Thermal Barrier Stability and Wear Behavior of CVD Deposited Aluminide Coatings for MAR 247 Nickel Superalloy


 , and
, and
Abstract
:1. Introduction
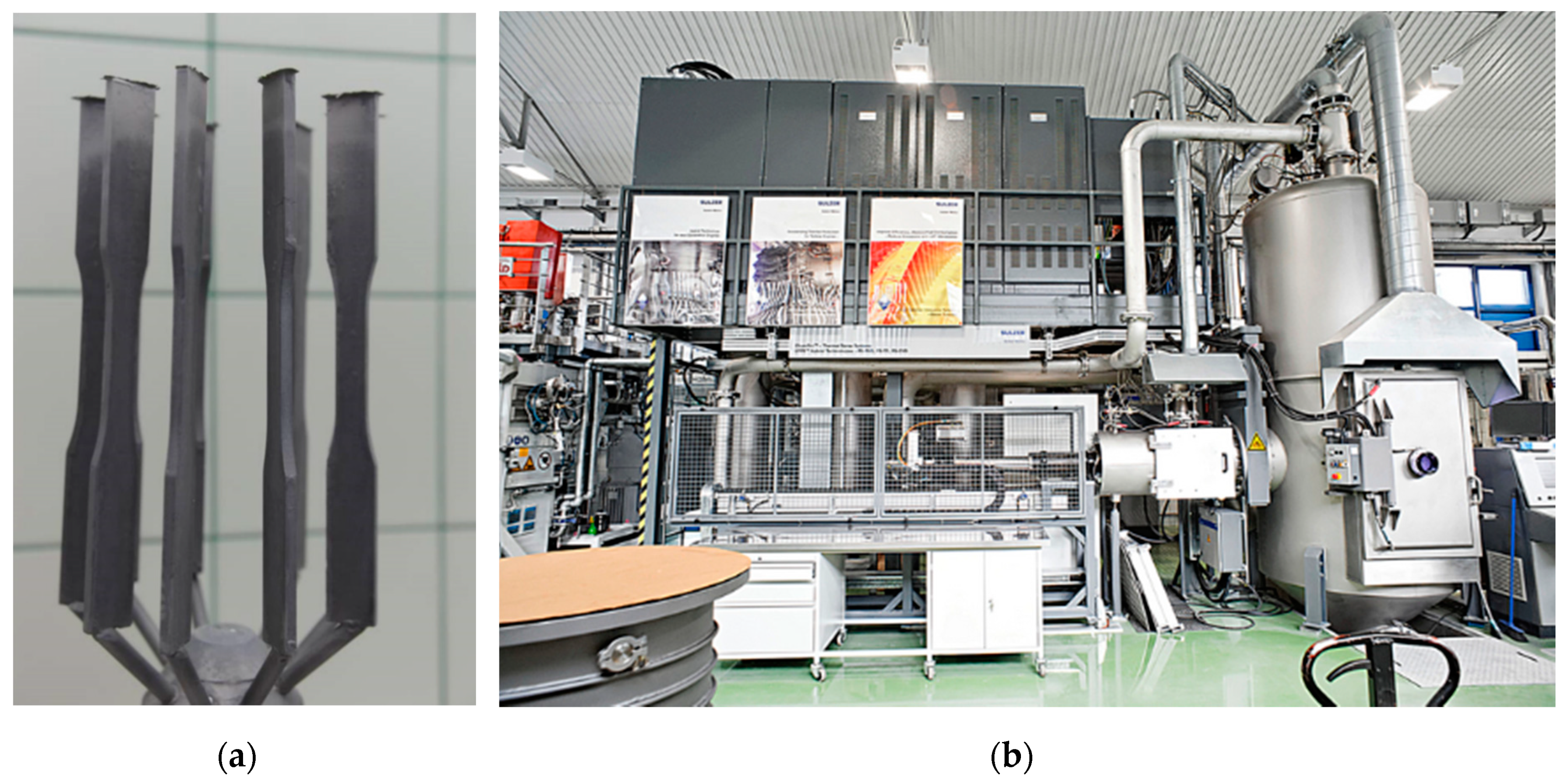
2. Materials and Methods
3. Results and Discussion
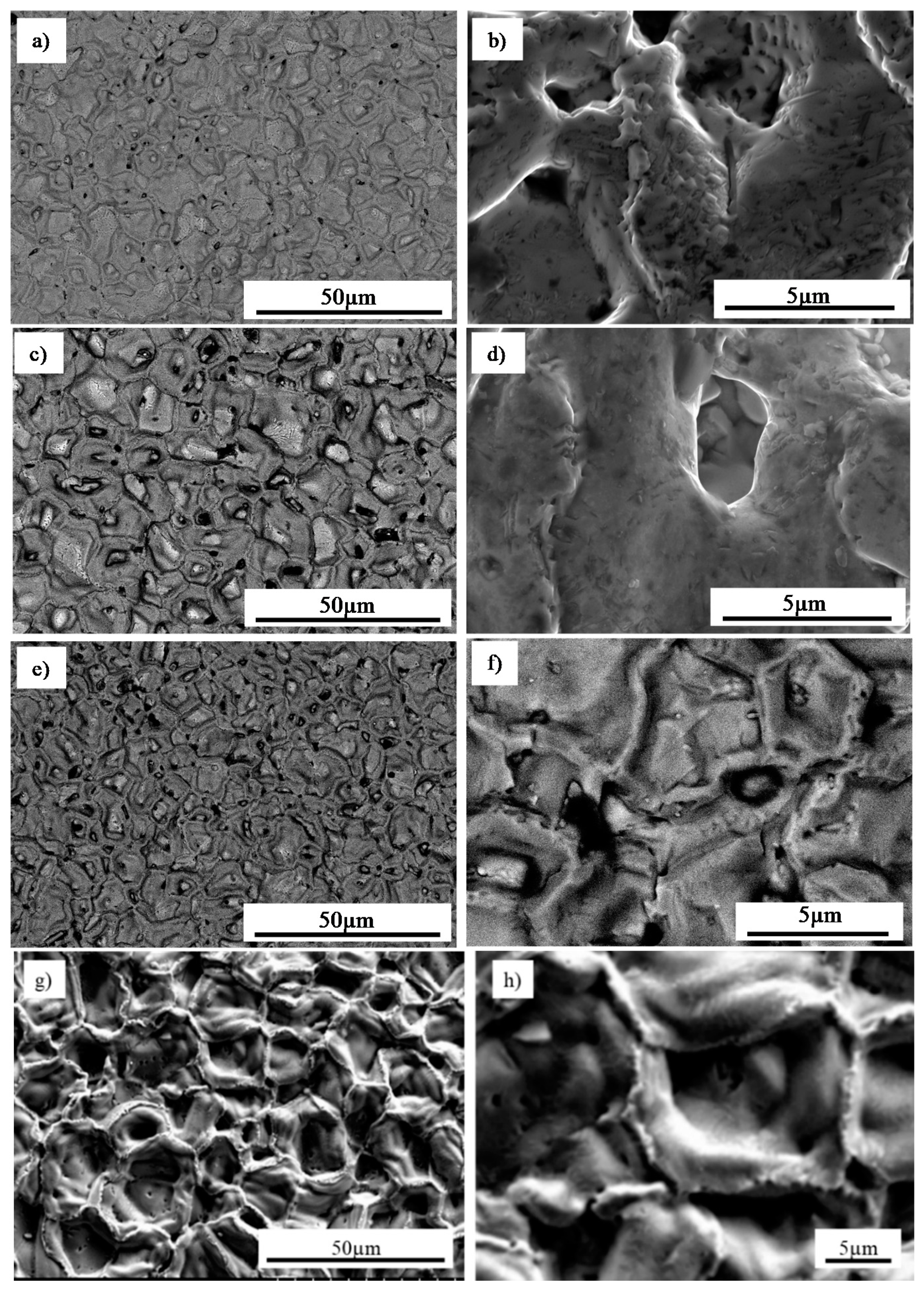
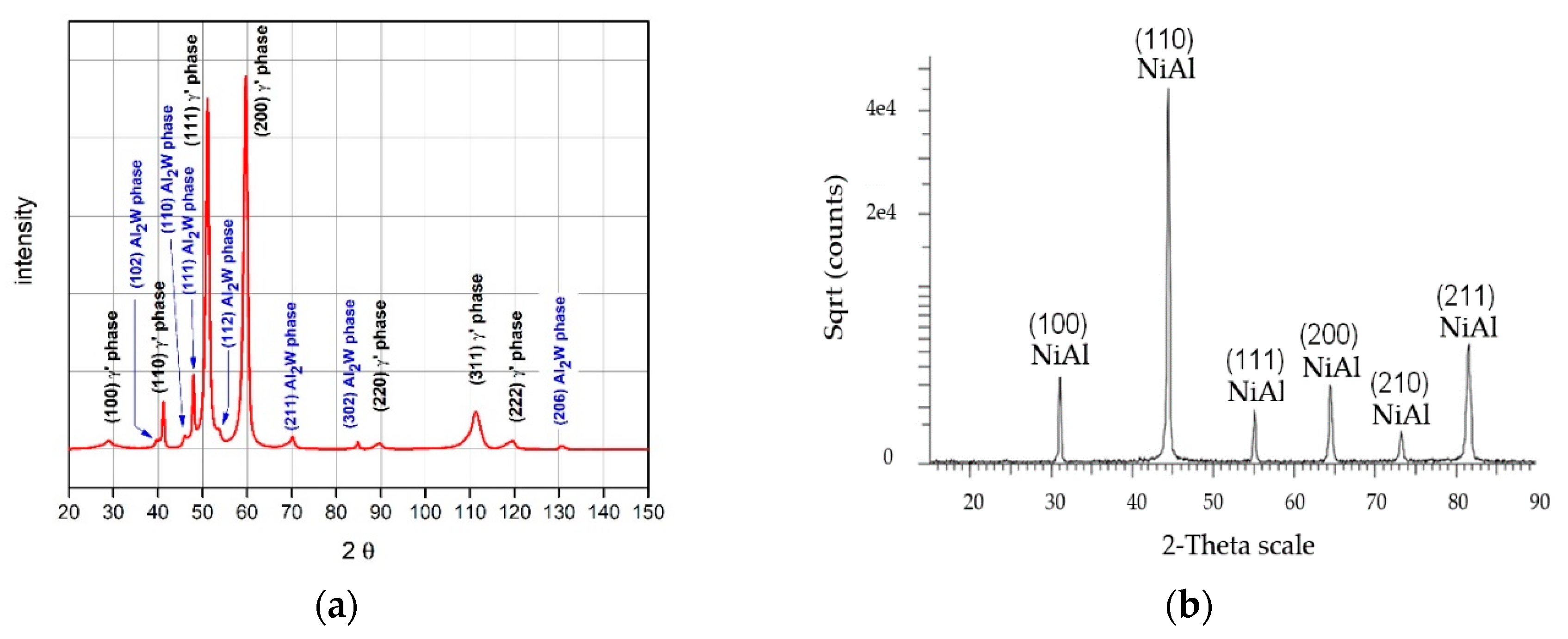
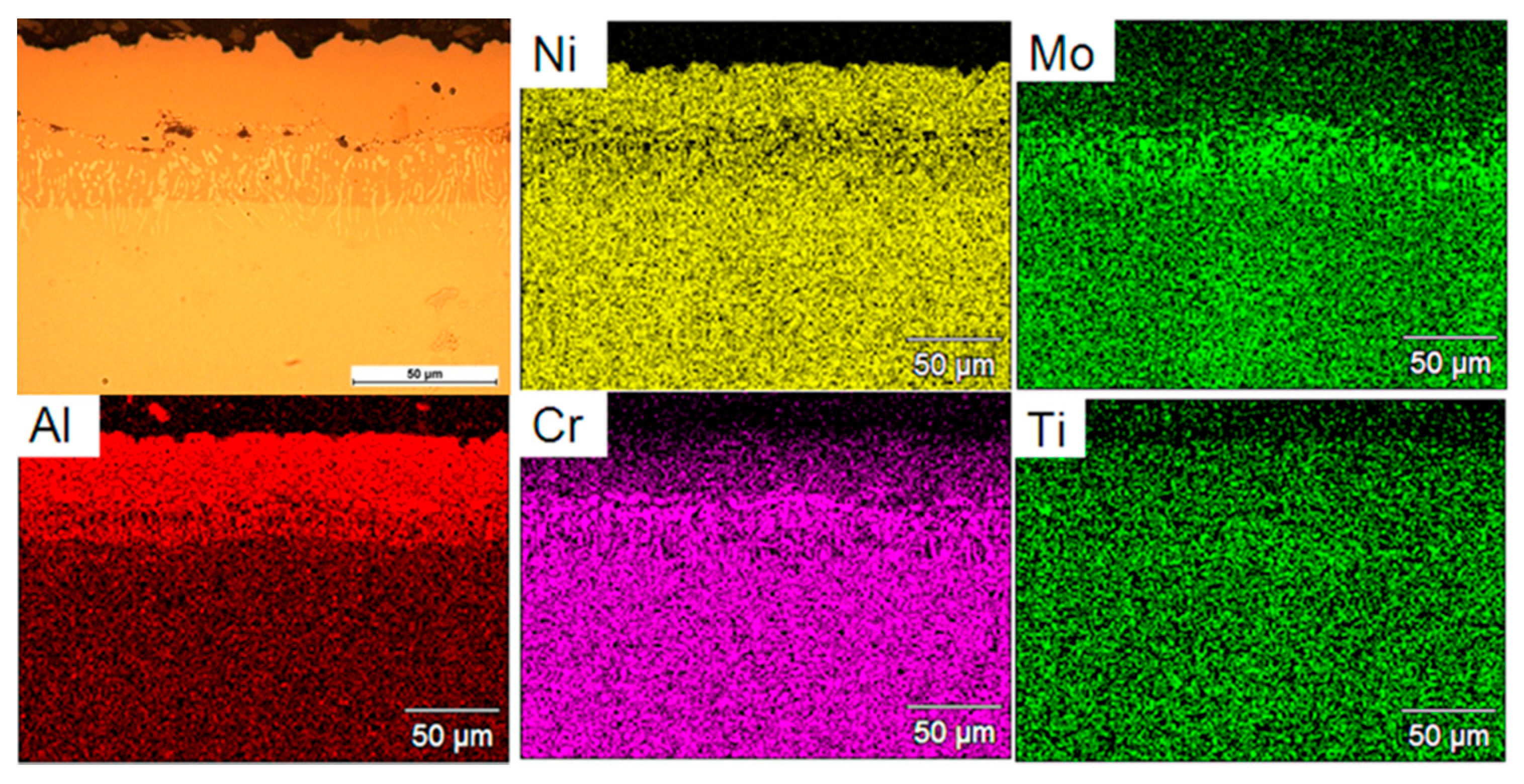
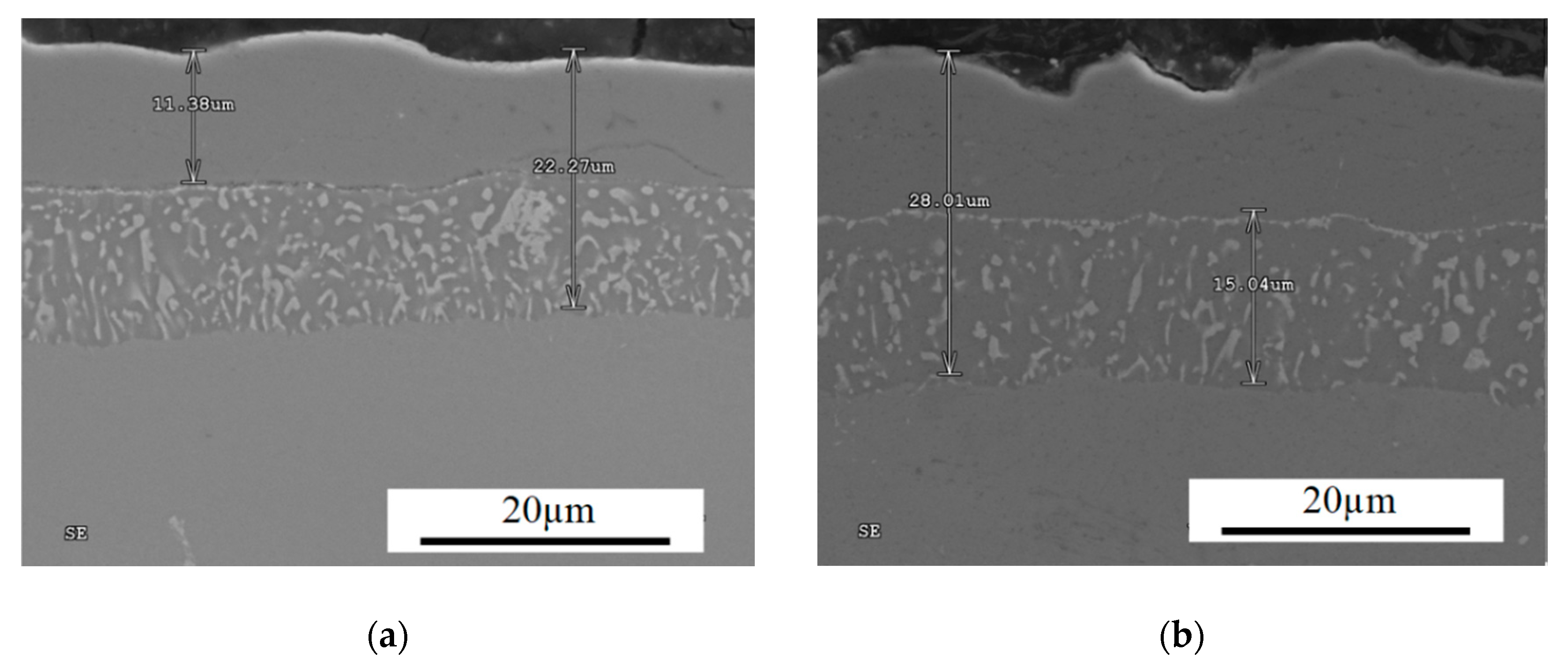
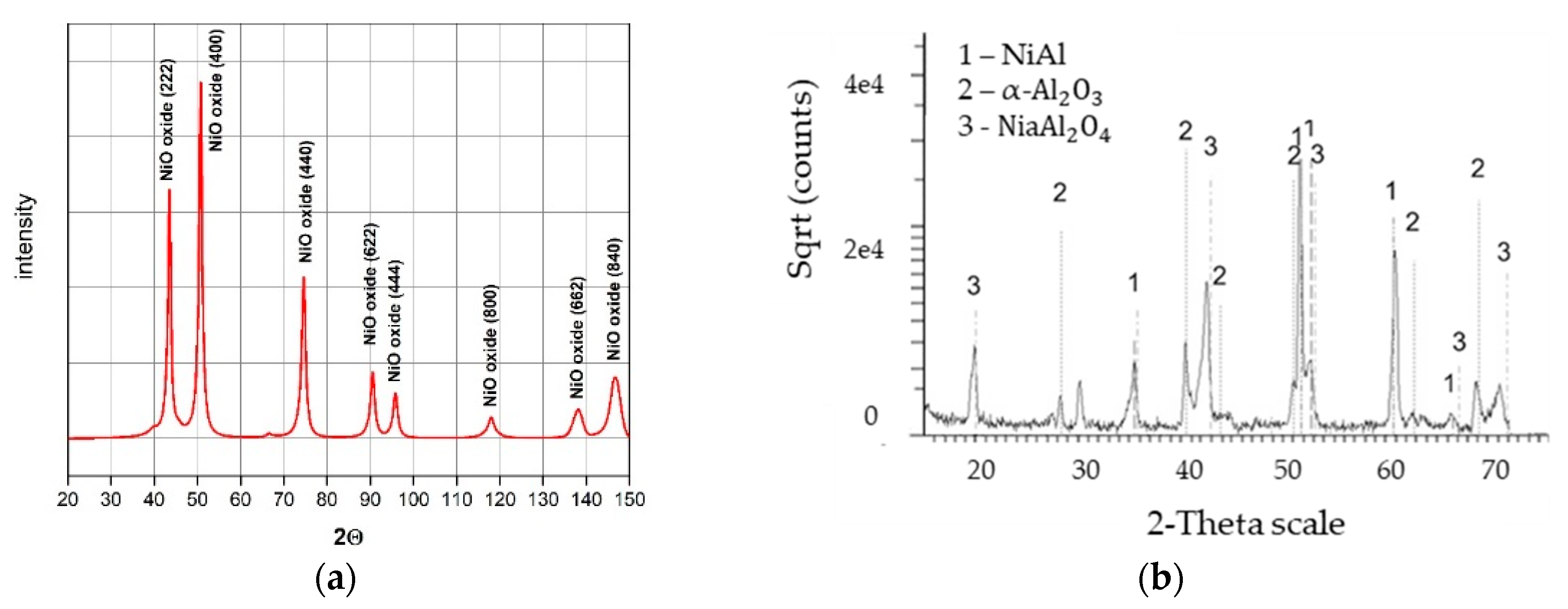
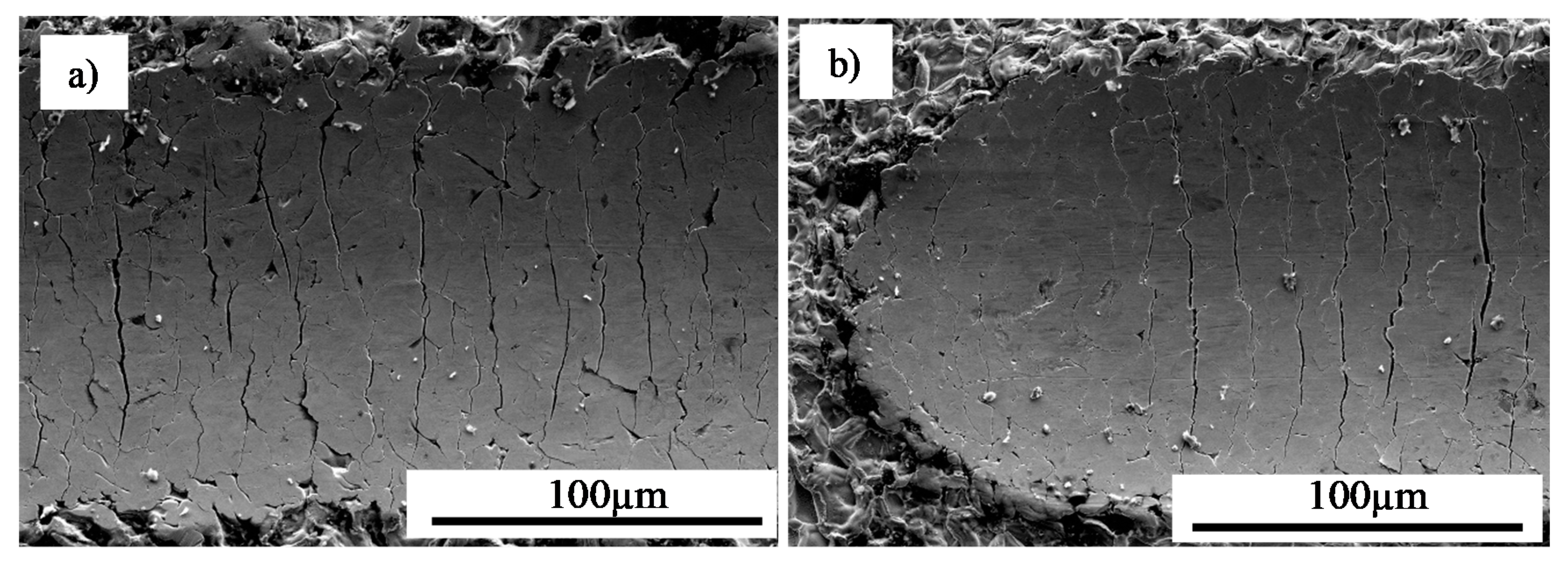
3.1. Microstructural Characterization of Coatings after CVD Process
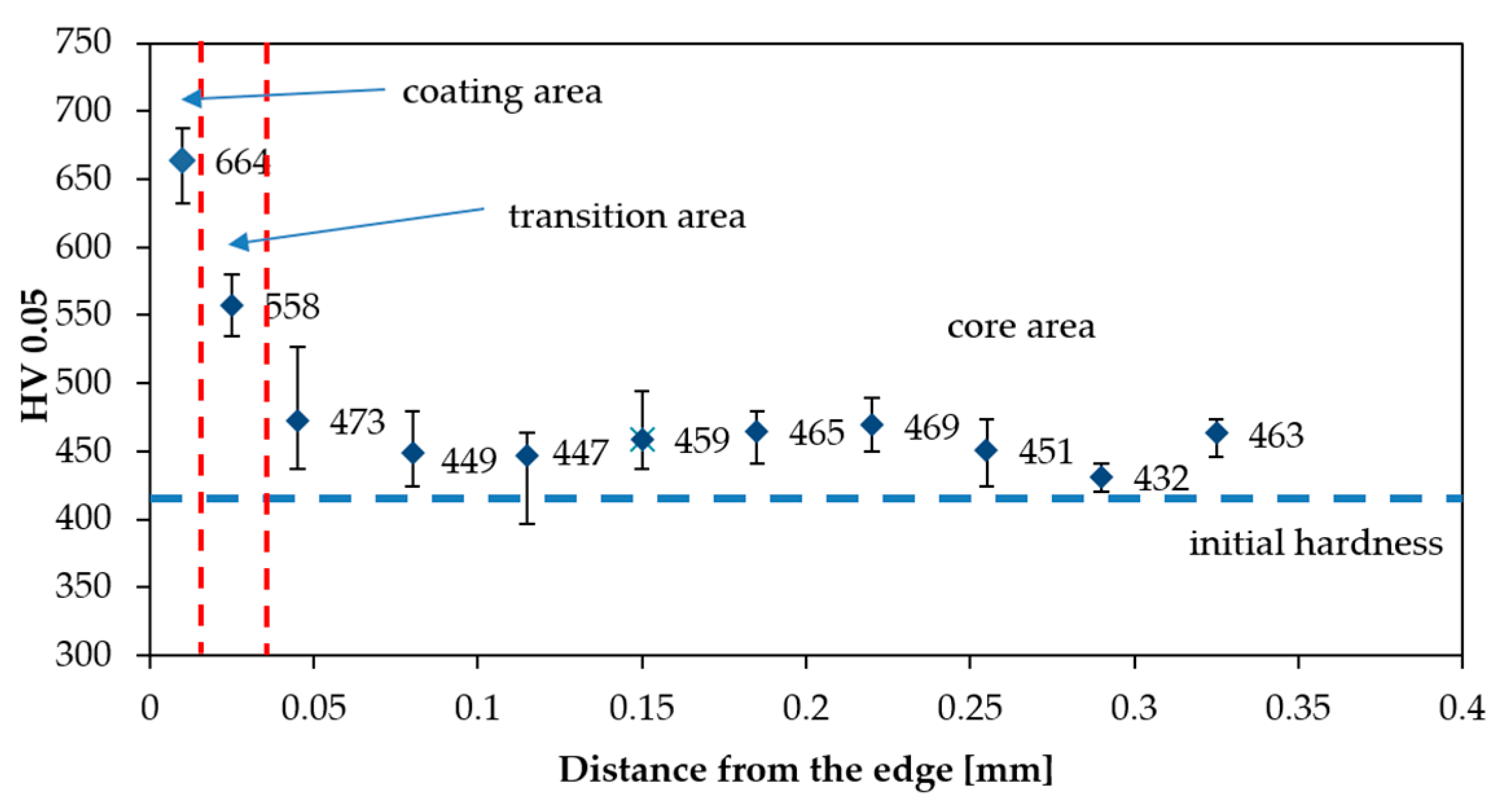
3.2. Microhardness Profiles
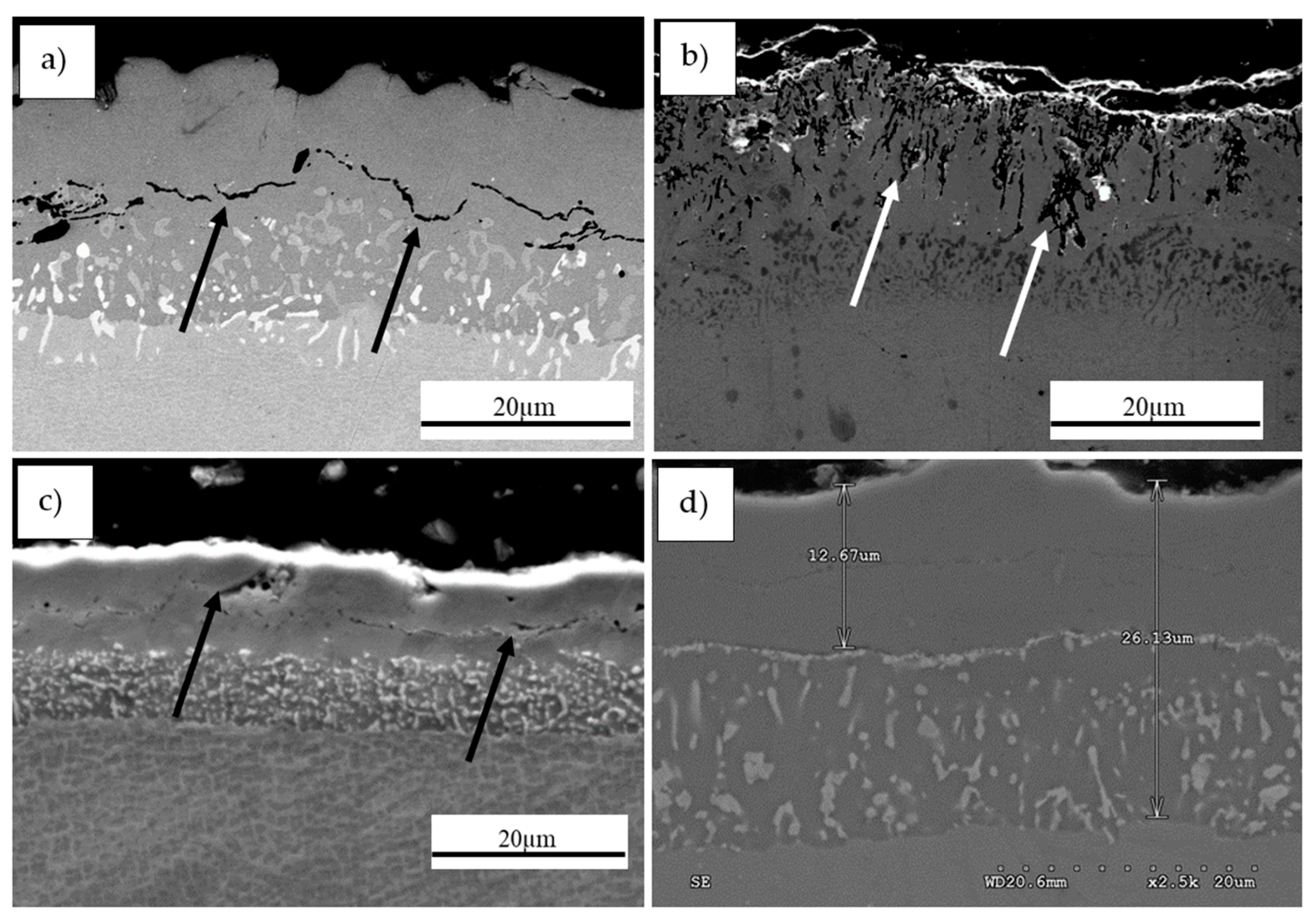
