Numerical Simulation of Stainless Steel-Carbon Steel Laminated Plate Considering Interface in Pulsed Laser Bending

Abstract
:1. Introduction
2. Methods
2.1. Finite Element Equations of Heat Conduction
2.2. FEM of SCLP Considering Interface
2.3. Temperature Gradient Mechanism Based on Definition of Depth of Plastic Zone
3. Simulations and Analysis
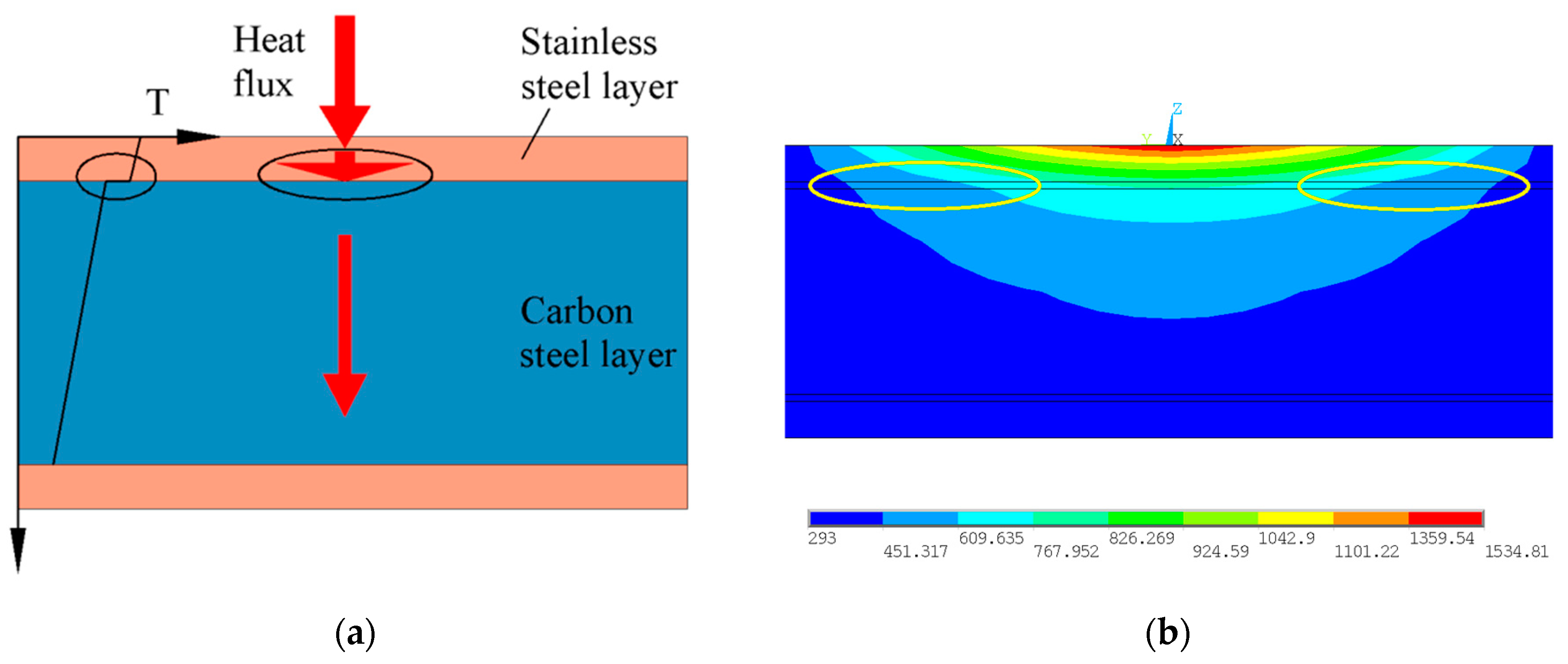
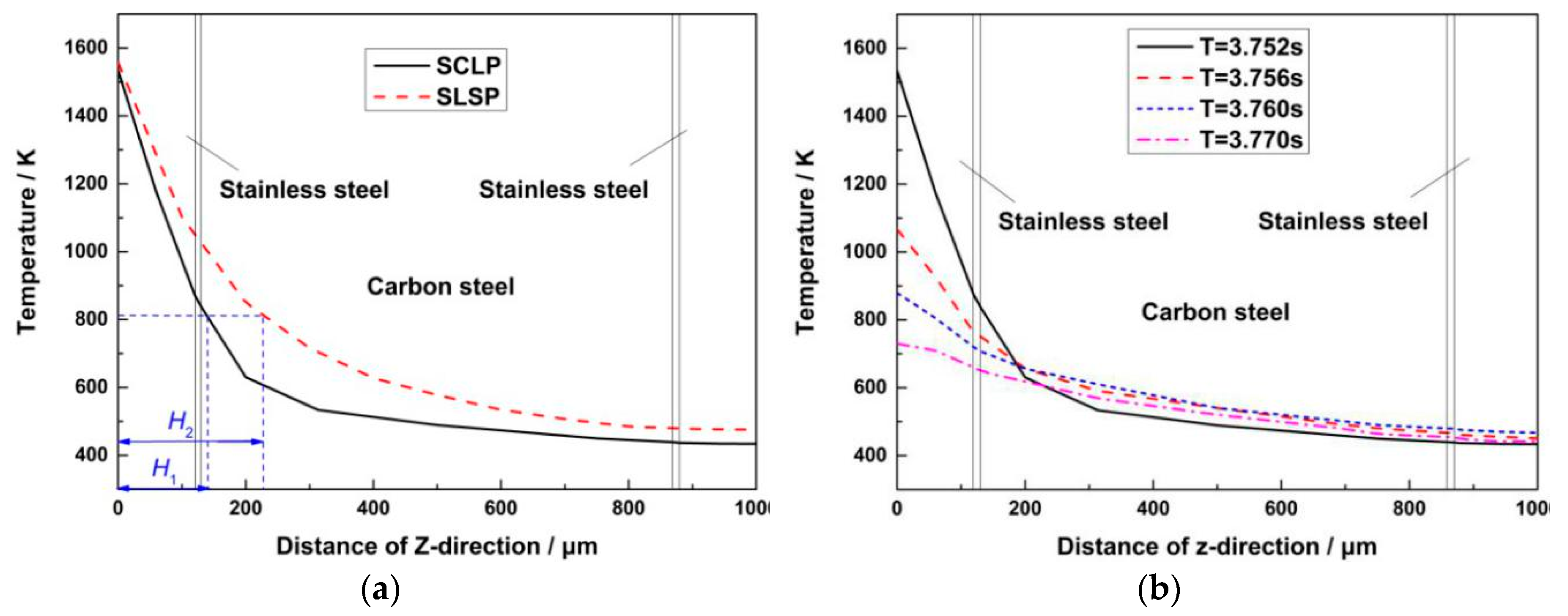
3.1. Simulations and Analysis of Temperature Field of SCLP
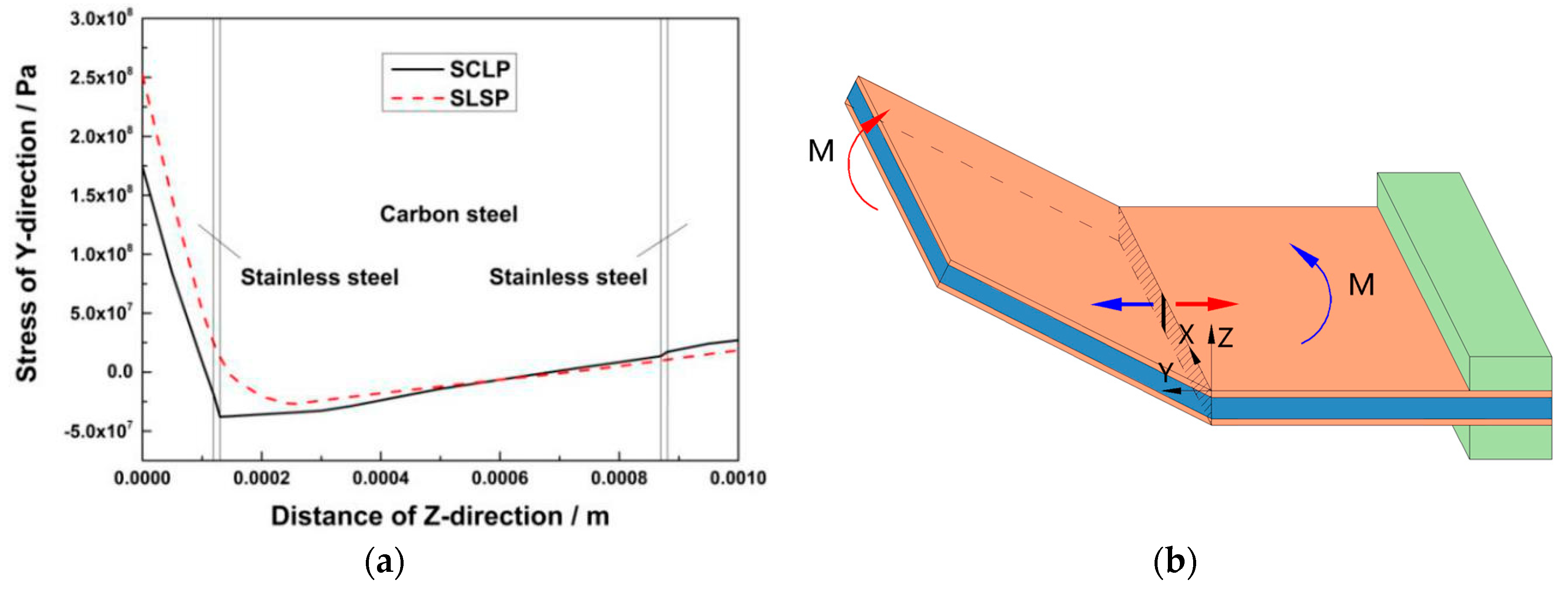
