
Investigation of the Splashing Characteristics of Lead Slag in Side-Blown Bath Melting Process

Abstract
:1. Introduction
2. Model Establishment
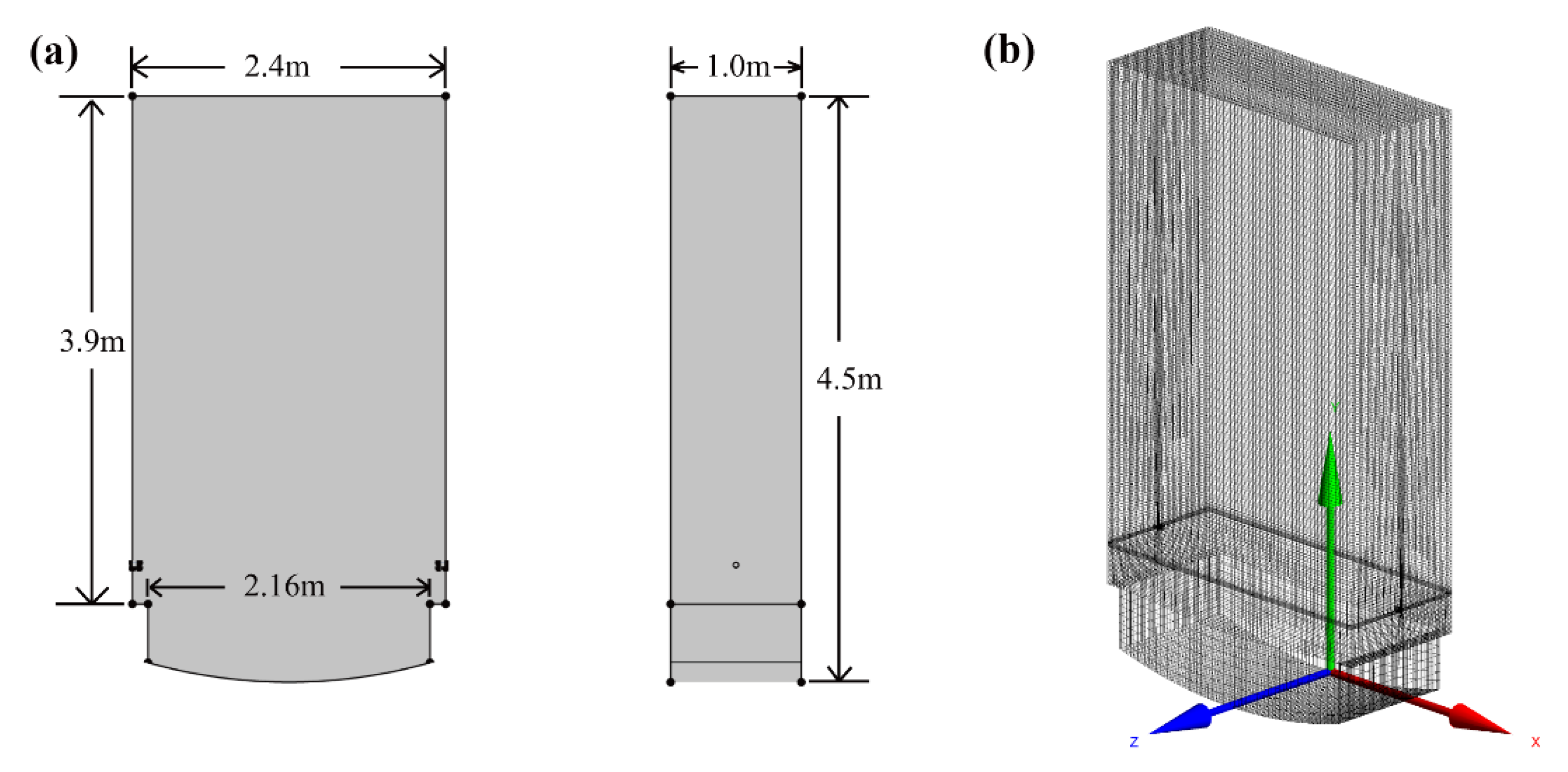
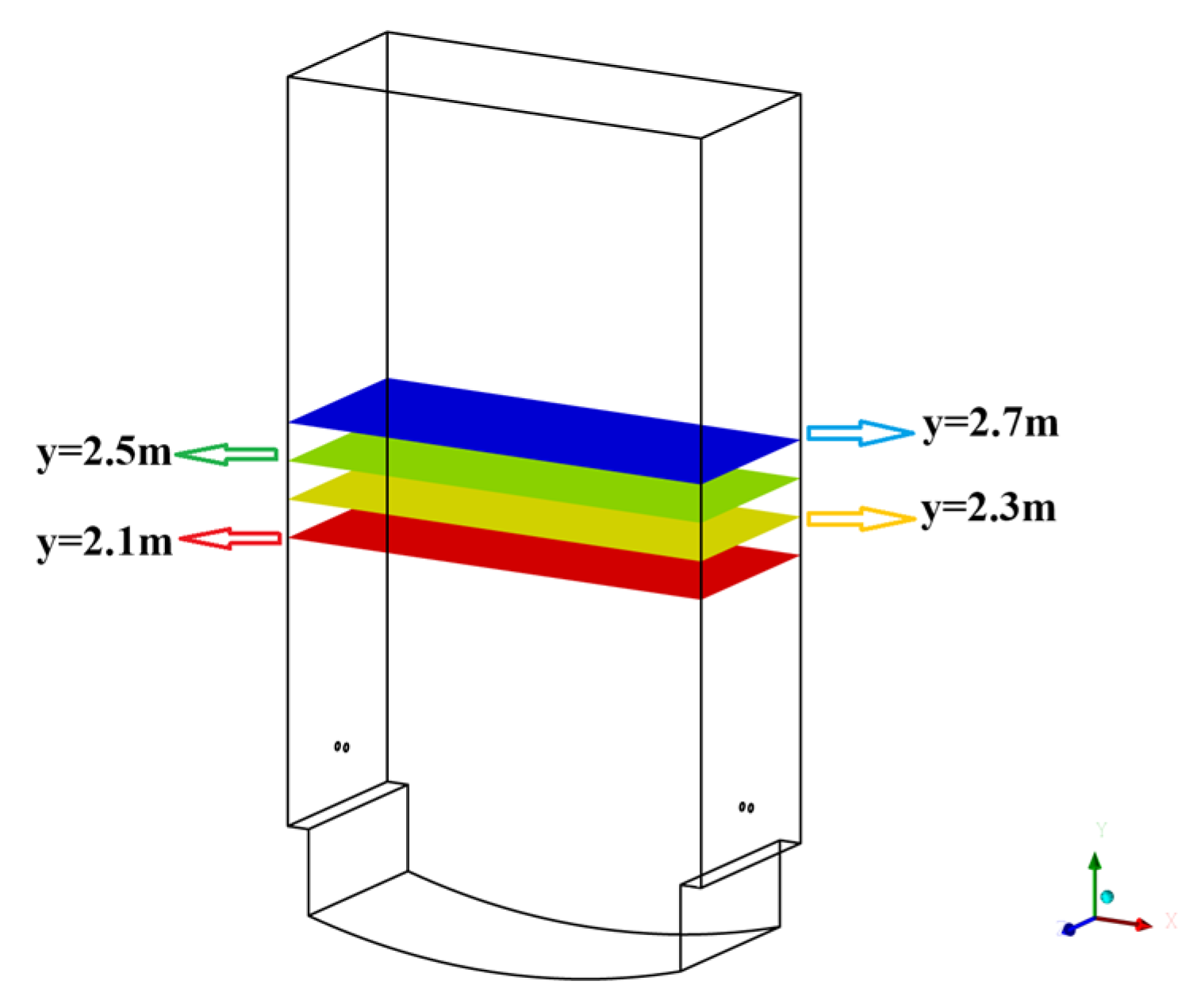
2.1. Physical Model
- (1)
- Disregarding the chemical reactions occurring in the melt bath;
- (2)
- The wall is regarded as a slip-free boundary, and the standard wall function is used to deal with the boundary layer near the wall;
- (3)
- The computational domain contains only one pair of nozzles and defines the cross sections on both sides of the nozzles as periodic boundaries;
- (4)
- It is assumed that the depth of the melt pool is constant. Discontinuous processes such as material addition, deslagging, and matte-making reaction are not considered.
