Characteristics of the Molten Pool Temperature Field and Its Influence on the Preparation of a Composite Coating on a Ti6Al4V Alloy in the Micro-Arc Oxidation Process

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
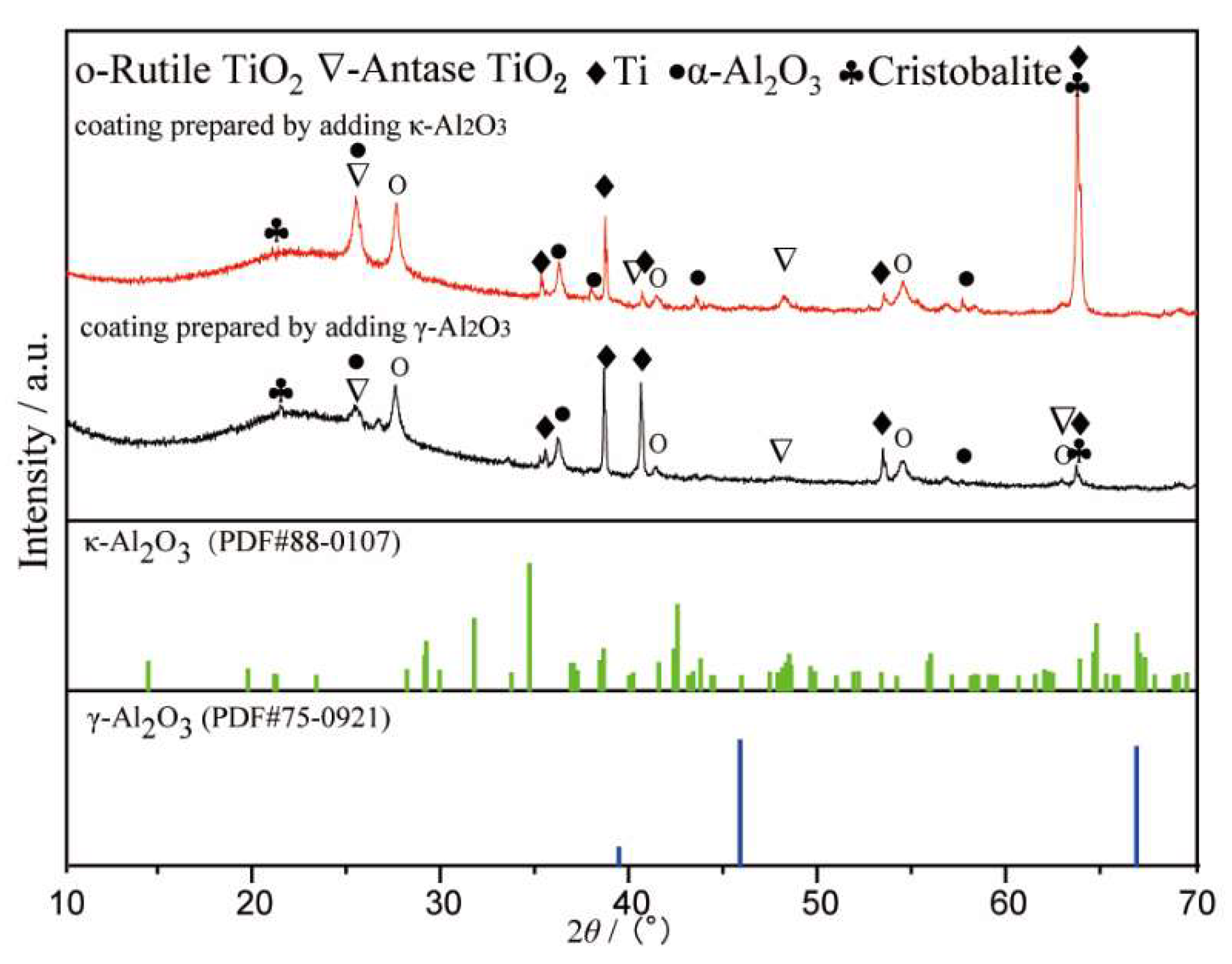
3.1. Phase Transition of Secondary Phase Particles under the Temperature Field Effect of the Molten Pool
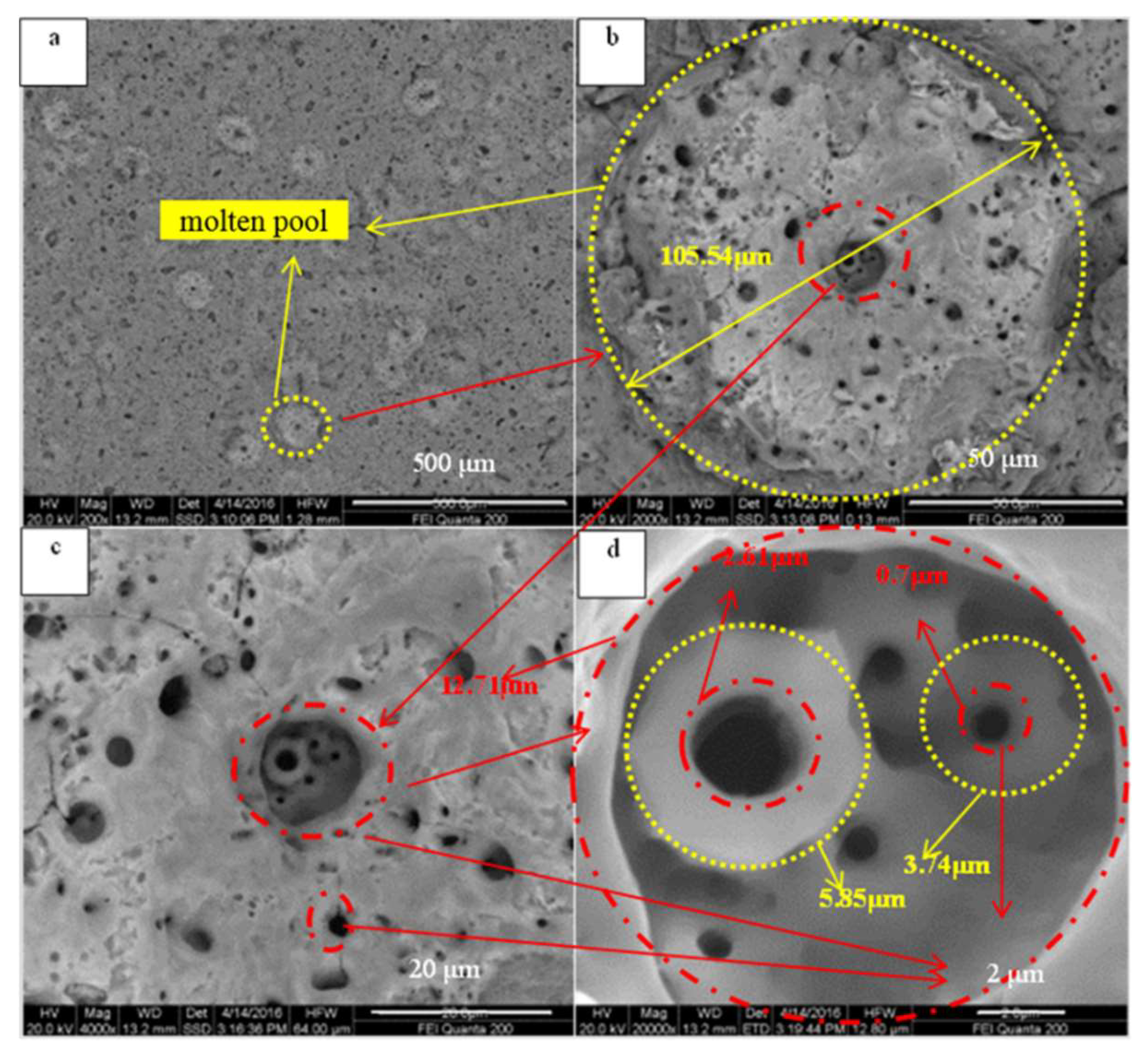
3.2. Duration and Distribution of the Spark and Molten Pool
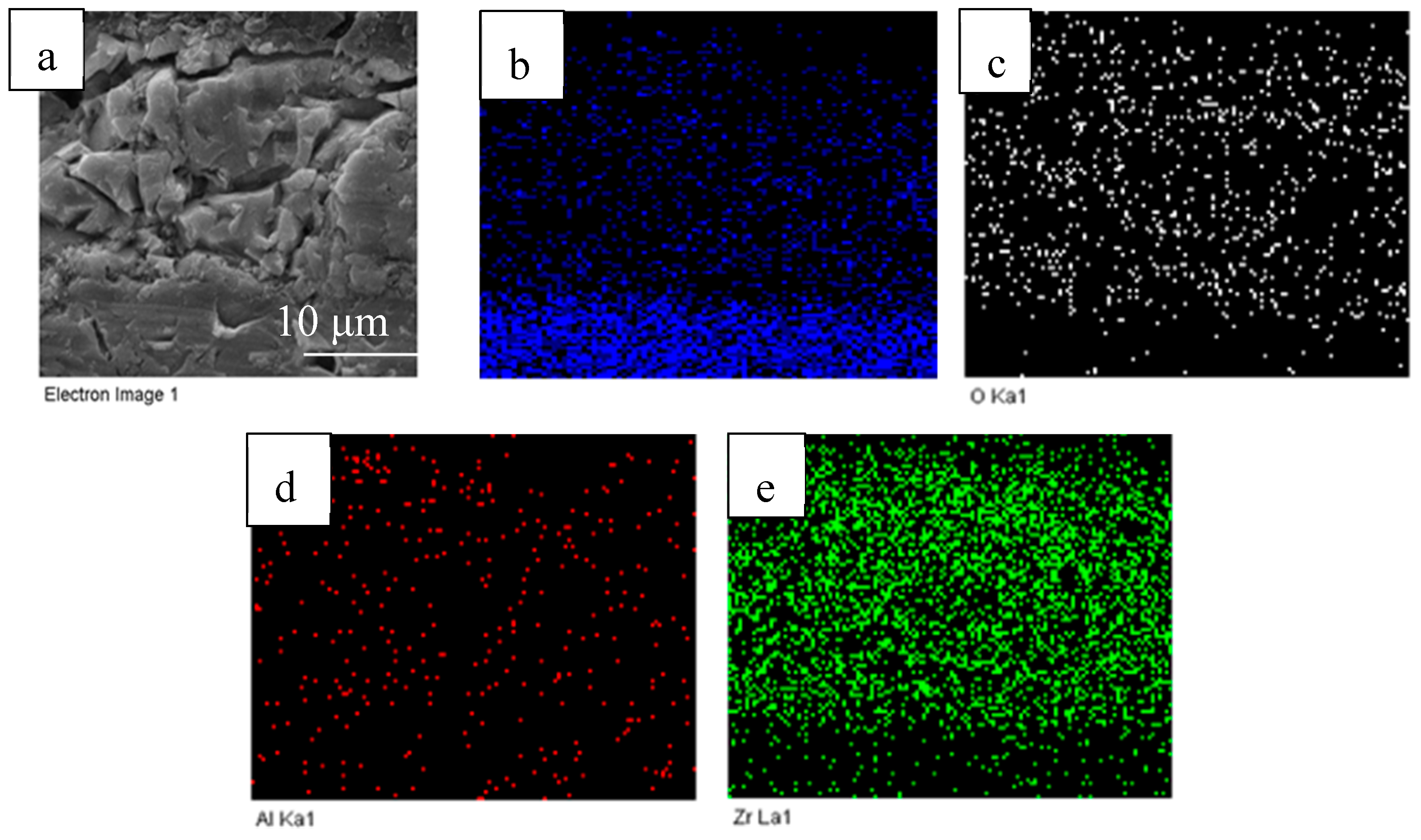
3.3. The Way That the Secondary Phase Particles Enter the MAO Coating
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Malyschev, V.N. Mikrolichtbogen-Oxidation—Ein neuartiges Verfahren zur Verfestigung von Aluminiumoberflaechen. Matelloberfkarche 1995, 49, 606–608. [Google Scholar]
- Xue, W.; Deng, Z.; Chen, R.; Zhang, T. Growth regularity of ceramic coatings formed by microarc oxidation on Al–Cu–Mg alloy. Thin Solid Film. 2000, 372, 114–117. [Google Scholar] [CrossRef]
- Li, J.; Cai, H.; Xue, X.; Jiang, B. The outward–inward growth behavior of microarc oxidation coatings in phosphate and silicate solution. Mater. Lett. 2010, 64, 2102–2104. [Google Scholar] [CrossRef]
- Liu, X.; Zhu, L.; Liu, H.; Li, W. Investigation of MAO coating growth mechanism on aluminum alloy by two-step oxidation method. Appl. Surf. Sci. 2014, 293, 12–17. [Google Scholar] [CrossRef]
- Li, W.; Qian, Z.; Liu, X.; Zhu, L.; Liu, H. Investigation of micro-arc oxidation coating growth patterns of aluminum alloy by two-step oxidation method. Appl. Surf. Sci. 2015, 356, 581–586. [Google Scholar] [CrossRef]
