

Optimization of Coal Production Based on the Modeling of the Jig Operation


Abstract
:1. Introduction
2. Materials and Methodology
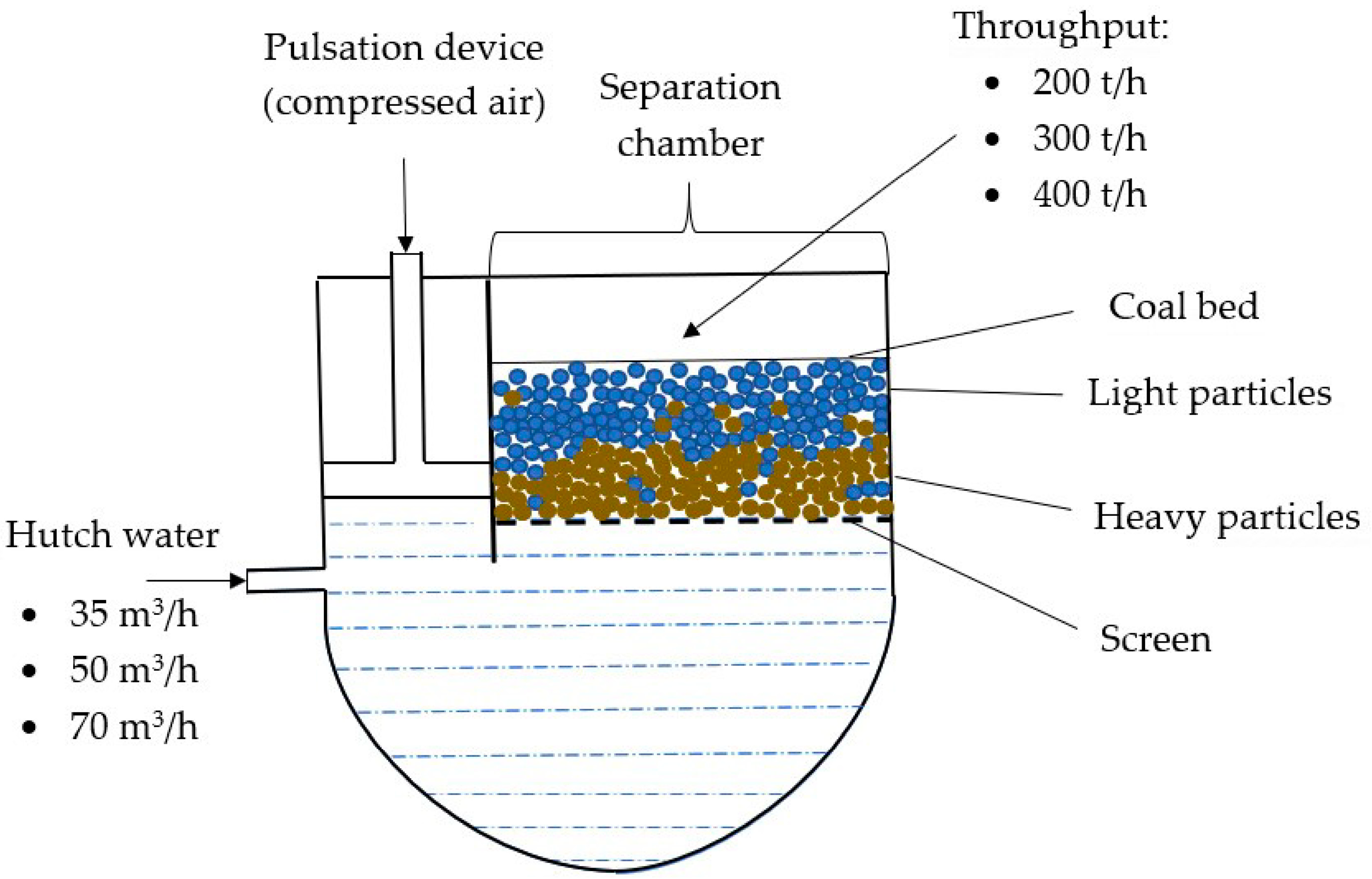