2.2. Mathematical Model
2.2.1. VOF Model
2.2.2. Turbulence Model
2.2.3. Physical Parameters Setting
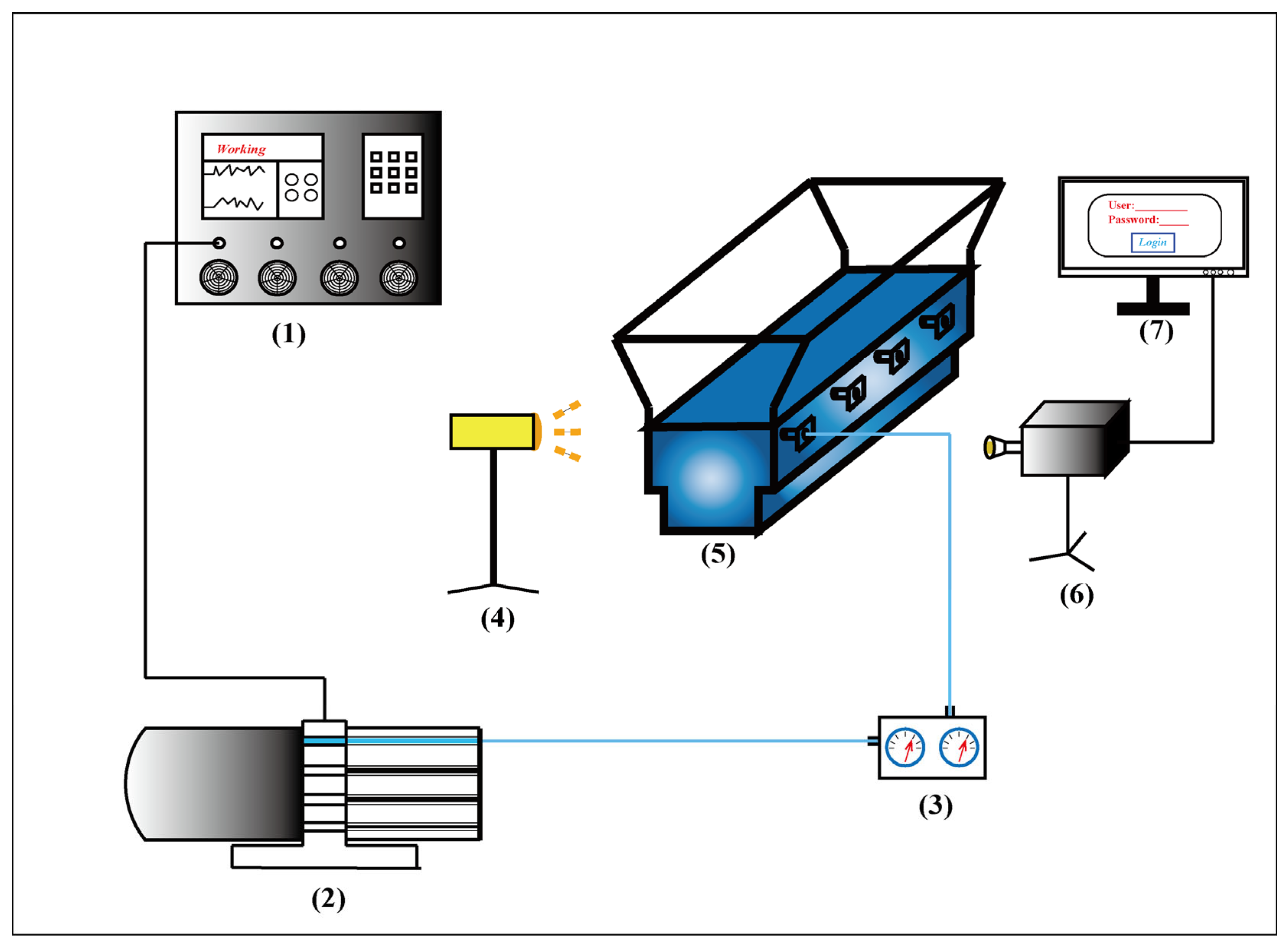
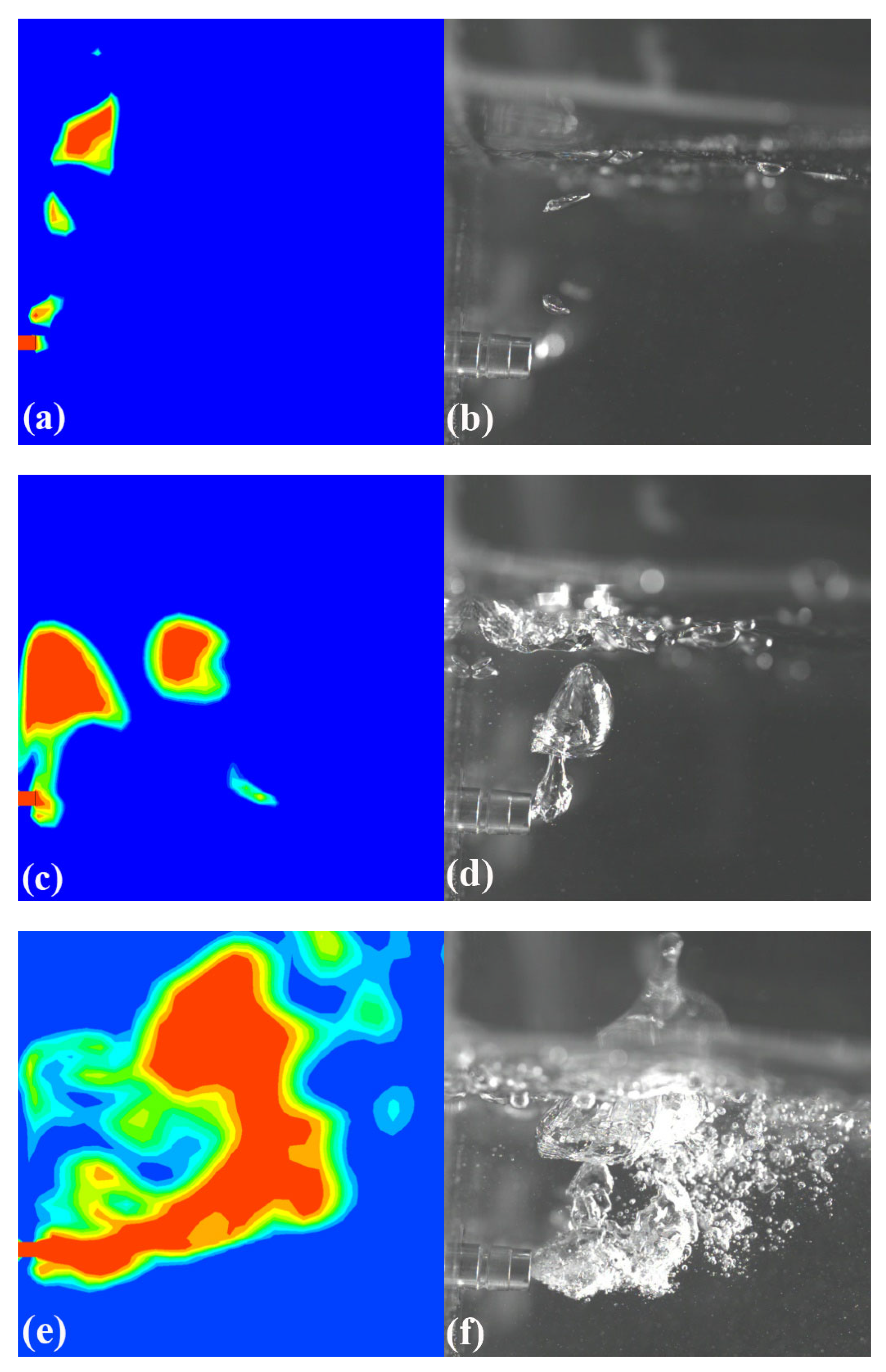
