Simulation and Experimental Study on Residual Stress Distribution in Titanium Alloy Treated by Laser Shock Peening with Flat-Top and Gaussian Laser Beams

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Experiments
2.1. Material and Components
2.2. LSP Experiment
2.3. Residual Stress Measurement
3. FEM Simulation and Procedure
3.1. Three-Dimensional FEM Model
3.2. The Distribution of the Shock Wave Pressure
3.2.1. The Time Distribution of the Shock Wave Pressure
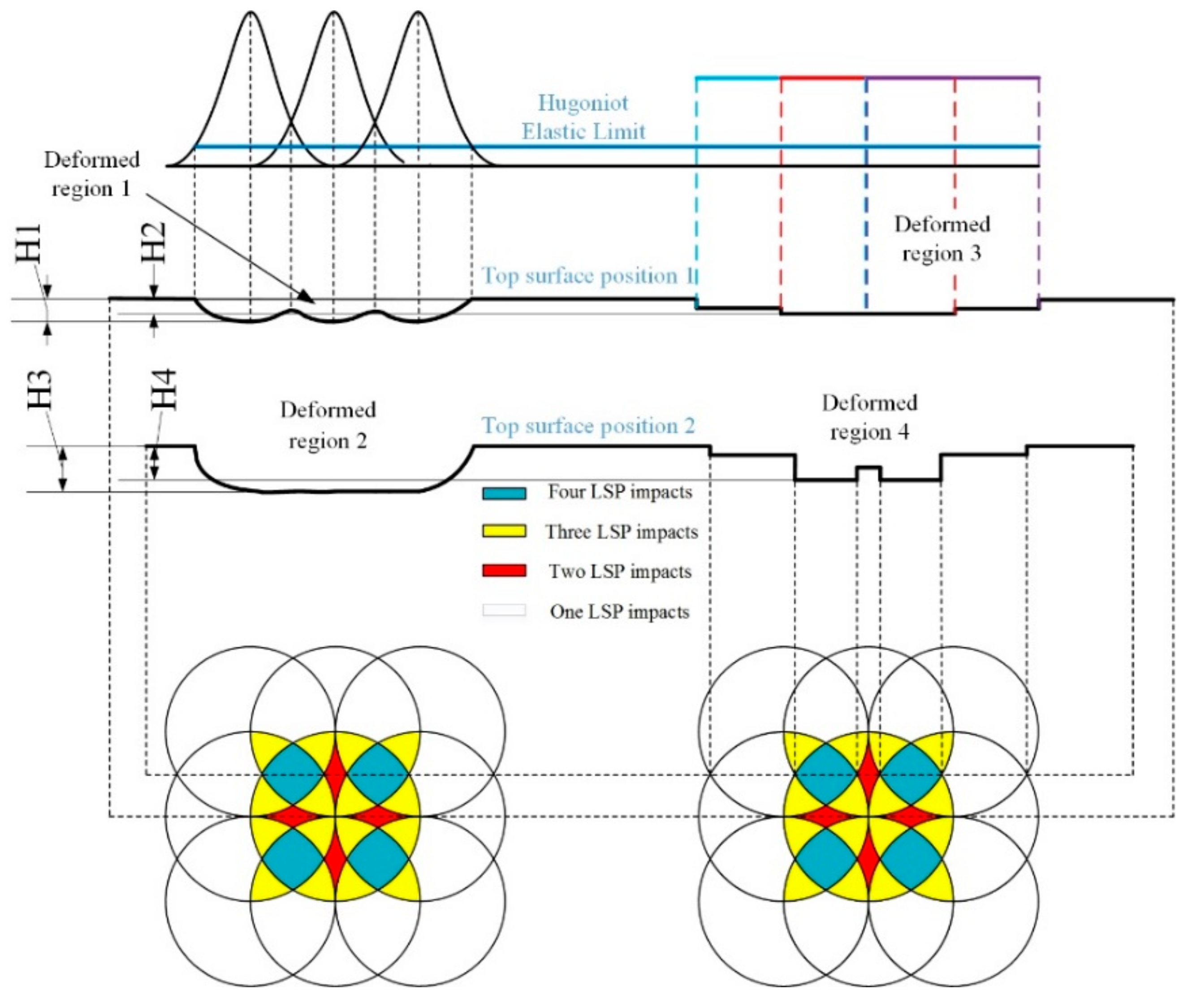
3.2.2. The Spatial and Spatiotemporal Distribution of the Shock Wave Pressure
4. Results and Discussion
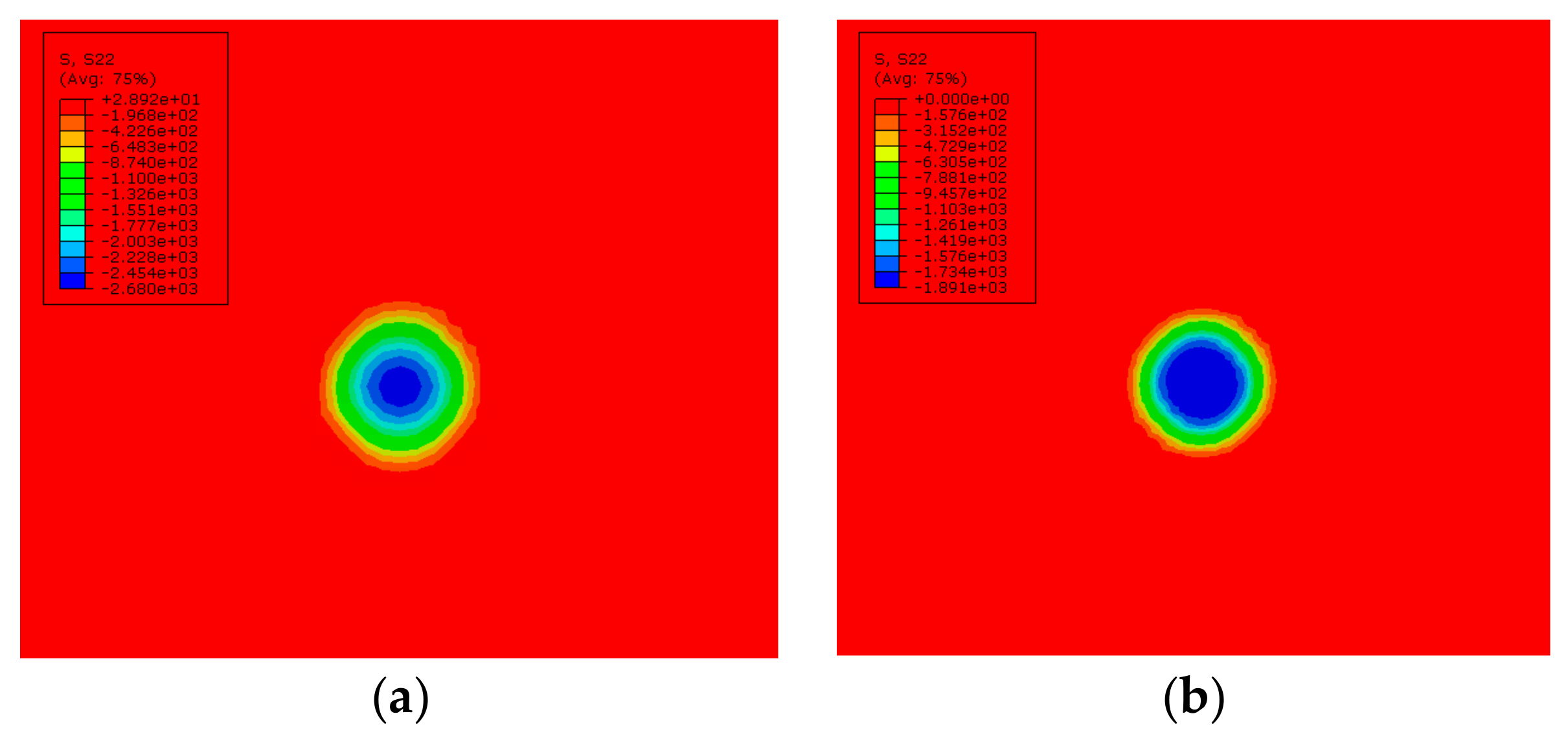
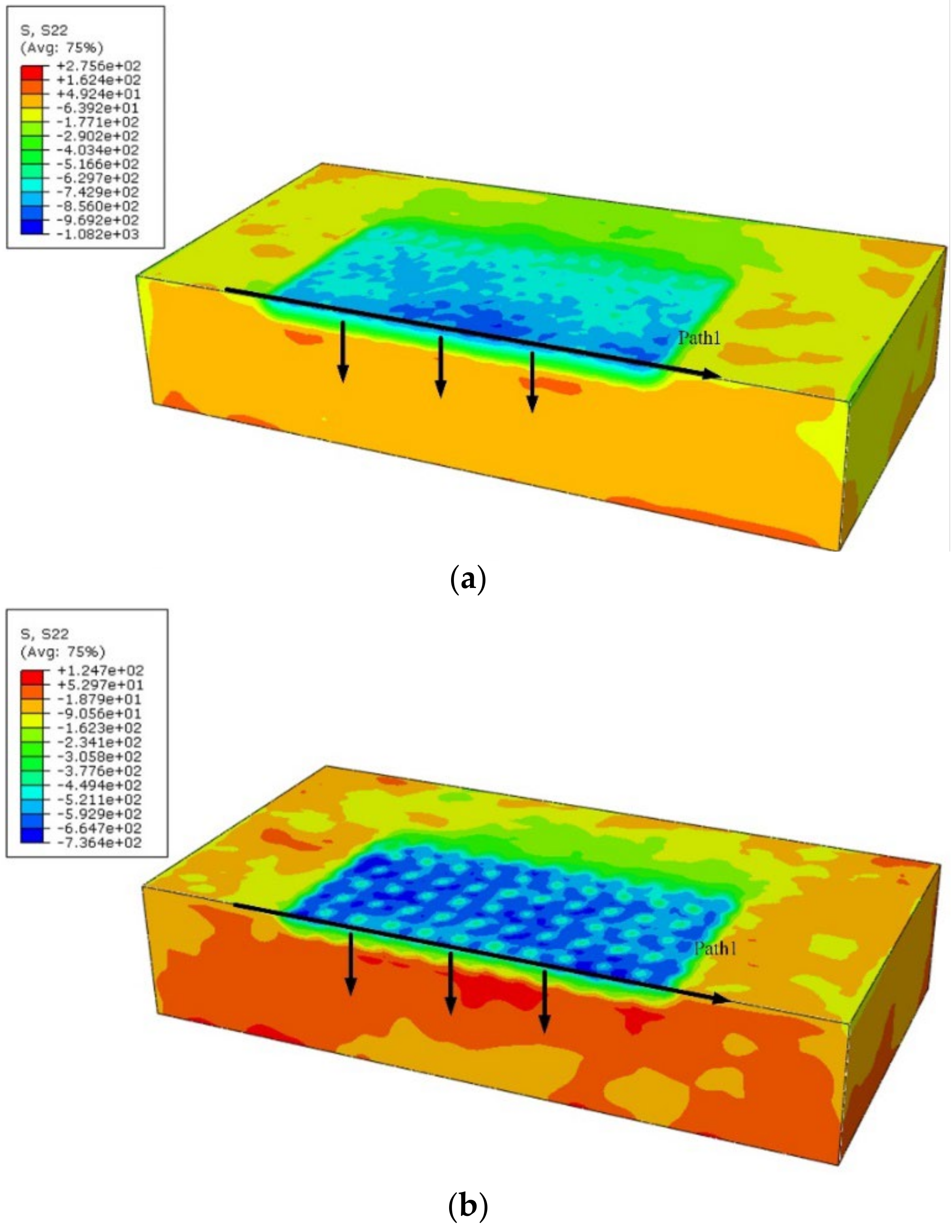