3.2. Simulations and Analysis of Stress Field of SCLP
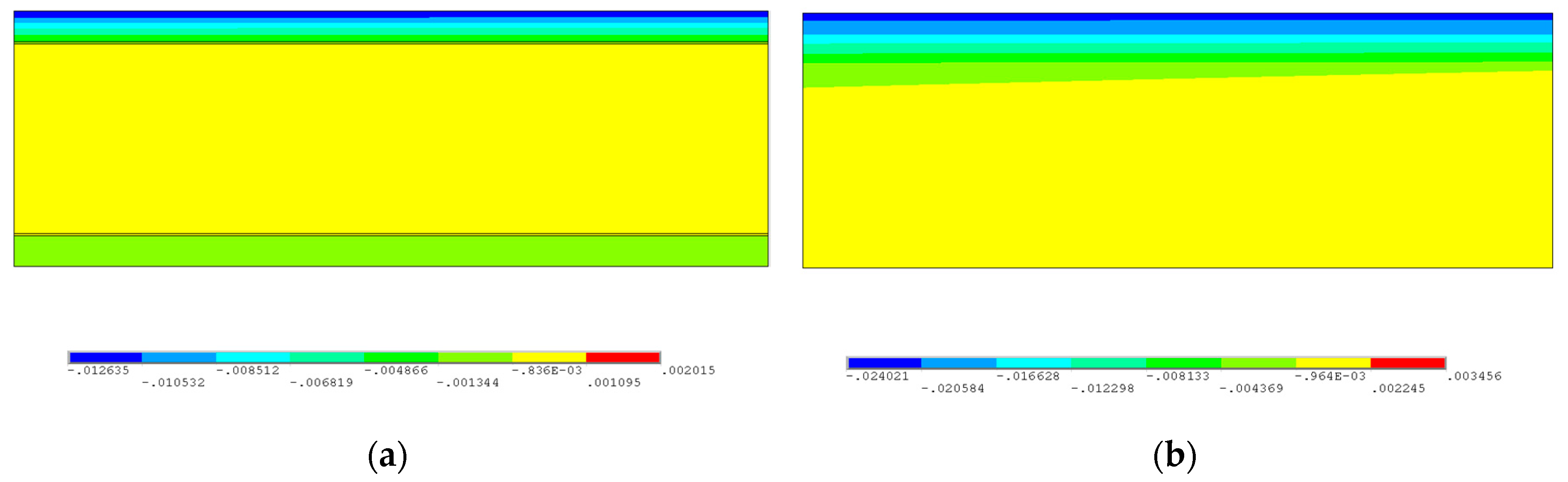
3.3. Simulations and Analysis of Strain Field of SCLP
3.4. Simulations and Analysis of Displacement Field of SCLP
4. Results and Discussions
5. Conclusions
- During the laser bending process, due to the interfacial thermal resistance of the transition layer and rapid thermal conduction of the carbon steel layer, the temperature of the upper stainless steel layer decreases rapidly in the thickness direction, and the value is from 1534.81 K to 852.997 K. As a result, based on the temperature gradient mechanism considering the depth of the plastic zone, the depth of the plastic zone of the SCLP is smaller than that of the SLSP.
- The compressive stress and strain of the SCLP in the plastic zone are smaller than those of the SLSP, resulting in a smaller bending angle of SCLP. When the laser power is 140 W, the scanning speed is 400 mm/min, the defocus distance is 10 mm, and the scanning time is 1, the bending angle of the SCLP is 1.336°, which is smaller than the bending angle 1.760° of the SLSP.