- Snizhko, L.; Yerokhin, A.; Pilkington, A.; Gurevina, N.; Misnyankin, D.; Leyland, A.; Matthews, A. Anodic processes in plasma electrolytic oxidation of aluminium in alkaline solutions. Electrochim. Acta 2004, 49, 2085–2095. [Google Scholar] [CrossRef]
- Wang, J.-H.; Du, M.-H.; Han, F.-Z.; Yang, J. Effects of the ratio of anodic and cathodic currents on the characteristics of micro-arc oxidation ceramic coatings on Al alloys. Appl. Surf. Sci. 2014, 292, 658–664. [Google Scholar] [CrossRef]
- Zhang, Z.; Rong, W.; Wu, J.; Zhang, T.; Wang, Y.; Huang, K.; Zhang, B.; He, Y. Direct preparation of nanostructured Ni coatings on aluminium alloy 6061 by cathode plasma electrolytic deposition. Surf. Coat. Technol. 2019, 370, 130–135. [Google Scholar] [CrossRef]
- Li, L.H.; Kong, Y.M.; Kim, H.W.; Kim, Y.W.; Kim, H.E.; Heo, S.J.; Koak, J.Y. Improved biological performance of Ti implants due to surface modification by micro-arc oxidation. Biomaterials 2004, 25, 2867–2875. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, B.; Guo, L.; Lei, T. Controlled synthesis of microarc oxidation coating on Ti-6Al-4V alloy and its antifriction properties. Mater. Sci. Technol. 2004, 20, 1590–1594. [Google Scholar] [CrossRef]
- Li, W.; Li, C. Optical emission spectroscopy studies of discharge mechanism and plasma characteristics during plasma electrolytic oxidation of magnesium in different electrolytes. Surf. Coat. Technol. 2010, 205, 1651–1658. [Google Scholar]
- Kasalica, B.; Radić-Perić, J.; Perić, M.; Petković-Benazzouz, M.; Belča, I.; Sarvan, M. The mechanism of evolution of microdischarges at the beginning of the PEO process on aluminum. Surf. Coat. Technol. 2016, 298, 24–32. [Google Scholar] [CrossRef]
