Fabrication and Finite Element Analysis of Composite Elbows


Abstract
:1. Introduction
2. Model and Material
2.1. Application and Model
2.2. Material
3. Technical Process
4. Characterization
5. Discussion
5.1. Load Capacity
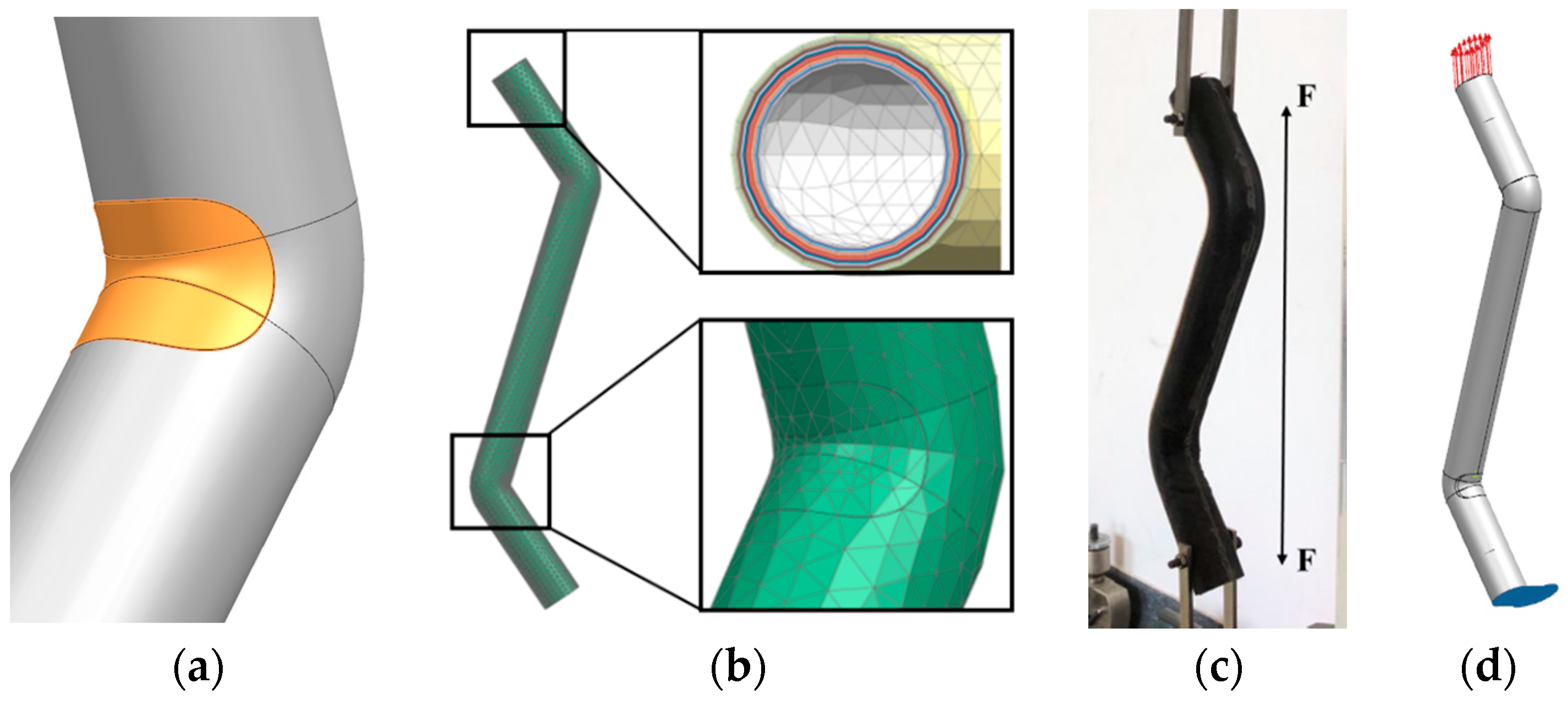
5.2. Finite Element Method (FEM) Validation
6. Conclusions
- (1)
- In this study, a self-made glass fiber/epoxy polyvinyl ester fabric prepreg and a self-designed mold were used to prepare an isotropic composite double-bent elbow by the silicone rubber airbag-assisted manufacturing method. The load capacity was tested using a self-designed mold on the universal testing machine. The results showed that the average maximum load of the elbow can reach 3448 N, while the corresponding maximum deformation is 2.84 mm. However, during the preparation of the elbow, the excess material at the corners had to be manually cut off, which causes significant discontinuity, and therefore, the variability of the load capacity of the elbow is high. Moreover, after the preparation is complete, the silicone rubber airbag needs to be manually demolded, which considerably lowers the production efficiency of the structure.