3. Experimental Validation of Numerical Models
4. Simulation Results and Analysis
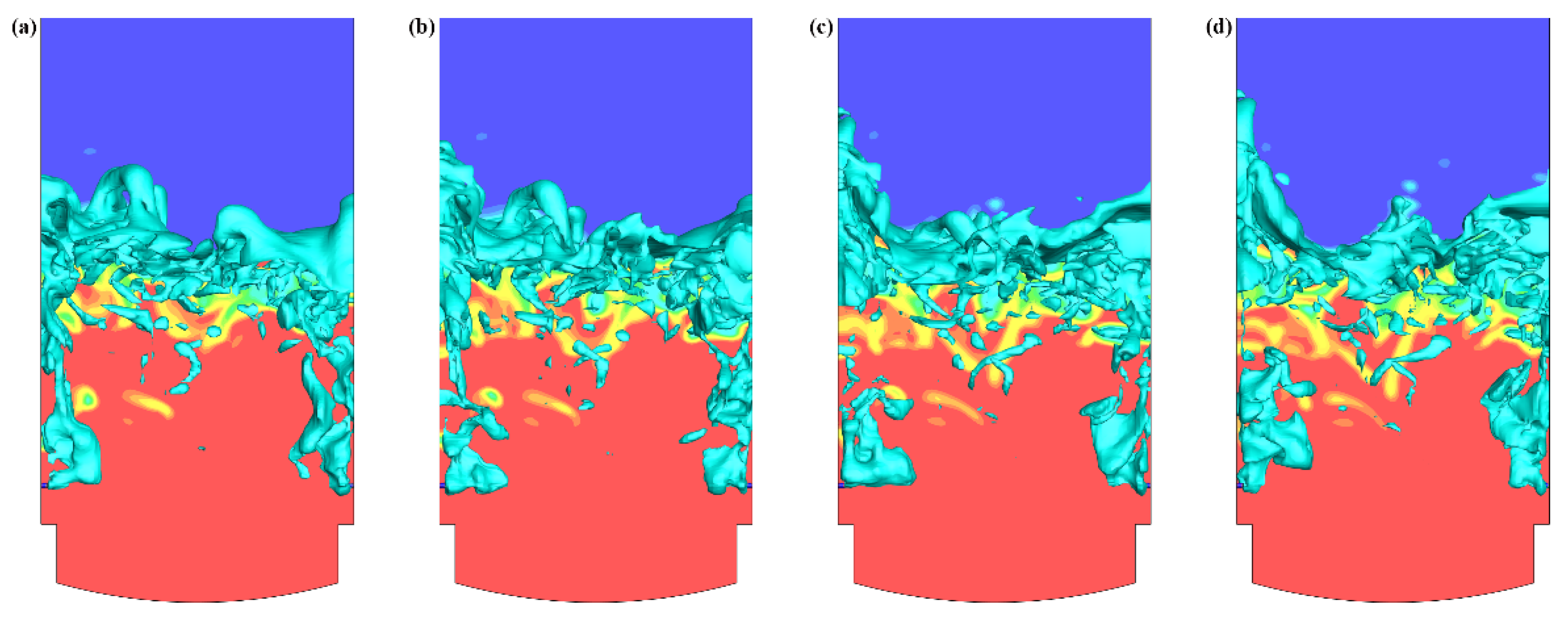
4.1. Analysis of Slag Splashing Causes
