Anisotropic Properties of Polylactic acid–carbon Fiber Composites Prepared by Droplet spray Additive Manufacturing

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Performance Testing Methods
2.2.1. Mechanical Property Testing
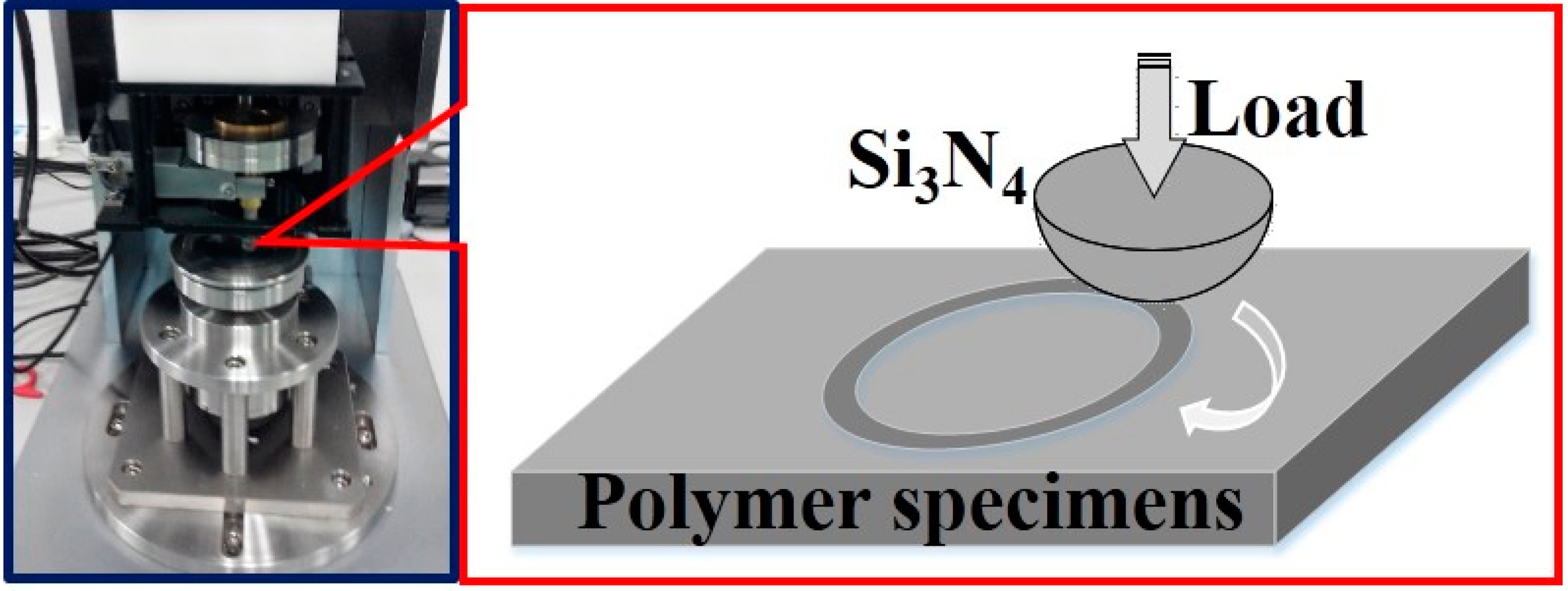
2.2.2. Friction and Wear Testing
2.2.3. SEM Characterization
3. Results and Discussion
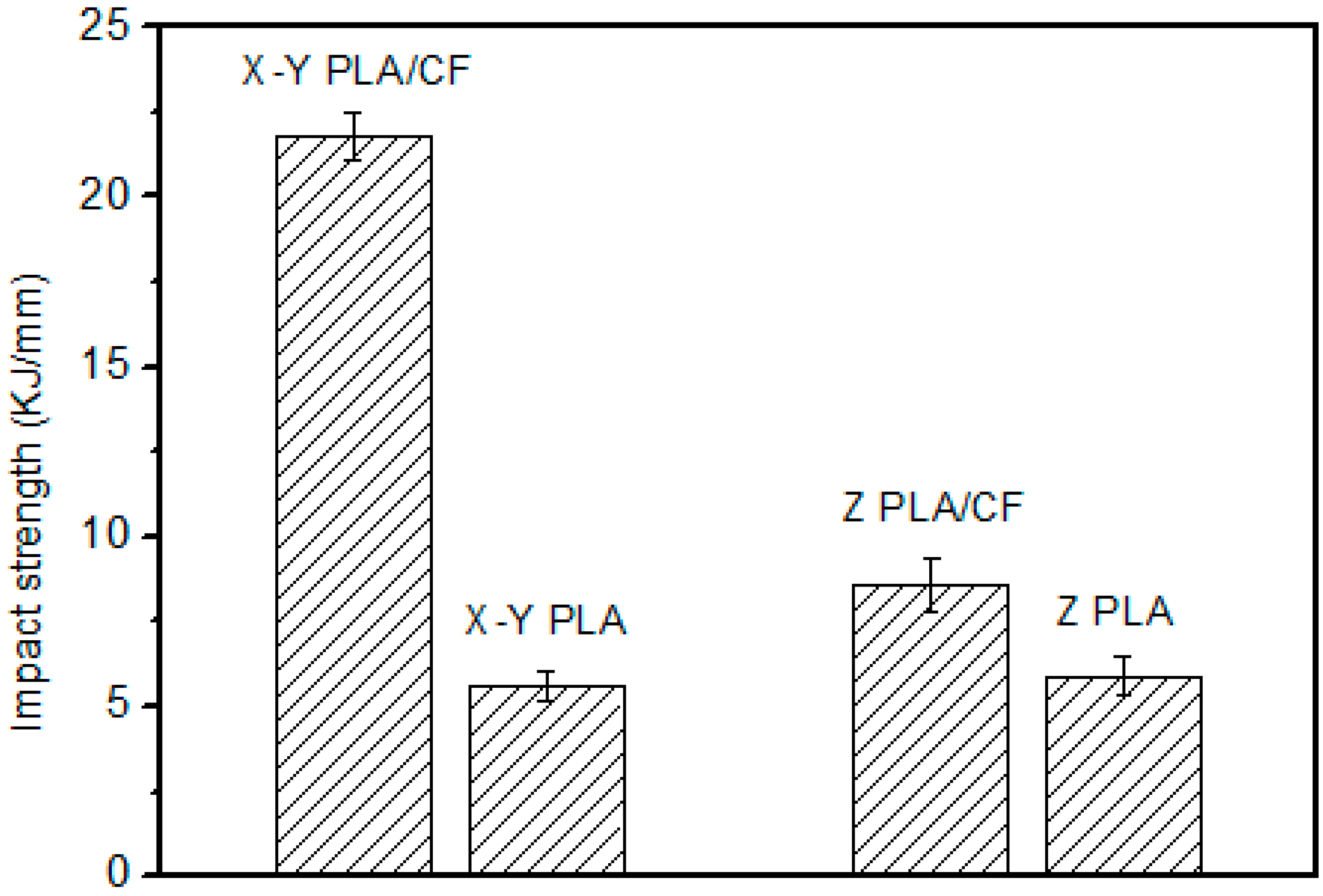
3.1. Mechanical Properties
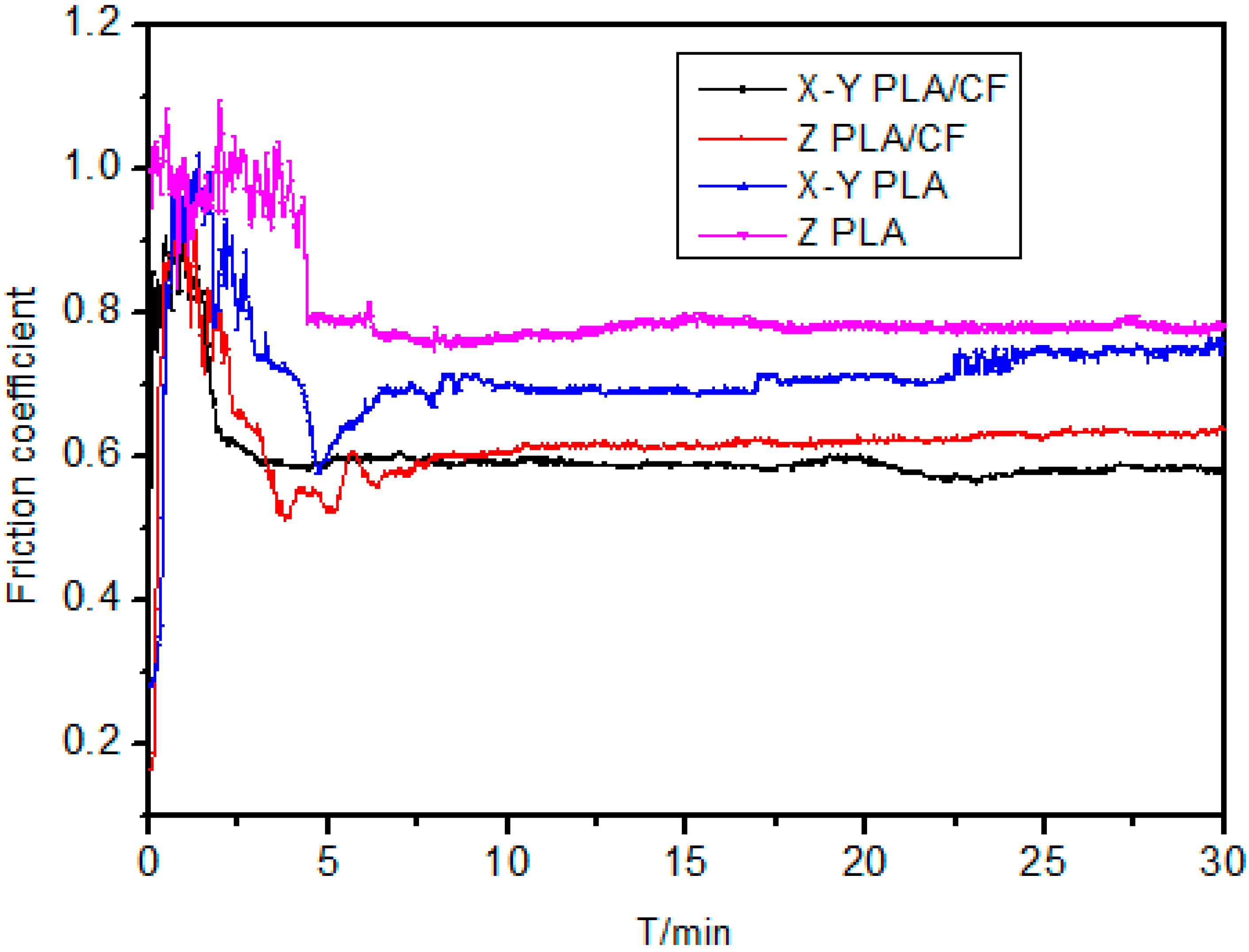
3.2. Friction Properties
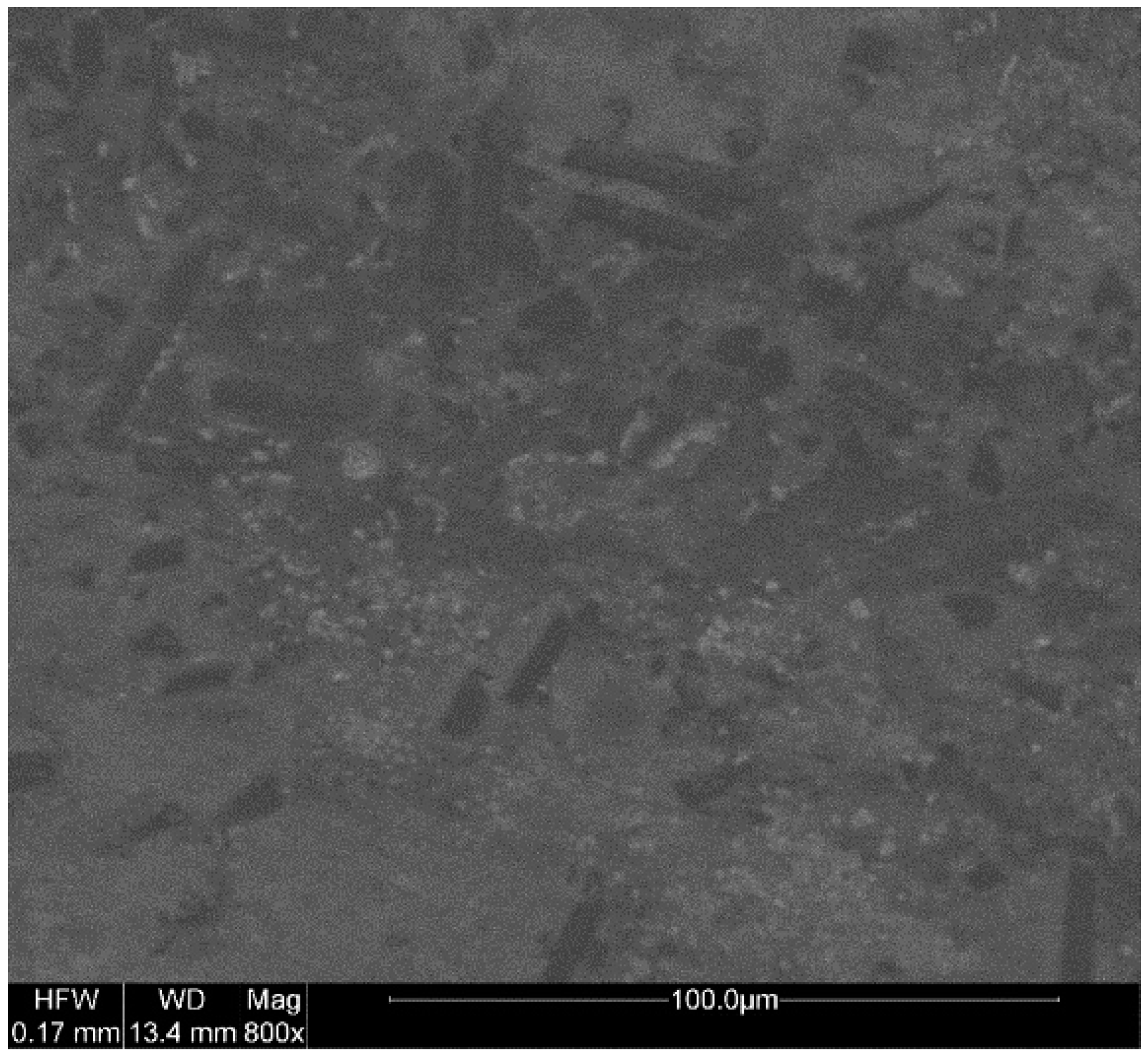
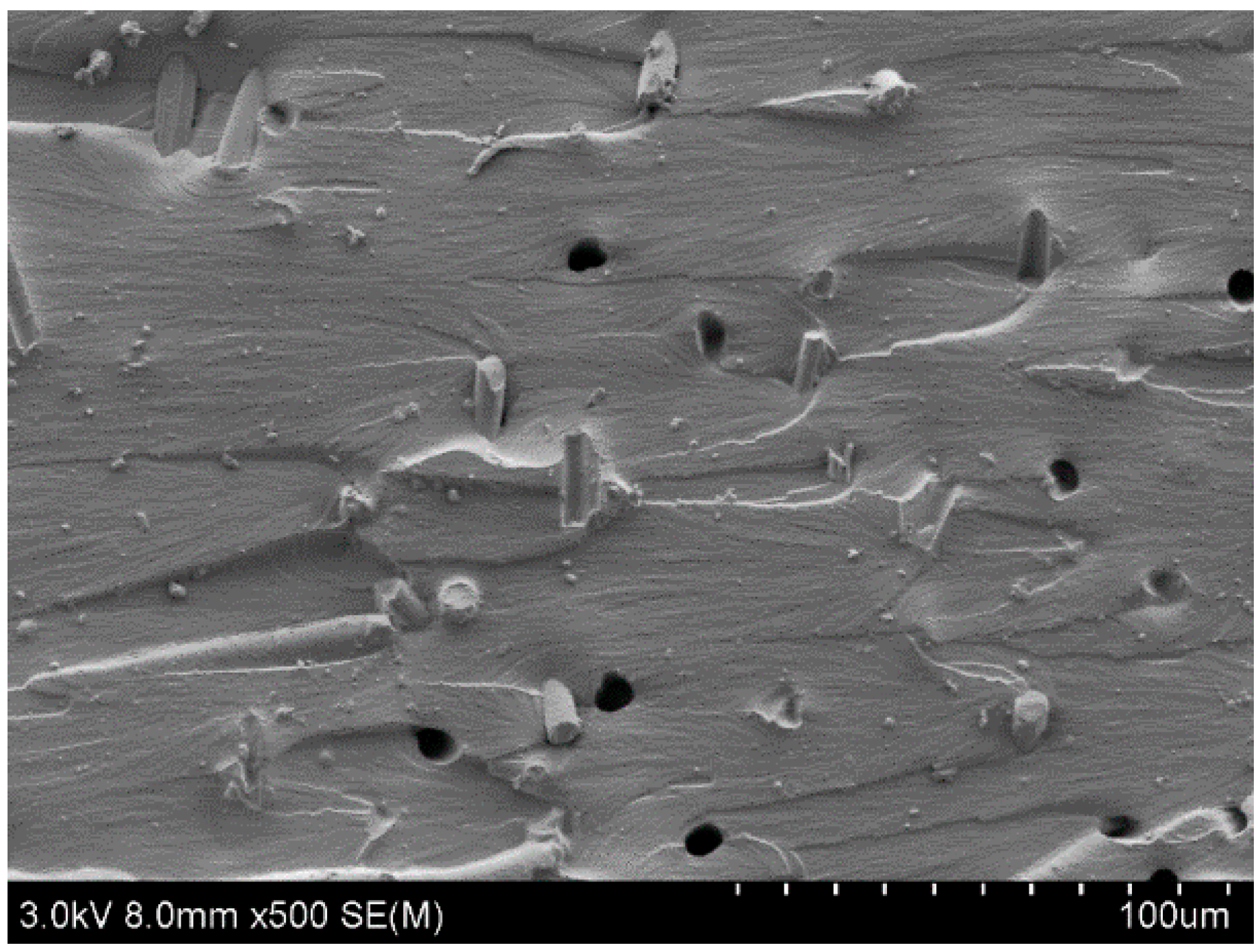
3.3. SEM Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, J.W.; Lee, D.G. Effect of fiber orientation and fiber contents on the tensile strength in fiber-reinforced composites. J. Nanosci. Nanotechnol. 2010, 10, 3650–3653. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.W.; Lee, J.J.; Lee, D.G. Effect of Fiber Orientation on the Tensile Strength in Fiber-Reinforced Polymeric Composite Materials. Key Eng. Mater. 2005, 297–300, 2897–2902. [Google Scholar] [CrossRef]
- Gong, S.; Zhu, Z.H.; Meguid, S.A. Anisotropic electrical conductivity of polymer composites with aligned carbon nanotubes. Polymer 2015, 56, 498–506. [Google Scholar] [CrossRef]