- The bending angle of the SCLP increases with an increase in laser power P and scanning time N, and decreases with the increase in scanning speed V and defocus distance Z. With the same process parameters, the maximum error of bending angles is 3.74%. The simulation accurately predicts bending deformation of the SCLP during the process of laser bending.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Feng, Y.; Yu, H.; Luo, Z.; Xie, G.; Misra, R. The impact of surface treatment and degree of vacuum on the interface and mechanical properties of stainless steel clad plate. Materials 2018, 11, 1489. [Google Scholar] [CrossRef] [PubMed]
- Fetene, B.N.; Kumar, V.; Dixit, U.S.; Echempati, R. Numerical and experimental study on multi-pass laser bending of AH36 steel strips. Opt. Laser Technol. 2018, 99, 291–300. [Google Scholar] [CrossRef]
- Maji, K.; Pratihar, D.K.; Nath, A.K. Forward and inverse predictions of deformations in laser forming of shaped surfaces under coupling mechanism. J. Laser Appl. 2018, 30, 032011. [Google Scholar] [CrossRef]
- Liu, F.R.; Chan, K.C.; Tang, C.Y. Numerical modeling of the thermo-mechanical behavior of particle reinforced metal matrix composites in laser forming by using a multi-particle cell model. Compos. Sci. Technol. 2008, 68, 1943–1953. [Google Scholar] [CrossRef]
- Shen, H.; Yao, Z.; Hu, J. Numerical analysis of metal/ceramic bilayer materials systems in laser forming. Comput. Mater. Sci. 2009, 45, 439–442. [Google Scholar] [CrossRef]
- Kant, R.; Joshi, S.N. Thermo-mechanical studies on bending mechanism, bend angle and edge effect during multi-scan laser bending of magnesium M1A alloy sheets. J. Manuf. Process. 2016, 23, 135–148. [Google Scholar] [CrossRef]
- Song, W.Q.; Xu, W.J.; Wang, X.Y.; Meng, J.B.; Li, H.Y. Numerical simulation of temperature field in plasma-arc flexible formng of laminated-composite metal sheets. Trans. Nonferrous Met. Soc. China 2009, 19, s61–s67. [Google Scholar] [CrossRef]
- Carey, C.; Cantwell, W.J.; Dearden, G.; Edwards, K.R.; Edwardson, S.P.; Watkins, K.G. Towards a rapid, non-contact shaping method for fibre metal laminates using a laser source. Int. J. Adv. Manuf. Technol. 2010, 47, 557–565. [Google Scholar] [CrossRef]
- Maji, K.; Pratihar, D.K.; Nath, A.K. Experimental investigations and statistical analysis of pulsed laser bending of AISI 304 stainless steel sheet. Opt. Laser Technol. 2013, 49, 18–27. [Google Scholar] [CrossRef]
- Ma, X.P.; Wang, X.Y.; Xu, W.J.; Guo, D.M. Study on thickening of laser bending zone for stainless steel-carbon steel laminated sheet. Chin. J. Lasers 2014, 41, 0803001. [Google Scholar]
- Gisario, A.; Mehrpouya, M.; Venettacci, S.; Barletta, M. Laser-assisted bending of Titanium Grade-2 sheets: Experimental analysis and numerical simulation. Opt. Lasers Eng. 2017, 92, 110–119. [Google Scholar] [CrossRef]
- Lu, H.M.; Chen, Y.Y. Handbook of Mechanical Engineering Materials Performance, 1st ed.; Mechanical Industry Press: Beijing, China, 1995; pp. 43–44, 415–416. ISBN 7-111-04313-8. [Google Scholar]
- Li, Z.H.; Wang, X.Y.; Luo, Y.H. Equivalent properties of transition layer based on element distribution in laser bending of 304 stainless steel/Q235 carbon steel laminated plate. Materials 2018, 11, 2326. [Google Scholar] [CrossRef] [PubMed]
- Merklein, M.; Hennige, T.; Geiger, M. Laser forming of aluminium and aluminium alloys—Microstructural investigation. J. Mater. Process. Technol. 2001, 115, 159–165. [Google Scholar] [CrossRef]
- Chi, S.S.; Wang, X.Y.; Xu, W.J. Numerical simulation on stainless steel-carbon steel laminated sheet considering interface during pulsed laser bending. Chin. J. Lasers 2014, 41, 1103002. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification | Process Parameters | Unit | Value Ranges |
|---|---|---|---|
| Process parameters | Power P | W | 100, 120, 140, 160, 180 |
| Scanning speed v | mm·min−1 | 400, 500, 600, 700, 800 | |
| Defocus distance Z | Mm | +8, +9, +10, +11, +12 | |
| Scanning number N | 1, 2, 3, 4, 5 | ||
| Laser parameters | Laser frequency f | Hz | 40 |
| Pulsed width tp | Ms | 2 | |
| Wavelength λ | μm | 1.064 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Wang, X. Numerical Simulation of Stainless Steel-Carbon Steel Laminated Plate Considering Interface in Pulsed Laser Bending. Materials 2019, 12, 1410. https://doi.org/10.3390/ma12091410
Li Z, Wang X. Numerical Simulation of Stainless Steel-Carbon Steel Laminated Plate Considering Interface in Pulsed Laser Bending. Materials. 2019; 12(9):1410. https://doi.org/10.3390/ma12091410
Chicago/Turabian StyleLi, Zihui, and Xuyue Wang. 2019. "Numerical Simulation of Stainless Steel-Carbon Steel Laminated Plate Considering Interface in Pulsed Laser Bending" Materials 12, no. 9: 1410. https://doi.org/10.3390/ma12091410