- Matykina, E.; Arrabal, R.; Monfort, F.; Skeldon, P.; Thompson, G.E. Thompson. Incorporation of zirconia into coatings formed by DC plasma electrolytic oxidation of aluminium in nanoparticle suspensions. Appl. Surf. Sci. 2008, 255, 2830–2839. [Google Scholar] [CrossRef]
- Arrabal, R.; Matykina, E.; Skeldon, P.; Thompson, G.E. Thompson, Incorporation of zirconia particles into coatings formed on magnesium by plasma electrolytic oxidation. J. Mater. Sci. 2008, 43, 1532–1538. [Google Scholar] [CrossRef]
- Wang, S.X.; Zhao, Q.; Liu, D.; Du, N. Microstructure and elevated temperature tribological behavior of TiO2/Al2O3 composite ceramic coating formed by microarc oxidation of Ti6Al4V alloy. Surf. Coat. Technol. 2015, 272, 343–349. [Google Scholar] [CrossRef]
- Ge, Y.; Wang, Y.; Zhang, Y.F.; Guo, L.; Jia, D.; Ouyang, J.-H.; Zhou, Y. The improved thermal radiation property of SiC doped microarc oxidation ceramic coating formed on niobium metal for metal thermal protective system. Surf. Coat. Technol. 2017, 309, 880–886. [Google Scholar] [CrossRef]
- Du, N.; Wang, S.X.; Zhao, Q.; Zhu, W.H. Microstructure and Tribological Properties of Microarc Oxidation Composite Coating Containing Cr2O3 Particles on TC4 Titanium Alloy. Rare Met. Mater. Eng. 2013, 42, 622–625. (In Chinese) [Google Scholar]
- Lu, X.; Mohedano, M.; Blawert, C.; Matykina, E.; Arrabal, R.; Kainer, K.U.; Zheludkevich, M.L. Plasma electrolytic oxidation coatings with particle additions—A review. Surf. Coat. Technol. 2016, 307, 1165–1182. [Google Scholar] [CrossRef]