4.1. Residual Stress Distribution of Simulation Results
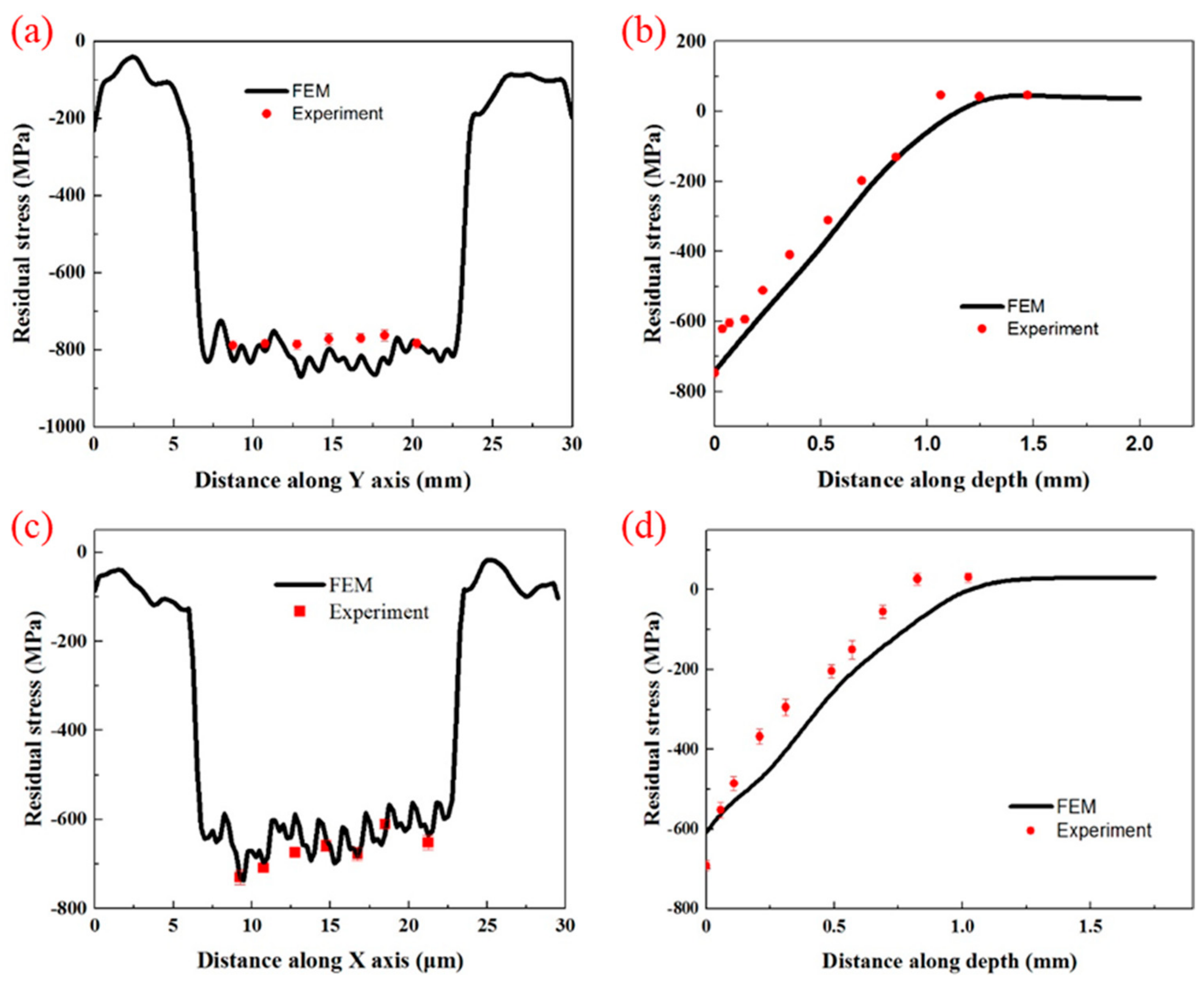
4.2. Verification of Residual Stress of Simulation Results
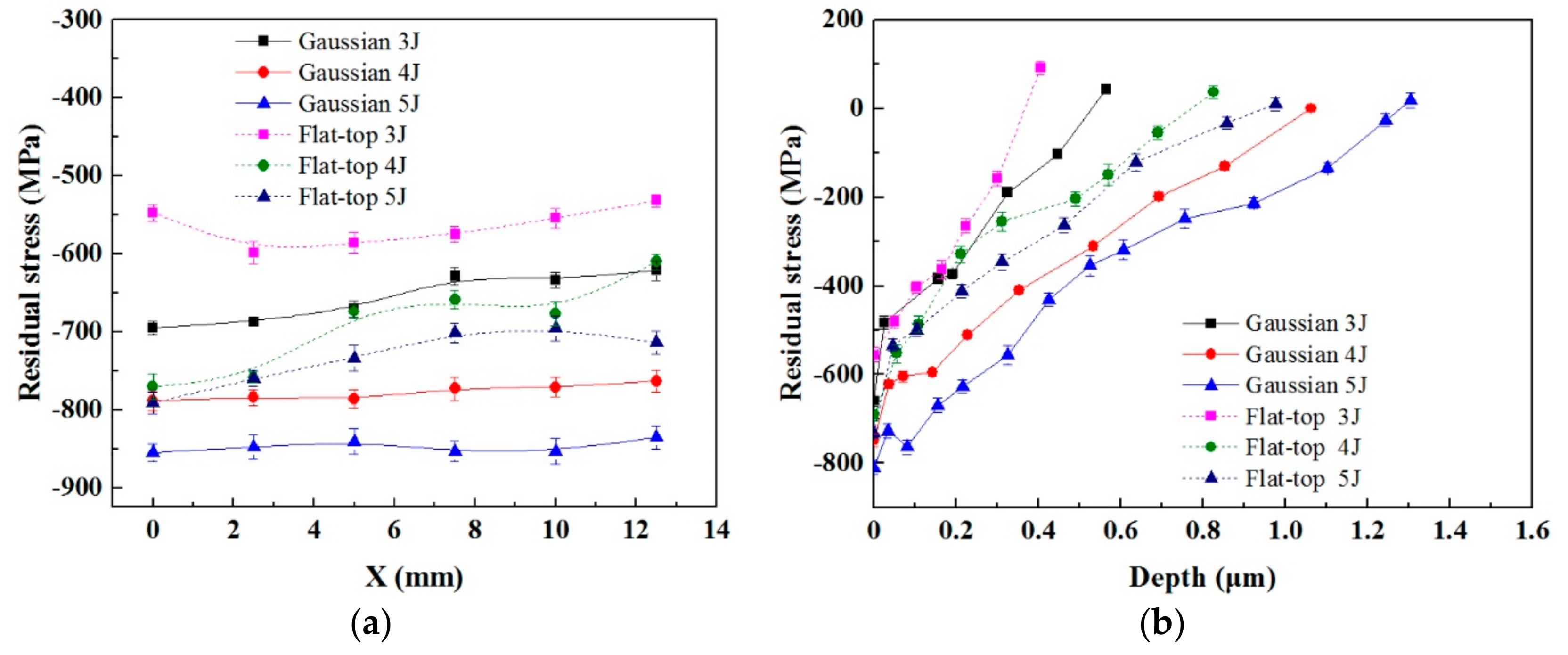
4.3. Residual Stress Distributions with Different Pulse Energies
5. Conclusions
- (1)
- FEM results show that the residual stress induced by LSP with GSELB and FSELB is different. This is due to the difference in spatial energy distribution and the peak pressure of the shock wave. The predicted residual stress induced by GSELB is considerably larger than that induced by FSELB.
- (2)
- The FEM method was used to predict the residual stress distribution with two kinds of laser beams, and good agreements were obtained between the predicted results and the experimental data.
- (3)
- Compared with FSELB, the GSELB treatment of TC4 titanium alloy can generate high-level and more uniform compressive residual stress under the same LSP parameters. With the increase of pulse energy, the compressive residual stress is increased both at the surface and at greater depths.
