





A Review on Process Modeling and Simulation of Cryogenic Carbon Capture for Post-Combustion Treatment

 , and
, and 
Abstract
:1. Introduction
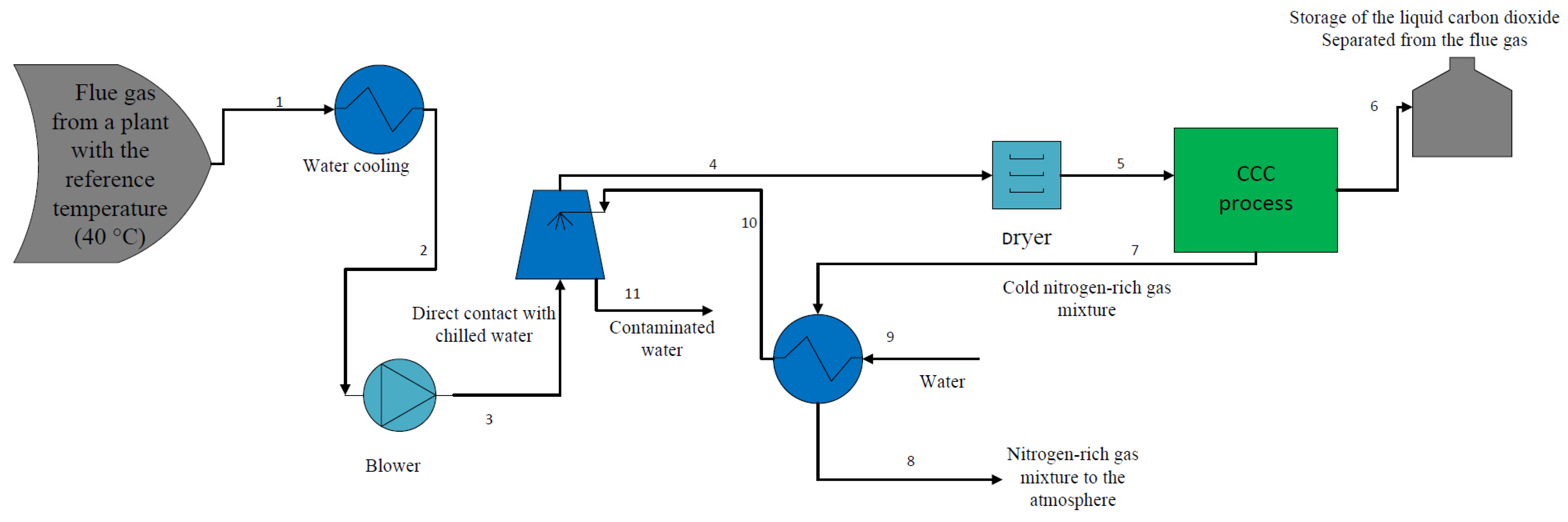
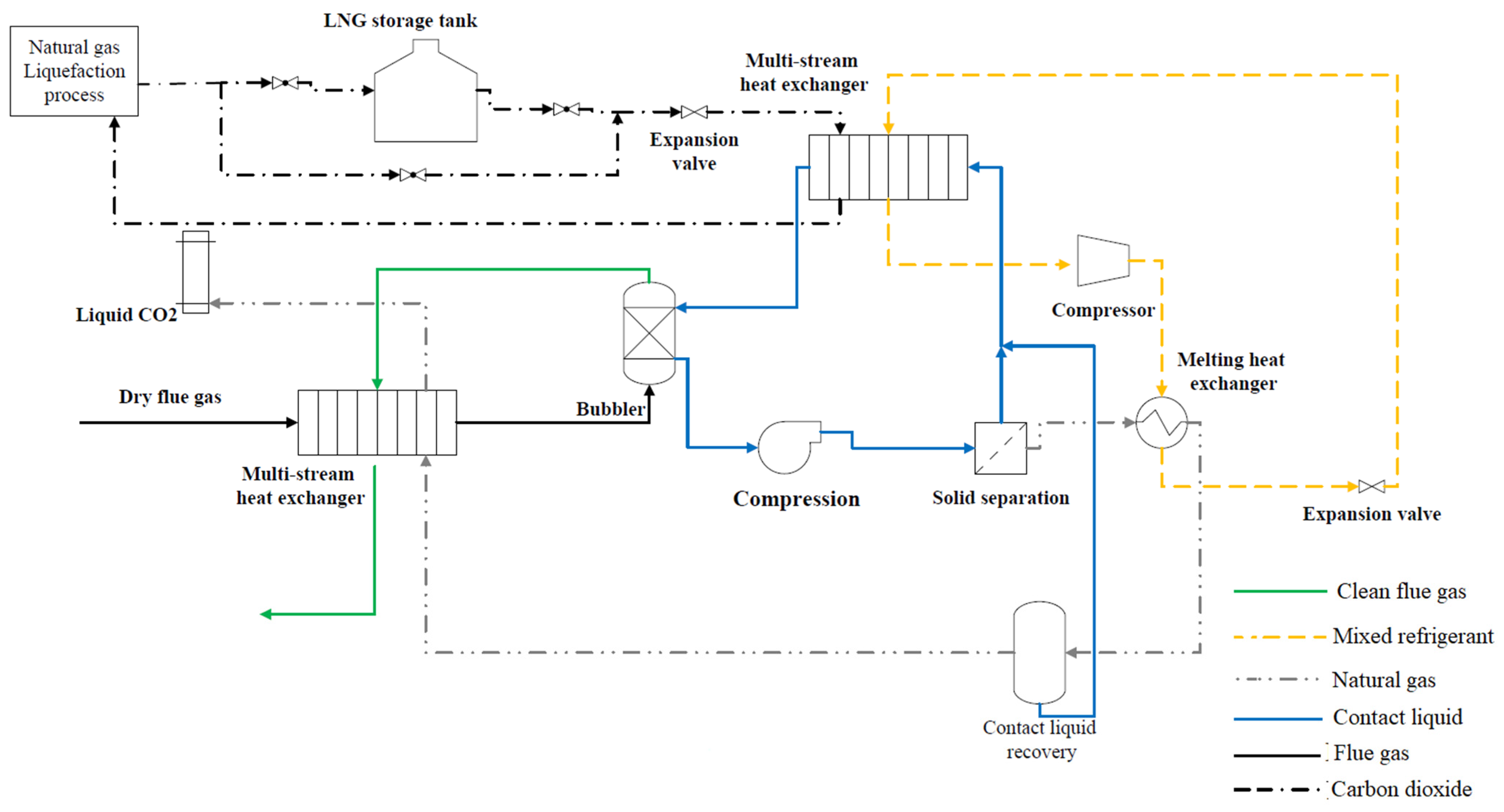
CCC Process Description
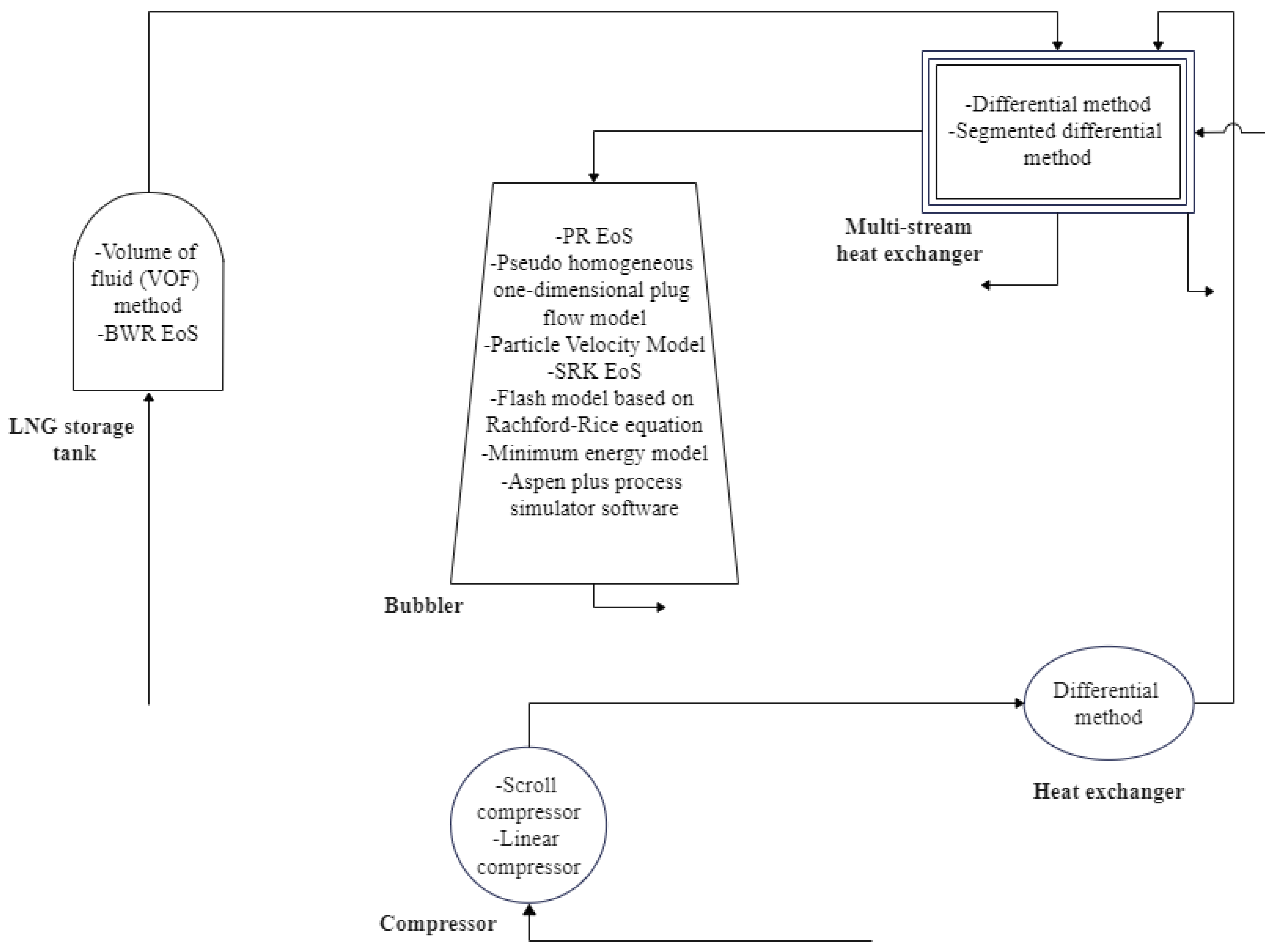
