Influence of Fraction Particle Size of Pure Straw and Blends of Straw with Calcium Carbonate or Cassava Starch on Pelletising Process and Pellet

 , , , ,
, , , ,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
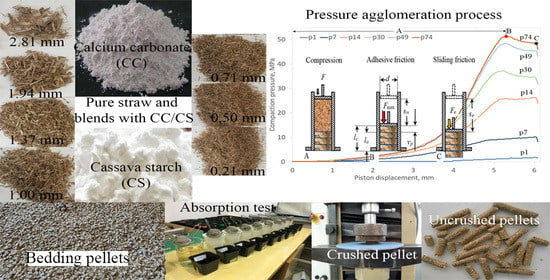
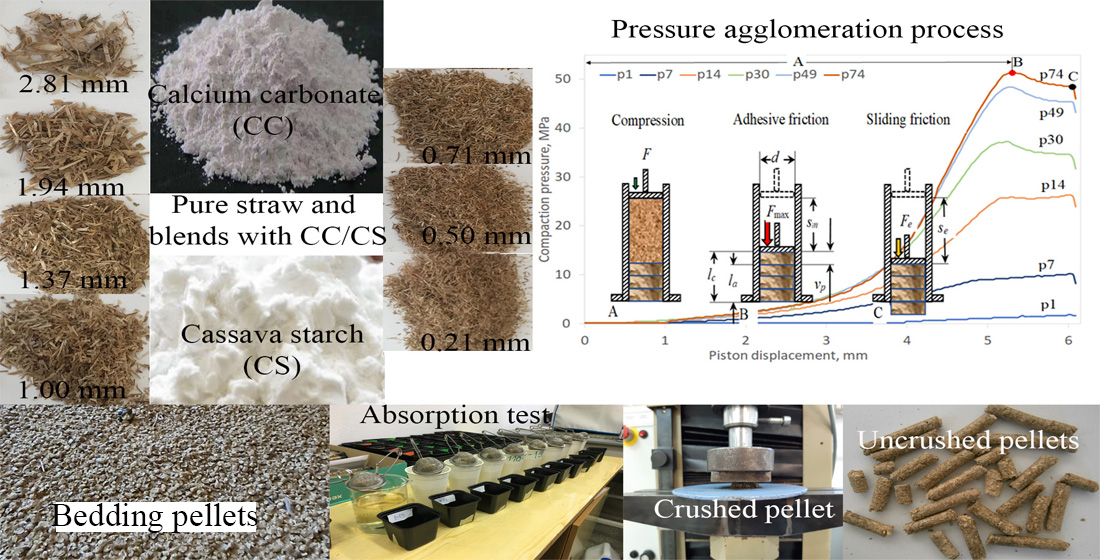
2.1. Material and Additives
2.2. Preparation of Samples
2.3. Separation of Fractions with Different Particle Sizes
2.4. Pelleting Process
2.5. Compaction Process and Pellets Parameters
2.6. Pellets Strength to Compressive Load
2.7. Water Absorption by Uncrushed and Crushed Pellets
2.8. Statistical Analysis
3. Results and Discussion
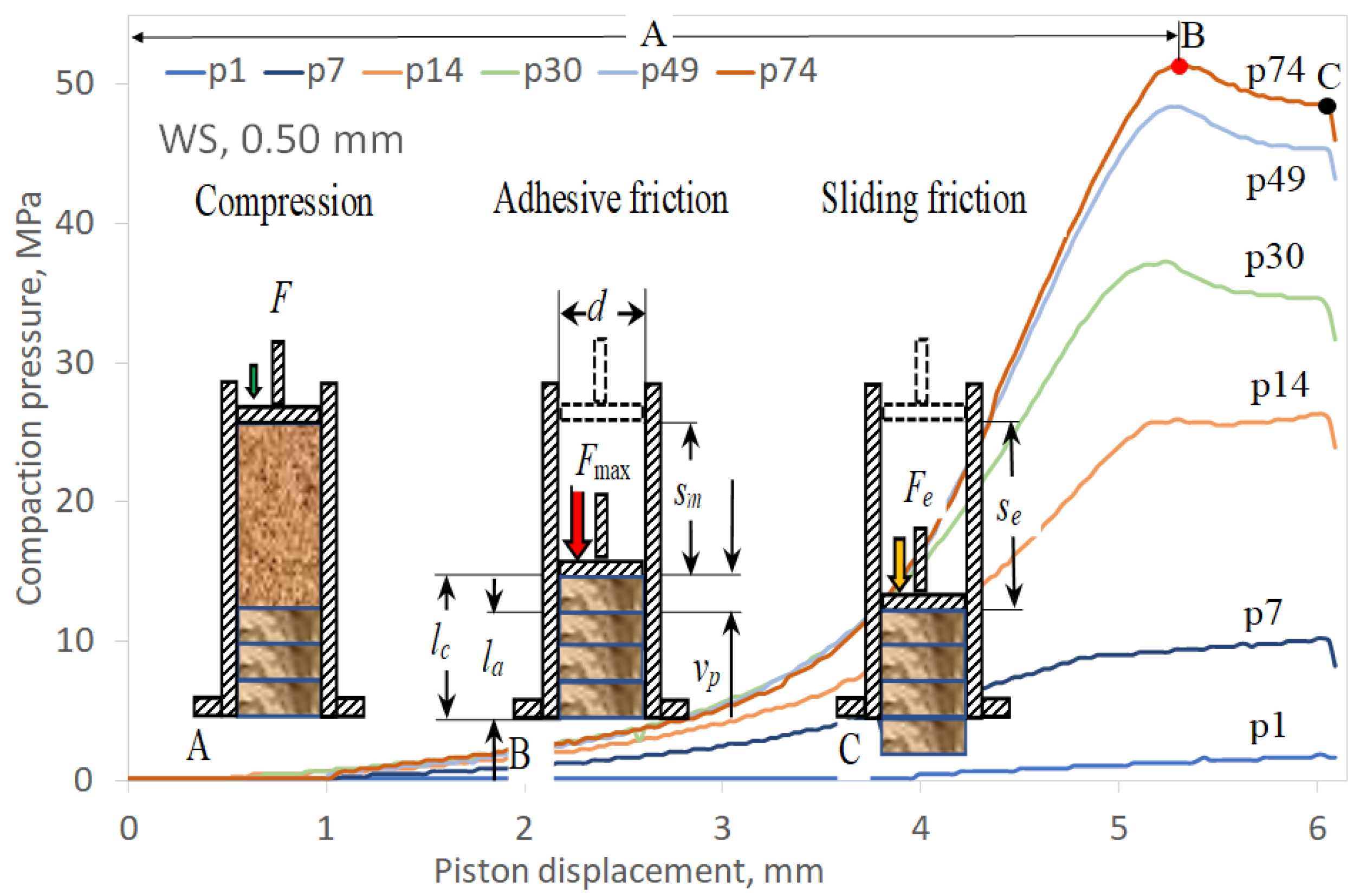
3.1. Pressure Agglomeration Process
3.2. Pressure Agglomeration Process and Pellet Parameters
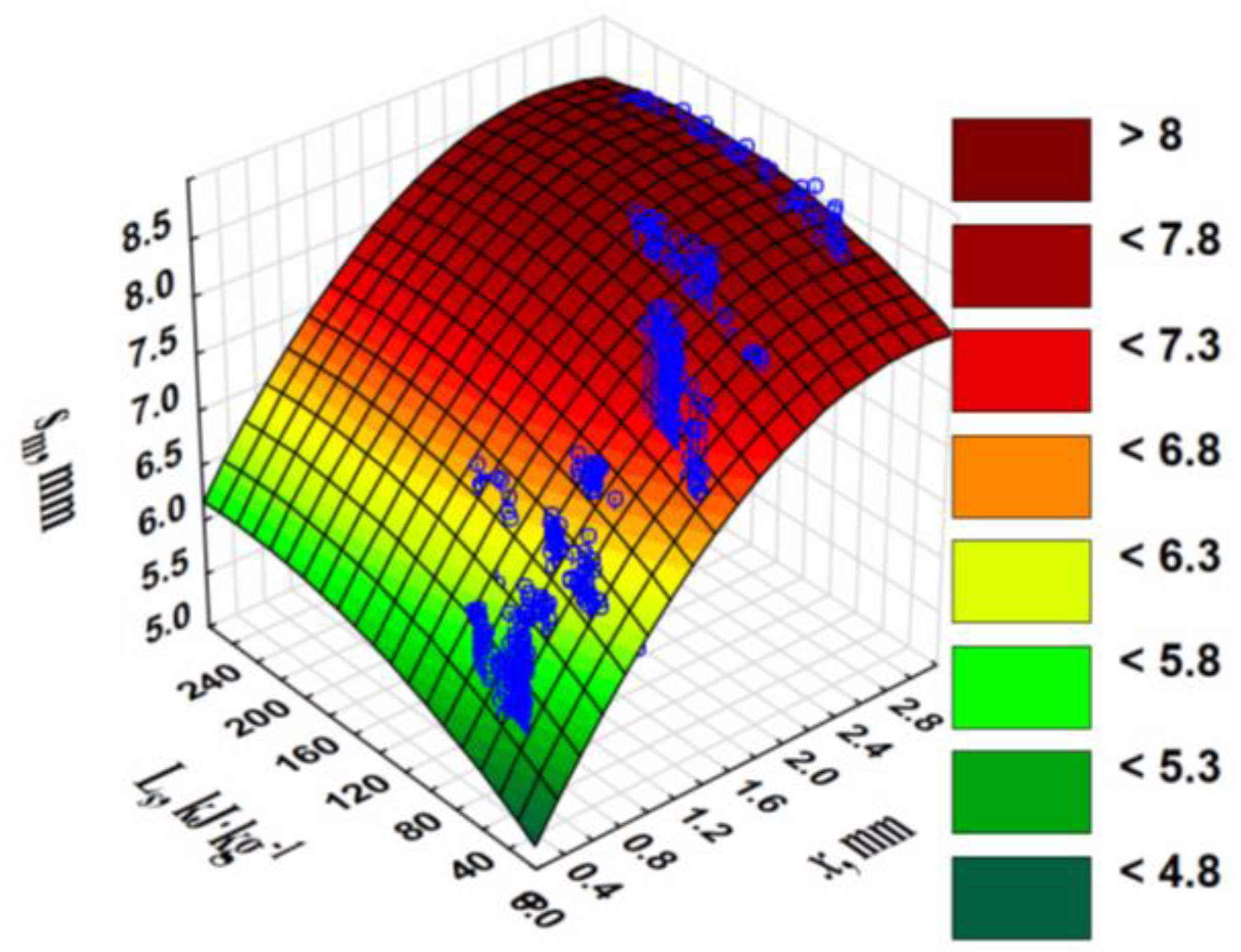
3.2.1. Pellet Diameter d, Piston Displacement to the Maximum Compaction Pressure sm, Pellet Shift in the Die vp, Specific Pellet Compaction Work Ls, and Specific Work of Pellet Shift in the Die Lv
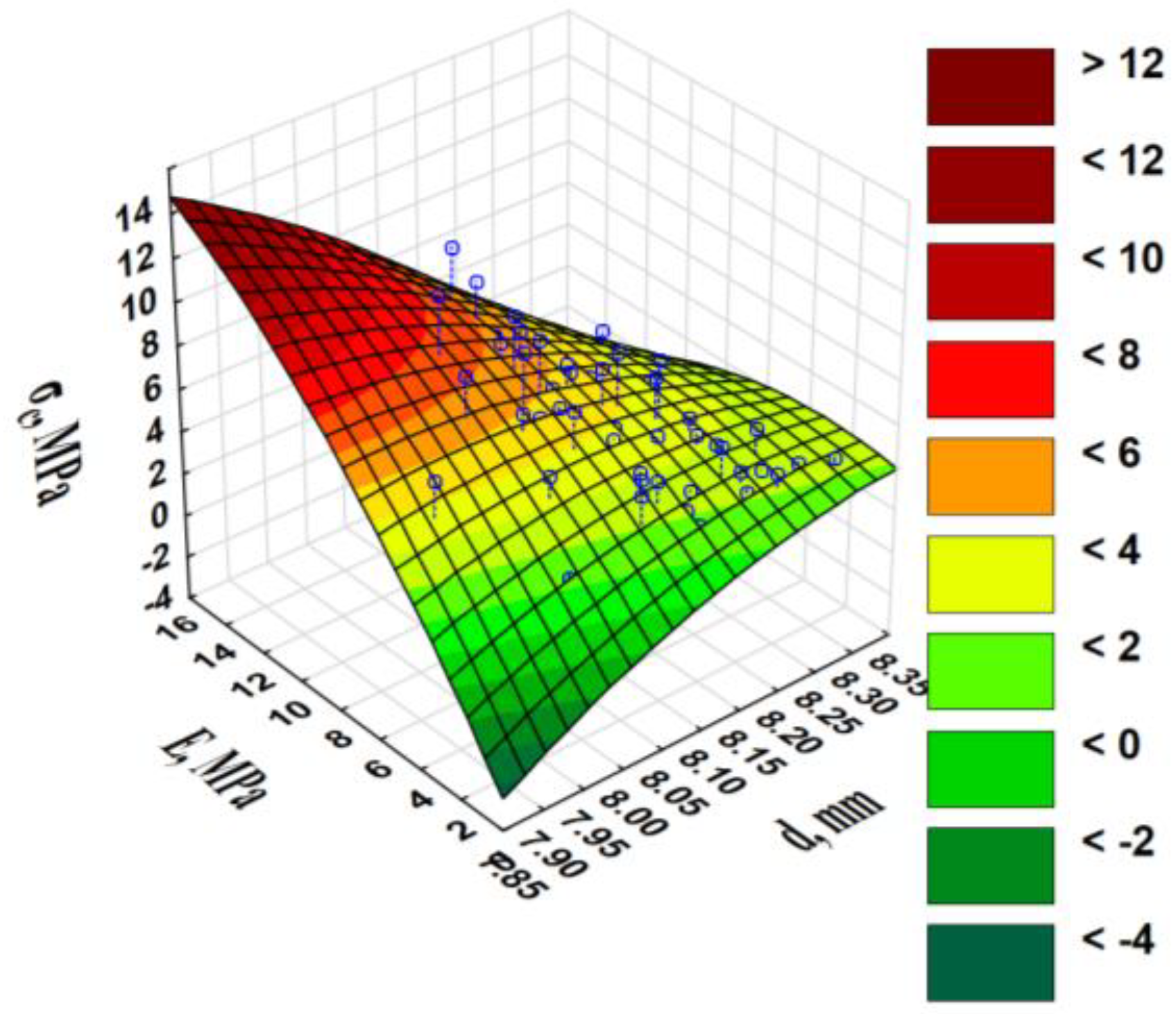
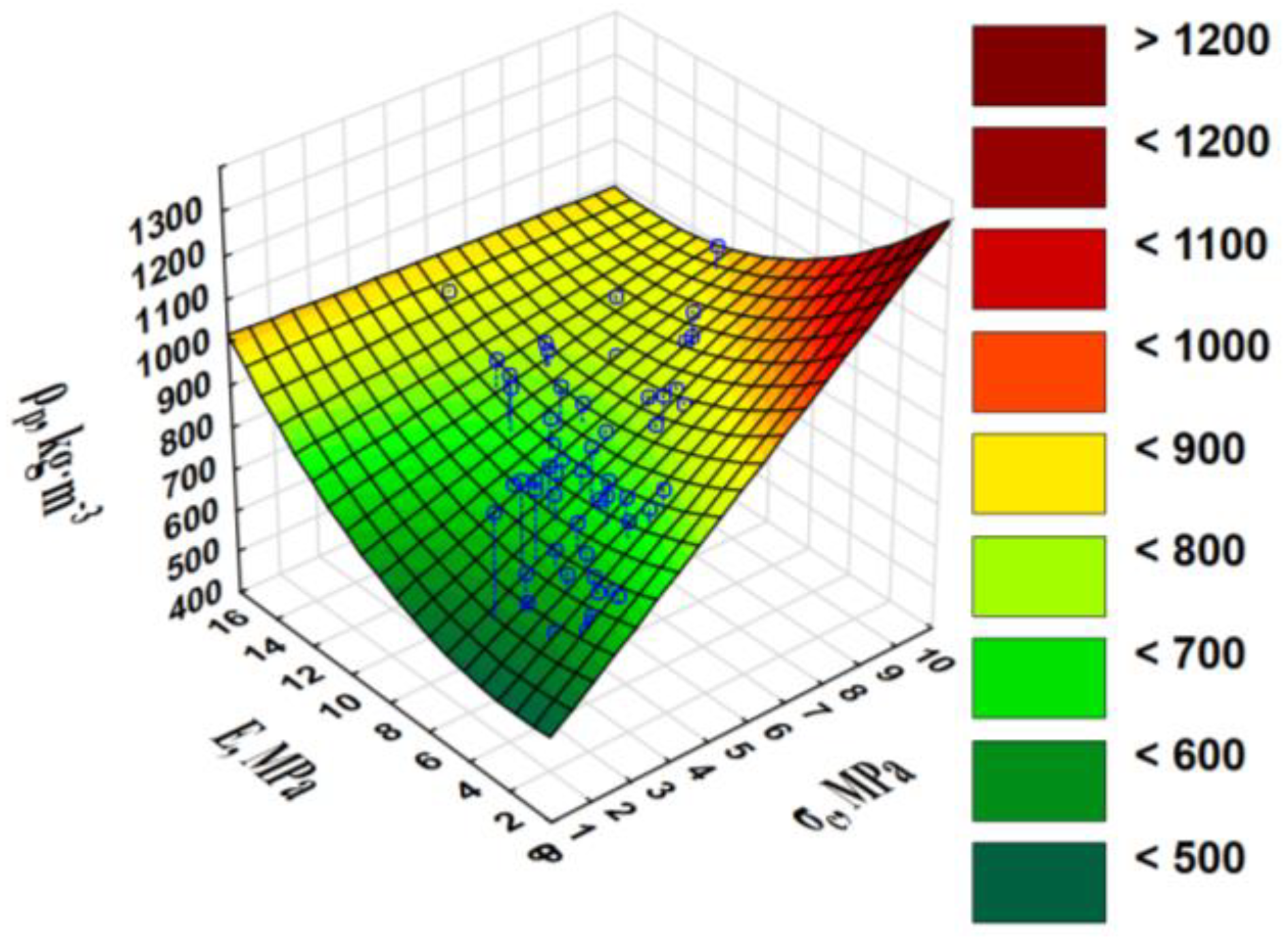
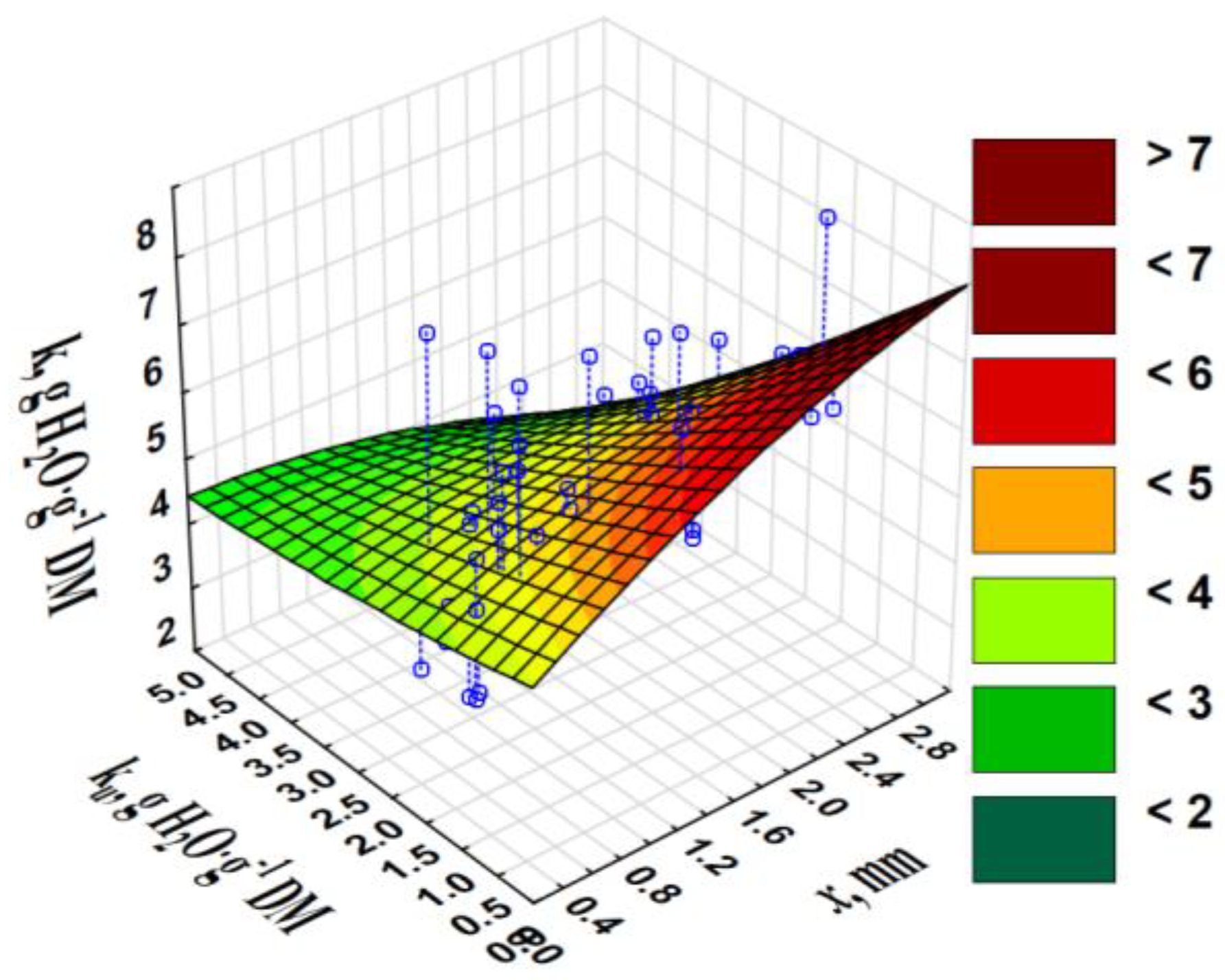
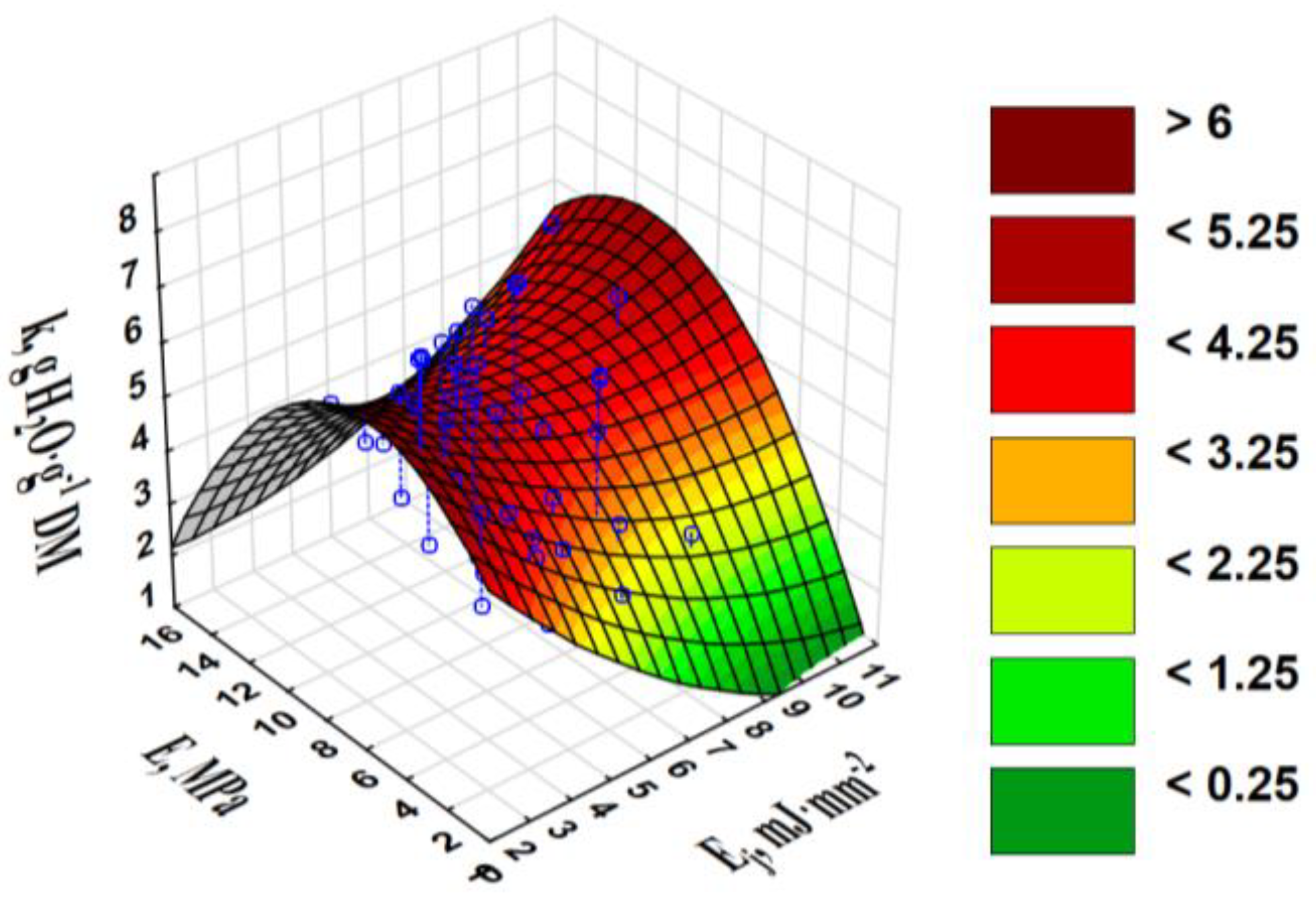
3.2.2. Elasticity Modulus for Pellet Compression E, Specific Pellet Compression Work Ej, Tensile Strength σc, Water Absorption by Uncrushed ku, and Crushed Pellets k
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| A | additive ratio (%) |
| d | pellet diameter (mm) |
| dm | die diameter (mm) |
| E | elasticity modulus for pellet compression (MPa) |
| Ej | specific pellet compression work (mJ·mm−2) |
| F, Fmax | compaction force; current and maximum, respectively (N) |
| Fc, Fcm | compressive force; in the elastic loading range and maximum, respectively (N) |
| k, ku | water absorption by crushed and uncrushed pellets, respectively (g H2O·g−1 DM) (DM—dry matter) |
| la | agglomerate length (mm) |
| lc | die height (mm) |
| lp | pellet length (mm) |
| Ls | specific compaction work (kJ·kg−1) |
| Lv | specific work for pellet shift in the die (kJ·kg−1) |