Reference
Author Contributions
Funding
Acknowledgement
Conflicts of Interest
References
- Laleh, M.; Kargar, F. Effect of surface nanocrystallization on the microstructural and corrosion characteristics of AZ91D magnesium alloy. J. Alloy Compd. 2011, 509, 9150–9156. [Google Scholar] [CrossRef]
- Gao, Y.K.; Wu, X.R. Experimental investigation and fatigue life prediction for 7475-T7351 aluminum alloy with and without shot peening-induced residual stresses. Acta Mater. 2011, 59, 3737–3747. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, Z.B.; Lu, K. Enhanced fatigue property by suppressing surface cracking in a gradient nanostructured bearing steel. Mater. Res. Lett. 2017, 5, 258–266. [Google Scholar] [CrossRef]
- Suzuki, S.; Shibutani, N.; Mimura, K.; Isshiki, M.; Waseda, Y. Improvement in strength and electrical conductivity of Cu–Ni–Si alloys by aging and cold rolling. J. Alloy Compd. 2006, 417, 116–120. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai., Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Luo, S.H.; Zhou, L.C.; Wang, X.D.; Cao, X.; Nie, X.F.; He, W.F. Surface nanocrystallization and amorphization of dual-phase TC11 titanium alloys under laser induced ultrahigh strain-rate plastic deformation. Materials 2018, 11, 563. [Google Scholar] [CrossRef] [PubMed]
- Liao, Y.; Suslov, S.; Ye, C.; Cheng, G.J. The mechanisms of thermal engineered laser shock peening for enhanced fatigue performance. Acta Mater. 2012, 60, 4997–5009. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.A.; Veldhuis, S.C. Influence of shot peening on AlSi10Mg parts fabricated by additive manufacturing. J. Manuf. Mater. Process. 2018, 2, 40. [Google Scholar] [CrossRef]
- Hackel, L.; Rankin, J.R.; Rubenchik, A.; King, W.E.; Matthews, M. Laser peening: A tool for additive manufacturing post-processing. Add. Manuf. 2018, 24, 67–75. [Google Scholar] [CrossRef]
- Sun, R.J.; Zhu, Y.; Guo, W. Effect of laser shock processing on surface morphology and residual stress field of TC17 titanium alloy by FEM method. J. Plast. Eng. 2017, 24, 187–193. [Google Scholar]
- Nie, X.F.; He, W.F.; Zhou, L.C.; Li, Q.P.; Wang, X.D. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]
- Luo, K.Y.; Lin, T.; Dai, F.Z.; Luo, X.M.; Lu, J.Z. Effects of overlapping rate on the uniformities of surface profile of LY2 Al alloy during massive laser shock peening impacts. Surf. Coat. Technol. 2015, 266, 49–56. [Google Scholar] [CrossRef]
- Keller, S.; Chupakhin, S.; Staron, P; Maawad, E.; Kashaev, N.; Klusemann, B. Experimental and numerical investigation of residual stress in laser shock peened AA2198. J. Mater. Process. Tech. 2018, 255, 294–307. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Dai, F.Z.; Zhong, J.W.; Xu, L.Z.; Yang, C.J.; Zhang, L.; Wang, Q.W.; Zhong, J.S.; Yang, D.K.; et al. Effects of multiple laser shock processing (LSP) impacts on mechanical properties and wear behaviors of AISI 8620 steel. Mater. Sci. Eng. A 2012, 536, 57–63. [Google Scholar] [CrossRef]
- Zhang, X.; Li, H.; Duan, S.; Yu, X.; Feng, J.; Wang, B.; Huang, Z. Modeling of residual stress field induced in Ti–6Al–4V alloy plate by two sided laser shock processing. Surf. Coat. Technol. 2015, 280, 163–173. [Google Scholar] [CrossRef]
- Brockman, R.A.; Braisted, W.R.; Olson, S.E.; Tenaglia, R.D.; Clauer, A.H.; Langer, K.; Shepard, M.J. Prediction and characterization of residual stresses from laser shock peening. Int. J. Fatigue 2012, 36, 98–106. [Google Scholar] [CrossRef]
- Hu, Y.X.; Yao, Z.Q. Overlapping rate effect on laser shock processing of 1045 steel by small spots with Nd:YAG pulsed laser. Surf. Coat. Technol. 2008, 202, 1517–1525. [Google Scholar] [CrossRef]
- Cao, Y.F.; Shin, Y.C.; Wu, B.X. Parametric study on single shot and overlapping laser shock peening on various metals via modeling and experiments. Manuf. Sci. Eng. 2010, 132, 061010. [Google Scholar] [CrossRef]
- Yan, M.G. Aeronautical Materials Handbook; Standards Press of China: Beijing, China, 2004. [Google Scholar]