2. Modeling Approaches for the CCC Process
2.1. Heat Exchangers
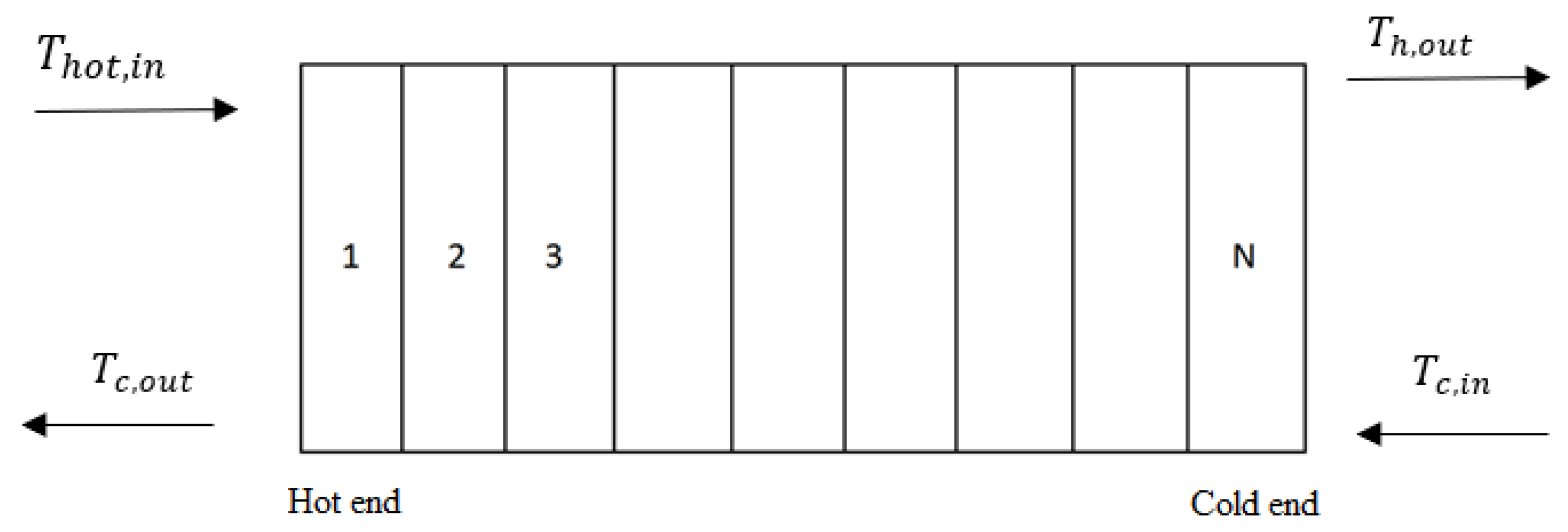
Differential Method
2.2. Bubbler (CO2 Separator)
- Particle velocity model;
- Pseudo homogeneous one-dimensional plug flow model;
- Peng Robinson EoS;
- Flash model based on the Rachford–Rice equation.