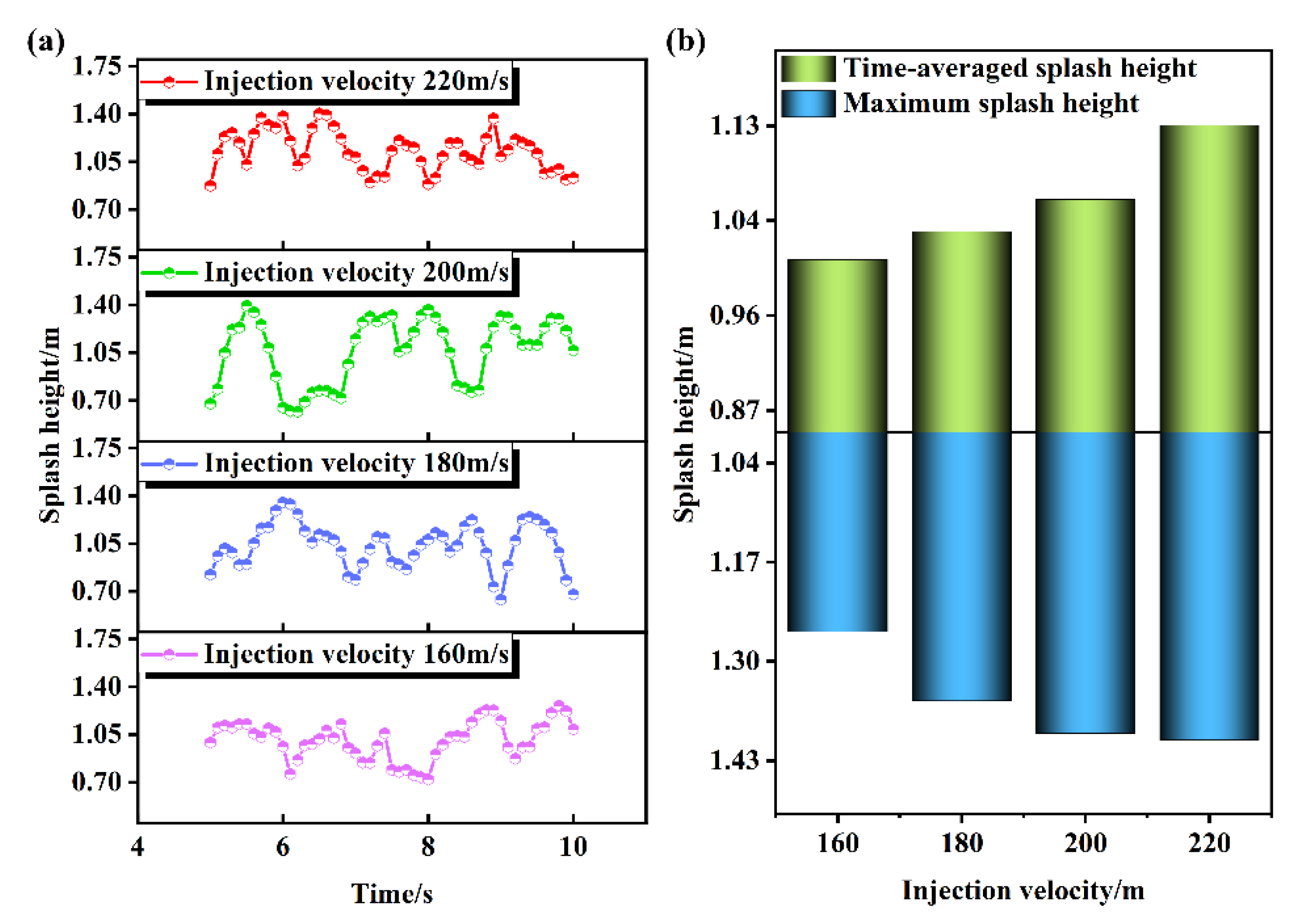
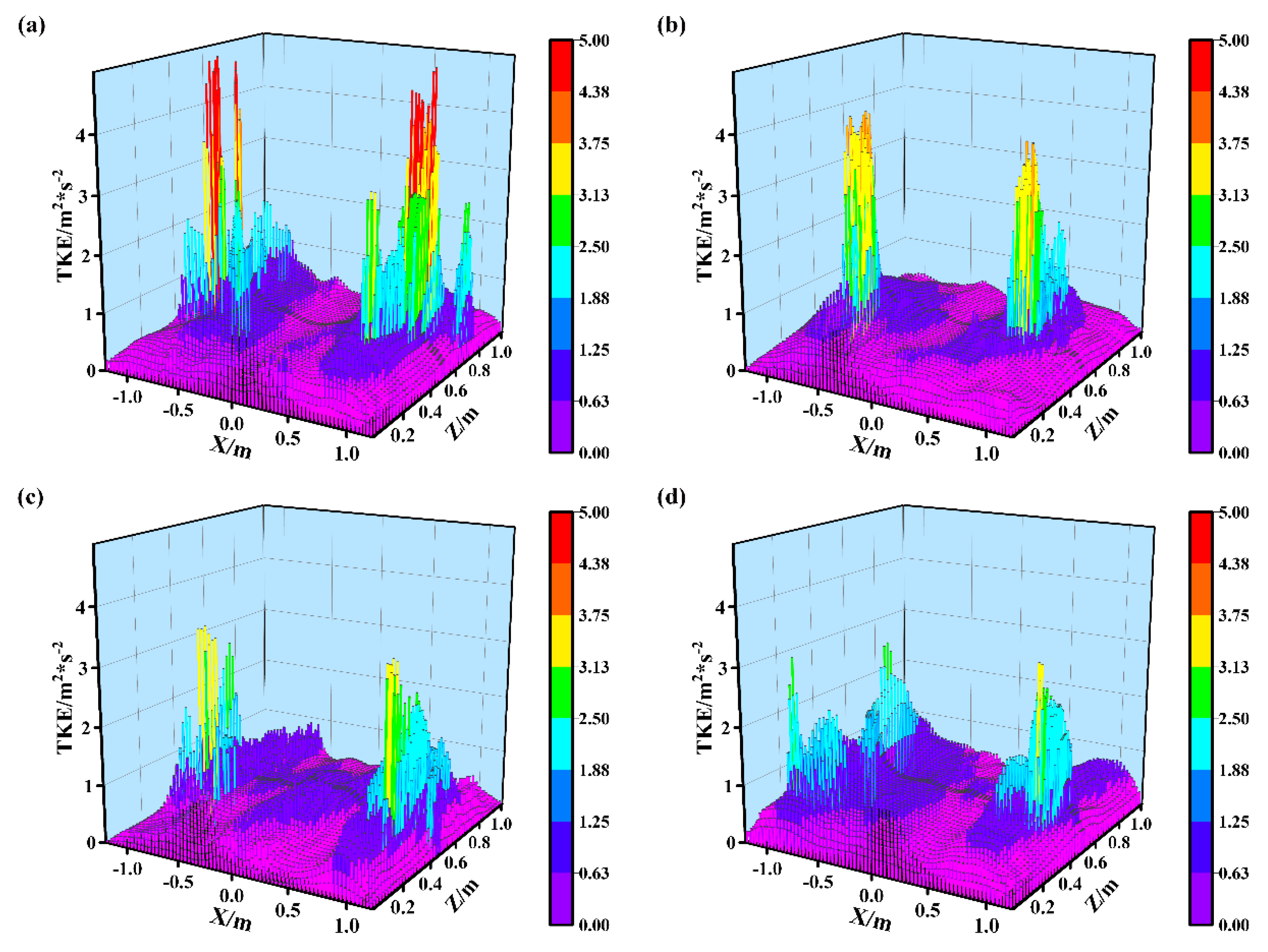
4.2. Influence of Gas Injection Velocity on Splash Height
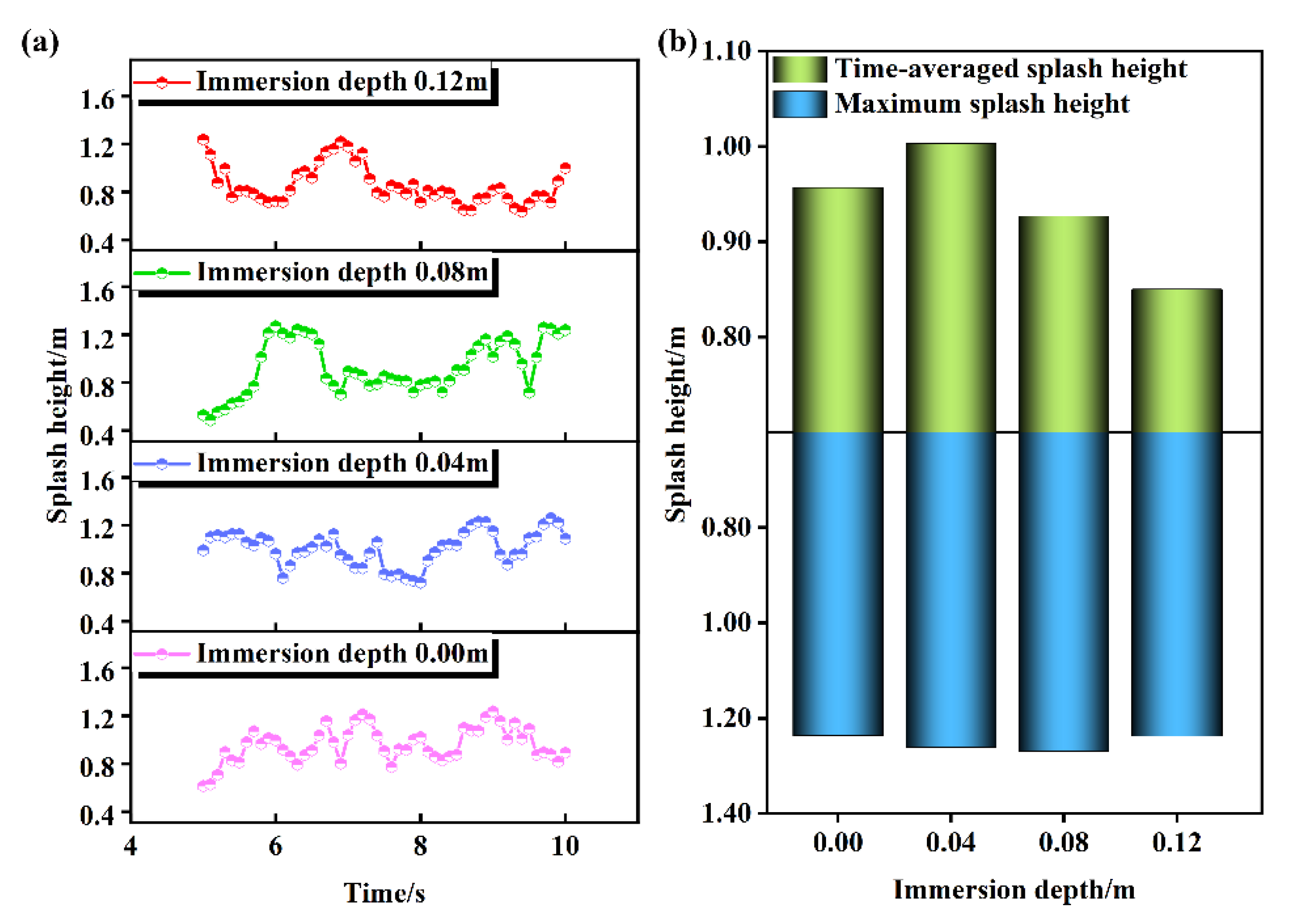