| MC | moisture content (% wb) |
| ms0, ms1 | weight of the pellet sample before and after soaking in water, respectively (g) |
| p | compaction pressure (MPa) |
| pm | maximum agglomeration pressure (MPa) |
| se | end piston displacement (mm) |
| sm | piston displacement at maximum agglomeration pressure (mm) |
| t | material temperature (°C) |
| vp | pellet shift in the die (mm) |
| x | fraction particle size, geometric mean of particle size (mm) |
| Δl | pellet deformation under load (mm) |
| ρp | DM single pellet density (kg·m−3) |
| σc | tensile strength (MPa) |
| CC | calcium carbonate |
| CS | cassava starch |
| WS | wheat straw |
References
- Kaukonen, E.; Norring, M.; Valros, A. Evaluating the effects of bedding materials and elevated platforms on contact dermatitis and plumage cleanliness of commercial broilers and on litter condition in broiler houses. Br. Poult. Sci. 2017, 58, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Kheravii, S.K.; Swick, R.A.; Choct, M.; Wu, S.-B. Potential of pelleted wheat straw as an alternative bedding material for broilers. Poult. Sci. 2017, 96, 1641–1647. [Google Scholar] [CrossRef]
- Farhadi, D. Evaluation of the Physical and Chemical Properties of Some Agricultural Wastes as Poultry Litter Material. Glob. J. Anim. Sci. Res. J. 2014, 2, 270–276. [Google Scholar]
- Pagthinathan, M.; Inthujaa, M.; Wijekoon, W.M.W.S.B. Effect of Litter Materials on Broiler Performance. Sch. J. Agric. Vet. Sci. 2019, 6, 135–139. [Google Scholar] [CrossRef]
- Samuelsson, R.; Larsson, S.H.; Thyrel, M.; Lestander, T.A. Moisture content and storage time influence the binding mechanisms in biofuel wood pellets. Appl. Energy 2012, 99, 109–115. [Google Scholar] [CrossRef]
- Theerarattananoon, K.; Xu, F.; Wilson, J.; Ballard, R.; McKinney, L.; Staggenborg, S.; Vadlani, P.; Pei, Z.; Wang, D. Physical properties of pellets made from sorghum stalk, corn stover, wheat straw, and big bluestem. Ind. Crops Prod. 2011, 33, 325–332. [Google Scholar] [CrossRef]
