scholar] [CrossRef] [Green Version]
- Chivel, Y.; Smurov, I. On-line temperature monitoring in selective laser sintering/melting. Phys. Proc. 2010, 5, 515–521. [Google Scholar] [CrossRef] [Green Version]
- Clijsters, S.; Craeghs, T.; Buls, S.; Kempen, K.; Kruth, J.-P. In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system. Int. J. Adv. Manuf. Technol. 2014, 75, 1089–1101. [Google Scholar] [CrossRef]
- Pavlov, M.; Doubenskaia, M.; Smurov, I. Pyrometric analysis of thermal processes in SLM technology. Phys. Proc. 2010, 5, 523–531. [Google Scholar] [CrossRef] [Green Version]
- Lott, P.; Schleifenbaum, H.; Meiners, W.; Wissenbach, K.; Hinke, C.; Bültmann, J. Design of an Optical System for the In Situ Process Monitoring of Selective Laser Melting (SLM). Phys. Proc. 2011, 12, 683–690. [Google Scholar] [CrossRef]
- Craeghs, T.; Clijsters, S.; Kruth, J.P.; Bechmann, F.; Ebert, M.C. Detection of Process Failures in Layerwise Laser Melting with Optical Process Monitoring. Phys. Proc. 2012, 39, 753–759. [Google Scholar] [CrossRef] [Green Version]
- Bisht, M.; Ray, N.; Verbist, F.; Coeck, S. Correlation of selective laser melting-melt pool events with the tensile properties of Ti-6Al-4V ELI processed by laser powder bed fusion. Addit. Manuf. 2018, 22, 302–306. [Google Scholar] [CrossRef]
- Coeck, S.; Bisht, M.; Plas, J.; Verbist, F. Prediction of lack of fusion porosity in selective laser melting based on melt pool monitoring data. Addit. Manuf. 2019, 25, 347–356. [Google Scholar] [CrossRef]
- Gökhan Demir, A.; De Giorgi, C.; Previtali, B. Design and Implementation of a Multisensor Coaxial Monitoring System with Correction Strategies for Selective Laser Melting of a Maraging Steel. J. Manuf. Sci. Eng. 2018, 140. [Google Scholar] [CrossRef]
- Kolb, T.; Elahi, R.; Seeger, J.; Soris, M.; Scheitler, C.; Hentschel, O.; Tremel, J.; Schmidt, M. Camera signal dependencies within coaxial melt pool monitoring in laser powder bed fusion. Rapid Prototyp. J. 2020, 26, 100–106. [Google Scholar] [CrossRef]
- Rieder, H.; Dillhöfer, A.; Spies, M.; Bamberg, J.; Hess, T. Online monitoring of additive manufacturing processes using ultrasound. In Proceedings of the 11th European Conference on Non-Destructive Testing (ECNDT), Prague, Czech Republic, 6–10 October 2014; pp. 6–10. [Google Scholar]
- Eschner, N.; Weiser, L.; Häfner, B.; Lanza, G. Development of an acoustic process monitoring system for selective laser melting (SLM). In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 2097–2117. [Google Scholar]
- Smith, R.J.; Hirsch, M.; Patel, R.; Li, W.; Clare, A.T.; Sharples, S.D. Spatially resolved acoustic spectroscopy for selective laser melting. J. Mater. Proc. Technol. 2016, 236, 93–102. [Google Scholar] [CrossRef]
- Ye, D.; Hong, G.S.; Zhang, Y.; Zhu, K.; Fuh, J.Y.H. Defect detection in selective laser melting technology by acoustic signals with deep belief networks. Int. J. Adv. Manuf. Technol. 2018, 96, 2791–2801. [Google Scholar] [CrossRef]
- Shevchik, S.A.; Kenel, C.; Leinenbach, C.; Wasmer, K. Acoustic emission for in situ quality monitoring in additive manufacturing using spectral convolutional neural networks. Addit. Manuf. 2018, 21, 598–604. [Google Scholar] [CrossRef]
- Purtonen, T.; Kalliosaari, A.; Salminen, A. Monitoring and Adaptive Control of Laser Processes. Phys. Proc. 2014, 56, 1218–1231. [Google Scholar] [CrossRef] [Green Version]
- Neef, A.; Seyda, V.; Herzog, D.; Emmelmann, C.; Schönleber, M.; Kogel-Hollacher, M. Low Coherence Interferometry in Selective Laser Melting. Phys. Proc. 2014, 56, 82–89. [Google Scholar] [CrossRef] [Green Version]
- DePond, P.J.; Guss, G.; Ly, S.; Calta, N.P.; Deane, D.; Khairallah, S.; Matthews, M.J. In situ measurements of layer roughness during laser powder bed fusion additive manufacturing using low coherence scanning interferometry. Mater. Des. 2018, 154, 347–359. [Google Scholar] [CrossRef]