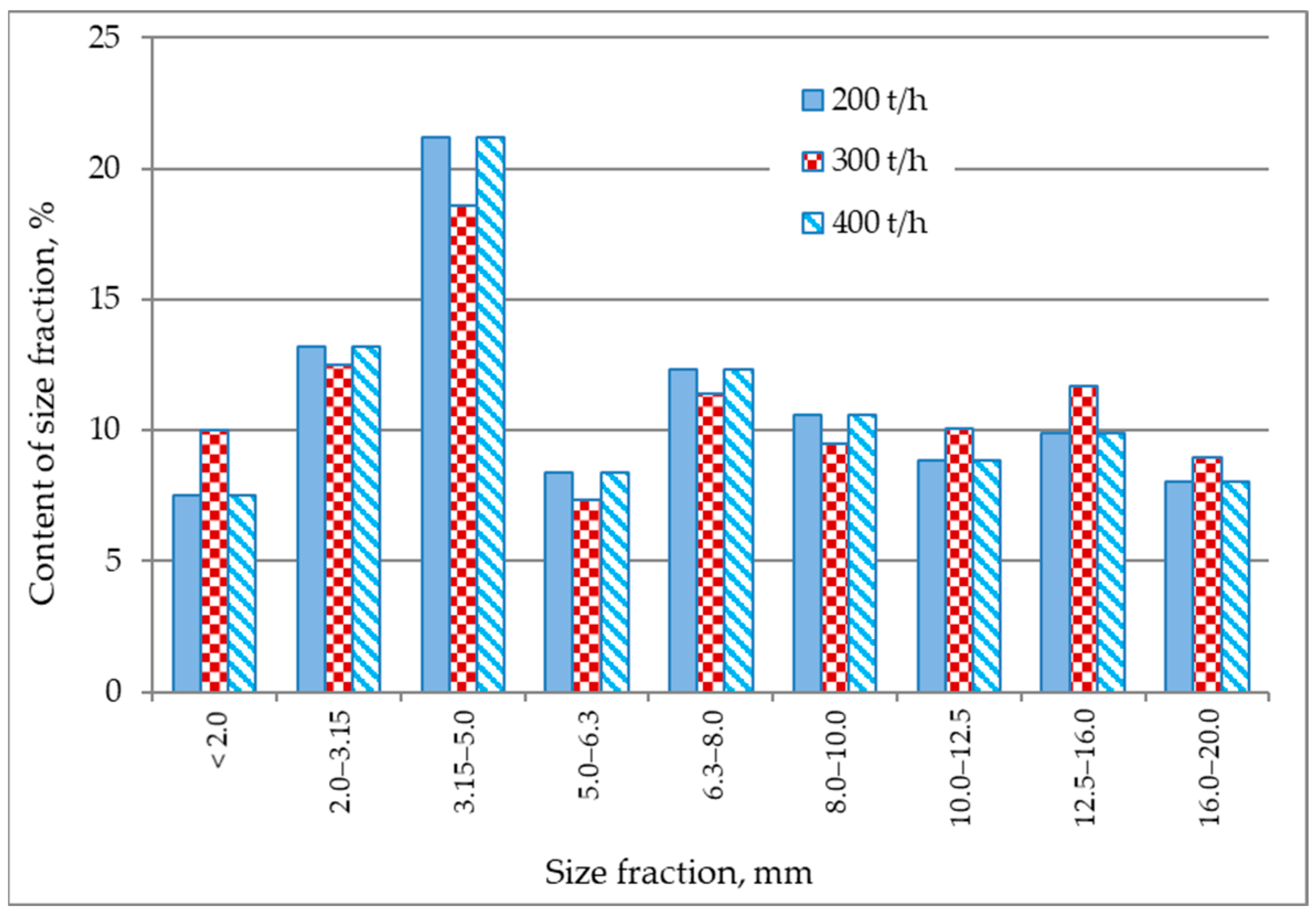
2.1. Experiment
2.2. Model
3. Results
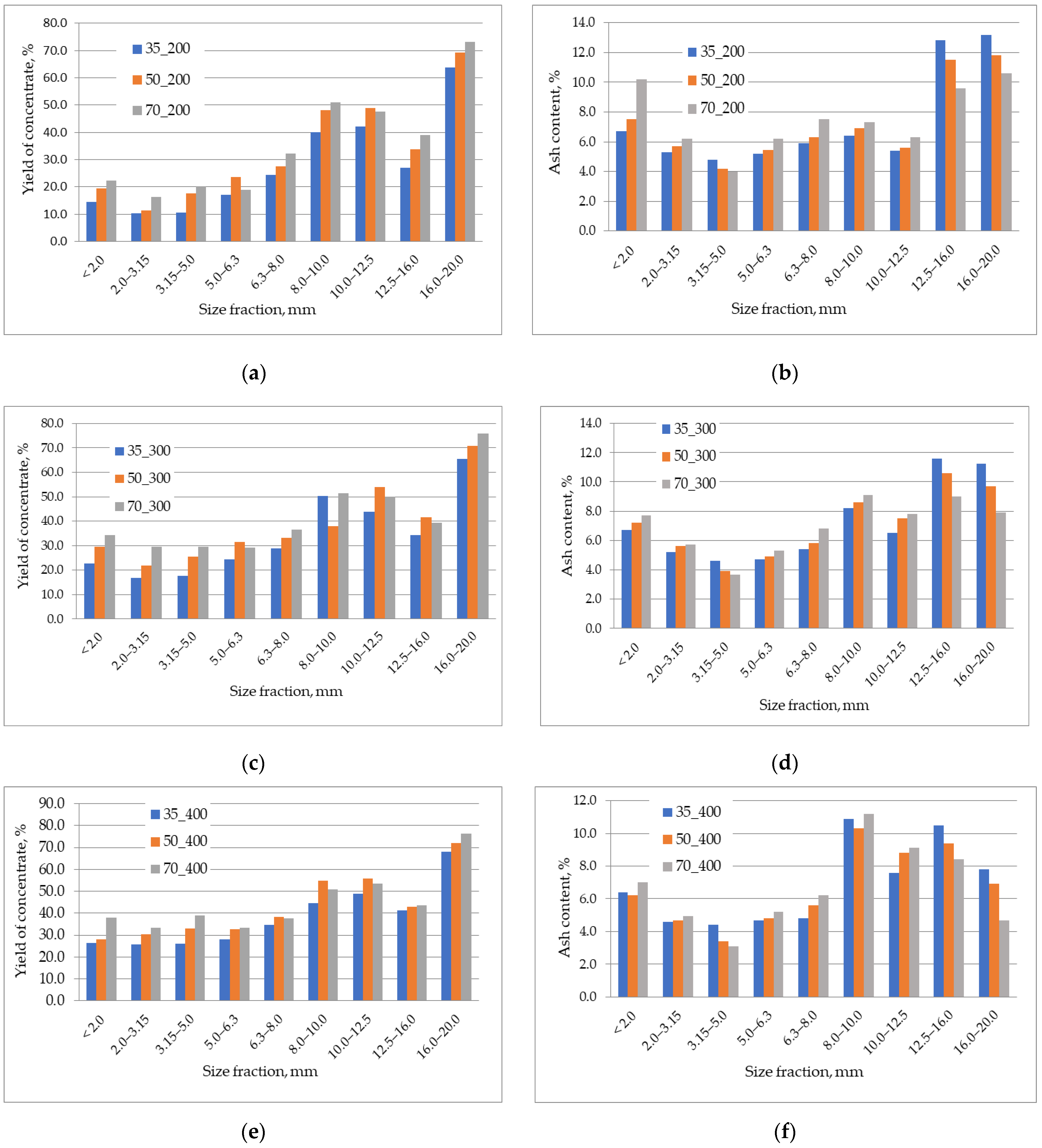
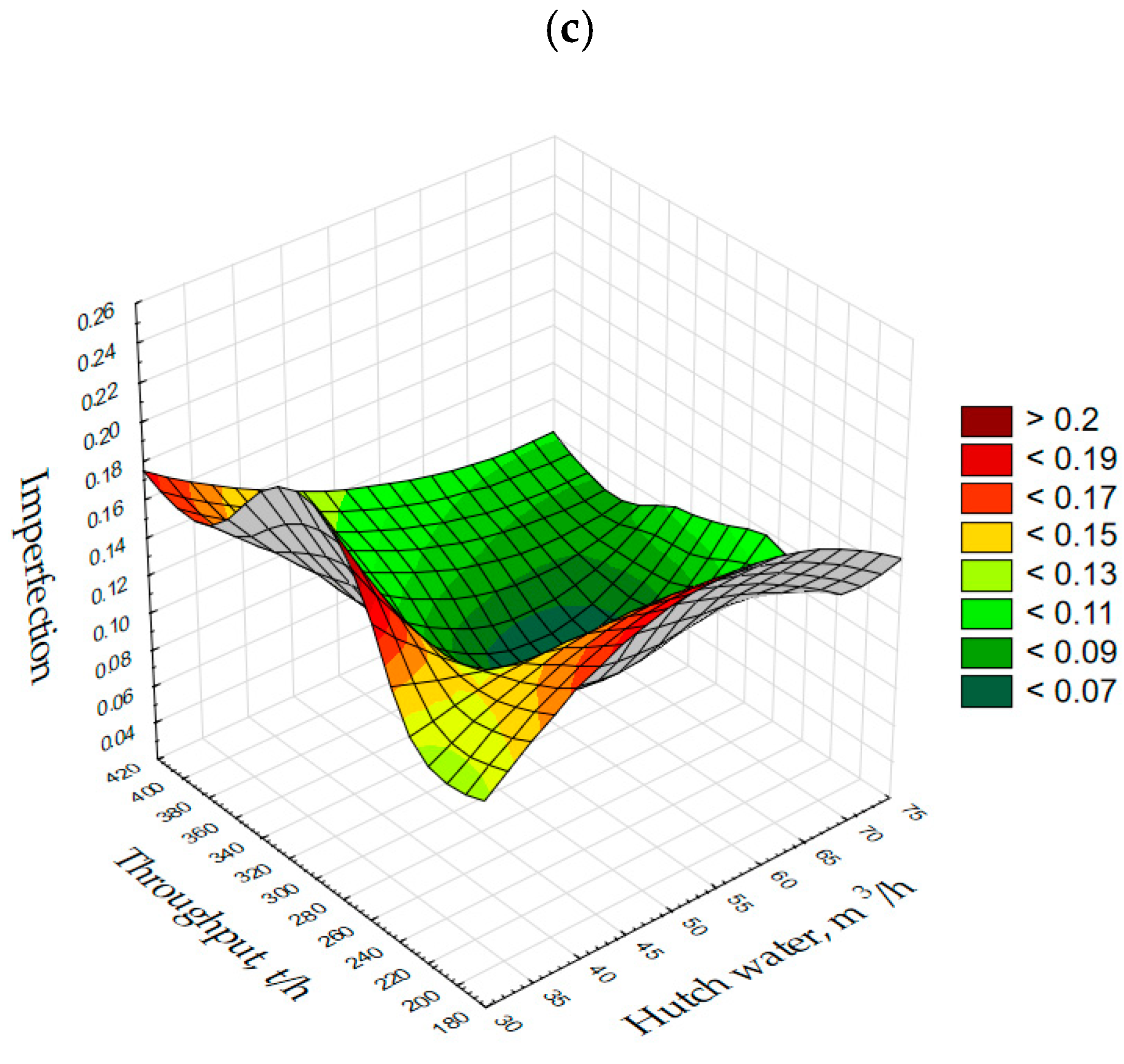