- Vlăduţ, V.; Chiţoiu, M.; Danciu, A.; Militaru, M.; Lehr, C. The importance of humidity on agricultural and forestry biomass in the process of pellets and agri-pellets production. Bull. Univ. Agric. Sci. Vet. Med. Cluj-Napoca-Agric. 2010, 67, 292–300. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- Graham, S.; Eastwick, C.N.; Snape, C.; Quick, W. Mechanical degradation of biomass wood pellets during long term stockpile storage. Fuel Process. Technol. 2017, 160, 143–151. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Voicea, I.; Voicu, G.; Cârdei, P.; Vlăduţ, V.; Găgeanu, I.; Daraban, A. Theoretical and experimental research on the process of biomass briquetting. UPB Sci. Bull. Ser. D Mech. Eng. 2016, 78, 203–214. [Google Scholar]
- Nurek, T.; Gendek, A.; Roman, K.; Dąbrowska, M. The effect of temperature and moisture on the chosen parameters of briquettes made of shredded logging residues. Biomass Bioenergy 2019, 130, 105368. [Google Scholar] [CrossRef]
- Carroll, J.P.; Finnan, J. Physical and chemical properties of pellets from energy crops and cereal straws. Biosyst. Eng. 2012, 112, 151–159. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Bańda, M.; Wiącek, J.; Parafiniuk, P.; Gondek, E. Mechanical and combustion properties of sawdust—Straw pellets blended in different proportions. Fuel Process. Technol. 2017, 156, 366–375. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, K.; Sun, Y. Pelletizing Properties of Wheat Straw Blending with Rice Straw. Energy Fuels 2017, 31, 5126–5134. [Google Scholar] [CrossRef]
- Stelte, W.; Sanadi, A.R.; Shang, L.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B. Recent developments in biomass pelletization—A review. BioResources 2012, 7, 4451–4490. [Google Scholar] [CrossRef]