2.2.1. Particle Velocity Model
2.2.2. Pseudo-Homogeneous One-Dimensional Plug Flow Model
2.2.3. Peng Robinson
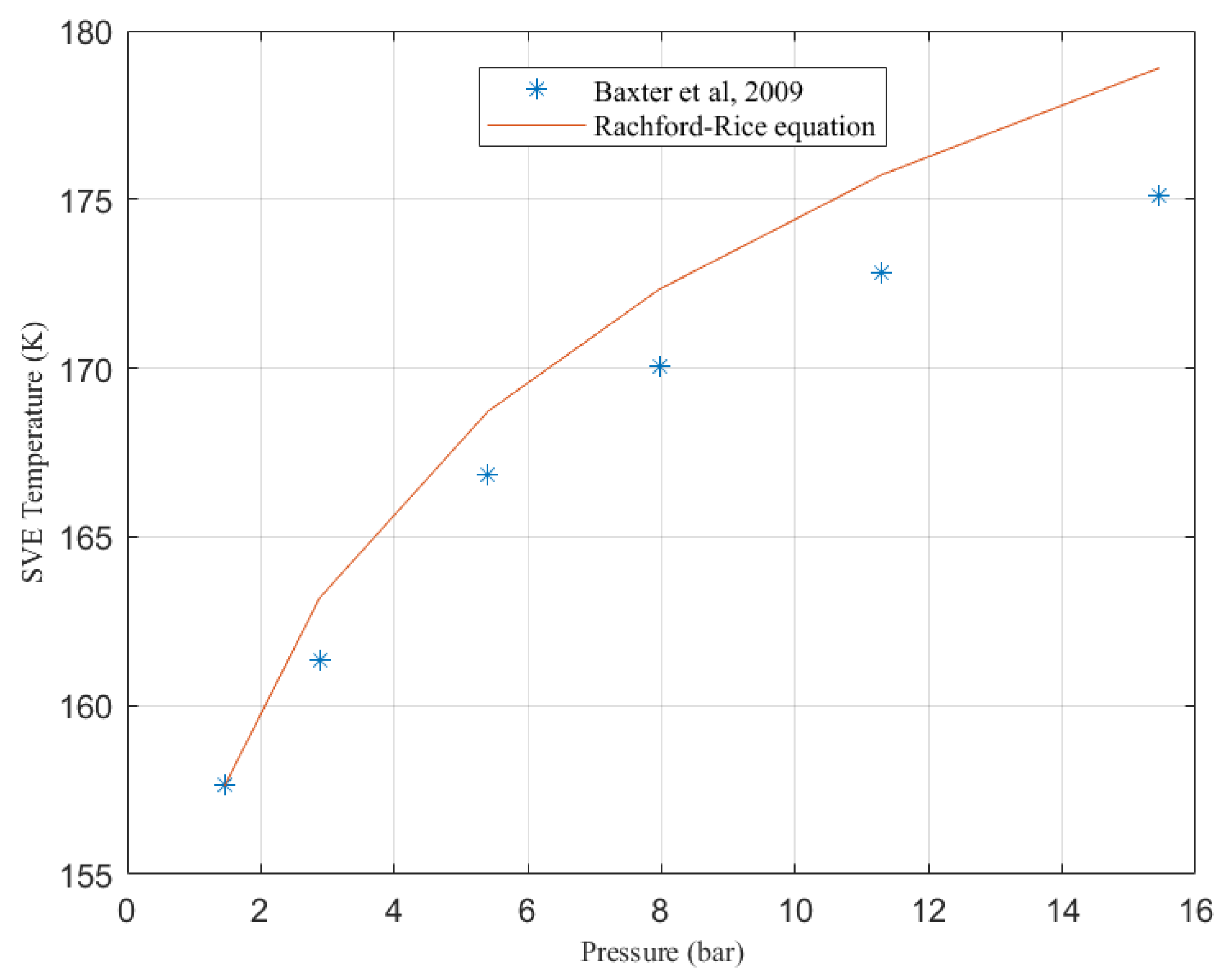
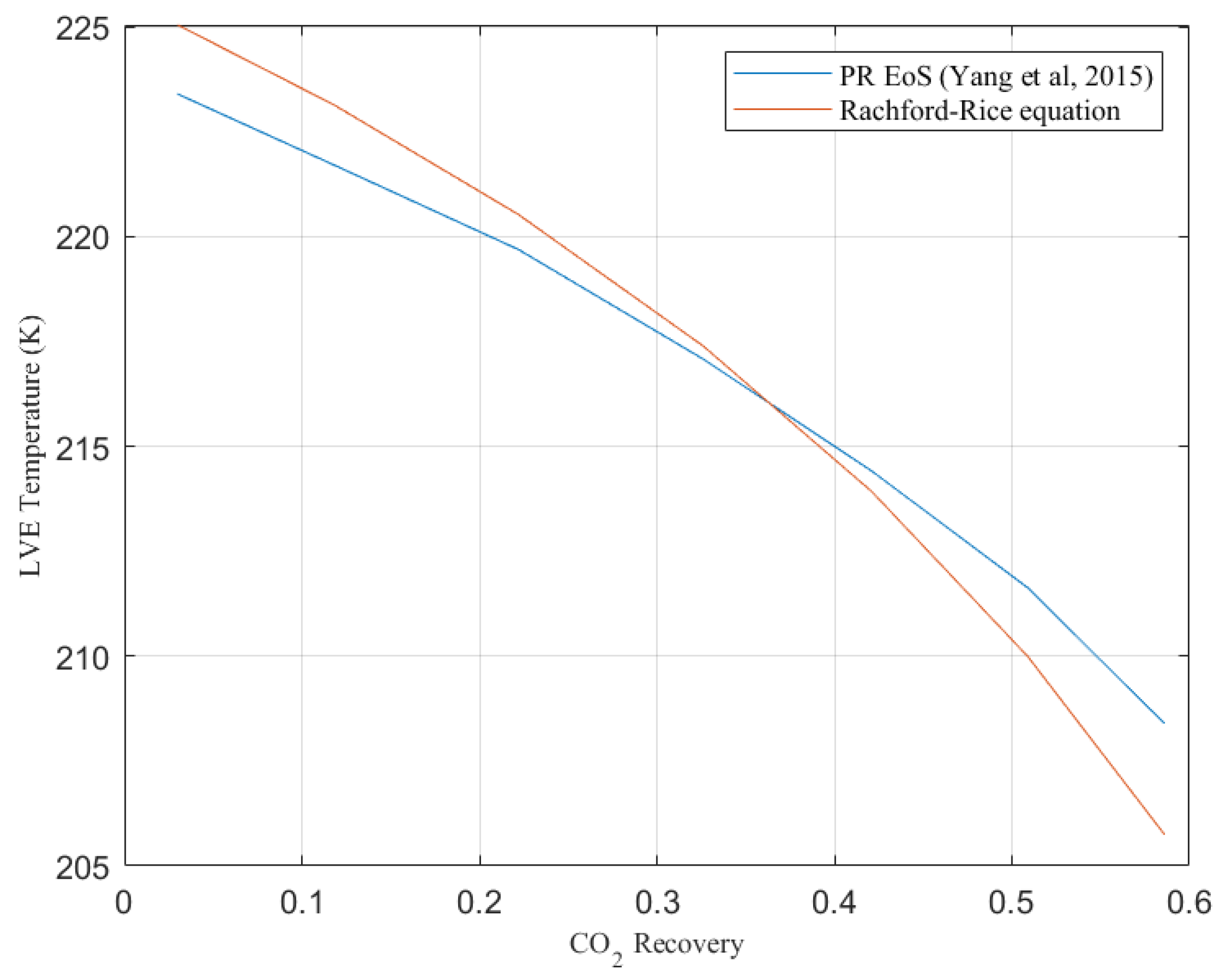
2.2.4. Flash Model Based on the Rachford–Rice Equation
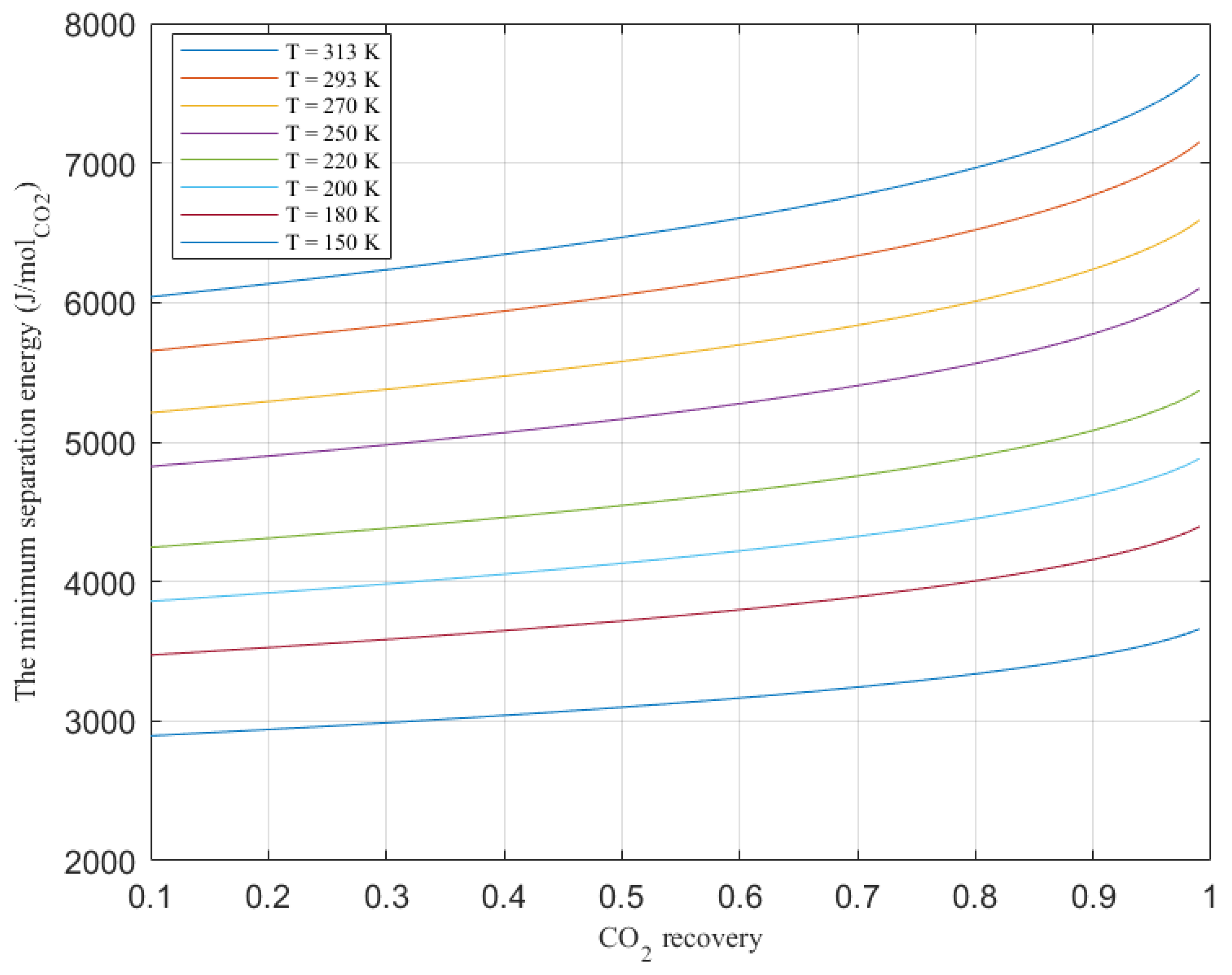
2.2.5. Minimum Energy Model
2.2.6. Soave–Redlich–Kwong (SRK) Model
2.2.7. ASPEN Plus Process Simulation Software
2.3. LNG Storage Tank
2.3.1. Volume of Fluid (VOF) Method
2.3.2. BWRS Model
2.4. Compressor
2.4.1. Compression Process Model of Scroll Compressors
2.4.2. Linear Compressor Model
2.5. Accuracy Comparison among Models of Different Component in the CCC Process
3. Conclusions
- A numerical model which can predict the pressure drop in the process accurately may contribute to reaching an optimum size for tubes and heat exchangers to reduce the pressure drop without the generation of a maldistribution phenomenon.
- A dynamic model of the power plant and the CCC process, even in the case of using the integral method for modeling the heat exchangers, would provide helpful information about the transient behavior of the process.
- Modelling the desublimation heat exchanger system by using the computational fluid dynamics method can provide very helpful information about the solid–vapor equilibrium of CO2 mixtures.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

| Simulation Method | AAD% 1 | Application | Reference Number |
|---|---|---|---|
| 1D model using particle velocity method | 4% [44] | Simulation of desublimation exchanger system | [44] |
| ASPEN Plus (version 7.3) | - | Modeling the overall energy consumption in the CCC process based on Stirling cooler | [17] |
| A steady state model using ASPEN Plus | 6.6% | Simulation of the CCC process using energy storage system | [8] |
| A steady state model using ASPEN Plus | 1% [22] | Modeling the energy consumption in the process and sizing the required heat exchangers | [22] |
| 1-D pseudo homogeneous axially dispersed plug flow model | 2.2% | Dynamic simulation of packed beds used in the CCC process. | [46,47] |
| ASPEN HYSYS commercial process simulator | - | Modeling four different natural gas liquefaction processes to supply the required LNG in the CCC process | [23] |
| ASPEN HYSYS commercial process simulator and exergy analysis | Modeling a small-scale natural gas liquefaction process | [24] | |
| Differential method | - | 3D simulation of multi-stream heat exchangers | [36] |
| A 3D model based on segmented differential method | - | Modeling multi-stream heat exchangers | [41] |
| Differential method | - | Modeling and sizing multi-stream heat exchangers | [42] |
| A 2D model using VOF method and ANSYS FLUENT commercial process simulator | 6.5% [71] | Modeling large-scale LNG storage and carbon capture systems | [71] |
| BWRS EoS model | - | Modeling BOG generation in LNG tanks | [72] |
| A 2D model using VOF method and ANSYS FLUENT commercial process simulator | 4% [78] | Modeling the evaporation and condensation phase-change processes | [78] |
| A 3D model using Eulerian multiphase flow method and ANSYS FLUENT commercial process simulator 6.2 | - | Modeling refrigerant flow boiling in horizontal serpentine tube | [79] |
| A 2D model using VOF method and ANSYS FLUENT commercial software, version 19 | - | Simulation of natural convection and BOG generation in small, pressurized LNG storage tank | [84] |
| A 3D model using VOF method and ANSYS FLUENT commercial process simulator | 10% [85] | Simulation of BOG generation rate for LNG tank | [85] |
| A 2D model using VOF method and ANSYS FLUENT commercial process simulator | 5% [86] | Simulation of BOG generation rate for LNG tank | [86] |
| Compression Process Model | - | Modeling scroll compressors which can be used in the CCC process | [90] |
| An improved BWRS EoS model | 0.35% [88] | Predicting thermodynamic properties at extreme low reduced temperature | [88] |
| Modified SRK EoS model | 1% [63] | Predicting the vapor–liquid equilibrium in binary asymmetric mixtures | [63] |
| Minimum energy model | - | Minimum energy required for separating CO2 from the flue gas | [59] |
| Classical approach based on PR EoS model and ASPEN Plus commercial process simulator V9 | 1.4% for classical approach 2.9% for ASPEN Plus commercial process simulator V9 | Predicting solid–vapor equilibrium conditions and specifying suitable operating conditions for capturing CO2 from the exhaust gases based on the required CO2 recovery level | [65] |