4.3. Effect of Lance Immersion Depth on Splash Height
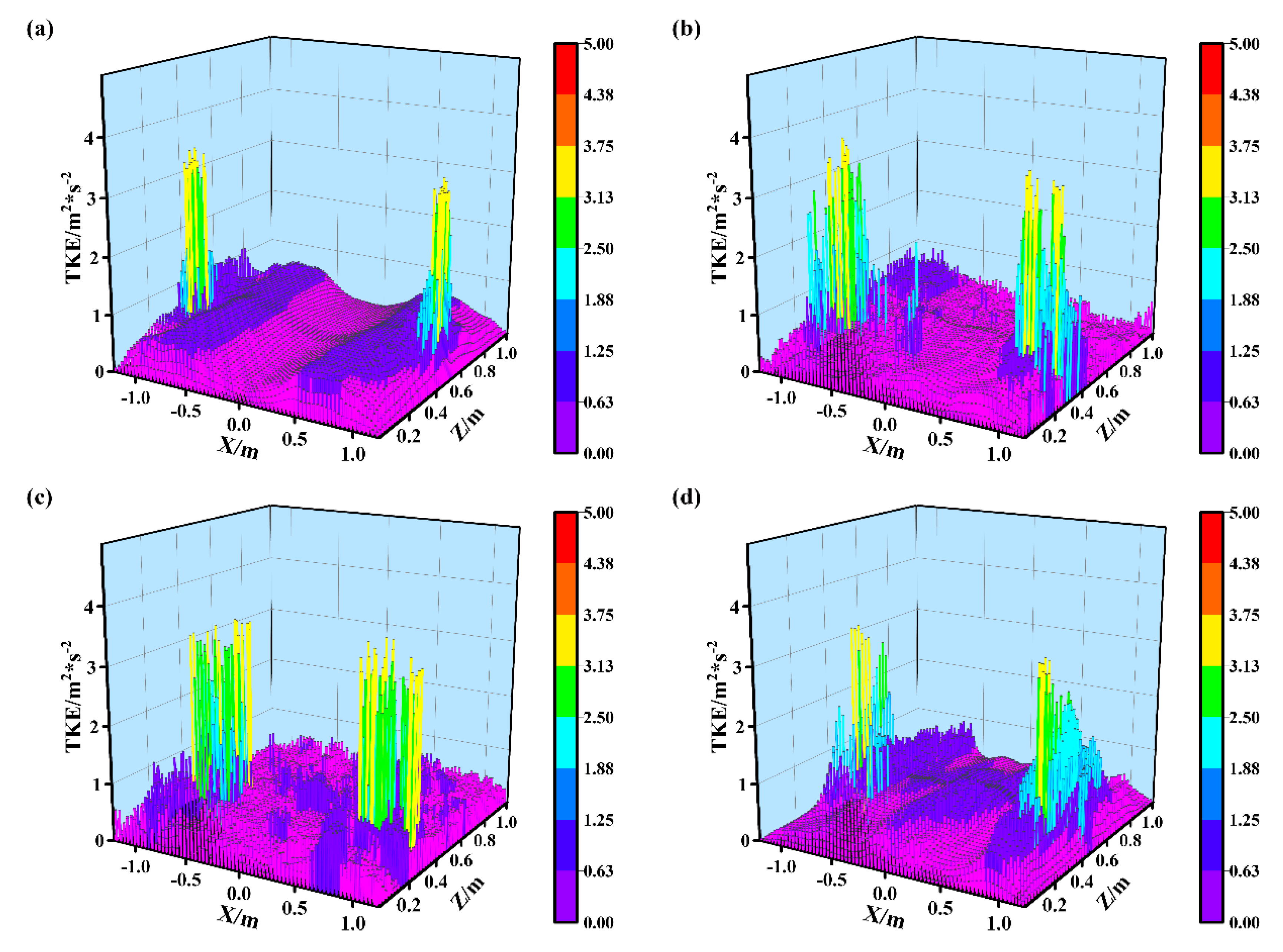
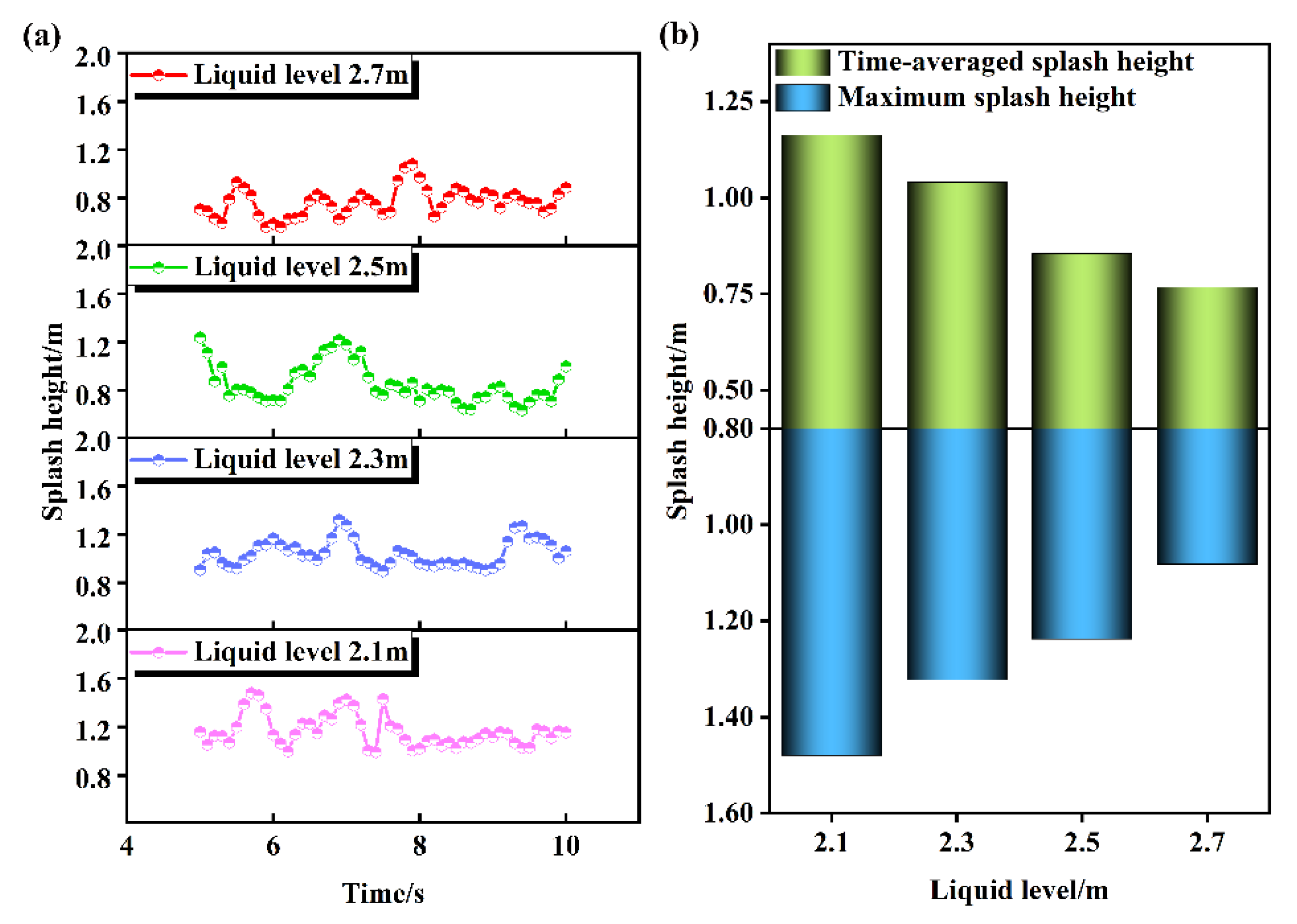
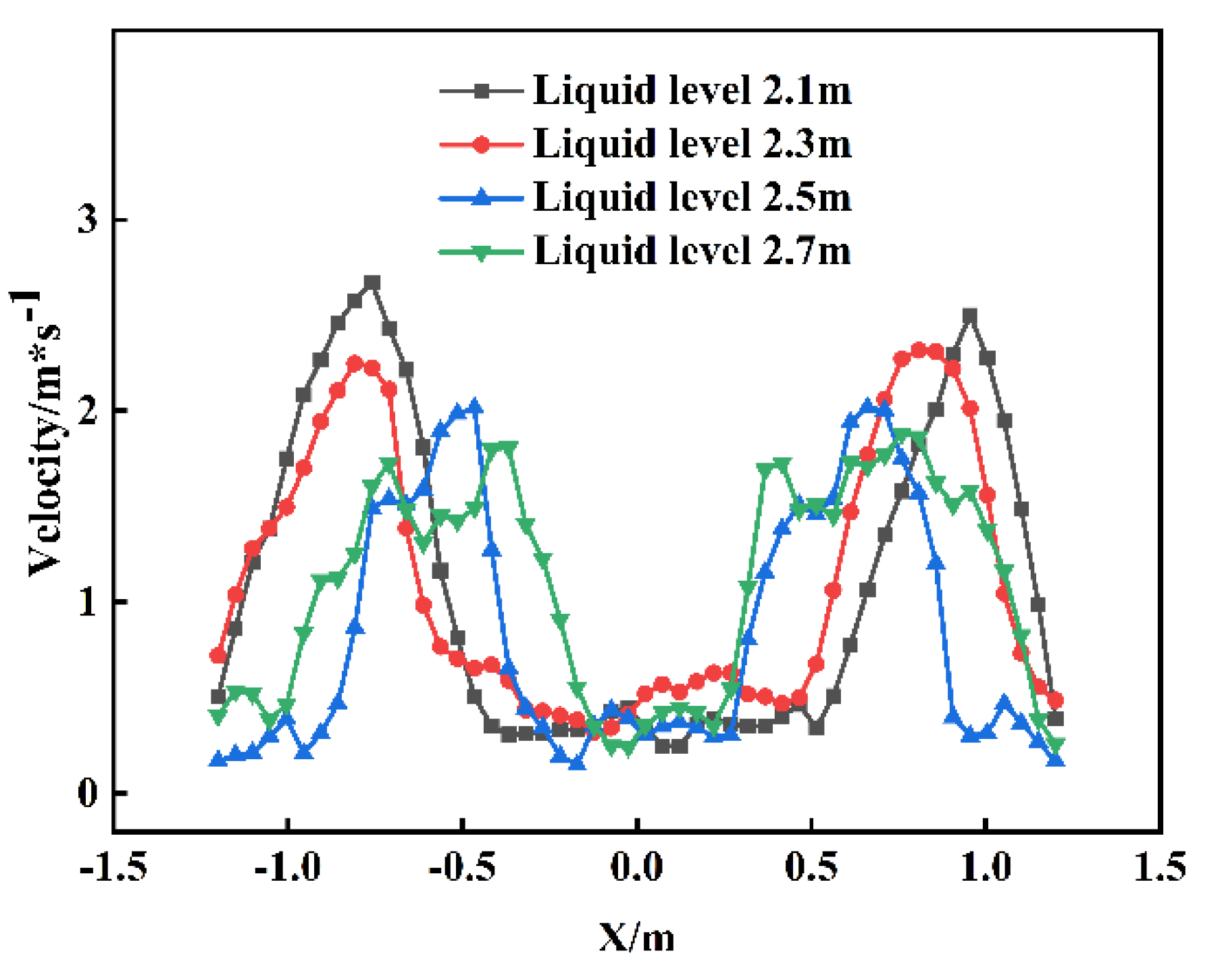
4.4. Effect of Initial Liquid Level on Splash Height
5. Conclusions
- (1)
- The slag cannot absorb all the kinetic energy of the bubbles during the floating process.