- Scatolino, M.V.; Neto, L.F.C.; Protásio, T.D.P.; Carneiro, A.D.C.O.; Andrade, C.R.; Júnior, J.B.G.; Mendes, L.M. Options for Generation of Sustainable Energy: Production of Pellets Based on Combinations Between Lignocellulosic Biomasses. Waste Biomass Valoriz. 2017, 9, 479–489. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass Bioenergy 2011, 35, 910–918. [Google Scholar] [CrossRef] [Green Version]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Lisowski, A.; Matkowski, P.; Dąbrowska, M.; Piątek, M.; Świętochowski, A.; Klonowski, J.; Mieszkalski, L.; Reshetiuk, V. Particle Size Distribution and Physicochemical Properties of Pellets Made of Straw, Hay, and Their Blends. Waste Biomass Valoriz. 2018, 11, 63–75. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Tian, S.-H.; Li, Z.; Luo, R.; Chen, D.; Tu, Y.; Xiong, Y. Conversion of recycled sawdust into high HHV and low NOx emission bio-char pellets using lignin and calcium hydroxide blended binders. Renew. Energy 2013, 60, 559–565. [Google Scholar] [CrossRef]
- Nurek, T.; Gendek, A.; Roman, K.; Dąbrowska-Salwin, M. The Impact of Fractional Composition on the Mechanical Properties of Agglomerated Logging Residues. Sustainability 2020, 12, 6120. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Matkowski, P.; Lisowski, A.; Świętochowski, A. Pelletising pure wheat straw and blends of straw with calcium carbonate or cassava starch at different moisture, temperature, and die height values: Modelling and optimisation. J. Clean. Prod. 2020, 272, 122955. [Google Scholar] [CrossRef]
- Matkowski, P.; Lisowski, A.; Świętochowski, A. Effect of compacted dose of pure straw and blends of straw with calcium carbonate or cassava starch on pelletising process and pellet quality. J. Clean. Prod. 2020, 124006. [Google Scholar] [CrossRef]
- Gilvari, H.; De Jong, W.; Schott, D.L. Quality parameters relevant for densification of bio-materials: Measuring methods and affecting factors—A review. Biomass Bioenergy 2019, 120, 117–134. [Google Scholar] [CrossRef]
- Lehtikangas, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- Rossouw, P.; Kamelchuk, L.S.; Kusy, R.P. A fundamental review of variables associated with low velocity frictional dynamics. Semin. Orthod. 2003, 9, 223–235. [Google Scholar] [CrossRef]
