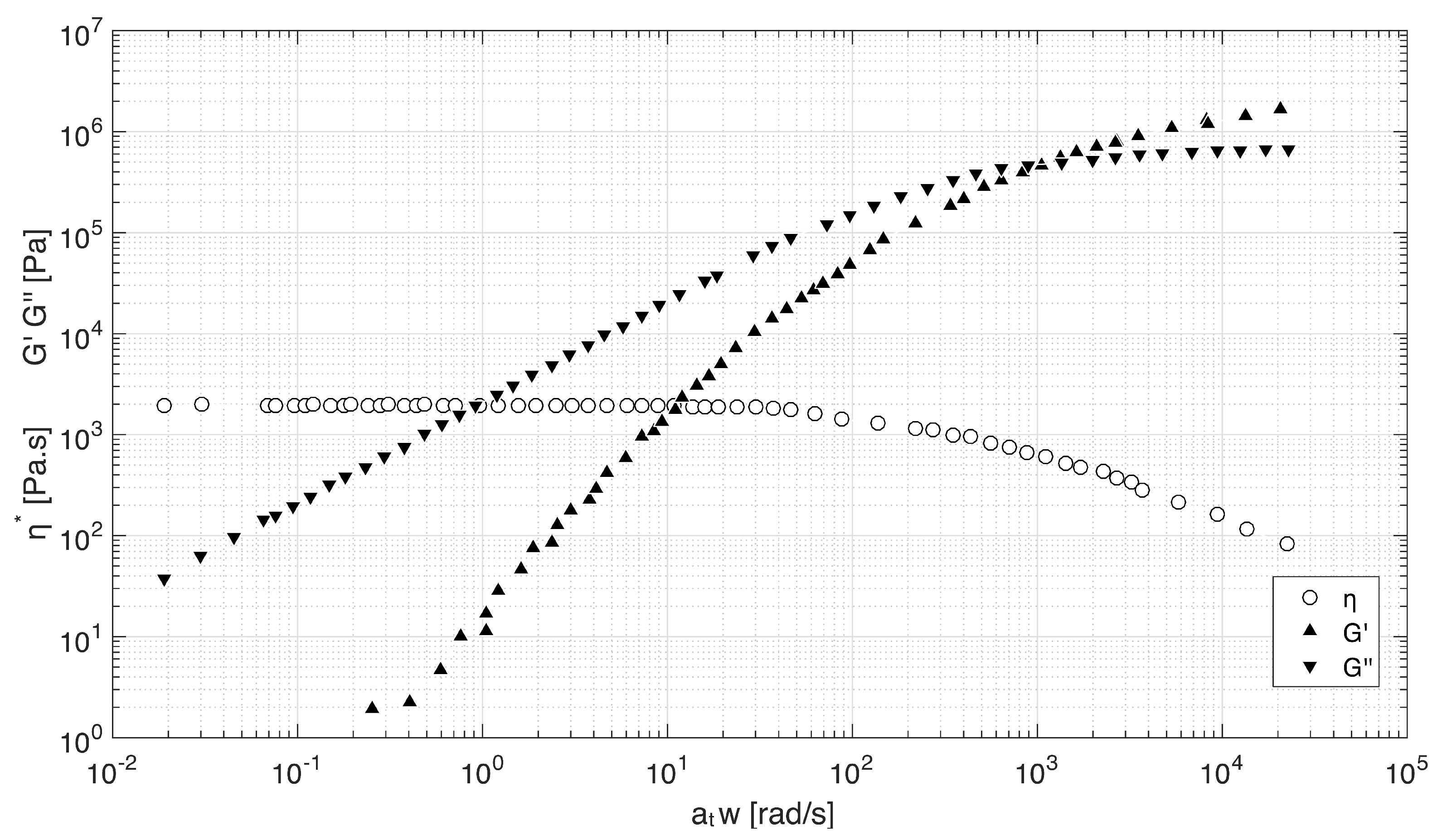
3.1. Rheological Behavior of the Polymer Solutions
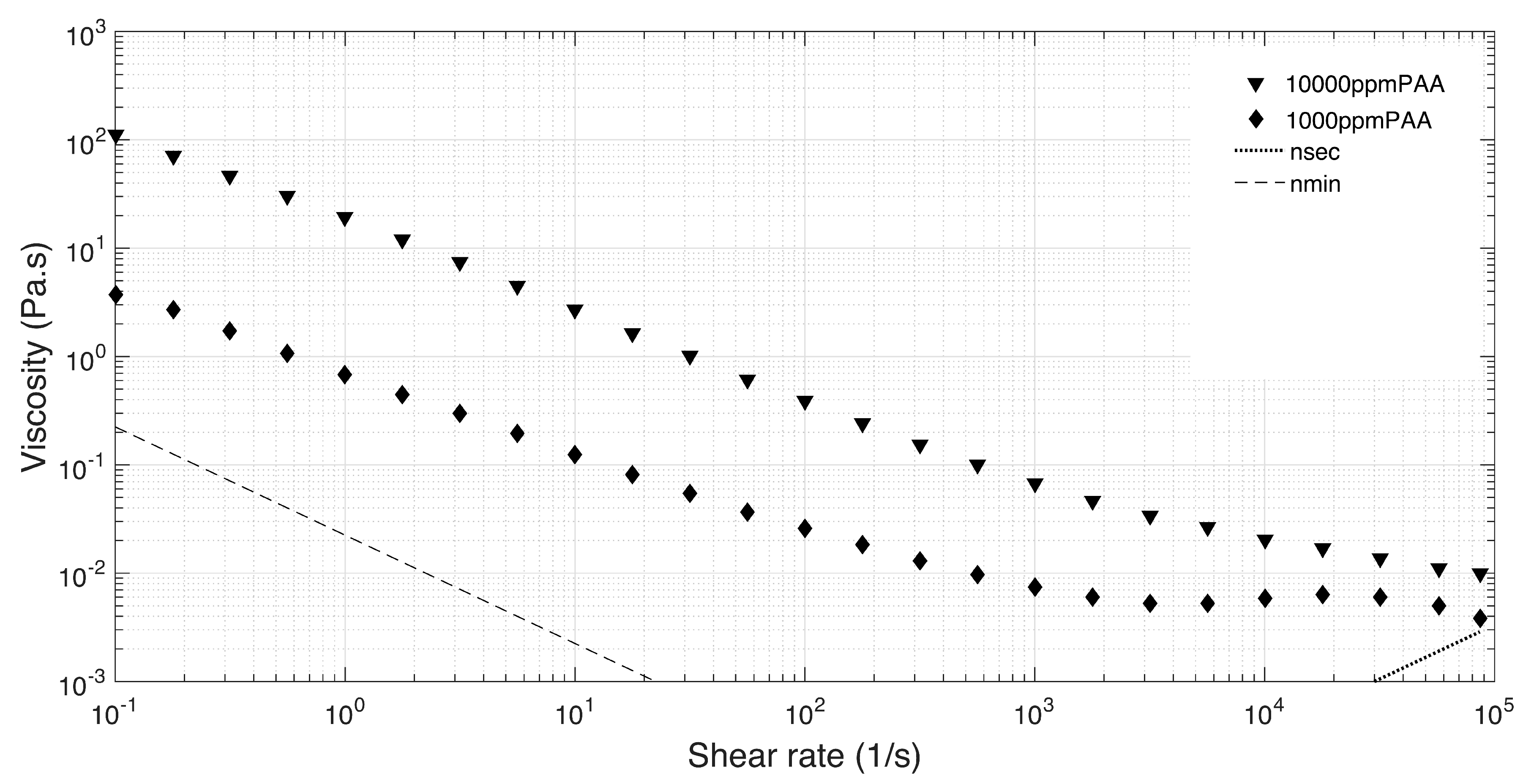
Figure 4 shows the steady shear viscosity curves for the aqueous solutions of PAA at different concentrations. As expected, the shear thinning behavior becomes more pronounced as the polymer concentration is larger.