| Thermodynamic model and ASPEN Plus commercial process simulator V9 | 1.364% for the thermodynamic model 1.293% for ASPEN Plus commercial process simulator V9 [66] | Predicting multi-phase equilibrium conditions of CO2 mixtures with hydrocarbon and non-hydrocarbon components and presenting stability analysis | [66] |
| ASPEN Plus commercial process simulator | 4.31% [64] | Simulation and economic analysis of a cryogenic carbon capture process assisted by a solar absorption refrigeration system | [64] |
| Rachford–Rice flash model | 1.27% in the pressure range of 1–15 bar | SVE calculation and predicting the frost point temperature of CO2 | [43] |
| Linear compressor | 2.47% and 8.49% for prediction of mass and power [93] | Modeling two-stage linear compressor | [93] |
| ASPEN Plus | - | SVE calculations for CO2 capture application | [96] |
| ASPEN HYSIS | - | Modeling and evaluation of a combined system of steam methanol reforming/steam methane reforming/high temperature PEM fuel cells/CO2 capture/liquefaction | [97] |
| ASPEN HYSIS | - | Process design and thermoeconomic evaluation of a CO2 liquefaction process (Energy, exergy, and exergoeconomic analyses) | [98] |
| Transient model using ASPEN HYSIS and PR EoS | - | Modeling and optimizing natural gas liquefaction process which provides coolant for CCC process | [99] |
| Aspen plus model using SRK | - | Modeling hybrid membrane-cryogenic capture process | [100] |
References
- Chauhan, K. Distributed Energy Resources in Microgrids: Integration, Challenges and Optimization; Chauhan, R.K., Ed.; Academic Press: Cambridge, MA, USA, 2019. [Google Scholar]
- Moodley, P. Sustainable biofuels: Opportunities and challenges. Sustain. Biofuels 2021, 1–20. [Google Scholar] [CrossRef]
- Liu, Z.; Deng, Z.; Davis, S.J.; Giron, C.; Ciais, P. Monitoring global carbon emissions in 2021. Nat. Rev. Earth Environ. 2022, 3, 217–219. [Google Scholar] [CrossRef] [PubMed]
- He, J.; Deng, J.; Su, M. CO2 emission from China’s energy sector and strategy for its control. Energy 2010, 35, 4494–4498. [Google Scholar] [CrossRef]
- Jansen, D.; Gazzani, M.; Manzolini, G.; Van Dijk, E.; Carbo, M. Pre-combustion CO2 capture. Int. J. Greenh. Gas Control 2015, 40, 167–187. [Google Scholar] [CrossRef]
- Stanger, R.; Wall, T.; Spörl, R.; Paneru, M.; Grathwohl, S.; Weidmann, M.; Scheffknecht, G.; McDonald, D.; Myöhänen, K.; Ritvanen, J.; et al. Oxyfuel combustion for CO2 capture in power plants. Int. J. Greenh. Gas Control 2015, 40, 55–125. [Google Scholar] [CrossRef]
- Zheng, C.; Liu, Z.; Xiang, J.; Zhang, L.; Zhang, S.; Luo, C.; Zhao, Y. Fundamental and Technical Challenges for a Compatible Design Scheme of Oxyfuel Combustion Technology. Engineering 2015, 1, 139–149. [Google Scholar] [CrossRef]
- Jensen, M. Energy Process Enabled by Cryogenic Carbon Capture. Ph.D. Thesis, Brigham Young University, Provo, UT, USA, 2015. [Google Scholar]
- Skorek-Osikowska, A.; Janusz-Szymańska, K.; Kotowicz, J. Modeling and analysis of selected carbon dioxide capture methods in IGCC systems. Energy 2012, 45, 92–100. [Google Scholar] [CrossRef]
- Sanchez Fernandez, E.; Goetheer, E.L.V.; Manzolini, G.; Macchi, E.; Rezvani, S.; Vlugt, T.J.H. Thermodynamic assessment of amine based CO2 capture technologies in power plants based on European Benchmarking Task Force methodology. Fuel 2014, 129, 318–329. [Google Scholar] [CrossRef]
- Zaman, M.; Lee, J.H. Carbon capture from stationary power generation sources: A review of the current status of the technologies. Korean J. Chem. Eng. 2013, 30, 1497–1526. [Google Scholar] [CrossRef]
- Duan, L.; Zhao, M.; Yang, Y. Integration and optimization study on the coal-fired power plant with CO2 capture using MEA. Energy 2012, 45, 107–116. [Google Scholar] [CrossRef]
- Amrollahi, Z.; Ystad, P.A.M.; Ertesvåg, I.S.; Bolland, O. Optimized process configurations of post-combustion CO2 capture for natural-gas-fired power plant—Power plant efficiency analysis. Int. J. Greenh. Gas Control 2012, 8, 1–11. [Google Scholar] [CrossRef]
- Scholes, C.A.; Ho, M.T.; Aguiar, A.A.; Wiley, D.E.; Stevens, G.W.; Kentish, S.E. Membrane gas separation processes for CO2 capture from cement kiln flue gas. Int. J. Greenh. Gas Control 2014, 24, 78–86. [Google Scholar] [CrossRef]