Multi-Factor Analysis of Variables Affecting the Effects of Coal Separation in a Jig
4. Discussion
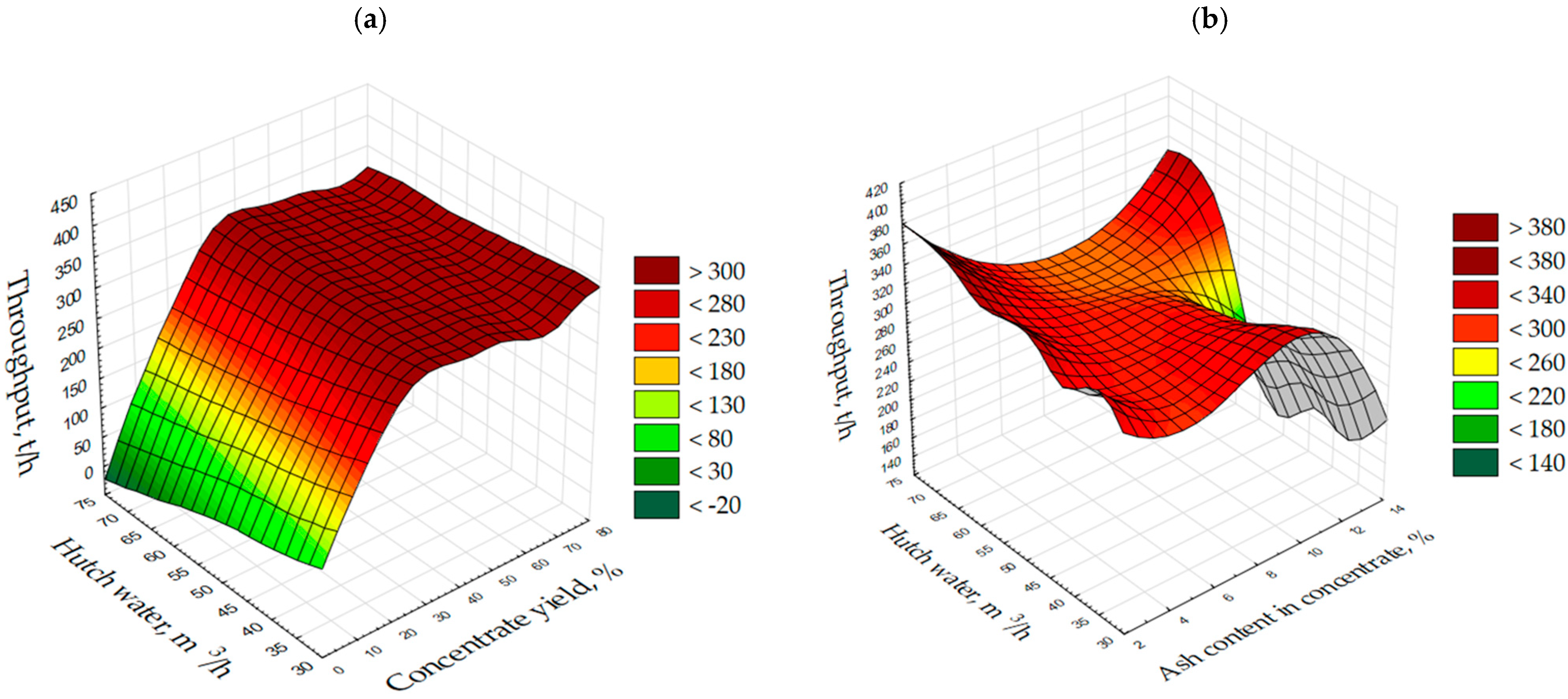
4.1. Modeling Results
4.2. Validation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- World Coal Association. Available online: https://www.worldcoal.org/coal-facts/ (accessed on 9 December 2022).