These samples were also characterized under extensional flow by using the CaBER, in order to obtain the relaxation time of the fluids (
Table 8).
The other parameter necessary is the density of the PAA solutions, which was calculated by means of the equation provided by Saravanan et al. [
43], where the density can be expressed by the equation:
where
is density of the solution at the desired temperature; A,
,
, and
are coefficients of the polynomial that varies with temperature; and
w is mass fraction of PAA in the solution. The density was calculated for a temperature of 20
, as presented in
Table 9.
Finally, to calculate the dimensionless numbers, it is necessary to determine the shear at the microfluidic contraction by adapting Equation (
1) with
:
The dimensionless numbers for 1000 and 10,000 ppm of PAA water solutions to be used for the fluid-flow analysis of the printing conditions in the microfluidic model of the nozzle are presented in
Table 10 and
Table 11, respectively.
As can be seen in
Table 10 and
Table 11, it is possible to achieve the same
in any of the microchannels; however, it is not possible to exactly replicate both
and
of the polycarbonate at the same time, which makes it impossible to fully replicate the printing conditions. However, if we analyze more carefully both tables, it is possible to see that we have a list of points around the same printing condition, which potentiates the creation of a
–
flow pattern map to collect a full picture of the possible flow conditions, as shown in
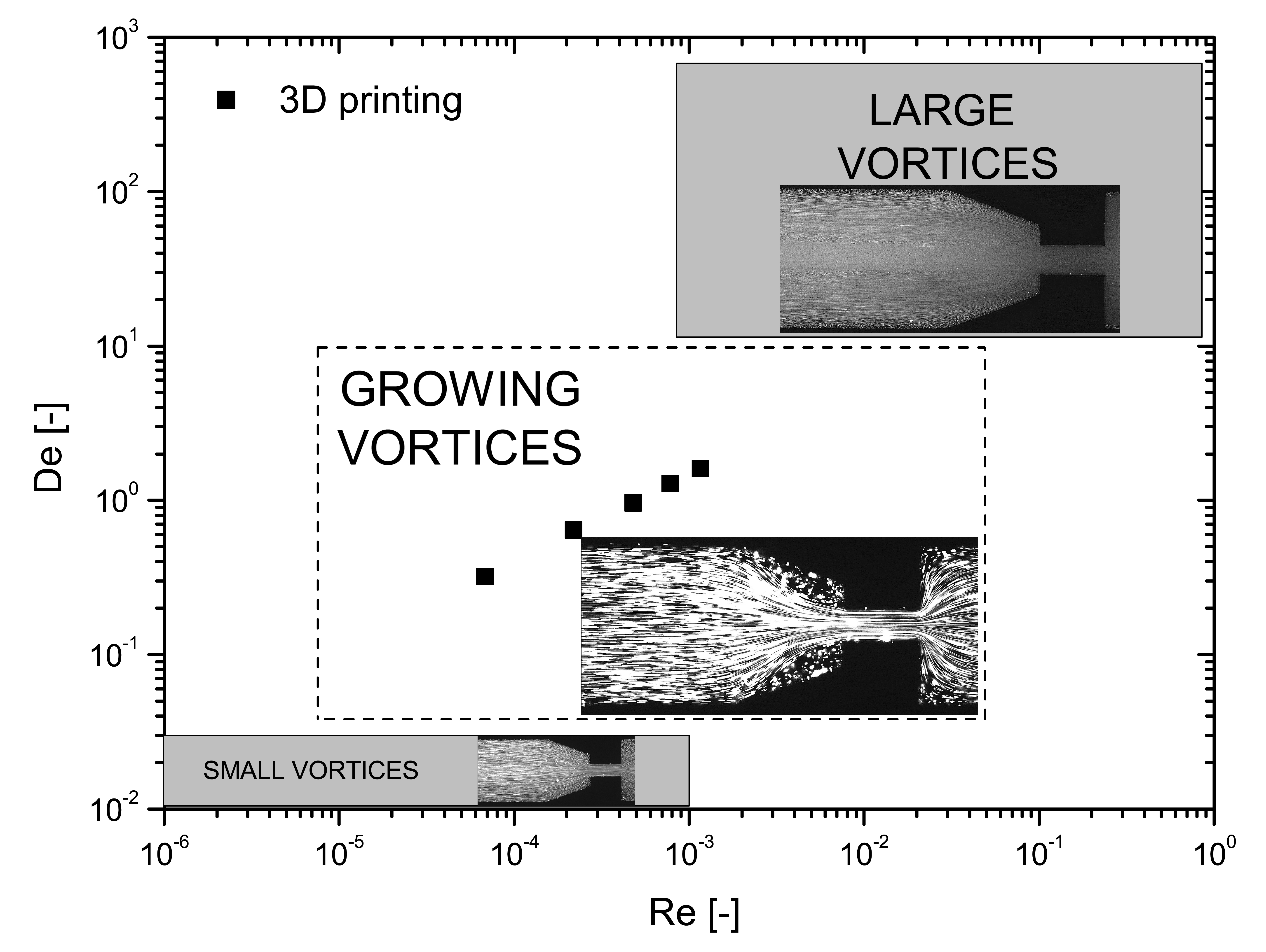
Figure 5. Thus, six. different values of
were selected, in order to mimic a wide printing conditions beyond the limits of the real printing speeds shown in
Table 7. Inside each
, four points were chosen, with two of them at lower
and
and two at higher
and
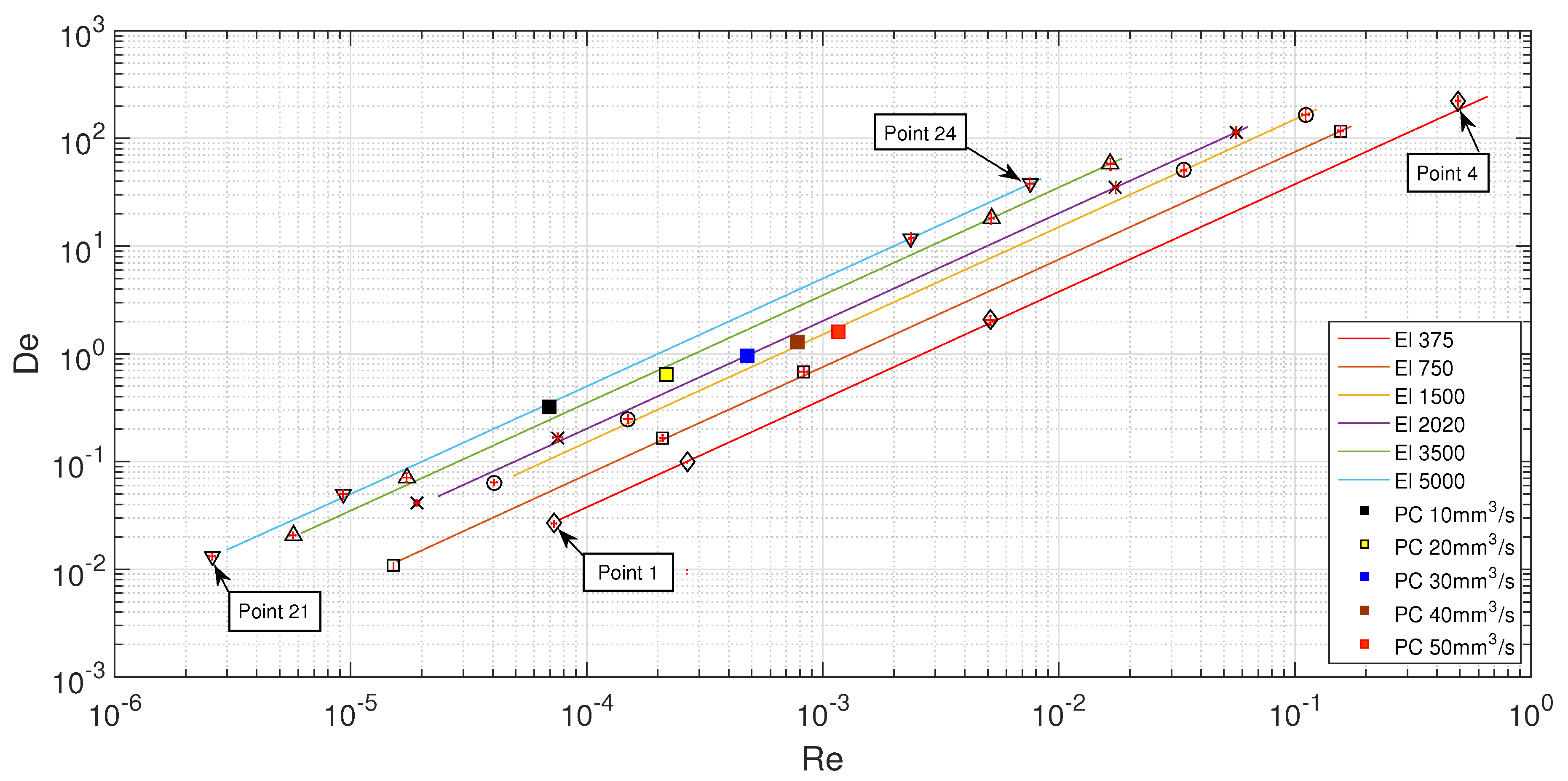
, in an attempt to represent all the different flow conditions possible. With this configuration, it would be possible to understand the source of the back-flow inside the FFF printer based on the flow pattern observed in the planar microfluidic nozzle.
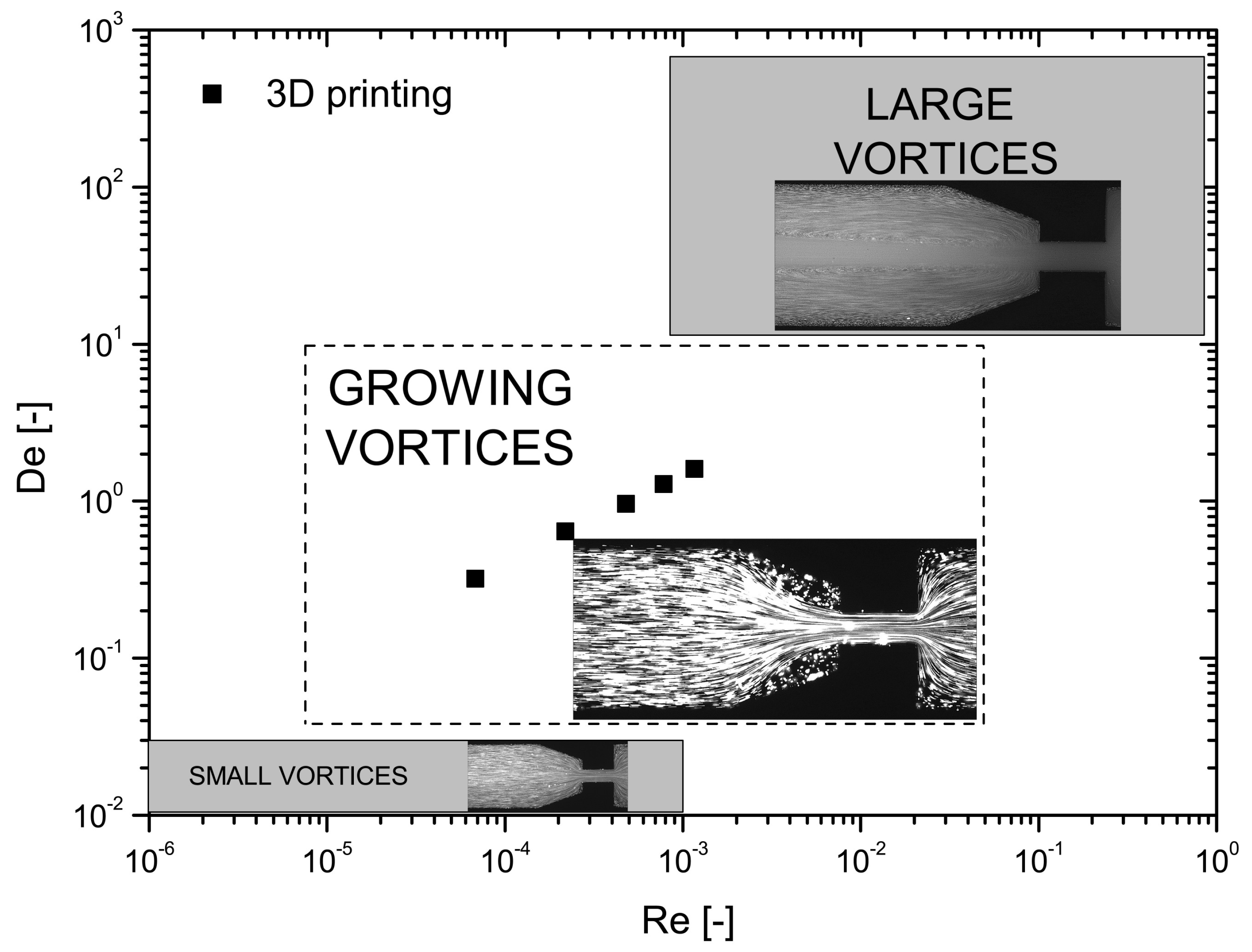
The selected points were then represented as dots, as shown in
Figure 5, with
,
and
. The square points represent different real printing conditions with PC (
Table 12), while the remaining points correspond to the flowing conditions in the microfluidic channels with the PAA solutions (
Table 13). It is possible to achieve all of working points by combining different scale geometries, different fluids and different flow rates.