- ASTM. ASTM E915-10, ASTM Standard Test Method for Verifying the Alignment of X-ray Diffraction Instrument for Residual Stress Measurement; ASTM: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM. ASTM Standard Test Method for Determining the X-ray Elastic Constants for Use in the Measurement of Residual Stress Using X-ray Diffraction Techniques; ASTM E1426-2014; ASTM: West Conshohocken, PA, USA, 2014. [Google Scholar]
- SAE. SAE HS-784 Residual Stress Measurement by X-ray Diffraction; SAE HS-784; SAE: Warrendale, PA, USA, 2003. [Google Scholar]
- Ye, C.; Suslov, S.; Fei, X.; Cheng, G.J. Bimodal nanocrystallization of NiTi shape memory alloy by laser shock peening and post-deformation annealing. Acta Mater. 2011, 59, 7219–7227. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Three-dimensional dynamic finite element analysis of multiple laser shock peening processes. Surf. Eng. 2003, 19, 351–358. [Google Scholar] [CrossRef]
- Hfaiedh, N.; Peyre, P.; Song, H.B.; Popa, L.; Ji, V.; Vignal, V. Finite element analysis of laser shock peening of 2050-T8 aluminum alloy. Int. J. Fatigue 2015, 70, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Spradlin, T.J.; Grandhi, R.V.; Langer, K. Experimental validation of simulated fatigue life estimates in laser-peened aluminum. Int. J. Struct. Integr. 2011, 2, 74–86. [Google Scholar] [CrossRef]
- Sticchi, M.; Staron, P.; Sano, Y.; Meixer, M.; Klaus, M.; Rebelo-Kornmeier, J.; Huber, N.; Kashaev, N. A parametric study of laser spot size and coverage on the laser shock peening induced residual stress in thin aluminium samples. J. Eng. 2015, 13, 97–105. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Li, P.Y.; Huang, S.K.; Xu, H.F.; Li, Y.X.; Hou, X.L.; Wang, Q.D.; Fu, W.F.; Fang, Y.W. Numerical simulation and experiments of titanium alloy engine blades based on laser shock processing. Aerosp. Sci. Tech. 2015, 40, 164–170. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R. Laser shock processing: a review of the physics and applications. Opt. Quant. Electron. 1995, 27, 1213–1229. [Google Scholar]
- Zhang, W.W.; Yao, Y.L. Micro Scale Laser Shock Processing of Metallic Components. J. Manuf. Sci. Eng. 2002, 124, 369–378. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behavior. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Zhou, Z.; Gill, A.S.; Qian, D.; Mannava, S.R.; Langer, K.; Wen, Y.H.; Vasudevan, V.K. A finite element study of thermal relaxation of residual stress in laser shock peened IN718 superalloy. Int. J. Impact Eng. 2011, 38, 590–596. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|---|
| Percent (%) | 5.5–6.8 | 3.5–4.5 | 1.6–2.4 | 1.6–2.4 | 0.05 | 0.0125 | 0.13 | Bal |
| Mechanical Property | Value |
|---|---|
| Density (g/cm3) | 4.44 |
| Poisson’s ratio | 0.34 |
| Elastic modulus (GPa) | 109 |
| Hugoniot elastic limit (GPa) | 2.8 |
| Parameters | Value |
|---|---|
| Laser wavelength (nm) | 1064 |
| Pulse energy (J) | 3/4/5 |
| Pulse duration (ns) | 20 |
| Spots diameter (mm) | 2.2 |
| Laser impact | 1 |
| Repetition-rate (Hz) | 1 |
| System ASE energy (mJ) | <50 |
| Export laser energy stability | <±5% |
| Overlapping rate | 50% |
| A (MPa) | B (MPa) | C | n | 0 | m |
|---|---|---|---|---|---|
| 1098 | 1092 | 1.1 | 0.93 | 1 | 1.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; He, W.; Luo, S.; Nie, X.; Tian, L.; Feng, X.; Li, R. Simulation and Experimental Study on Residual Stress Distribution in Titanium Alloy Treated by Laser Shock Peening with Flat-Top and Gaussian Laser Beams. Materials 2019, 12, 1343. https://doi.org/10.3390/ma12081343
Li X, He W, Luo S, Nie X, Tian L, Feng X, Li R. Simulation and Experimental Study on Residual Stress Distribution in Titanium Alloy Treated by Laser Shock Peening with Flat-Top and Gaussian Laser Beams. Materials. 2019; 12(8):1343. https://doi.org/10.3390/ma12081343
Chicago/Turabian StyleLi, Xiang, Weifeng He, Sihai Luo, Xiangfan Nie, Le Tian, Xiaotai Feng, and Rongkai Li. 2019. "Simulation and Experimental Study on Residual Stress Distribution in Titanium Alloy Treated by Laser Shock Peening with Flat-Top and Gaussian Laser Beams" Materials 12, no. 8: 1343. https://doi.org/10.3390/ma12081343