3.3. Heat Resistance Properties of MAR 247 Alloy with Aluminide Protective Coating
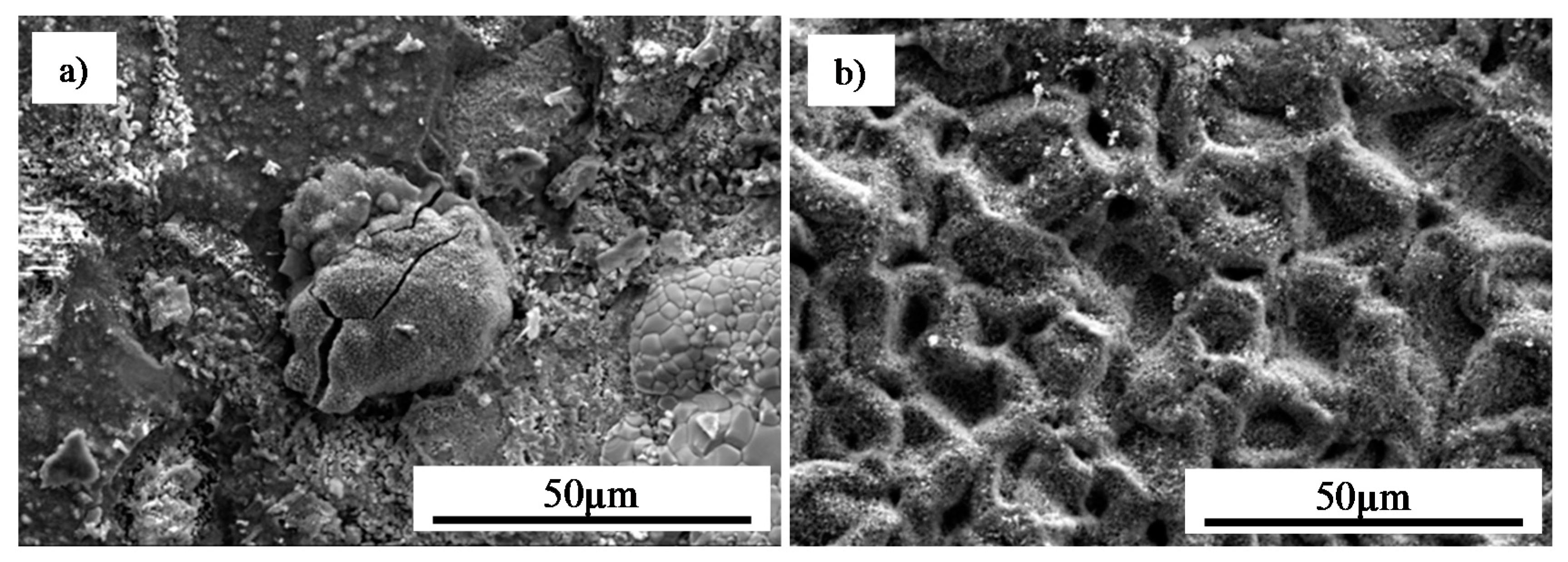
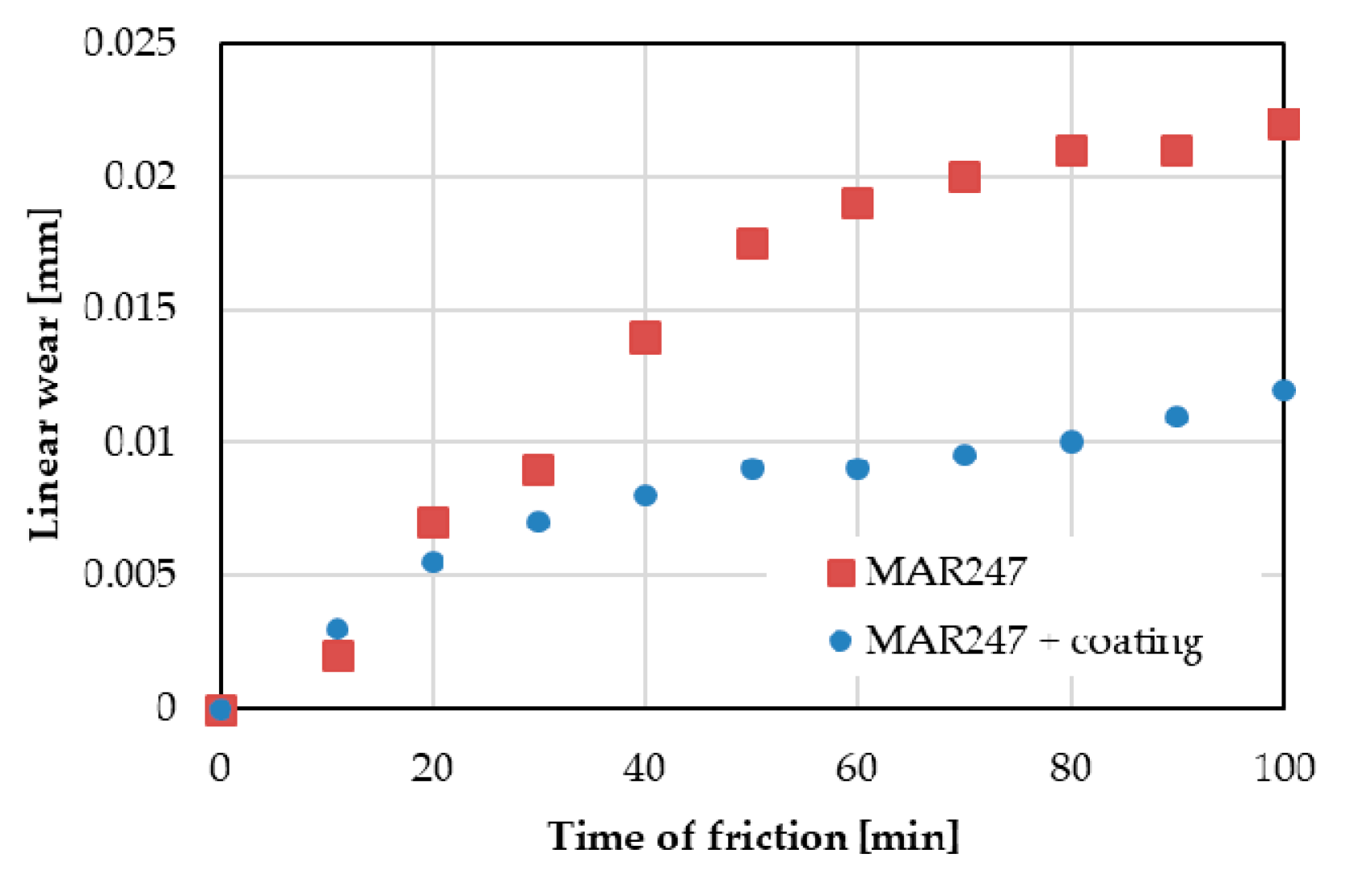
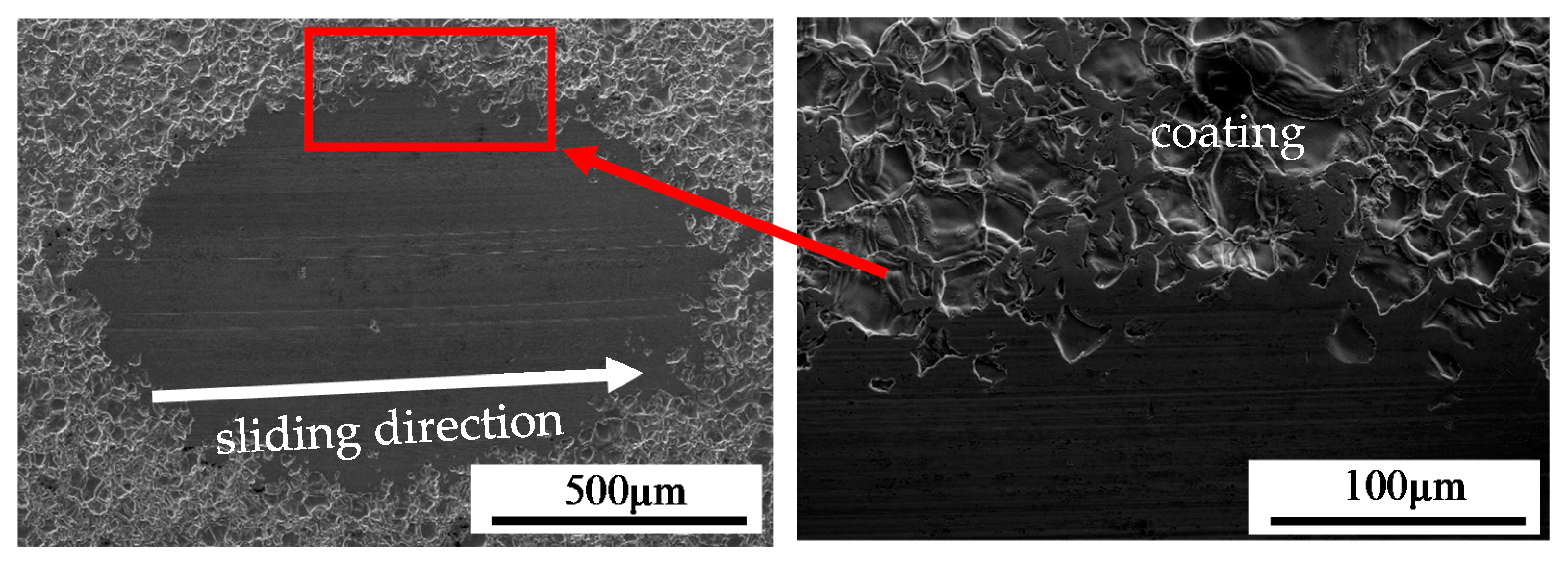
3.4. Characterization of Adhesion and Wear Resistance of MAR 247 Alloy with Aluminide Protective Coating
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Agarwal, D.C.; Brill, U. High-Temperature-Strength Nickel Alloy. Adv. Mater. Process. 2000, 158, 31–34. [Google Scholar]
- Boutarek, N.; Saïdi, D.; Acheheb, M.A.; Iggui, M.; Bouterfaïa, S. Competition between three damaging mechanisms in the fractured surface of an Inconel 713 superalloy. Mater. Charact. 2008, 59, 951–956. [Google Scholar] [CrossRef]