3.2. Fluid-Flow Characterization
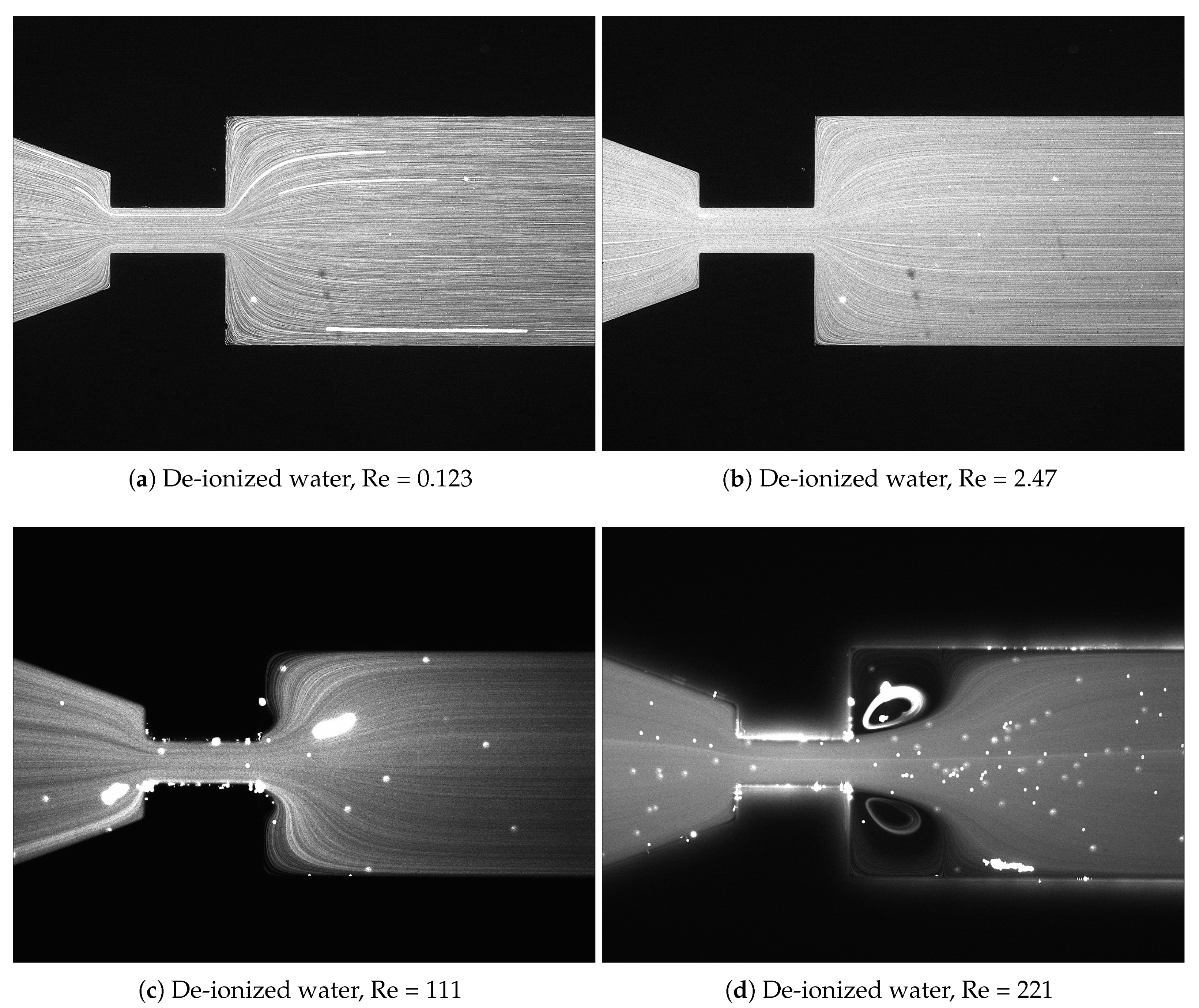
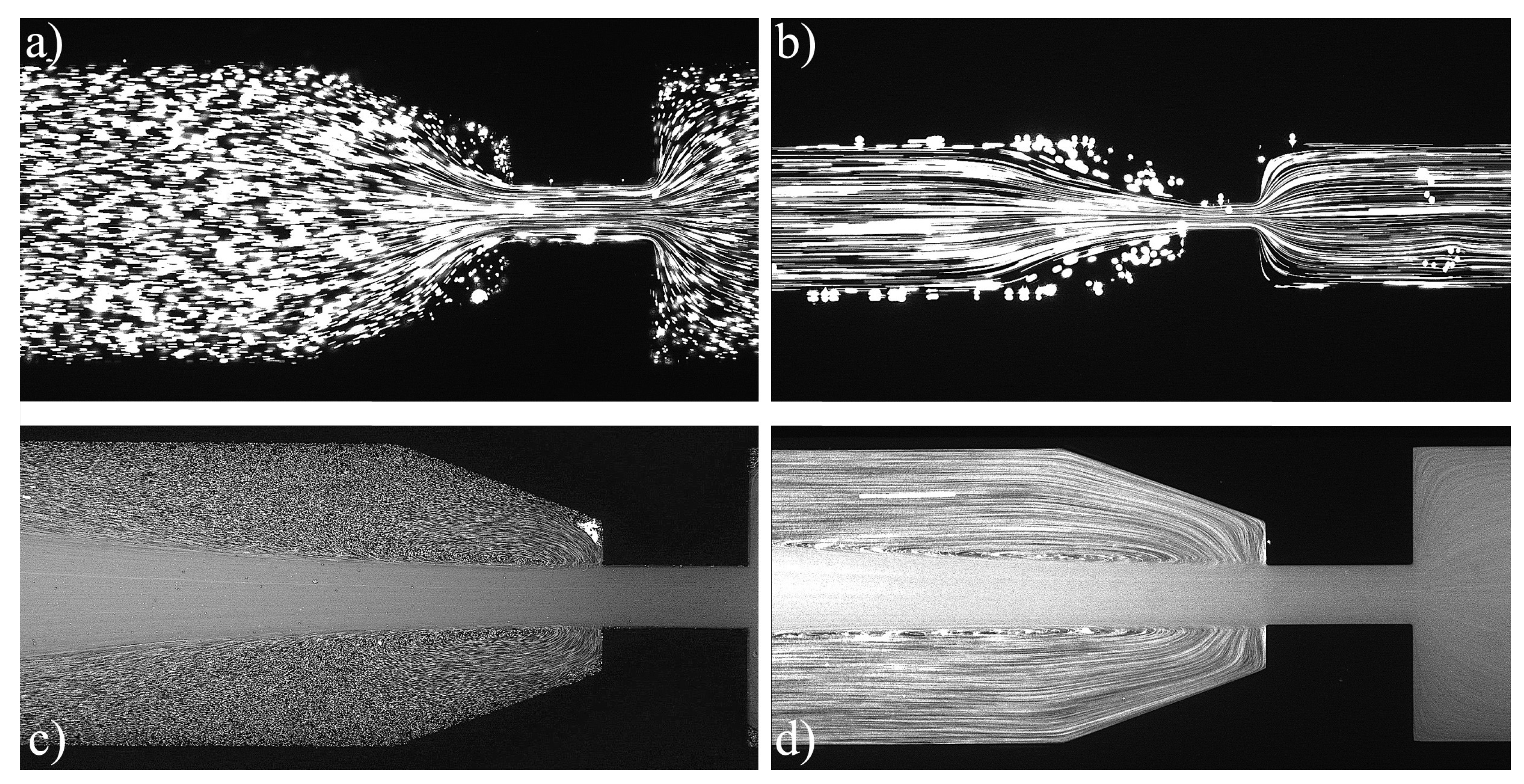
To understand the influence of the elasticity of the fluid on the fluid-flow pattern when flowing through the planar microfluidic nozzle, experiments with de-ionized water at different
values were performed. As expected (
Figure 6), the Newtonian fluid flow exhibits a laminar profile at low
. Above a critical
, the flow transforms into an asymmetric flow pattern with generation of vortices downstream of the contraction, as shown in the work of Campo-Deano et al. [
19]. This phenomenon occurs due to an inefficient dissipation of kinetic energy as the fluid decelerates as it passes to the expansion area, creating a recirculation zone due to a pressure loss [
41].