- Nawrocki, J. Budowa i Eksploatacja Osadzarek; Skrypt uczelniany nr 408; Politechnika Śląska: Gliwice, Poland, 1972. (In Polish) [Google Scholar]
- Wills, B.A.; Napier-Munn, T. Wills’ Mineral Processing Technology, 7th ed.; Butterworth-Heinemann: Oxford, UK, 2006. [Google Scholar]
- Cierpisz, S. A Dynamic model of coal products discharge in a jig. Miner. Eng. 2017, 105, 1–6. [Google Scholar] [CrossRef]
- Cierpisz, S.; Joostberens, J. Impact of feed control on the coal bed stability in a jig. Arch. Min. Sci. 2019, 64, 639–653. [Google Scholar]
- Brożek, M.; Surowiak, A. Effect of particle shape on jig separation efficiency. Physicochem. Probl. Miner. Process. 2007, 41, 397–413. [Google Scholar]
- Surowiak, A. The analysis of coal fines separation precision exposed to changeable hydrodynamic parameters of jig work. Arch. Min. Sci. 2018, 63, 437–448. [Google Scholar]
- Cierpisz, S.; Kryca, M.; Sobierajski, W. Control of coal separation in a jig using a radiometric mete. Miner. Eng. 2016, 95, 59–65. [Google Scholar] [CrossRef]
- Cierpisz, S.; Joostberens, J. Nonlinear control of refuse discharge in a three-product coal jig. IFAC-PapersOnLine 2022, 55, 132–137. [Google Scholar] [CrossRef]
- Xia, Y.F.; Peng, F.F.; Wolfe, E. CFD simulation of fine coal segregation and stratification in jigs. Int. J. Miner. Process. 2007, 82, 164–176. [Google Scholar] [CrossRef]
- Sampaio, C.H.; Cazacliu, B.G.; Miltzarek, G.L.; Huchet, F.; le Guen, L.; Petter, C.O.; Paranhos, R.; Ambros, W.M.; Oliveira, M.L.S. Stratification in air jigs of concrete/brick/gypsum particles. Constr. Build. Mater. 2016, 109, 63–72. [Google Scholar] [CrossRef]
- Ferreira Feil, N.; Sampaio, C.H.; Wotruba, H. Influence of jig frequency on the separation of coal from the Bonito-seam. Santa Catarina, Brazil. Fuel Process. Technol. 2012, 96, 22–26. [Google Scholar] [CrossRef]
- Povarov, A.I.; Rapolov, K.I.; Malova, N.N.; Movszovicz, S.A. Promyszlennyje ispytanija obrazcov vysokoproizvoditielnych otsadocznych maszin. Obogaszczenie Rud. 1966, 6, 44–50. (In Russian) [Google Scholar]
- Srinivasan, R.; Mishra, B.K.; Mehrotra, S.P. Simulation of particle stratification in jigs. Coal Prep. 1999, 20, 41–72. [Google Scholar] [CrossRef]
- Dong, K.J.; Kuang, S.B.; Vince, A.; Hughes, T.; Yu, A.B. Numerical simulation of the in-line pressure jig unit in coal preparation. Miner. Eng. 2010, 23, 301–312. [Google Scholar] [CrossRef]
- Constant, M.; Coppin, N.; Dubois, F.; Artoni, R.; Lambrechts, J.; Legat, V. Numerical investigation of the density sorting of grains using water jigging. Powder Technol. 2021, 393, 705–721. [Google Scholar] [CrossRef]
- Tromp, K.F. Neue Wege für Beurteilung der Aufbereitung von Steinkohlen. Glückauf 1937, 73, 125–131. [Google Scholar]
- Terra, A. Essai d’une théorie de lavage. In Revue de l’Industrie Minérale; Columbia University: New York, NY, USA, 1938. [Google Scholar]
- Pielot, J. Production value optimization with intermediate jig product recirculation. E3S Web Conf. 2016, 8, 1046. [Google Scholar] [CrossRef]
- Surowiak, A. Investigation and evaluation of jigging separation features. Arch. Min. Sci. 2018, 63, 839–851. [Google Scholar]
- Ahmed, M.M. Optimiztion of jigging proces using statistical technique. J. Eng. Sci. 2010, 38, 807–818. [Google Scholar] [CrossRef]
- Ahmed, M.M. Optimiztion of A jigging proces using statistical technique. Int. J. Coal Prep. Util. 2011, 31, 112–123. [Google Scholar] [CrossRef]