- Kalivodova, J.; Baxter, D.; Schutze, M.; Rohr, V. Corrosion behaviour of boiler steels, coatings and welds in flue gas environments. Mater. Corros. 2008, 59, 367–373. [Google Scholar] [CrossRef]
- Kochmańska, A.; Garbiak, M. High-temperature diffusion barrier for Ni–Cr Cast Steel. Defect Diffus. Forum 2011, 312, 595–600. [Google Scholar] [CrossRef]
- Zhan, Z.; He, Y.; Li, L.; Liu, H.; Dai, Y. Low-temperature formation and oxidation resistance of ultrafine aluminide coatings on Ni-base superalloy. Surf. Coat. Technol. 2009, 203, 2337–2342. [Google Scholar] [CrossRef]
- Xu, Z.H.; Dai, J.W.; Niu, J.; He, L.M.; Mu, R.D.; Wang, Z.K. Isothermal oxidation and hot corrosion behaviors of diffusion aluminide coatings deposited by chemical vapor deposition. J. Alloys Compd. 2015, 637, 343–349. [Google Scholar] [CrossRef]
- Goward, G.W. Progress in Coatings for Gas Turbine Airfoils. Surf. Coat. Technol. 1998, 1, 73–79. [Google Scholar] [CrossRef]
- Barbosa, C.; Nascimento, J.L.; Caminha, I.M.V.; Abud, I.C. Microstructural aspects of the failure analysis of nickel base superalloys components. Eng. Fail. Anal. 2005, 12, 348–361. [Google Scholar] [CrossRef]
- Moustapha, H.; Zeleski, M.F.; Baines, N.C.; Japikse, D. Axial and Radial Turbines; Concepts NREC: White River Junction, VT, USA, 2003. [Google Scholar]
- Tamarin, Y. Protective Coatings for Turbine Blades; ASM International: Materials Park, OH, USA, 2002. [Google Scholar]