- (2)
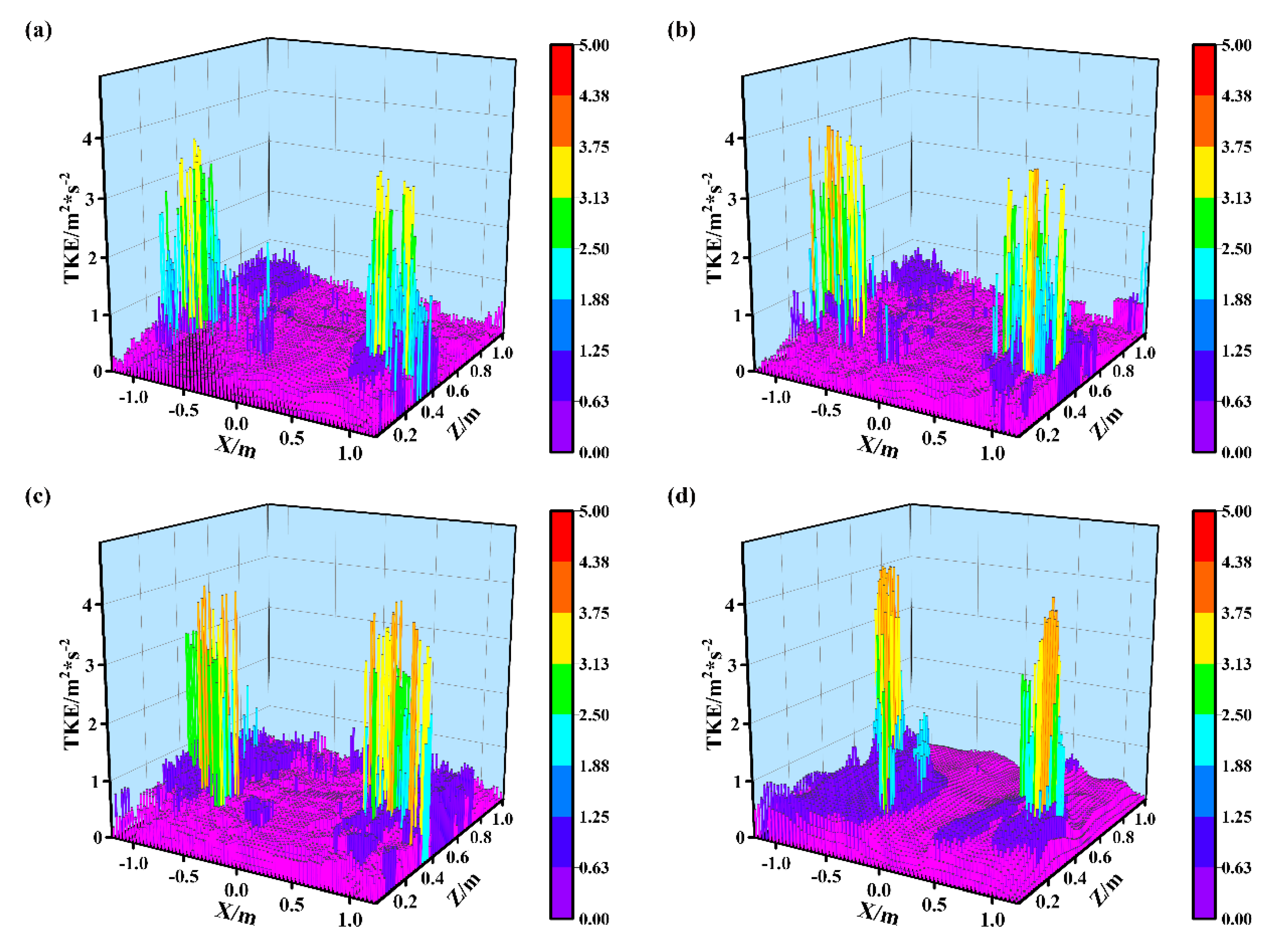
- As the injection velocity increases, the time-averaged splash height and the maximum splash height of the slag increase. The time-average splash height of the slag is 1.01 m, and the maximum splash height is 1.26 m with 160 m/s injection velocity of the lance. Meanwhile, the maximum TKE of the slag increases with the growth of the injection velocity, and the mobility of the slag in the center of the melt pool gradually improves.
- (3)
- The time-averaged splash height of the slag increases and then decreases as the immersion depth increases, while the maximum splash height remains almost unchanged. The time-averaged splash height of the slag is 0.85 m, and the maximum splash height is 1.24 m with a 0.12 m immersion depth of the lance. Increasing the immersion depth of the lance has no effect on the maximum TKE of the slag but enhances the mobility of the slag in the center of the melt pool.
- (4)
- As the initial liquid level increases, both the time-averaged splash height and the maximum splash height of the slag decrease gradually. At the initial liquid level of 2.7 m, the time-averaged splash height of the slag is 0.77 m, and the maximum splash height is 1.08 m. The maximum TKE of the slag decreases significantly with the growth of the initial liquid level.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, F.H.; Sun, D.B.; Zhu, R.; Dong, K.; Bai, R.G. Effect of Side-blowing Arrangement on Flow Field and Vanadium Extraction Rate in Converter Steelmaking Process. ISIJ Int. 2018, 58, 852–859. [Google Scholar] [CrossRef] [Green Version]
- Zhong, L.C.; Zhou, X.B.; Zhu, Y.X.; Chen, B.Y.; Huang, B.C.; Ke, J.X. Industrial Experiment of Steelmaking in a Top-Bottom-Side Blown Converter with Slag Splashing Process. Steel Res. Int. 2012, 83, 16–21. [Google Scholar] [CrossRef]
- Zhou, X.B.; Ersson, M.; Zhong, L.C.; Jonsson, P.G. Numerical and Physical Simulations of a Combined Top-Bottom-Side Blown Converter. Steel Res. Int. 2015, 86, 1328–1338. [Google Scholar] [CrossRef]
- Zhong, L.C.; Wang, X.; Zhu, Y.X.; Chen, B.Y.; Huamg, B.C.; Ke, J.X. Bath mixing behaviour in top-bottom-side blown converter. Ironmak. Steelmak. 2010, 37, 578–582. [Google Scholar] [CrossRef]
- Li, L.; Li, M.; Li, Q.; Zou, Z. Melt splashing behavior of steelmaking converter with nozzle-twisted lance. Iron Steel 2020, 55, 54–60. [Google Scholar]
- Mills, K.C.; Su, Y.C.; Fox, A.B.; Li, Z.S.; Thackray, R.P.; Tsai, H.T. A review of slag splashing. ISIJ Int. 2005, 45, 619–633. [Google Scholar] [CrossRef] [Green Version]
- Santos, I.A.S.; Santos, V.R.D.; Lima, W.D.; da Silva, A.L.; Maia, B.T.; de Oliveira, J.R. Slag Splashing: Simulation and analysis of the slags conditions. J. Mater. Res. Technol. JMRT 2019, 8, 6173–6176. [Google Scholar] [CrossRef]
- Yang, T.Z.; Xiao, H.; Chen, L.; Chen, W.; Liu, W.F.; Zhang, D.C. Element Distribution in the Oxygen-Rich Side-Blow Bath Smelting of a Low-Grade Bismuth-Lead Concentrate. JOM 2018, 70, 1005–1010. [Google Scholar] [CrossRef]
- Wang, D.X.; Liu, Y.; Zhang, Z.M.; Shao, P.; Zhang, T.A. Dimensional Analysis of Average Diameter of Bubbles for Bottom Blown Oxygen Copper Furnace. Math. Probl. Eng. 2016, 2016, 8. [Google Scholar] [CrossRef] [Green Version]
- Shui, L.; Cui, Z.X.; Ma, X.D.; Rhamdhani, M.A.; Nguyen, A.; Zhao, B.J. Mixing Phenomena in a Bottom Blown Copper Smelter: A Water Model Study. Metall. Mater. Trans. B-Proc. Metall. Mater. Proc. Sci. 2015, 46, 1218–1225. [Google Scholar] [CrossRef]
- Wang, H.; Brito-Parada, P.R. Shape deformation and oscillation of particle-laden bubbles after pinch-off from a nozzle. Chem. Eng. J. 2021, 412, 10. [Google Scholar] [CrossRef]
- Bergamasco, L.; Fuster, D. Oscillation regimes of gas/vapor bubbles. Int. J. Heat Mass Transf. 2017, 112, 72–80. [Google Scholar] [CrossRef] [Green Version]
- Abbassi, W.; Besbes, S.; El Hajem, M.; Aissia, H.; Champagne, J.Y.; Jay, J. Influence of operating conditions and liquid phase viscosity with volume of fluid method on bubble formation process. Eur. J.Mech. B-Fluids 2017, 65, 284–298. [Google Scholar] [CrossRef]