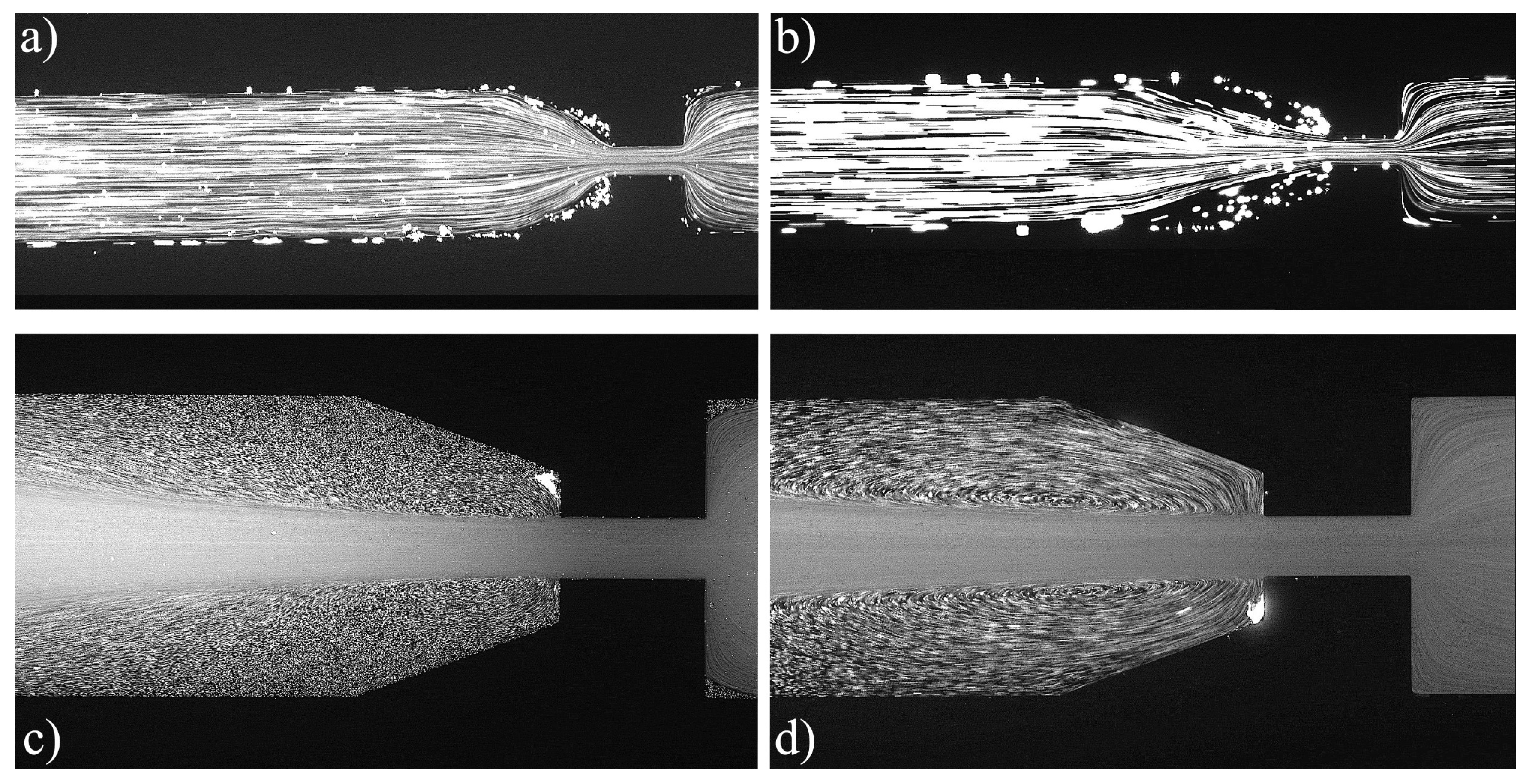
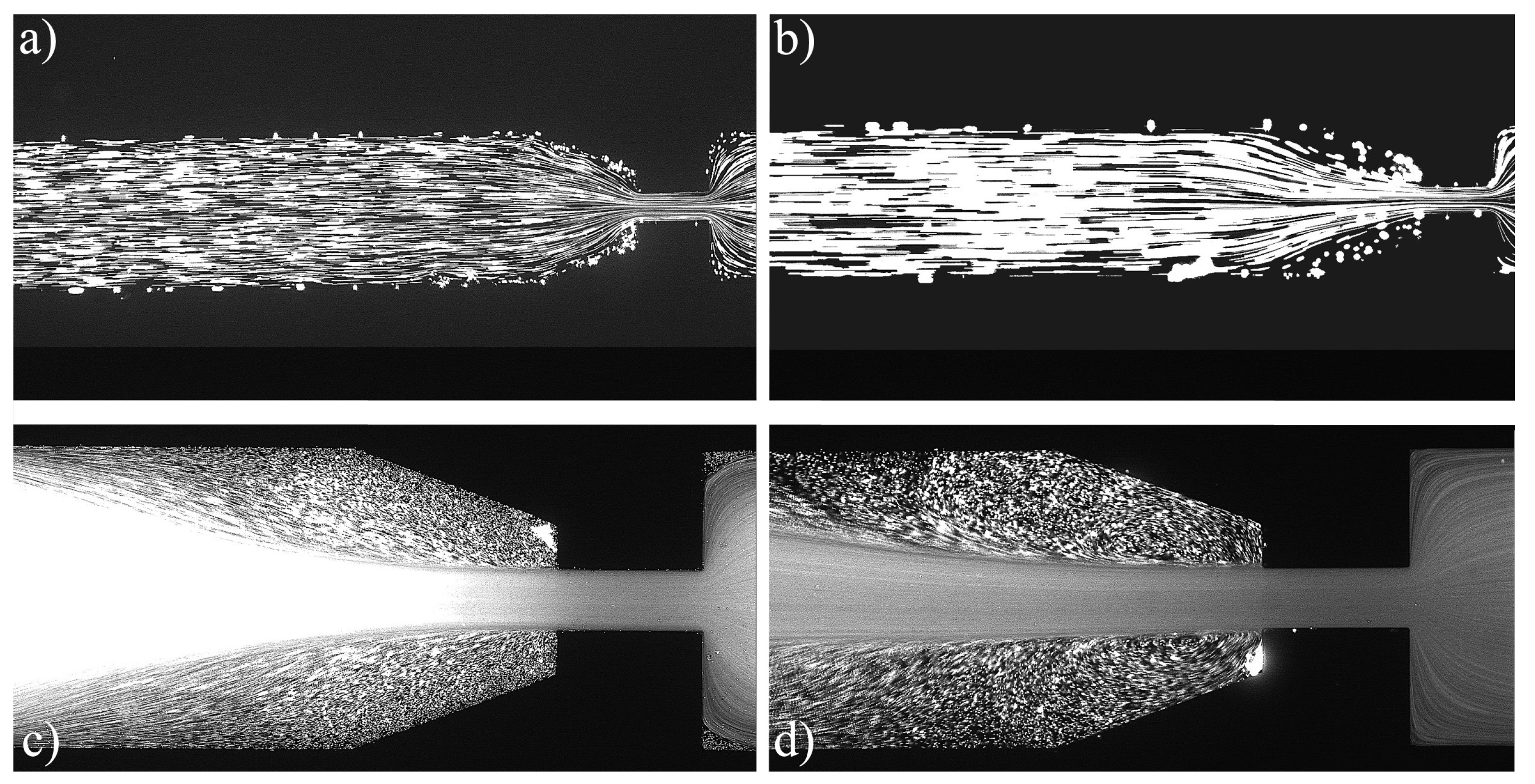
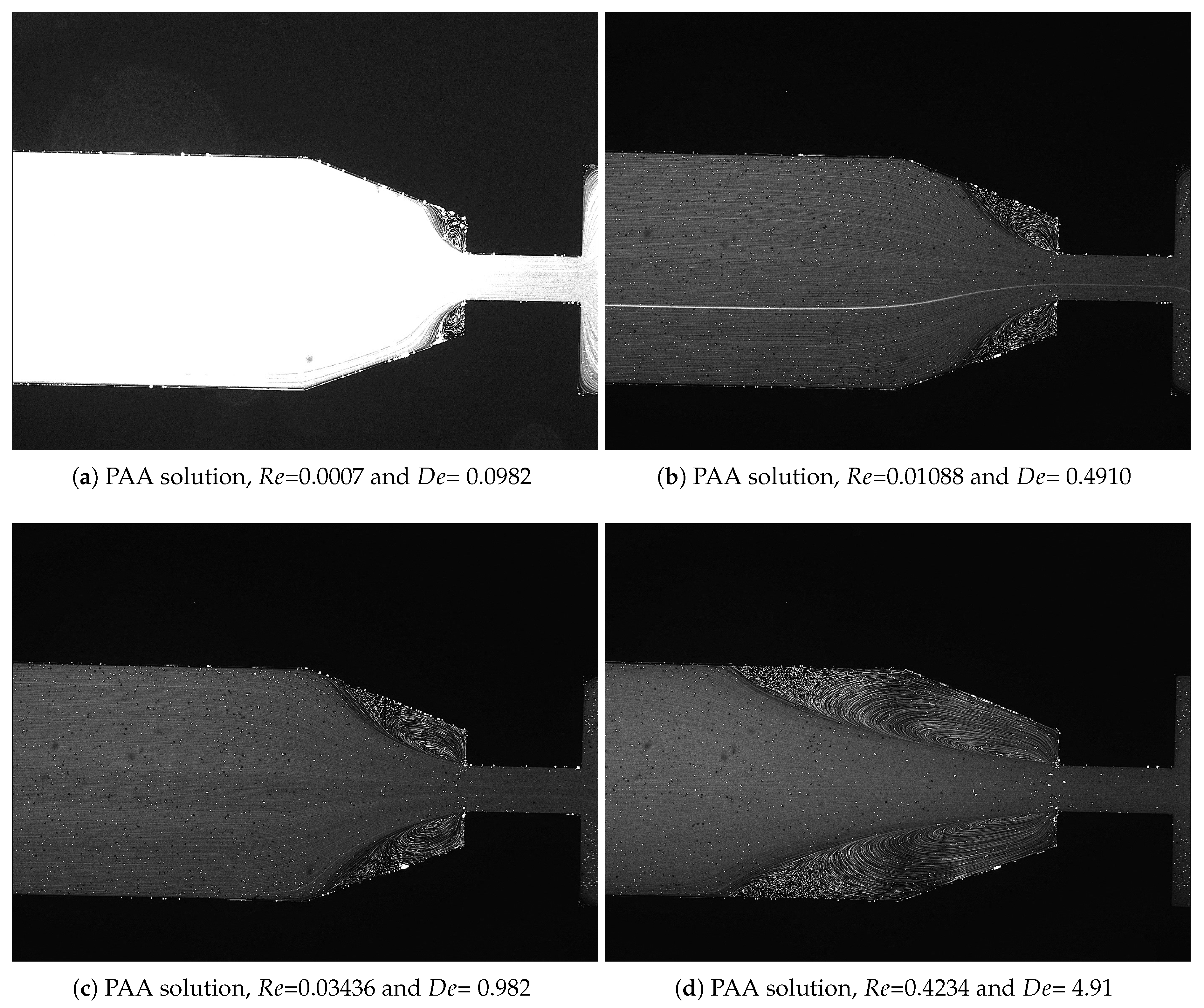
For the PAA solutions, since they are viscoelastic fluids, symmetric vortices develop upstream of the contraction due to elastic effects, which is an absolute opposite to the behavior of Newtonian fluids [
19].