- (2)
- The finite element method was used to validate the mechanical properties of the overall elbow structure, and the results showed that from the innermost to the outermost layer, the stressed areas of the elbow gradually spread from the corner to its left and right sides. Furthermore, the failure mode of the simulation results is consistent with that of the actual experiment: the layer failure index first increases and then decreases from the inside to the outside, reaching 1.0 at the outermost layer. Because the failure criterion has significant influence on the structural property simulation, this study compares the error between the simulated and experimental values under different failure criteria. The results showed that the error of the load capacity is less than 10%, while the error of the deformation is about 10% under the four different criteria. Among these, the max stress criterion exhibited the highest accuracy: the simulation value of the load capacity was 3591 N, with an error of 4.15%, while the predicted value of the deformation was 3.06 mm, with an error of 7.75%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Chung, D.D.L. Processing-structure-property relationships of continuous carbon fiber polymer-matrix composites. Mater. Sci. Eng. R. 2017, 113, 1–29. [Google Scholar] [CrossRef]
- Soliman, E.; Kandil, U.; Taha, M.R. Improved Strength and Toughness of Carbon Woven Fabric Composites with Functionalized MWCNTs. Materials 2014, 7, 4640–4657. [Google Scholar] [CrossRef] [PubMed]
- Bussetta, P.; Correia, N. Numerical forming of continuous fibre reinforced composite material: A review. Compos. Part A Appl. Sci. Manuf. 2018, 113, 12–31. [Google Scholar] [CrossRef]
- Chen, L.; Chen, D.; Rong, Z.J. Research progress of reinforced fabric of composite blade for turbo engine. J. Tianjin Polytech. Univ. 2018, 37, 30–35. [Google Scholar] [CrossRef]
- Wei, B.; Zhou, J.T.; Yan, Z.J. Development Status and Application Prospect of RTM and Its’ Derived Technologies. Guangzhou Chem. 2018, 43, 68–75. [Google Scholar] [CrossRef]
- Lehmann, U.; Michaeli, W. Cores lead to an automated production of hollow composite parts in resin transfer moulding. Compos. Part A Appl. Sci. Manuf. 1998, 29, 803–810. [Google Scholar] [CrossRef]
- Wang, R.N.; Wu, X.Q.; Lou, X.J. Application of Silicon Rubber Inflatable Bag in RTM Technology. Fiber Compos. 2007, 12, 12–14. [Google Scholar]
- Lu, J.J.; Wang, G.Y.; Zhang, L. Service-Span Estimate for Silicon Rubber Inflatable Mandrel Employed in Composites Molding. Aerosp. Mater. Technol. 2006, 2, 64–67. [Google Scholar]
- Manoj Prabhakar, M.; Rajini, N.; Ayrilmis, N. An overview of burst, buckling, durability and corrosion analysis of lightweight FRP composite pipes and their applicability. Compos. Struct. 2019, 230, 111419. [Google Scholar] [CrossRef]
- Al-saadi, A.U.; Aravinthan, T.; Lokuge, W. Structural applications of fibre reinforced polymer (FRP) composite tubes: A review of columns members. Compos. Struct. 2018, 204, 513–524. [Google Scholar] [CrossRef]