- Lisowski, A.; Dąbrowska-Salwin, M.; Ostrowska-Ligęza, E.; Nawrocka, A.; Stasiak, M.; Świętochowski, A.; Klonowski, J.; Sypuła, M.; Lisowska, B. Effects of the biomass moisture content and pelleting temperature on the pressure-induced agglomeration process. Biomass Bioenergy 2017, 107, 376–383. [Google Scholar] [CrossRef]
- Uzun, B.B.; Yaman, E. Thermogravimetric characteristics and kinetics of scrap tyre and Juglans regia shell co-pyrolysis. Waste Manag. Res. 2014, 32, 961–970. [Google Scholar] [CrossRef]
- Pampuro, N.; Busato, P.; Cavallo, E. Effect of Densification Conditions on Specific Energy Requirements and Physical Properties of Compacts Made from Hop Cone. Energies 2018, 11, 2389. [Google Scholar] [CrossRef] [Green Version]
- Miao, Z.; Phillips, J.W.; Grift, T.E.; Mathanker, S.K. Measurement of Mechanical Compressive Properties and Densification Energy Requirement of Miscanthus × giganteus and Switchgrass. BioEnergy Res. 2014, 8, 152–164. [Google Scholar] [CrossRef]
- Lisowski, A.; Pajor, M.; Świętochowski, A.; Dąbrowska, M.; Klonowski, J.; Mieszkalski, L.; Ekielski, A.; Stasiak, M.; Piątek, M. Effects of moisture content, temperature, and die thickness on the compaction process, and the density and strength of walnut shell pellets. Renew. Energy 2019, 141, 770–781. [Google Scholar] [CrossRef]
- Nona, K.D.; Lenaerts, B.; Kayacan, E.; Saeys, W. Bulk compression characteristics of straw and hay. Biosyst. Eng. 2014, 118, 194–202. [Google Scholar] [CrossRef] [Green Version]
- Nielsen, S.K.; Mandø, M.; Rosenørn, A.B. Review of die design and process parameters in the biomass pelleting process. Powder Technol. 2020, 364, 971–985. [Google Scholar] [CrossRef]
- Larsson, S.; Lockneus, O.; Xiong, S.; Samuelsson, R. Cassava Stem Powder as an Additive in Biomass Fuel Pellet Production. Energy Fuels 2015, 29, 5902–5908. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.; Hartmann, H.; Bohm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. An overview of compaction of biomass grinds. Powd. Handl. Process. 2003, 15, 160–168. [Google Scholar]