- Tripathy, A.; Panda, L.; Sahoo, A.K.; Biswal, S.K.; Dwari, R.K.; Sahu, A.K. Statistical optimization study of jigging process on beneficiation of fine size high ash Indian non-coking coal. Adv. Powder Technol. 2016, 27, 1219–1224. [Google Scholar] [CrossRef]
- Panda, L.; Sahoo, A.K.; Tripathy, A.; Biswal, S.K.; Sahu, A.K. Application of artificial neural network to study the performance of jig for beneficiation of non-coking coal. Fuel 2012, 97, 151–156. [Google Scholar] [CrossRef]
- Sobhy, A.; El-Midany, A.A.; Ibrahim, S.S. Celestite upgrading by jigs in presence of steel balls as ragging material. Physicochem. Probl. Miner. Process. 2021, 57, 118–128. [Google Scholar] [CrossRef]
- Nikiforova, L.V.; Matveev, A.I.; Sleptsova, E.E.; Boris, V.; Yakovlev, B.V. Mathematical modeling of the jigging process in mineral processing. In Proceedings of the 8th International Conference on Mathematical Modeling (ICMM-2017); AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2017; Volume 1907, p. 030037. [Google Scholar]
- Mishra, B.K.; Mehrotra, S.P. Modeling of particle stratification in jigs by the discrete element method. Miner. Eng. 1998, 11, 511–522. [Google Scholar] [CrossRef]
- Mishra, B.K.; Mehrotra, S.P. A jig model based on the discrete element method and its experimental validation. Int. J. Miner. Process. 2001, 63, 177–189. [Google Scholar] [CrossRef]
- Li, M.; Gong, D.W.; Xu, S.F. Research on applications of three layers neural network in dynamic modeling of jig system. In Proceedings of the 3rd World Congress on Intelligent Control and Automation, Hefei, China, 28 June–2 July 2000; IEEE: Piscatvie, NJ, USA, 2000; pp. 1176–1177. [Google Scholar]
- Mishra, B.K.; Adhikari, B. Analysis of fluid motion during jigging. Miner. Eng. 1999, 12, 1469–1477. [Google Scholar] [CrossRef]
- Woollacott, L.C. Accounting for the effect of particle density and size on stratification in mineral jigs: A preliminary model based on particle settling rates. Miner. Eng. 2022, 178, 107404. [Google Scholar] [CrossRef]
- Woollacott, L.C.; Tripathy, A.; Potgieter, H. The effect of operating conditions on density stratification in a batch jig I: The influence on the equilibrium stratification profile. Miner. Eng. 2021, 170, 106838. [Google Scholar] [CrossRef]
- Woollacott, L.C.; Bwalya, M.; Mabokela, L. A validation study of the King stratification model. J. S. Afr. Inst. Min. Metall. 2015, 115, 2. [Google Scholar] [CrossRef]
- Surowiak, A.; Brożek, M. Methodology of calculation the terminal settling velocity distribution of spherical particles for high values of the Reynold’s number. Arch. Min. Sci. 2014, 59, 269–282. [Google Scholar] [CrossRef]
- Surowiak, A.; Brożek, M. Methodology of calculation the terminal settling velocity distribution of irregular particles for values of the Reynold’s number. Arch. Min. Sci. 2014, 59, 553–562. [Google Scholar] [CrossRef] [Green Version]
- Woollacott, L.C. The impact of size segregation on packing density in jig beds: An X-ray tomographic study. Miner. Eng. 2019, 131, 98–110. [Google Scholar] [CrossRef]
- Crespo, E.F. Modeling segregation and dispersion in jigging beds in terms of the bed porosity distribution. Miner. Eng. 2016, 85, 38–48. [Google Scholar] [CrossRef]