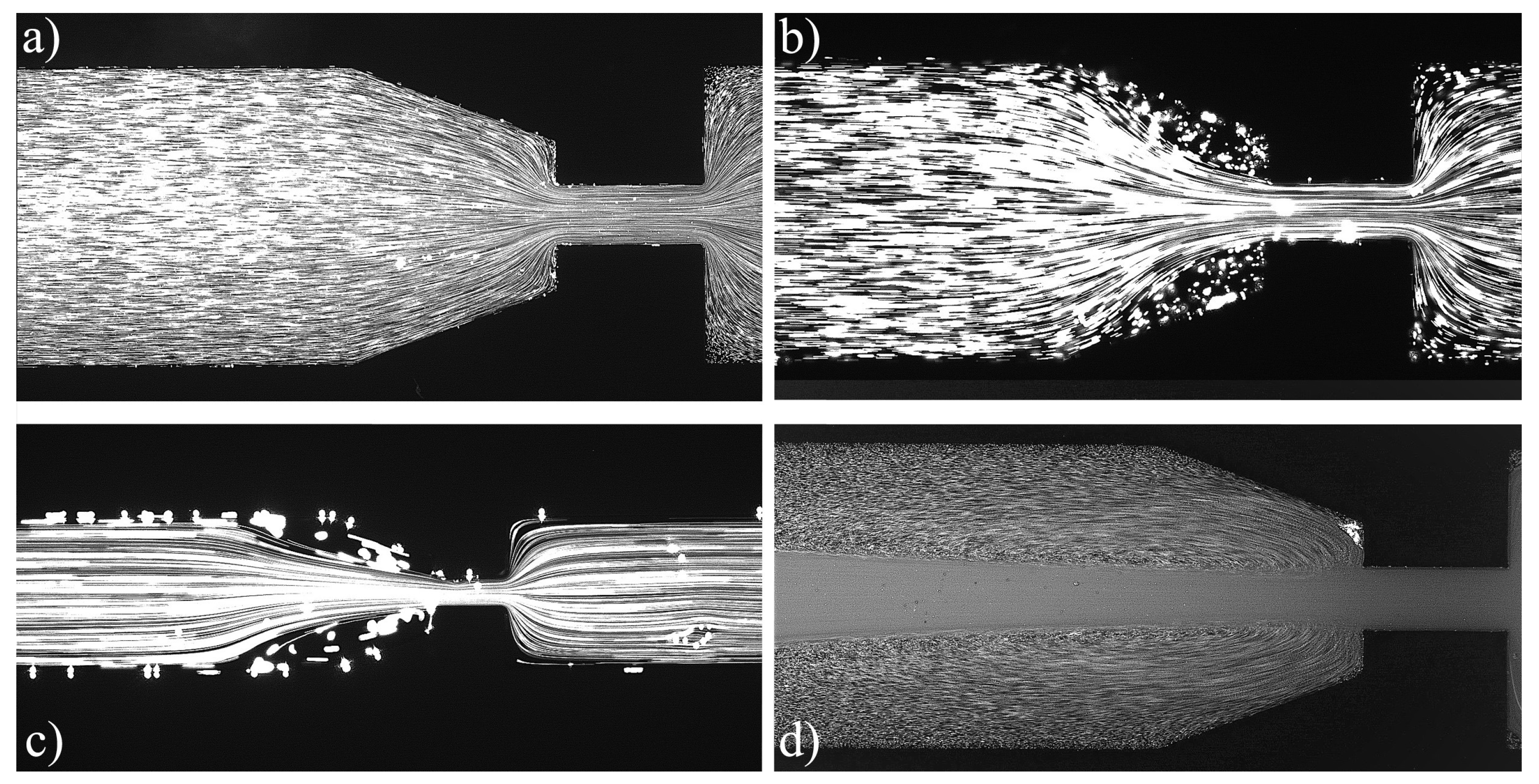
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11 and
Figure 12 exhibit the flow pattern of the PAA samples through the microfluidic device with the flow conditions defined in
Table 13.
According to
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11 and
Figure 12, it was possible to identify three different flow patterns: At lower
and
, the fluid maintains attached to the walls without a visible instability of vortex formation, revealing a Newtonian-like behavior for small
. When
and
were increased, a second regime could be identified, where the fluid detached from the walls of the microchannel and an incipient vortex formation with the fluid rotating very slowly could be distinguished (e.g.,
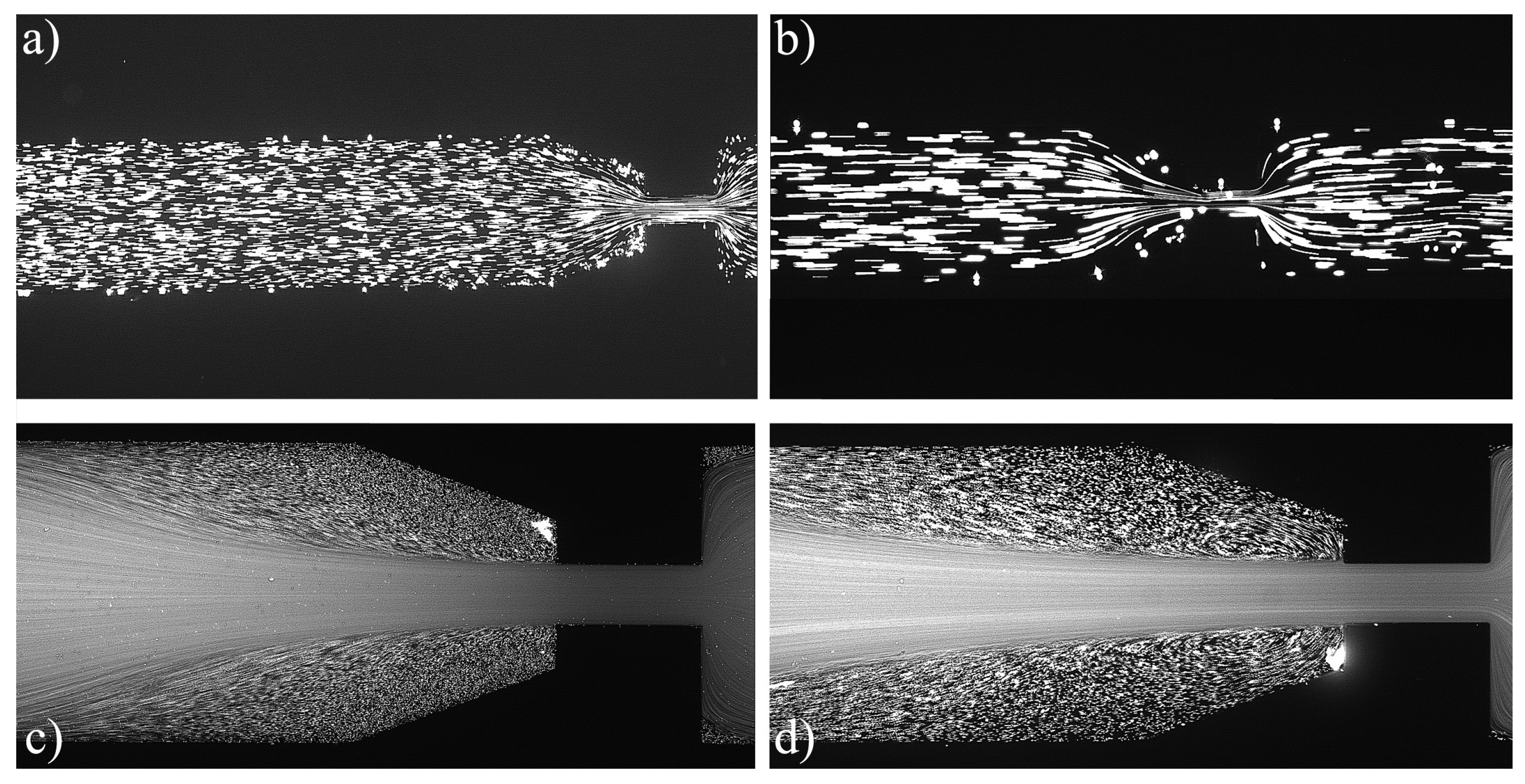
Figure 8c). When additional experiments were performed at higher
and
values, the formation of upstream vortices were more evident and a strong vortex enhancement was observed by further increasing the
and
(
Figure 13), which is consistent with the results obtained by Rothstein and McKinley [
14], Galindo-Rosales et al. [
22] and Sousa et al. [
44]. Moreover, the flow within the vortex is quite slow when compared with the flow at the centerline of the microchannel, which supports the idea of the incipient vortex formation due to the elasticity of the fluid.