- Järvinen, T.; Agar, D. Experimentally determined storage and handling properties of fuel pellets made from torrefied whole-tree pine chips, logging residues and beech stem wood. Fuel 2014, 129, 330–339. [Google Scholar] [CrossRef]
- Alcázar-Alay, S.C.; Meireles, M.A.A. Physicochemical properties, modifications and applications of starches from different botanical sources. Food Sci. Technol. 2015, 35, 215–236. [Google Scholar] [CrossRef] [Green Version]
- Breuninger, W.F.; Piyachomkwan, K.; Sriroth, K. Tapioca/Cassava Starch; Elsevier BV: Amsterdam, The Netherlands, 2009; pp. 541–568. [Google Scholar]
- Xu, H.; Zhou, S.; Jin, X.; Liu, Y. Monte Carlo simulation of the induction time and particle size distribution in the nucleation of calcium carbonate. Powder Technol. 2014, 253, 242–246. [Google Scholar] [CrossRef]
- Ndazi, B.; Tesha, J.V.; Bisanda, E.T.N. Some opportunities and challenges of producing bio-composites from non-wood residues. J. Mater. Sci. 2006, 41, 6984–6990. [Google Scholar] [CrossRef]
- Gope, P.C. Maximum tangential stress coupled with probabilistic aspect of fracture toughness of hybrid bio-composite. Eng. Sci. Technol. Int. J. 2018, 21, 201–214. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Buyuksari, U.; Avci, E.; Koc, E. Utilization of pine (Pinus pinea L.) cone in manufacture of wood based composite. For. Ecol. Manag. 2009, 259, 65–70. [Google Scholar] [CrossRef]
- Burt, C.D.; Cabrera, M.L.; Rothrock, M.J.; Kissel, D.E. Urea Hydrolysis and Calcium Carbonate Precipitation in Gypsum-Amended Broiler Litter. J. Environ. Qual. 2018, 47, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Hammes, F.; Boon, N.; De Villiers, J.; Verstraete, W.; Siciliano, S.D. Strain-Specific Ureolytic Microbial Calcium Carbonate Precipitation. Appl. Environ. Microbiol. 2003, 69, 4901–4909. [Google Scholar] [CrossRef] [Green Version]