- Shedlock, D.; Edwards, T.; Toh, C. X-ray backscatter imaging for aerospace applications. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2011; pp. 509–516. [Google Scholar]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-Destructive Techniques Based on Eddy Current Testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leuders, S.; Thoene, M.; Riemer, A.; Niendorf, T.; Troster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Mattern, N.; Yokoyama, Y.; Mizuno, A.; Han, J.H.; Fabrichnaya, O.; Richter, M.; Kohara, S. Experimental and thermodynamic assessment of the La-Ti and La-Zr systems. Calphad Comput. Coupling Phase Diagr. Thermochem. 2016, 52, 8–20. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Goune, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alberts, D.; Schwarze, D.; Witt, G. In situ melt pool monitoring and the correlation to part density of Inconel® 718 for quality assurance in selective laser melting. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017; pp. 1481–1494. [Google Scholar]
- Demir, A.G.; Mazzoleni, L.; Caprio, L.; Pacher, M.; Previtali, B. Complementary use of pulsed and continuous wave emission modes to stabilize melt pool geometry in laser powder bed fusion. Opt. Laser Technol. 2019, 113, 15–26. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Artzt, K.; Stark, A.; Schell, N.; Siggel, M.; Gussone, J.; Kleinert, J.; Kitsche, W.; Requena, G.; Haubrich, J. Mapping the geometry of Ti-6Al-4V: From martensite decomposition to localized spheroidization during selective laser melting. Scr. Mater. 2020, 182, 48–52. [Google Scholar] [CrossRef]
- Islam, M.; Purtonen, T.; Piili, H.; Salminen, A.; Nyrhilä, O. Temperature Profile and Imaging Analysis of Laser Additive Manufacturing of Stainless Steel. Phys. Proc. 2013, 41, 835–842. [Google Scholar] [CrossRef] [Green Version]
- Kupferinstitut, D. Material Data Specification CuCr1Zr. Available online: https://www.kupferinstitut.de/fileadmin/user_upload/kupferinstitut.de/de/Documents/Shop/Verlag/Downloads/Werkstoffe/Datenblaetter/Niedriglegierte/CuCr1Zr.pdf (accessed on 8 August 2018).
- ISO 3369:2006—Impermeable Sintered Metal Materials and Hardmetals—Determination of Density; Beuth Verlag: Berlin, Germany, 2010.
- Cezairliyan, A.; Miiller, A.P. Melting-Point, Normal Spectral Emittance (at Melting-Point), and Electrical-Resistivity (above 1900-K) of Titanium by a Pulse Heating Method. J. Res. Nat. Bur. Stand. 1977, 82, 119–122. [Google Scholar] [CrossRef]
- Sridharan, N.; Chaudhary, A.; Nandwana, P.; Babu, S.S. Texture Evolution during Laser Direct Metal Deposition of Ti-6Al-4V. JOM 2016, 68, 772–777. [Google Scholar] [CrossRef]
- Becker, D. Selektives Laserschmelzen von Kupfer und Kupferlegierungen. Ph.D. Thesis, Aachen University, Aachen, Germany, 2014. [Google Scholar]
- Strumza, E.; Hayun, S.; Barzilai, S.; Finkelstein, Y.; David, R.; Yeheskel, O. In situ detection of thermally induced porosity in additively manufactured and sintered objects. J. Mater. Sci. 2019, 54, 1–10. [Google Scholar] [CrossRef]
- Ferrar, B.; Mullen, L.; Jones, E.; Stamp, R.; Sutcliffe, C.J. Gas flow effects on selective laser melting (SLM) manufacturing performance. J. Mater. Proc. Technol. 2012, 212, 355–364. [Google Scholar] [CrossRef]
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9. [Google Scholar] [CrossRef]
- Anwar, A.B.; Pham, Q.-C. Selective laser melting of AlSi10Mg: Effects of scan direction, part placement and inert gas flow velocity on tensile strength. J. Mater. Proc. Technol. 2017, 240, 388–396. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area 1 | Area 2 | Area 3 | Area 4 | Area 5 | Area 6 | |
|---|---|---|---|---|---|---|
| Pore count | 360 ± 45 | 186 ± 63 | 410 ± 48 | 327 ± 8 | 381 ± 26 | 381 ± 32 |
| Porosity [%] | 0.59 ± 0.18 | 0.40 ± 0.11 | 0.61 ± 0.12 | 0.55 ± 0.03 | 0.67 ± 0.17 | 0.58 ± 0.04 |
| A50 [µm2] | 115 ± 18 | 120 ± 41 | 119 ± 25 | 120 ± 25 | 116 ± 23 | 117 ± 24 |
| A90 [µm2] | 652 ± 131 | 838 ± 267 | 689 ± 105 | 689 ± 25 | 677 ± 23 | 652 ± 24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Artzt, K.; Siggel, M.; Kleinert, J.; Riccius, J.; Requena, G.; Haubrich, J. Pyrometric-Based Melt Pool Monitoring Study of CuCr1Zr Processed Using L-PBF. Materials 2020, 13, 4626. https://doi.org/10.3390/ma13204626
Artzt K, Siggel M, Kleinert J, Riccius J, Requena G, Haubrich J. Pyrometric-Based Melt Pool Monitoring Study of CuCr1Zr Processed Using L-PBF. Materials. 2020; 13(20):4626. https://doi.org/10.3390/ma13204626
Chicago/Turabian StyleArtzt, Katia, Martin Siggel, Jan Kleinert, Joerg Riccius, Guillermo Requena, and Jan Haubrich. 2020. "Pyrometric-Based Melt Pool Monitoring Study of CuCr1Zr Processed Using L-PBF" Materials 13, no. 20: 4626. https://doi.org/10.3390/ma13204626