- Shemelya, C.; De La Rosa, A.; Torrado, A.R.; Yu, K.; Domanowski, J.; Bonacuse, P.J.; Martin, R.E.; Juhasz, M.; Hurwitz, F.; Wicker, R.B.; et al. Anisotropy of thermal conductivity in 3D printed polymer matrix composites for space based cube satellites. Addit. Manuf. 2017, 16, 186–196. [Google Scholar] [CrossRef]
- Wazzan, A.A. Effect of fiber orientation on the mechanical properties and fracture characteristics of date palm fiber reinforced composites. Int. J. Polym. Mater. Polym. Biomater. 2005, 54, 213–225. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. Fatigue performance of selective laser melted Ti6Al4V components: state of the art. Mater. Res. Express 2018, 6, 012002. [Google Scholar] [CrossRef]
- Fereiduni, E.; Yakout, M.; Elbestawi, M. Laser-Based Additive Manufacturing of Lightweight Metal Matrix Composites. In Additive Manufacturing of Emerging Materials; AlMangour, B., Ed.; Springer: Cham, Switzerland, 2019; pp. 55–109. [Google Scholar]
- Mao, C.; Huang, J.; Zhu, Y.; Jiang, W.; Tang, Q.; Ma, X. Tailored Parallel Graphene Stripes in Plastic Film with Conductive Anisotropy by Shear-Induced Self-Assembly. J. Phys. Chem. Lett. 2012, 4, 43–47. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Zhu, Y.; Jiang, W.; Yin, J.; Tang, Q.; Yang, X. Parallel Carbon Nanotube Stripes in Polymer Thin Film with Remarkable Conductive Anisotropy. ACS Appl. Mater. Interfaces 2014, 6, 1754–1758. [Google Scholar] [CrossRef] [PubMed]
- Steinert, B.W.; Dean, D.R. Magnetic field alignment and electrical properties of solution cast PET–carbon nanotube composite films. Polymer 2009, 50, 898–904. [Google Scholar] [CrossRef]
- Wang, D.; Song, P.; Liu, C.; Wu, W.; Fan, S. Highly orient ed carbon nanotube papers made of aligned carbon nanotubes. Nanotechnology 2008, 19, 075609. [Google Scholar] [CrossRef] [PubMed]
- Martin, C.A.; Sandler, J.K.W.; Windle, A.H.; Schwarz, M.K.; Bauhofer, W.; Schulte, K.; Shaffer, M.S.P. Electric field -induced aligned multi-wall carbon nanotube networks in epoxy composites. Polymer 2005, 46, 877–886. [Google Scholar] [CrossRef]
- Ramón-Azcón, J.; Ahadian, S.; Estili, M.; Liang, X.; Ostrovidov, S.; Kaji, H.; Shiku, H.; Ramalingam, M.; Nakajima, K.; Sakka, Y.; Khademhosseini, A.; Matsue, T. Dielectrophoretically Aligned Carbon Nanotubes to Control Electrical and Mechanical Properties of Hydrogels to Fabricate Contractile Muscle Myofibers. Adv. Mater. 2013, 25, 4028–4034. [Google Scholar] [CrossRef] [PubMed]