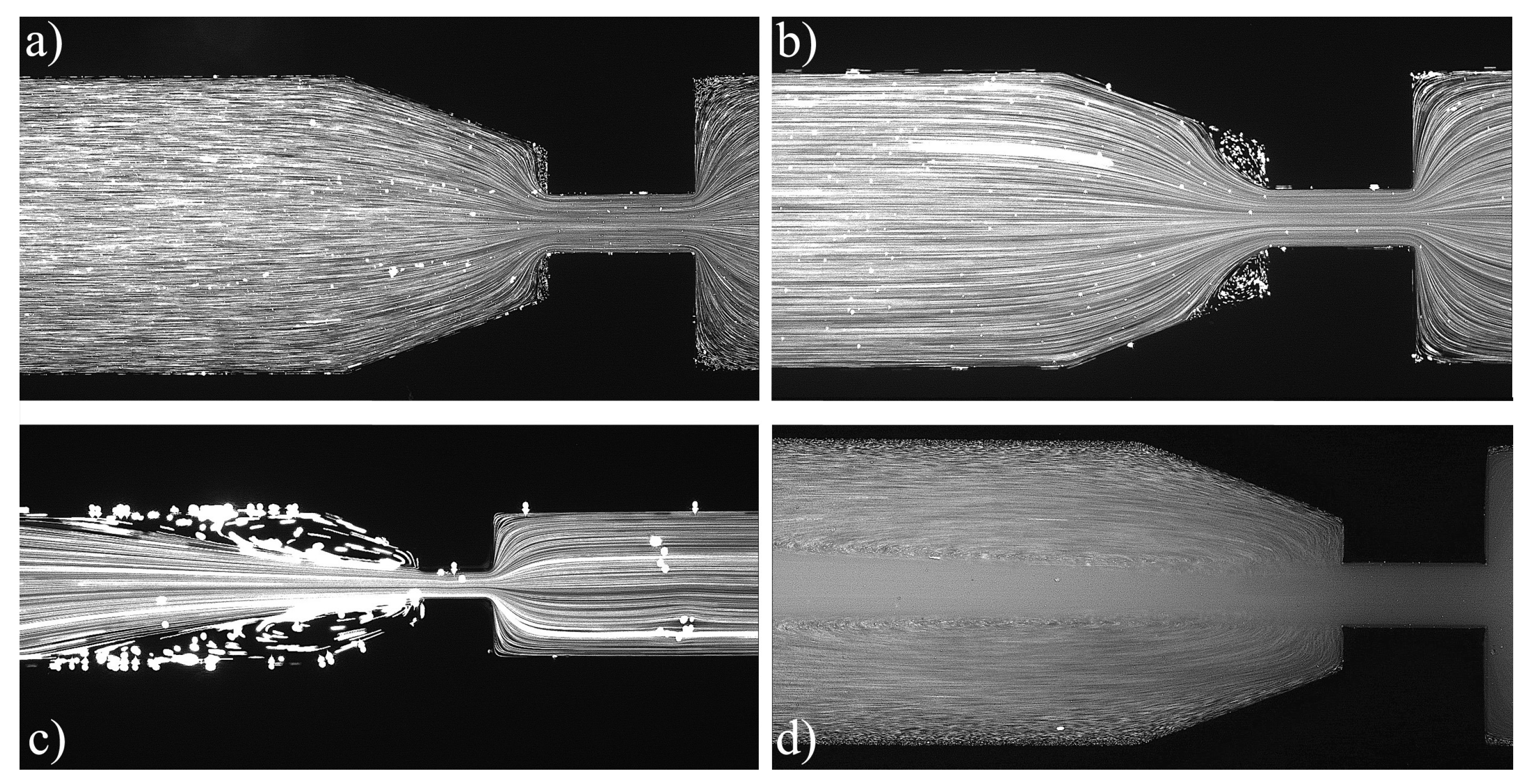
For higher
and
, we can see preferential central path and larger vortices due to the progressive enhancement of elastic effects, not only showing a bigger length but also its center dislocating further left, away from the contraction as shown in
Figure 9d.
In terms of actual printing conditions, we can analyze Points 14 and 22 (
Figure 10b and
Figure 11b), since these points are the ones closer to the printing conditions, namely polycarbonate with a flow rate of 30 mm
/s and 10 mm
/s, respectively. It is possible to observe a funnelled flow path, but, as shown by
Figure 13, this is caused by upstream vortices. However, the printing conditions have a slightly higher
and
, which would further potentiate the elastic effects resulting in even larger vortices compared to the ones observed in those figures. These vortices are responsible for two main effects: The first one is the formation of a funnelled path, as discussed above, which leads to an increased velocity at the centerline, resulting in a greater flow rate to the one programmed. The second one is the back-flow effect, resulting in a reflux upstream the nozzle between the piston and the liquefier walls. Larger vortices lead to more material located near the walls that is not extruded, creating an even more significant effect.
To get the working points of
Table 14 during the printing conditions without changing the design of the nozzle, it is necessary to change the working polymer. Using Equations (
8) and (
13), it is possible to determine the viscosity, relaxation time of a polycarbonate and flow rate necessary to replicate these values in the real geometry.
Table 15 presents three possible polymers in a conceptual way for each point presented in
Table 14, by varying the viscosity, relaxation time and flow rate needed to achieve the desired
and
.
By using the book “Handbook of Polycarbonate of Science and Technology” [
26] as a source of available polycarbonate materials, not all of them can be used in practice. For example, Polymers 1, 2, 4, 7 and 10 would exhibit a relatively slow flow rate, which translates into a low printing speed, resulting in longer waiting time to achieve a final piece. Thus, the more plausible solution would be to re-design numerically the geometrical configuration of the nozzle in order to minimize the size of the vortex upstream the contraction even for relatively high flow rates.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}