- Wang, Y.H.; Wang, S.B.; Wei, Y.G.; Zhang, T.F.; Li, S.W. Numerical simulation of gas-liquid mixed top blowing to enhance momentum diffusion. Appl. Therm. Eng. 2020, 181, 12. [Google Scholar] [CrossRef]
- Liu, Y.T.; Yang, T.Z.; Chen, Z.; Zhu, Z.Y.; Zhang, L.; Huang, Q. Experiment and numerical simulation of two-phase flow in oxygen enriched side-blown furnace. Trans. Nonferrous Met. Soc. China 2020, 30, 249–258. [Google Scholar] [CrossRef]
- Xiao, Y.D.; Lu, T.T.; Zhou, Y.G.; Su, Q.Q.; Mu, L.Z.; Wei, T.; Zhao, H.L.; Liu, F.Q. Computational Fluid Dynamics Study on Enhanced Circulation Flow in a Side-Blown Copper Smelting Furnace. JOM 2021, 73, 2724–2732. [Google Scholar] [CrossRef]
- Chang, S.; Zou, Z.S.; Liu, J.H.; Isac, M.; Cao, X.K.E.; Su, X.F.; Guthrie, R.I.L. Study on the slag-metal interfacial behavior under the impact of bubbles in different sizes. Powder Technol. 2021, 387, 125–135. [Google Scholar] [CrossRef]
- Ma, J.; Zhou, P.; Cheng, W.; Song, Y.P.; Shi, P.Y. Dimensional analysis and experimental study of gas penetration depth model for submerged side-blown equipment. Exp. Therm. Fluid Sci. 2016, 75, 220–227. [Google Scholar] [CrossRef]
- Sinelnikov, V.; Szucki, M.; Merder, T.; Pieprzyca, J.; Kalisz, D. Physical and Numerical Modeling of the Slag Splashing Process. Materials 2021, 14, 19. [Google Scholar] [CrossRef]
- Valencia, A.; Rosales-Vera, M.; Orellana, C. Fluid Dynamics in a Teniente Type Copper Converter Model with One and Two Tuyeres. Adv. Mech. Eng. 2013, 5, 902874. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.; Zhou, P.; Chen, Z.; Long, P.; Zhang, L. Numerical simulation on effect of air injection on two-phase flow in oxygen-enriched side-blown furnace. J. Cent. South Univ. Sci. Technol. 2022, 53, 398–408. [Google Scholar]
- Mulbah, C.; Kang, C.; Mao, N.; Zhang, W.; Shaikh, A.R.; Teng, S. A review of VOF methods for simulating bubble dynamics. Prog. Nucl. Energy 2022, 154, 20. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, W. Effects of near-wall turbulence model on numerical simulation of turbulent separated flows. Acta Aerodyn. Sinica 2002, 20, 198–205. [Google Scholar]
- Singh, R.I.; Brink, A.; Hupa, M. CFD modeling to study fluidized bed combustion and gasification. Appl. Therm. Eng. 2013, 52, 585–614. [Google Scholar] [CrossRef]
- He, X.; Zhu, X.; Yang, S.; Deng, Z. Coanda effect of flat taper pipe applied in valveless piezoelectric micro-pump. J. Harbin Inst. Technol. 2015, 47, 92–97. [Google Scholar]
- Kitagawa, A.; Denissenko, P.; Murai, Y. Effect of wall surface wettability on collective behavior of hydrogen microbubbles rising along a wall. Exp. Therm. Fluid Sci. 2017, 80, 126–138. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Lance diameter | 0.04 m |
| Lance height | 0.9 m |
| Gas density | 1.15 kg/m3 |
| Gas viscosity | 1.79 × 10−5 Pa*s |
| Slag density | 2727 kg/m3 |
| Slag viscosity | 0.23 Pa*s |
| Condition | Injection Speed (m/s) | Immersion Depth (m) | Liquid Level (m) |
|---|---|---|---|
| 1 | 160 | 0.04 | 2.5 |
| 2 | 180 | 0.04 | 2.5 |
| 3 | 200 | 0.04 | 2.5 |
| 4 | 220 | 0.04 | 2.5 |
| Condition | Injection Speed (m/s) | Immersion Depth (m) | Liquid Level (m) |
|---|---|---|---|
| 5 | 160 | 0.00 | 2.5 |
| 6 | 160 | 0.04 | 2.5 |
| 7 | 160 | 0.08 | 2.5 |
| 8 | 160 | 0.12 | 2.5 |
| Condition | Injection Speed (m/s) | Immersion Depth (m) | Liquid Level (m) |
|---|---|---|---|
| 9 | 160 | 0.12 | 2.1 |
| 10 | 160 | 0.12 | 2.3 |
| 11 | 160 | 0.12 | 2.5 |
| 12 | 160 | 0.12 | 2.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, Q.; Hu, J.; Yang, S.; Wang, H.; Deng, G. Investigation of the Splashing Characteristics of Lead Slag in Side-Blown Bath Melting Process. Energies 2023, 16, 1007. https://doi.org/10.3390/en16021007
Zou Q, Hu J, Yang S, Wang H, Deng G. Investigation of the Splashing Characteristics of Lead Slag in Side-Blown Bath Melting Process. Energies. 2023; 16(2):1007. https://doi.org/10.3390/en16021007
Chicago/Turabian StyleZou, Quan, Jianhang Hu, Shiliang Yang, Hua Wang, and Ge Deng. 2023. "Investigation of the Splashing Characteristics of Lead Slag in Side-Blown Bath Melting Process" Energies 16, no. 2: 1007. https://doi.org/10.3390/en16021007