- Hussein, R.O.; Nie, X.; Northwood, D.O. An investigation of ceramic coating growth mechanisms in plasmaelectrolytic oxidation (PEO) processing. Electrochim. Acta 2013, 112, 111–119. [Google Scholar] [CrossRef]
- Klapkiv, M.D.; Nykyforchyn, H.M.; Posuvailo, V.M. Spectral analysis of an electrolytic plasma in the process of synthesis of aluminum oxide. Mater. Sci. 1995, 30, 333–343. [Google Scholar] [CrossRef]
- Hussein, R.O.; Zhang, P.; Xia, Y.; Nie, X.; Northwood, D.O. The effect of current mode and discharge type on the corrosion resistance of plasma electrolyticoxidation (PEO) coated magnesium alloy AJ62. Surf. Coat. Technol. 2011, 206, 1990–1997. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Zhang, X.X.; Dai, J.Y.; Xu, J.F.; Zhang, X.Q. Study on the mechanism of stress-induced phase transformation toughening of zirconia ceramics. Powder Metall. Technol. 2015, 33, 403–406. (In Chinese) [Google Scholar]
- Hao, Q.J.; Du, N.; Zhao, Q.; Wang, S.X.; Li, X.Y.; Dong, C.F. Temperature Detection of Molten Bath during Formation of Micro Arc Oxidation Film on TC4 Titanium Alloy. Surf. Technol. 2018, 47, 51–57. (In Chinese) [Google Scholar]
- Cui, C.X.; Hu, B.M.; Zhao, L.C.; Liu, S.J. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1981. [Google Scholar] [CrossRef]
- Chen, F.; Zhou, H.; Chen, C.; Xia, Y.J. Study on the tribological performance of ceramic coatings on titanium alloy surfaces obtained through micoarc oxidation. Prog. Org. Coat. 2009, 64, 264–267. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Composition/wt.% | |||||
|---|---|---|---|---|---|---|
| Al | V | Fe | C | O | Ti | |
| TC4 | 5.5–6.8 | 3.5–4.5 | 0.3 | 0.01 | 0.03 | balance |