- Gong, D.W.; Xu, S.F.; Wang, X.S. Research on application of recurrent neural network in modelling jigging system of coal preparation plant. Procedings of the 3rd World Congress on Intelligent Control and Automation, Hefei, China, 28 June–2 July 2000; IEEE: Piscatvie, NJ, USA, 2000; pp. 1147–1150. [Google Scholar]
- Zhang, J.; Tao, Y.J.; Kuang, Y.L.; Gui, X.H. Research on the impact of model jig test device operation factors on material bed. Energy Sources A Recovery Util. Environ. Eff. 2019, 41, 779–789. [Google Scholar]
- Shukla, V.; Kumar, C.R.; Chakraborty, D.P.; Kumar, A. Optimization of jigging process parameters to beneficiate iron ore fines—A case study of Tatasteel. Inzynieria Miner. 2019, 2, 165–170. [Google Scholar]
- Surowiak, A. Evaluation of the results of coal jigging process. In Proceedings of the E3S Web of Conferences, MEC 2017 Mineral Engineering Conference, Wisła, Poland, 20–23 September 2017; Volume 18, p. 01030. [Google Scholar]
- Brożek, M.; Surowiak, A. Argument of separation at upgrading in the JIG. Arch. Min. Sci. 2010, 55, 21–40. [Google Scholar]
- Rao, B.V.; Jeelan, G.; Shirke, S.; Gopalkrishna, S.J. Experimental validation of extended stratification model part B: Coal-ash segregation studies in a batch jig operation. Trans. Indian Inst. Met. 2017, 70, 375–394. [Google Scholar] [CrossRef]
- Rao, B.V.; Jeelan, G.; Shirke, S.; Gopalkrishna, S.J. Experimental Validation of Extended Stratification Model: Part A—Ore with Tracer Particle Studies in a Batch Jig Operation. Trans. Indian Inst. Met. 2017, 70, 359–373. [Google Scholar] [CrossRef]
- Rao, B.V. An improved stochastic model to describe partition surfaces of entire segregated batch jig bed. Miner. Eng. 2021, 170, 107064. [Google Scholar]
- Kumar, S.; Venugopal, R. Coal cleaning using jig and response surface approach for determination of quality of clean coal. Int. J. Coal Prep. Util. 2020, 40, 107–115. [Google Scholar] [CrossRef]
- Jamróz, D.; Niedoba, T. Application of Observational Tunnels Method to Select Set of Features Sufficient to Identify a Type of Coal. Physicochem. Probl. Miner. Process. 2014, 50, 185–202. [Google Scholar]
- Niedoba, T. Multi-parameter data visualization by means of principal component analysis (PCA) in qualitative evaluation of various coal types. Physicochem. Probl. Miner. Process. 2014, 50, 575–589. [Google Scholar]
- Jamróz, D.; Niedoba, T.; Surowiak, A.; Tumidajski, T. The use of the visualisation of multidimensional data using PCA to evaluate possibilities of the division of coal samples space due to their suitability for fluidised gasification. Arch. Min. Sci. 2016, 61, 523–535. [Google Scholar] [CrossRef] [Green Version]
- Niedoba, T. Application of relevance maps in multidimensional classification of coal types. Arch. Min. Sci. 2015, 60, 93–106. [Google Scholar]
- Jamróz, D.; Niedoba, T. Application of multidimensional data visualization by means of self-organizing Kohonen maps to evaluate classification possibilities of various coal types. Arch. Min. Sci. 2015, 60, 39–50. [Google Scholar]
- Jamróz, D. Application of multidimensional scaling to classification of various types of coal. Arch. Min. Sci. 2014, 59, 413–425. [Google Scholar]
- Jamróz, D. Application of multi-parameter data visualization by means of autoassociative neural networks to evaluate classification possibilities of various coal types. Physicochem. Probl. Miner. Process. 2014, 50, 719–734. [Google Scholar]