- Du, F.; Fischer, J.E.; Winey, K.I. Effect of nanotube alignment on percolat ion conductivity in carbon nanotube/polymer composites. Phys. Rev. B Condens. Matter. 2005, 72, 121404. [Google Scholar] [CrossRef]
- Sohn, B.; Seo, B. Fabrication of the multilayered nanostructure of alternating polymers and gold nanoparticles with thin films of self-assembling diblock copolymers. Chem. Mater. 2001, 13, 1752–1757. [Google Scholar] [CrossRef]
- Yan, X.L. Research on two-dimensional layout problem of anisotropic materials. Ph.D. Thesis, Wuhan University of Technology, Wuhan, China, June 2013. (In Chinese). [Google Scholar]
- Dehghanghadikolaei, A.; Ibrahim, H.; Amerinatanzi, A.; Hashemi, M.; Shayesteh Moghaddam, N.; Elahinia, M. Improving corrosion resistance of additively manufactured nickel–titanium biomedical devices by micro-arc oxidation process. J. Mater. Sci. 2019, 54, 7333–7355. [Google Scholar] [CrossRef]
- Ibrahim, H.; Jahadakbar, A.; Dehghan, A.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M. In Vitro Corrosion Assessment of Additively Manufactured Porous NiTi Structures for Bone Fixation Applications. Metals 2018, 8, 164. [Google Scholar] [CrossRef]