- Font-Palma, C.; Cann, D.; Udemu, C. Review of Cryogenic Carbon Capture Innovations and Their Potential Applications. C 2021, 7, 58. [Google Scholar] [CrossRef]
- Safdarnejad, S.M.; Hedengren, J.D.; Baxter, L.L. Dynamic optimization of a hybrid system of energy-storing cryogenic carbon capture and a baseline power generation unit. Appl. Energy 2016, 172, 66–79. [Google Scholar] [CrossRef]
- Song, C.; Kitamura, Y.; Li, S. Energy analysis of the cryogenic CO2 capture process based on Stirling coolers. Energy 2014, 65, 580–589. [Google Scholar] [CrossRef]
- Baxter, L.; Baxter, A.; Burt, S. Cryogenic CO2 Capture as a Cost-Effective CO2 Capture Process. In Proceedings of the 26th Annual International Pittsburgh Coal Conference 2009, PCC 2009, Pittsburgh, PA, USA, 20–23 September 2009; Volume 1. [Google Scholar]
- Song, C.; Liu, Q.; Deng, S.; Li, H.; Kitamura, Y. Cryogenic-based CO2 capture technologies: State-of-the-art developments and current challenges. Renew. Sustain. Energy Rev. 2019, 101, 265–278. [Google Scholar] [CrossRef]
- Zhang, J.; Meerman, H.; Benders, R.; Faaij, A. Comprehensive review of current natural gas liquefaction processes on technical and economic performance. Appl. Therm. Eng. 2020, 166, 114736. [Google Scholar] [CrossRef]
- Berstad, D.; Anantharaman, R.; Nekså, P. Low-temperature CO2 capture technologies—Applications and potential. Int. J. Refrig. 2013, 36, 1403–1416. [Google Scholar] [CrossRef]
- Willson, P.; Lychnos, G.; Clements, A.; Michailos, S.; Font-Palma, C.; Diego, M.E.; Pourkashanian, M.; Howe, J. Evaluation of the performance and economic viability of a novel low temperature carbon capture process. Int. J. Greenh. Gas Control 2019, 86, 1–9. [Google Scholar] [CrossRef]
- Fazlollahi, F.; Bown, A.; Ebrahimzadeh, E.; Baxter, L.L. Design and analysis of the natural gas liquefaction optimization process- CCC-ES (energy storage of cryogenic carbon capture). Energy 2015, 90, 244–257. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Z.; Cui, M.; Xie, Y.; Li, C. Design and analysis of a small-scale natural gas liquefaction process adopting single nitrogen expansion with carbon dioxide pre-cooling. Appl. Therm. Eng. 2014, 64, 139–146. [Google Scholar] [CrossRef]
- Van Nguyen, T.; Rothuizen, E.D.; Markussen, W.B.; Elmegaard, B. Thermodynamic comparison of three small-scale gas liquefaction systems. Appl. Therm. Eng. 2018, 128, 712–724. [Google Scholar] [CrossRef]
- Remeljej, C.W.; Hoadley, A.F.A. An exergy analysis of small-scale liquefied natural gas (LNG) liquefaction processes. Energy 2006, 31, 2005–2019. [Google Scholar] [CrossRef]
- Qyyum, M.A.; He, T.; Qadeer, K.; Mao, N.; Lee, S.; Lee, M. Dual-effect single-mixed refrigeration cycle: An innovative alternative process for energy-efficient and cost-effective natural gas liquefaction. Appl. Energy 2020, 268, 115022. [Google Scholar] [CrossRef]
- Kamath, R.S.; Grossmann, I.E.; Biegler, L.T. Modeling of Multi-Stream Heat Exchangers with Phase Changes for Cryogenic Applications. Comput. Aided Chem. Eng. 2009, 27, 921–926. [Google Scholar]
- Haider, P.; Freko, P.; Acher, T.; Rehfeldt, S.; Klein, H. A transient three-dimensional model for thermo-fluid simulation of cryogenic plate-fin heat exchangers. Appl. Therm. Eng. 2020, 180, 115791. [Google Scholar] [CrossRef]
- Martynov, S.; Brown, S.; Mahgerefteh, H. An extended Peng-Robinson equation of state for carbon dioxide solid-vapor equilibrium. Greenh. Gases 2013, 3, 136–147. [Google Scholar] [CrossRef]
- Wibawa, G.; Nafi, M.F.; Permatasari, A.; Mustain, A. Application of Peng-Robinson Equation of State for Calculating Solid-Vapor and Solid-Liquid Equilibrium of CH4-CO2 System. Mod. Appl. Sci. 2015, 9, 177. [Google Scholar] [CrossRef]
- Ali, A.; Abdulrahman, A.; Garg, S.; Maqsood, K.; Murshid, G. Application of artificial neural networks (ANN) for vapor-liquid-solid equilibrium prediction for CH4-CO2 binary mixture. Greenh. Gases 2018, 9, 67–78. [Google Scholar] [CrossRef]
- Reddy, H.V.; Bisen, V.S.; Rao, H.N.; Dutta, A.; Garud, S.S.; Karimi, I.A.; Farooq, S. Towards energy-efficient LNG terminals: Modeling and simulation of reciprocating compressors. Comput. Chem. Eng. 2019, 128, 312–321. [Google Scholar] [CrossRef]
- Fang, X.; Chen, W.; Zhou, Z.; Xu, Y. Empirical models for efficiency and mass flow rate of centrifugal compressors. Int. J. Refrig. 2014, 41, 190–199. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, J.; Xu, Q.; Li, K. Thermodynamic-analysis-based energy consumption minimization for natural gas liquefaction. Ind. Eng. Chem. Res. 2011, 50, 12630–12640. [Google Scholar] [CrossRef]