- Triantafillou, T.C.; Kim, P.; Meier, U. Optimization of hybrid aluminum/cfrp box beams. Int. J. Mech. Sci. 1991, 33, 729–739. [Google Scholar] [CrossRef]
- Broughton, J.G.; Beevers, A.; Hutchinson, A.R. Carbon-fibre-reinforced plastic (CFRP) strengthening of aluminium extrusions. Int. J. Adhes. Adhes. 1997, 17, 269–278. [Google Scholar] [CrossRef]
- Jung, D.W.; Kim, H.J.; Choi, N.S. Aluminum-GFRP hybrid square tube beam reinforced by a thin composite skin layer. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1558–1565. [Google Scholar] [CrossRef]
- Eksi, S.; Genel, K. Bending response of hybrid composite tubular beams. Thin Walled Struct. 2013, 73, 329–336. [Google Scholar] [CrossRef]
- Xiao, Y.; Hu, Y.F.; Zhang, J.G. Dynamic bending responses of CFRP thin-walled square beams filled with aluminum honeycomb. Thin Walled Struct. 2018, 132, 494–503. [Google Scholar] [CrossRef]
- Tan, S.C.; Perez, J. Progressive Failure of Laminated Composites with a Hole under Compressive Loading. J. Reinf. Plast. Compos. 1993, 12, 1043–1057. [Google Scholar] [CrossRef]
- Hou, J.P.; Petrinic, N.; Ruiz, C. A delamination criterion for laminated composites under low-velocity impact. Compos. Sci. Technol. 2001, 61, 2069–2074. [Google Scholar] [CrossRef]
- Yang, Y. Design, Manufacturing and Mechanical Properties of Composites Honeycomb Sandwich Pipes. Master’s Thesis, National University of Defense Technology, Changsha, China, November 2012. [Google Scholar]
- Muttashar, M.; Manalo, A.; Karunasena, W. Flexural behaviour of multi-celled GFRP composite beams with concrete infill: Experiment and theoretical analysis. Compos. Struct. 2017, 159, 21–33. [Google Scholar] [CrossRef]
- Mirmiran, A.; Zagers, K.; Yuan, W. Nonlinear finite element modeling of concrete confined by fiber composites. Finite Elem. Anal. Des. 2000, 35, 79–96. [Google Scholar] [CrossRef]
- Hangai, Y.; Saito, M.; Utsunomiya, T. Fabrication of Aluminum Foam-Filled Thin-Wall Steel Tube by Friction Welding and Its Compression Properties. Materials 2014, 7, 6796–6810. [Google Scholar] [CrossRef] [PubMed]
- Hangai, Y.; Nakano, Y.; Koyama, S. Fabrication of Aluminum Tubes Filled with Aluminum Alloy Foam by Friction Welding. Materials 2015, 8, 7180–7190. [Google Scholar] [CrossRef] [PubMed]
- Chang, F.-K.; Springer, G.S. The Strengths of Fiber Reinforced Composite Bends. J. Compos. Mater. 1986, 20, 30–45. [Google Scholar] [CrossRef]
- Karama, M.; Mistou, S. Optimizing Textile-Reinforced Composites for Pipe Connection. Adv. Mater. Res. 2013, 682, 119–125. [Google Scholar] [CrossRef]
- Abdelouahed, E.; Mokhtari, M.; Benzaama, H. Finite Element Analysis of the thermo-Mechanical Behavior of composite Pipe Elbows under Bending and Pressure loading. Frattura Integrità Strutturale 2019, 13, 698–713. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, H.; Zu, L. Design of filament-wound composite elbows based on non-geodesic trajectories. Compos. Struct. 2018, 189, 635–640. [Google Scholar] [CrossRef]
- Available online: http://www.zk71.com/products/u383402/undo487149_16142744.html (accessed on 13 August 2010).