- Papon, E.A.; Haque, A. Fracture toughness of additively manufactured carbon fiber reinforced composites. Addit. Manuf. 2019, 26, 41–52. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L.; Hu, Y.B.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 1–12. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive Manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Quan, Z.Z.; Zachary, L.; Amanda, W.; Yu, J.Y.; Qin, X.H.; Mark, M.; Jonghwan, S.; Joon-Hyung, B.; Youngseok, O.; Tsu-Wei, C. Microstructural design and additive manufacturing and characterization of 3D orthogonal short carbon fiber/acrylonitrile-butadiene-styrene preform and composite. Compos. Sci. Technol. 2016, 126, 139–148. [Google Scholar] [CrossRef]
- Quan, Z.Z.; Wu, A.; Michael, K.; Qin, X.H.; Yu, J.Y.; Jonghwan, S.; Joon-Hyung, B.; Byung-Sun, K.; Tsu-Wei, C. Additive manufacturing of multidirectional preforms for composites: opportunities and challenges. Mater. Today 2015, 18, 503–512. [Google Scholar] [CrossRef]
- Nak-Ho, S.; Suh, N.P. Effect of fiber orientation on friction and wear of fiber reinforced polymeric composites. Wear 1979, 53, 129–141. [Google Scholar] [CrossRef]
- El-Sayed, A.A.; El-Sherbiny, M.G.; Abo-El-Ezz, A.S.; Aggag, G.A. Friction and wear properties of polymeric composite materials for bearing applications. Wear 1995, 184, 45–53. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Nunez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]









© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Ding, Q.; Zhao, H.; Wu, T.; Zhang, M.; Zhang, Y. Anisotropic Properties of Polylactic acid–carbon Fiber Composites Prepared by Droplet spray Additive Manufacturing. Materials 2019, 12, 669. https://doi.org/10.3390/ma12040669
Li Y, Ding Q, Zhao H, Wu T, Zhang M, Zhang Y. Anisotropic Properties of Polylactic acid–carbon Fiber Composites Prepared by Droplet spray Additive Manufacturing. Materials. 2019; 12(4):669. https://doi.org/10.3390/ma12040669
Chicago/Turabian StyleLi, Yongfeng, Qingjun Ding, Hongyuan Zhao, Tingting Wu, Mingming Zhang, and Yaqi Zhang. 2019. "Anisotropic Properties of Polylactic acid–carbon Fiber Composites Prepared by Droplet spray Additive Manufacturing" Materials 12, no. 4: 669. https://doi.org/10.3390/ma12040669