- Senderowski, C.; Bojar, Z. Gas detonation spray forming of Fe–Al coatings in the presence of interlayer. Surf. Coat. Technol. 2008, 202, 3538–3548. [Google Scholar] [CrossRef]
- Senderowski, C.; Bojar, Z. Influence of detonation gun spraying conditions on the quality of Fe-Al intermetallic protective coatings in the presence of NiAl and NiCr interlayers. J. Spray Technol. 2009, 18, 435–447. [Google Scholar] [CrossRef]
- Senderowski, C.; Bojar, Z.; Roy, G.; Czujko, T.; Wołczyński, W. Residual stresses determined by the modified Sachs method within a gas detonation sprayed coatings of the Fe-Al intermetallic. Arch. Met. Mater. 2007, 52, 569–578. [Google Scholar]
- Chaplygina, A.A.; Chaplygin, P.A.; Starostenkov, M.D. Structural transformations in the NiAl alloys with deviations from the stoichiometric composition during stepwise cooling. IOP Conf. Ser. Mater. Sci. Eng. 2018, 447, 012054. [Google Scholar] [CrossRef] [Green Version]
- Sequeira, C.A.C. High Temperature Corrosion: Fundamentals and Engineering; Willey: Hoboken, NJ, USA, 2019; ISBN 978-0-470-11988-4. [Google Scholar]
- Inman, I.A.; Datta, P.K.; Du, H.L.; Burnell-Gray, J.S.; Pierzgalski, S.; Luo, Q. Studies of high temperature sliding wear of metallic dissimilar interfaces. Tribol. Int. 2005, 38, 812–823. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Stott, F.H.; Stack, M.M. The role of triboparticulates in dry sliding wear. Tribol. Int. 1998, 31, 245–256. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mn | Si | W | Co | Al | Ni |
|---|---|---|---|---|---|---|---|
| 0.09 | 8.80 | 0.10 | 0.25 | 9.70 | 9.50 | 5.70 | bal. |
| Temperature [°C] | Deposition Time [h] | Protective Gas |
|---|---|---|
| 1040 | 1 | hydrogen |
| 1040 | 2 | hydrogen |
| 1040 | 8 | hydrogen |
| 1040 | 12 | hydrogen |
| Al | Cr | Fe | Co | Ni | |
|---|---|---|---|---|---|
| at.% | 42.55 | 0.66 | 0.43 | 4.85 | 51.51 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kukla, D.; Kopec, M.; Kowalewski, Z.L.; Politis, D.J.; Jóźwiak, S.; Senderowski, C. Thermal Barrier Stability and Wear Behavior of CVD Deposited Aluminide Coatings for MAR 247 Nickel Superalloy. Materials 2020, 13, 3863. https://doi.org/10.3390/ma13173863
Kukla D, Kopec M, Kowalewski ZL, Politis DJ, Jóźwiak S, Senderowski C. Thermal Barrier Stability and Wear Behavior of CVD Deposited Aluminide Coatings for MAR 247 Nickel Superalloy. Materials. 2020; 13(17):3863. https://doi.org/10.3390/ma13173863
Chicago/Turabian StyleKukla, Dominik, Mateusz Kopec, Zbigniew L. Kowalewski, Denis J. Politis, Stanisław Jóźwiak, and Cezary Senderowski. 2020. "Thermal Barrier Stability and Wear Behavior of CVD Deposited Aluminide Coatings for MAR 247 Nickel Superalloy" Materials 13, no. 17: 3863. https://doi.org/10.3390/ma13173863