- Jamróz, D.; Niedoba, T. Comparison of selected methods of multi-parameter data visualization used for classification of coals. Physicochem. Probl. Miner. Process. 2015, 51, 769–784. [Google Scholar]
- Gawenda, T.; Surowiak, A.; Krawczykowska, A.; Stempkowska, A.; Niedoba, T. Analysis of the aggregate production process with different geometric properties in the light fraction separator. Materials 2022, 15, 4046. [Google Scholar] [CrossRef] [PubMed]
- Surowiak, A.; Brożek, M. A physical model of separation process by means of JIGS. Physicochem. Probl. Miner. Process. 2016, 52, 228–243. [Google Scholar]
- Surowiak, A.; Foszcz, D.; Niedoba, T. Evaluation of jig work on the basis of granulometric analysis of particle size fractions of benefication products in purpose of process optimization. IOP Conf. Ser. Mater. Sci. Eng. 2019, 641, 012006. [Google Scholar] [CrossRef]
- Surowiak, A.; Foszcz, D.; Niedoba, T. Optimisation of coal beneficiation in a jig in changing hydrodynamic conditions of its operation. Acta Montan. Slovaca. 2022, 27, 1–10. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Number | Variable 1 (Throughput t/h) | Variable 2 (Hutch Water m3/h) | Float and Sink Analysis | Size Analysis |
|---|---|---|---|---|
| 1 | 200 | 35 | + | + |
| 2 | 200 | 50 | + | + |
| 3 | 200 | 70 | + | + |
| 4 | 300 | 35 | + | + |
| 5 | 300 | 50 | + | + |
| 6 | 300 | 70 | + | + |
| 7 | 400 | 35 | + | + |
| 8 | 400 | 50 | + | + |
| 9 | 400 | 70 | + | + |
| Particle Size, mm | Concentrate Yield, γc | Ash Content in the Concentrate, A | ||
|---|---|---|---|---|
| Model | R2 | Model | R2 | |
| <2.0 | γc = −7.38 + 0.29 hw + 0.06 t | 0.85 | A = 7.12 + 0.05 hw − 0.008 t | 0.73 |
| 2.0–3.15 | γc = −16.81 + 0.25 hw + 0.09 t | 0.95 | A = 5.91 + 0.02 hw − 0.005 t | 0.85 |
| 3.15–5.0 | γc = −17.13 + 0.32 hw + 0.08 t | 0.97 | A = 6.49 − 0.03 hw − 0.004 t | 0.83 |
| 5.0–6.3 | γc = 3.86 + 0.10 hw + 0.06 t | 0.71 | A = 5.19 + 0.02 hw − 0.004 t | 0.80 |
| 6.3–8.0 | γc = 10.37 + 0.17 hw + 0.04 t | 0.91 | A = 5.40 + 0.04 hw − 0.005 t | 0.97 |
| 8.0–10.0 | γc = 69.97 − 0.04 hw − 0.08 t | 0.72 | A = 1.81 + 0.02 hw + 0.02 t | 0.97 |
| 10.0–12.5 | γc = 78.10 − 0.15 hw-0.10 t | 0.63 | A = 1.30 + 0.03 hw + 0.01 t | 0.96 |
| 12.5–16.0 | γc = 17.61 + 0.05 hw + 0.06 t | 0.76 | A = 17.06 − 0.08 hw − 0.009 t | 0.98 |
| 16.0–20.0 | γc = 51.56 + 0.27 hw + 0.02 t | 0.97 | A = 21.83 − 0.09 hw − 0.03 t | 0.98 |
| Particle Size, mm | MSE (γc) | MSE (A) |
|---|---|---|
| <2.0 | 9.68 | 0.66 |
| 2.0–3.15 | 2.33 | 0.23 |
| 3.15–5.0 | 1.89 | 0.38 |
| 5.0–6.3 | 3.03 | 0.26 |
| 6.3–8.0 | 2.15 | 0.16 |
| 8.0–10.0 | 11.85 | 0.29 |
| 10.0–12.5 | 16.97 | 1.57 |
| 12.5–16.0 | 3.49 | 0.30 |
| 16.0–20.0 | 1.32 | 1.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Surowiak, A.; Niedoba, T.; Wahman, M.; Hassanzadeh, A. Optimization of Coal Production Based on the Modeling of the Jig Operation. Energies 2023, 16, 1939. https://doi.org/10.3390/en16041939
Surowiak A, Niedoba T, Wahman M, Hassanzadeh A. Optimization of Coal Production Based on the Modeling of the Jig Operation. Energies. 2023; 16(4):1939. https://doi.org/10.3390/en16041939
Chicago/Turabian StyleSurowiak, Agnieszka, Tomasz Niedoba, Mustapha Wahman, and Ahmad Hassanzadeh. 2023. "Optimization of Coal Production Based on the Modeling of the Jig Operation" Energies 16, no. 4: 1939. https://doi.org/10.3390/en16041939