- Hu, Q.; Yang, H.; Yao, D.; Zhu, D.; Wang, X.; Shao, J.; Chen, H. The densification of bio-char: Effect of pyrolysis temperature on the qualities of pellets. Bioresour. Technol. 2016, 200, 521–527. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | d, mm | sm, mm | vp, mm | Ls, kJ·kg−1 | Lv, kJ·kg−1 | ρp, kg·m−3 |
|---|---|---|---|---|---|---|
| p-value | ||||||
| Additive | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 |
| x | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 |
| Mean and ±SD for type of additive | ||||||
| NO | 8.19 b * ± 0.07 | 6.38 a ± 0.86 | 0.68 c ± 0.25 | 49.0 a ± 22.9 | 22.3 c ± 8.4 | 663 a ± 82 |
| CS | 8.11 a ± 0.05 | 7.20 c ± 0.84 | 0.38 a ± 0.24 | 64.7 b ± 25.7 | 11.7 a ± 9.4 | 737 b ± 113 |
| CC | 8.11 a ± 0.08 | 6.74 b ± 0.93 | 0.54 b ± 0.30 | 72.2 c ± 49.6 | 15.2 b ± 7.9 | 746 b ± 137 |
| Mean and ±SD for fraction, geometric mean of particle size on the i-th sieve xi | ||||||
| 0.21 | 8.09 a ± 0.09 | 5.91 b ± 0.26 | 0.61 b ± 0.25 | 41.9 a ± 12.4 | 15.87 bc ± 7.58 | 798 c ± 109 |
| 0.50 | 8.11 ab ± 0.07 | 5.59 a ± 0.37 | 0.61 b ± 0.29 | 48.3 b ± 13.0 | 20.08 de ± 10.03 | 674 ab ± 161 |
| 0.71 | 8.11 abc ± 0.07 | 6.29 c ± 0.24 | 0.58 b ± 0.27 | 55.8 c ± 26.0 | 19.42 de ± 8.06 | 650 a ± 138 |
| 1.00 | 8.19 d ± 0.10 | 6.37 c ± 0.38 | 0.63 b ± 0.30 | 49.6 b ± 13.8 | 18.60 cd ± 8.27 | 644 a ± 73 |
| 1.37 | 8.16 cd ± 0.05 | 7.52 d ± 0.52 | 0.59 b ± 0.32 | 37.6 a ± 10.4 | 10.86 a ± 5.86 | 726 b ± 89 |
| 1.94 | 8.14 bcd ± 0.06 | 7.93 e ± 0.25 | 0.38 a ± 0.25 | 83.9 d ± 27.8 | 12.06 ab ± 5.79 | 731 b ± 84 |
| 2.81 | 8.14 abcd ± 0.04 | 7.91 e ± 0.26 | 0.40 a ± 0.26 | 113.7 e ± 46.6 | 22.39 d ± 13.19 | 786 bc ± 45 |
| Factor | E, MPa | Ej, mJ·mm−2 | σc, MPa | ku, g H2O·g−1 DM | k, g H2O·g−1 DM |
|---|---|---|---|---|---|
| p-value | |||||
| Additive | <0.0001 | <0.0001 | <0.0001 | <0.0001 | 0.0053 |
| x | 0.0482 | 0.1470 | <0.0001 | <0.0001 | 0.1495 |
| Mean and ±SD for type of additive | |||||
| NO | 2.92 a * ± 1.11 | 3.42 a ± 1.38 | 2.52 a ± 0.86 | 2.32 b ± 0.74 | 3.90 a ± 1.03 |