- Prasad, B.S.V.; Gurukul, S.M.K.A. Differential Methods for the Performance Prediction of Multistream Plate-Fin Heat Exchangers. J. Heat Transf. 1992, 114, 41–49. [Google Scholar] [CrossRef]
- You, Y.; Fan, A.; Huang, S.; Liu, W. Numerical modeling and experimental validation of heat transfer and flow resistance on the shell side of a shell-and-tube heat exchanger with flower baffles. Int. J. Heat Mass Transf. 2012, 55, 7561–7569. [Google Scholar] [CrossRef]
- He, Y.; Tao, W.; Deng, B.; Li, X.; Wu, Y. Numerical simulation and experimental study of flow and heat transfer characteristics of shell side fluid in shell-and-tube heat exchangers. In Proceedings of the Engineering Conferences International, Hoboken, NJ, USA, September 2005; pp. 29–42. [Google Scholar]
- Haider, P.; Heinz, P.; Acher, T.; Rehfeldt, S.; Klein, H. A Framework for Multi-Objective Optimization of Plate-Fin Heat Exchangers Using a Detailed Three-Dimensional Simulation Model. ChemEngineering 2021, 5, 82. [Google Scholar] [CrossRef]
- Taler, D. Modelowanie matematyczne pracy wymiennika ciepła z rur ożebrowanych dla zmiennych w czasie strumienia masy płynu i prędkości powietrza. Czas. Tech. 2017, 3, 183–196. [Google Scholar] [CrossRef]
- Wang, Z.; Sundén, B.; Li, Y. A novel optimization framework for designing multi-stream compact heat exchangers and associated network. Appl. Therm. Eng. 2017, 116, 110–125. [Google Scholar] [CrossRef]
- Prasad, B.S.V.; Gurukul, S.M.K.A. Differential method for sizing multistream plate fin heat exchangers. Cryogenics 1987, 27, 257–262. [Google Scholar] [CrossRef]
- De Guido, G.; Pellegrini, L.A. Calculation of solid-vapor equilibria for cryogenic carbon capture. Comput. Chem. Eng. 2022, 156, 107569. [Google Scholar] [CrossRef]
- William James, D.; William, D. Failing Drop CO2 Deposition (Desublimation) Heat Exchanger for Failing Drop CO2 Deposition (Desublimation) Heat Exchanger for the Cryogenic Carbon Capture Process. Master’s Thesis, Brigham Young University, Provo, UT, USA, 2011. [Google Scholar]
- Bloxham, J.C.; Redd, M.E.; Giles, N.F.; Knotts, T.A.; Wilding, W.V. Proper Use of the DIPPR 801 Database for Creation of Models, Methods, and Processes. J. Chem. Eng. Data 2021, 66, 3–10. [Google Scholar] [CrossRef]
- Tuinier, M.J.; Hamers, H.P.; Van Sint Annaland, M. Techno-economic evaluation of cryogenic CO2 capture-A comparison with absorption and membrane technology. Int. J. Greenh. Gas Control 2011, 5, 1559–1565. [Google Scholar] [CrossRef]
- Tuinier, M.J.; van Sint Annaland, M.; Kuipers, J.A.M. A novel process for cryogenic CO2 capture using dynamically operated packed beds—An experimental and numerical study. Int. J. Greenh. Gas Control 2011, 5, 694–701. [Google Scholar] [CrossRef]
- Schiesser, W.E.; Griffiths, G.W. A Compendium of Partial Differential Equation Models: Method of Lines Analysis with Matlab; Cambridge University Press: Cambridge, UK, 2009. [Google Scholar]
- Smit, J.; Van Sint Annaland, M.; Kuipers, J.A.M. Grid adaptation with WENO schemes for non-uniform grids to solve convection-dominated partial differential equations. Chem. Eng. Sci. 2005, 60, 2609–2619. [Google Scholar] [CrossRef]
- Shen, T.; Gao, T.; Lin, W.; Gu, A. Determination of CO2 Solubility in Saturated Liquid CH4 + N2 and CH4 + C2H6 Mixtures above Atmospheric Pressure. J. Chem. Eng. Data 2012, 57, 2296–2303. [Google Scholar] [CrossRef]
- Lopez-Echeverry, J.S.; Reif-Acherman, S.; Araujo-Lopez, E. Peng-Robinson equation of state: 40 years through cubics. Fluid Phase Equilib. 2017, 447, 39–71. [Google Scholar] [CrossRef]
- Stryjek, R.; Vera, J.H. PRSV: An improved peng—Robinson equation of state for pure compounds and mixtures. Can. J. Chem. Eng. 1986, 64, 323–333. [Google Scholar] [CrossRef]
- Yang, W.; Li, S.; Li, X.; Liang, Y.; Zhang, X. Analysis of a new liquefaction combined with desublimation system for CO2 separation based on N2/CO2 phase equilibrium. Energies 2015, 8, 9495–9508. [Google Scholar] [CrossRef]
- ZareNezhad†, B. Prediction of CO2 freezing points for the mixtures of CO2-CH4 at cryogenic conditions of NGL extraction plants. Korean J. Chem. Eng 2006, 23, 827–831. [Google Scholar] [CrossRef]
- Aspen Plus® Burlington; Version 9; Aspen Technology, Inc.: Bedford, MA, USA, 2016.