- Steggall-Murphy, C.; Simacek, P.; Advani, S.G. A model for thermoplastic melt impregnation of fiber bundles during consolidation of powder-impregnated continuous fiber composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 93–100. [Google Scholar] [CrossRef]
- Hayes, B.S.; Seferis, J.C. The effect of fabric tension and the number of impregnation rollers on woven fabric prepreg quality and cured laminates. Compos. Part A Appl. Sci. Manuf. 1997, 28, 791–799. [Google Scholar] [CrossRef]
- Wu, Y.T.; Yao, W.X.; Shen, H.J. Prediction ability analysis of macroscopic strength criteria for composites. Acta Mater. Compos. Sin. 2015, 32, 864–873. [Google Scholar] [CrossRef]
- Gol’denblat, I.I.; Kopnov, V.A. General theory of criteria of strength for isotropic and anisotropic materials. Strength Mater. 1971, 3, 184–188. [Google Scholar] [CrossRef]
- Smith, C.S. Design of Marine Structures in Composite Materials; Elsevier: London, UK, 1990. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Tensile Strength /MPa | Tensile Modulus /GPa | Compressive Strength /MPa | Compressive Modulus /GPa | Flexural Strength /MPa | Flexural Modulus /GPa | In-plane Shear Strength /MPa | Interlaminar Shear Strength /MPa |
|---|---|---|---|---|---|---|---|---|
| V2550A | 293 | 23 | 193 | 27 | 282 | 31 | 51 | 36 |
| Sample Number | Load Capacity/N | Deformation/mm | Wall Thickness/mm | Outer Diameter/mm |
|---|---|---|---|---|
| 1 | 4266 | 3.62 | 3.80 | 40.00 |
| 2 | 3300 | 2.60 | 4.00 | 39.80 |
| 3 | 2777 | 2.29 | 4.10 | 39.80 |
| Average | 3448 | 2.84 | 3.97 | 39.87 |
| Mesh Size/mm | 1 | 2 | 3 | 4 | 5 | 7 | 10 | 15 |
|---|---|---|---|---|---|---|---|---|
| Load Capacity/N | 3208 | 3244 | 3292 | 3273 | 3235 | 3309 | 3324 | 3332 |
| Deformation/mm | 2.55 | 2.59 | 2.61 | 2.68 | 2.57 | 2.75 | 2.90 | 2.94 |
| Parameters | Experimental Results | Tsai–Hill | Tsai–Wu | Max Stress | Hoffman |
|---|---|---|---|---|---|
| Load capacity/N | 3448 | 3235 | 3274 | 3591 | 3665 |
| Error/% | – | 6.18 | 5.05 | 4.15 | 6.29 |
| Deformation/mm | 2.84 | 2.57 | 2.59 | 3.06 | 3.14 |
| Error/% | – | 9.51 | 8.80 | 7.75 | 10.56 |
| Stress/MPa | Tsai–Hill | Tsai–Wu | Max Stress | Hoffman |
|---|---|---|---|---|
| Direction 1 | 68.60 | 72.05 | 70.53 | 72.16 |
| Direction 2 | 2.73 | 2.86 | 2.80 | 2.87 |
| Shear Stress | −49.60 | −52.04 | −50.95 | −52.13 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiao, T.; Zhang, G.; Xu, Y.; Zhang, B. Fabrication and Finite Element Analysis of Composite Elbows. Materials 2019, 12, 3778. https://doi.org/10.3390/ma12223778
Qiao T, Zhang G, Xu Y, Zhang B. Fabrication and Finite Element Analysis of Composite Elbows. Materials. 2019; 12(22):3778. https://doi.org/10.3390/ma12223778
Chicago/Turabian StyleQiao, Tianlu, Guowei Zhang, Yue Xu, and Boming Zhang. 2019. "Fabrication and Finite Element Analysis of Composite Elbows" Materials 12, no. 22: 3778. https://doi.org/10.3390/ma12223778