| Secondary Phase Particle Type | Average Size (µm) | Phase Transition Temperature | Phase Transition Product |
|---|---|---|---|
| γ-Al2O3 | 0.05 | 1303 K | α-Al2O3 |
| κ-Al2O3 | 7 | 1288 K | α-Al2O3 |
| m-ZrO2 | 2.21 | 1473 K/2643 K [22] | t-ZrO2/c-ZrO2 |
| β-SiC | 7 | 2373 K/3143 K | α-SiC/decompose |
| Composition | Concentration (g/L) |
|---|---|
| Na2SiO3·9H2O | 8 |
| (NaPO3)6 | 6 |
| Na2WO4·2H2O | 4 |
| Na5P3O10 | 3 |
| Secondary phase particles | 6 |
| The Moments of MAO (min) | The Duration of the Spark (s) | The Density of the Spark (number/cm2) | The Size of the Spark (μm) | The Size of the Molten Pool (μm) |
|---|---|---|---|---|
| 5 | 0.07 | 132 | 9.90 | 12.65 |
| 20 | 055 | 18 | 23.89 | 28.84 |
| 65 | 3.32 | 4 | 108.46 | 112.56 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Dong, C.; Zhao, Q.; Cheng, F. Characteristics of the Molten Pool Temperature Field and Its Influence on the Preparation of a Composite Coating on a Ti6Al4V Alloy in the Micro-Arc Oxidation Process. Materials 2020, 13, 464. https://doi.org/10.3390/ma13020464
Li X, Dong C, Zhao Q, Cheng F. Characteristics of the Molten Pool Temperature Field and Its Influence on the Preparation of a Composite Coating on a Ti6Al4V Alloy in the Micro-Arc Oxidation Process. Materials. 2020; 13(2):464. https://doi.org/10.3390/ma13020464
Chicago/Turabian StyleLi, Xinyi, Chaofang Dong, Qing Zhao, and Fasong Cheng. 2020. "Characteristics of the Molten Pool Temperature Field and Its Influence on the Preparation of a Composite Coating on a Ti6Al4V Alloy in the Micro-Arc Oxidation Process" Materials 13, no. 2: 464. https://doi.org/10.3390/ma13020464