- Abu-Eishah, S.I. Calculation of vapour-liquid equilibrium data for binary chlorofluorocarbon mixtures using the Peng-Robinson equation of state. Fluid Phase Equilib. 1991, 62, 41–52. [Google Scholar] [CrossRef]
- Jensen, M.J.; Russell, C.S.; Bergeson, D.; Hoeger, C.D.; Frankman, D.J.; Bence, C.S.; Baxter, L.L. Prediction and validation of external cooling loop cryogenic carbon capture (CCC-ECL) for full-scale coal-fired power plant retrofit. Int. J. Greenh. Gas Control 2015, 42, 200–212. [Google Scholar] [CrossRef]
- Baxter, L.; Hoeger, C.; Stitt, K.; Burt, S.; Baxter, A. Cryogenic Carbon CaptureTM (CCC) Status Report. In Proceedings of the 15th Greenhouse Gas Control Technologies Conference, Abu Dhabi, UAE, 15–18 March 2021. [Google Scholar] [CrossRef]
- Berger, A.H.; Hoeger, C.; Baxter, L.; Bhown, A. Evaluation of Cryogenic Systems for Post Combustion CO2 Capture. In Proceedings of the 14th International Conference on Greenhouse Gas Control Technologies, GHGT-14, Melbourne, Australia, 21–25 October 2018; Volume 1, pp. 1–8. [Google Scholar] [CrossRef]
- Li, H.; Yan, J. Impacts of equations of state (EOS) and impurities on the volume calculation of CO2 mixtures in the applications of CO2 capture and storage (CCS) processes. Appl. Energy 2009, 86, 2760–2770. [Google Scholar] [CrossRef]
- Kabadi, V.N.; Danner, R.P. A Modified Soave-Redlich-Kwong Equation of State for Water-Hydrocarbon Phase Equilibria. Ind. Eng. Chem. Process Des. Dev. 1985, 24, 537–541. [Google Scholar] [CrossRef]
- Wang, P.; Huang, S.; Zhao, F.; Shi, J.; Wang, B.; Li, Y. Modeling phase behavior of nano-confined fluids in shale reservoirs with a modified Soave-Redlich-Kwong equation of state. Chem. Eng. J. 2022, 433, 133661. [Google Scholar] [CrossRef]
- Valderrama, J.O.; Silva, A. Modified Soave-Redlich-Kwong equations of state applied to mixtures containing supercritical carbon dioxide. Korean J. Chem. Eng. 2003, 20, 709–715. [Google Scholar] [CrossRef]
- Sateesh, C.; Nandakishora, Y.; Sahoo, R.K.; Murugan, S. Study of cryogenic CO2 capture with solar-assisted VAR system. Clean. Eng. Technol. 2021, 5, 100351. [Google Scholar] [CrossRef]
- Pellegrini, L.A.; De Guido, G.; Ingrosso, S. Thermodynamic Framework for Cryogenic Carbon Capture. Comput. Aided Chem. Eng. 2020, 48, 475–480. [Google Scholar]
- De Guido, G.; Pellegrini, L.A. Phase Equilibria Analysis in the Presence of Solid Carbon Dioxide. Chem. Eng. Trans. 2021, 86, 1261–1266. [Google Scholar]
- Pikaar, M.J. A Study of Phase Equilibria in Hydrocarbon-CO2 Systems. Ph.D. Thesis, University of London, London, UK, 1959. [Google Scholar]
- Agrawal, G.M.; Laverman, R.J. Phase behavior of the methane-carbon dioxide system in the solid-vapor region. In Advances in Cryogenic Engineering; Springer: Boston, MA, USA, 1995; pp. 327–338. [Google Scholar]
- Le, T.T.; Trebble, M.A. Measurement of carbon dioxide freezing in mixtures of methane, ethane, and nitrogen in the solid-vapor equilibrium region. J. Chem. Eng. Data 2007, 52, 683–686. [Google Scholar] [CrossRef]
- Zhang, L.; Burgass, R.; Chapoy, A.; Tohidi, B.; Solbraa, E. Measurement and modeling of CO2 frost points in the CO2-methane systems. J. Chem. Eng. Data 2011, 56, 2971–2975. [Google Scholar] [CrossRef]
- Saleem, A. CFD Study of Large-Scale LNG Storage and Carbon Capture Systems. Ph.D. Thesis, National University of Singapore, Singapore, 2020. [Google Scholar]
- Adom, E.; Islam, S.Z.; Ji, X. Modelling of Boil-off Gas in LNG tanks: A case study. Int. J. Eng. Technol. 2010, 2, 292–296. [Google Scholar]
- Al Ghafri, S.Z.S.; Perez, F.; Heum Park, K.; Gallagher, L.; Warr, L.; Stroda, A.; Siahvashi, A.; Ryu, Y.; Kim, S.; Kim, S.G.; et al. Advanced boil-off gas studies for liquefied natural gas. Appl. Therm. Eng. 2021, 189, 116735. [Google Scholar] [CrossRef]
- Kang, M.; Kim, J.; You, H.; Chang, D. Experimental investigation of thermal stratification in cryogenic tanks. Exp. Therm. Fluid Sci. 2018, 96, 371–382. [Google Scholar] [CrossRef]
- Jabbari, M.; Bulatova, R.; Hattel, J.H.; Bahl, C.R.H. An evaluation of interface capturing methods in a VOF based model for multiphase flow of a non-Newtonian ceramic in tape casting. Appl. Math. Model. 2014, 38, 3222–3232. [Google Scholar] [CrossRef]
- Sundén, B.; Fu, J. Heat Transfer in Aerospace Applications; Academic Press: Cambridge, MA, USA, 2016. [Google Scholar]
- Saleem, A.; Farooq, S.; Karimi, I.A.; Banerjee, R. A CFD simulation study of boiling mechanism and BOG generation in a full-scale LNG storage tank. Comput. Chem. Eng. 2018, 115, 112–120. [Google Scholar] [CrossRef]
- Sun, D.; Xu, J.; Chen, Q. Modeling of the evaporation and condensation phase-change problems with FLUENT. Numer. Heat Transf. Part B Fundam. 2014, 66, 326–342. [Google Scholar] [CrossRef]
- Wu, H.L.; Peng, X.F.; Ye, P.; Eric Gong, Y. Simulation of refrigerant flow boiling in serpentine tubes. Int. J. Heat Mass Transf. 2007, 50, 1186–1195. [Google Scholar] [CrossRef]
- De Schepper, S.C.K.; Heynderickx, G.J.; Marin, G.B. Modeling the evaporation of a hydrocarbon feedstock in the convection section of a steam cracker. Comput. Chem. Eng. 2009, 33, 122–132. [Google Scholar] [CrossRef]