| CS | 7.19 b ± 1.73 | 4.15 a ± 1.27 | 4.03 b ± 1.17 | 1.70 a ± 0.38 | 4.62 bc ± 1.15 |
| CC | 7.99 b ± 2.71 | 5.31 b ± 2.17 | 5.23 c ± 2.15 | 1.64 a ± 0.56 | 4.95 c ± 1.17 |
| Mean and ±SD for fraction. geometric mean of particle size on the i-th sieve xi | |||||
| 0.21 | 6.74 a ± 2.28 | 4.18 a ± 1.97 | 4.78 c ± 2.36 | 1.43 a ± 0.28 | 3.60 a ± 0.77 |
| 0.50 | 5.28 a ± 1.48 | 3.33 a ± 1.18 | 2.37 a ± 0.95 | 1.65 a ± 0.38 | 5.00 a ± 1.52 |
| 0.71 | 6.33 a ± 3.28 | 3.93 a ± 2.03 | 4.26 bc ± 2.33 | 2.02 ab ± 0.32 | 4.46 a ± 1.16 |
| 1.00 | 5.14 a ± 2.95 | 4.72 a ± 1.67 | 3.04 ab ± 0.81 | 1.83 ab ± 0.42 | 4.49 a ± 1.41 |
| 1.37 | 6.85 a ± 4.28 | 4.74 a ± 2.46 | 3.95 bc ± 1.80 | 1.69 a ± 0.92 | 4.49 a ± 0.76 |
| 1.94 | 6.46 a ± 3.43 | 5.19 a ± 1.49 | 4.75 c ± 1.79 | 2.28 b ± 0.43 | 4.70 a ± 1.14 |
| 2.81 | 5.45 a ± 2.44 | 3.97 a ± 1.35 | 4.35 c ± 1.22 | 2.29 b ± 1.00 | 4.70 a ± 1.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lisowski, A.; Matkowski, P.; Mieszkalski, L.; Mruk, R.; Stasiak, M.; Piątek, M.; Świętochowski, A.; Dąbrowska, M.; Obstawski, P.; Bakoń, T.; et al. Influence of Fraction Particle Size of Pure Straw and Blends of Straw with Calcium Carbonate or Cassava Starch on Pelletising Process and Pellet. Materials 2020, 13, 4623. https://doi.org/10.3390/ma13204623
Lisowski A, Matkowski P, Mieszkalski L, Mruk R, Stasiak M, Piątek M, Świętochowski A, Dąbrowska M, Obstawski P, Bakoń T, et al. Influence of Fraction Particle Size of Pure Straw and Blends of Straw with Calcium Carbonate or Cassava Starch on Pelletising Process and Pellet. Materials. 2020; 13(20):4623. https://doi.org/10.3390/ma13204623
Chicago/Turabian StyleLisowski, Aleksander, Patryk Matkowski, Leszek Mieszkalski, Remigiusz Mruk, Mateusz Stasiak, Michał Piątek, Adam Świętochowski, Magdalena Dąbrowska, Paweł Obstawski, Tomasz Bakoń, and et al. 2020. "Influence of Fraction Particle Size of Pure Straw and Blends of Straw with Calcium Carbonate or Cassava Starch on Pelletising Process and Pellet" Materials 13, no. 20: 4623. https://doi.org/10.3390/ma13204623