- Alizadehdakhel, A.; Rahimi, M.; Alsairafi, A.A. CFD modeling of flow and heat transfer in a thermosyphon. Int. Commun. Heat Mass Transf. 2010, 37, 312–318. [Google Scholar] [CrossRef]
- Yang, Z.; Peng, X.F.; Ye, P. Numerical and experimental investigation of two phase flow during boiling in a coiled tube. Int. J. Heat Mass Transf. 2008, 51, 1003–1016. [Google Scholar] [CrossRef]
- Goodson, K.; Rogacs, A.; David, M.; Fang, C. Volume of fluid simulation of boiling two-phase flow in a vapor-venting microchannel. Front. Heat Mass Transf. 2010, 1, 013002. [Google Scholar]
- Ferrín, J.L.; Pérez-Pérez, L.J. Numerical simulation of natural convection and boil-off in a small size pressurized LNG storage tank. Comput. Chem. Eng. 2020, 138, 106840. [Google Scholar] [CrossRef]
- Wu, S.; Ju, Y.; Lin, J.; Fu, Y. Numerical simulation and experiment verification of the static boil-off rate and temperature field for a new independent type B liquefied natural gas ship mock up tank. Appl. Therm. Eng. 2020, 173, 115265. [Google Scholar] [CrossRef]
- Wu, S.; Ju, Y. Numerical study of the boil-off gas (BOG) generation characteristics in a type C independent liquefied natural gas (LNG) tank under sloshing excitation. Energy 2021, 223, 120001. [Google Scholar] [CrossRef]
- Reid, R.C.; Prausnitz, J.M.; Poling, B.E. The Properties of Gases and Liquids; McGraw Hill: New York, NY, USA, 1987. [Google Scholar]
- Nishiumi, H.; Saito, S. An improved generalized BWR equation of state applicable to low reduced temperatures. J. Chem. Eng. Japan 1975, 8, 356–360. [Google Scholar] [CrossRef]
- Faruque Hasan, M.M.; Razib, M.S.; Karimi, I.A. Optimization of Compressor Networks in LNG Operations; Elsevier Inc.: Amsterdam, The Netherlands, 2009; Volume 27. [Google Scholar]
- Chen, Y.; Halm, N.P.; Groll, E.A.; Braun, J.E. Mathematical modeling of scroll compressors—Part I: Compression process modeling. Int. J. Refrig. 2002, 25, 731–750. [Google Scholar] [CrossRef]
- Conte, S.D.; De Boor, C. Elementary Numerical Analysis: An Algorithmic Approach; Society for Industrial and Applied Mathematics: Philadelphia, PA, USA, 2017. [Google Scholar]
- Chen, Y.; Halm, N.P.; Braun, J.E.; Groll, E.A. Mathematical modeling of scroll compressors—Part II: Overall scroll compressor modeling. Int. J. Refrig. 2002, 25, 751–764. [Google Scholar] [CrossRef]
- Shen, H.; Li, Z.; Liang, K.; Chen, X. Numerical modeling of a novel two-stage linear refrigeration compressor. Int. J. Low-Carbon Technol. 2022, 17, 436–445. [Google Scholar] [CrossRef]
- Bradshaw, C.R.; Groll, E.A.; Garimella, S.V. A comprehensive model of a miniature-scale linear compressor for electronics cooling. Int. J. Refrig. 2011, 34, 63–73. [Google Scholar] [CrossRef]
- Bijanzad, A.; Hassan, A.; Lazoglu, I.; Kerpicci, H. Development of a new moving magnet linear compressor. Part B: Performance analysis. Int. J. Refrig. 2020, 113, 94-002. [Google Scholar] [CrossRef]
- Schach, M.O.; Oyarzún, B.; Schramm, H.; Schneider, R.; Repke, J.U. Feasibility study of CO2 capture by anti-sublimation. Energy Procedia 2011, 4, 1403–1410. [Google Scholar] [CrossRef]
- Lee, H.; Jung, I.; Roh, G.; Na, Y.; Kang, H. Comparative analysis of on-board methane and methanol reforming systems combined with HT-PEM fuel cell and CO2 capture/liquefaction system for hydrogen fueled ship application. Energies 2020, 13, 224. [Google Scholar] [CrossRef]
- Shirmohammadi, R.; Aslani, A.; Ghasempour, R.; Romeo, L.M.; Petrakopoulou, F. Process design and thermoeconomic evaluation of a CO2 liquefaction process driven by waste exhaust heat recovery for an industrial CO2 capture and utilization plant. J. Therm. Anal. Calorim. 2021, 145, 1585–1597. [Google Scholar] [CrossRef]
- Fazlollahi, F.; Bown, A.; Ebrahimzadeh, E.; Baxter, L.L. Transient natural gas liquefaction and its application to CCC-ES (energy storage with cryogenic carbon captureTM). Energy 2016, 103, 369–384. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Singh, B.; He, X.; Gundersen, T.; Deng, L.; Zhang, S. Post-combustion carbon capture technologies: Energetic analysis and life cycle assessment. Int. J. Greenh. Gas Control 2014, 27, 289–298. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asgharian, H.; Iov, F.; Araya, S.S.; Pedersen, T.H.; Nielsen, M.P.; Baniasadi, E.; Liso, V. A Review on Process Modeling and Simulation of Cryogenic Carbon Capture for Post-Combustion Treatment. Energies 2023, 16, 1855. https://doi.org/10.3390/en16041855
Asgharian H, Iov F, Araya SS, Pedersen TH, Nielsen MP, Baniasadi E, Liso V. A Review on Process Modeling and Simulation of Cryogenic Carbon Capture for Post-Combustion Treatment. Energies. 2023; 16(4):1855. https://doi.org/10.3390/en16041855
Chicago/Turabian StyleAsgharian, Hossein, Florin Iov, Samuel Simon Araya, Thomas Helmer Pedersen, Mads Pagh Nielsen, Ehsan Baniasadi, and Vincenzo Liso. 2023. "A Review on Process Modeling and Simulation of Cryogenic Carbon Capture for Post-Combustion Treatment" Energies 16, no. 4: 1855. https://doi.org/10.3390/en16041855