
Conversion of Waste Corn Straw to Value-Added Fuel via Hydrothermal Carbonization after Acid Washing


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Acid Washing of Raw Materials
2.3. Hydrothermal Carbonization
2.4. Sample Characterization
2.4.1. Basic Properties
2.4.2. Functional Groups
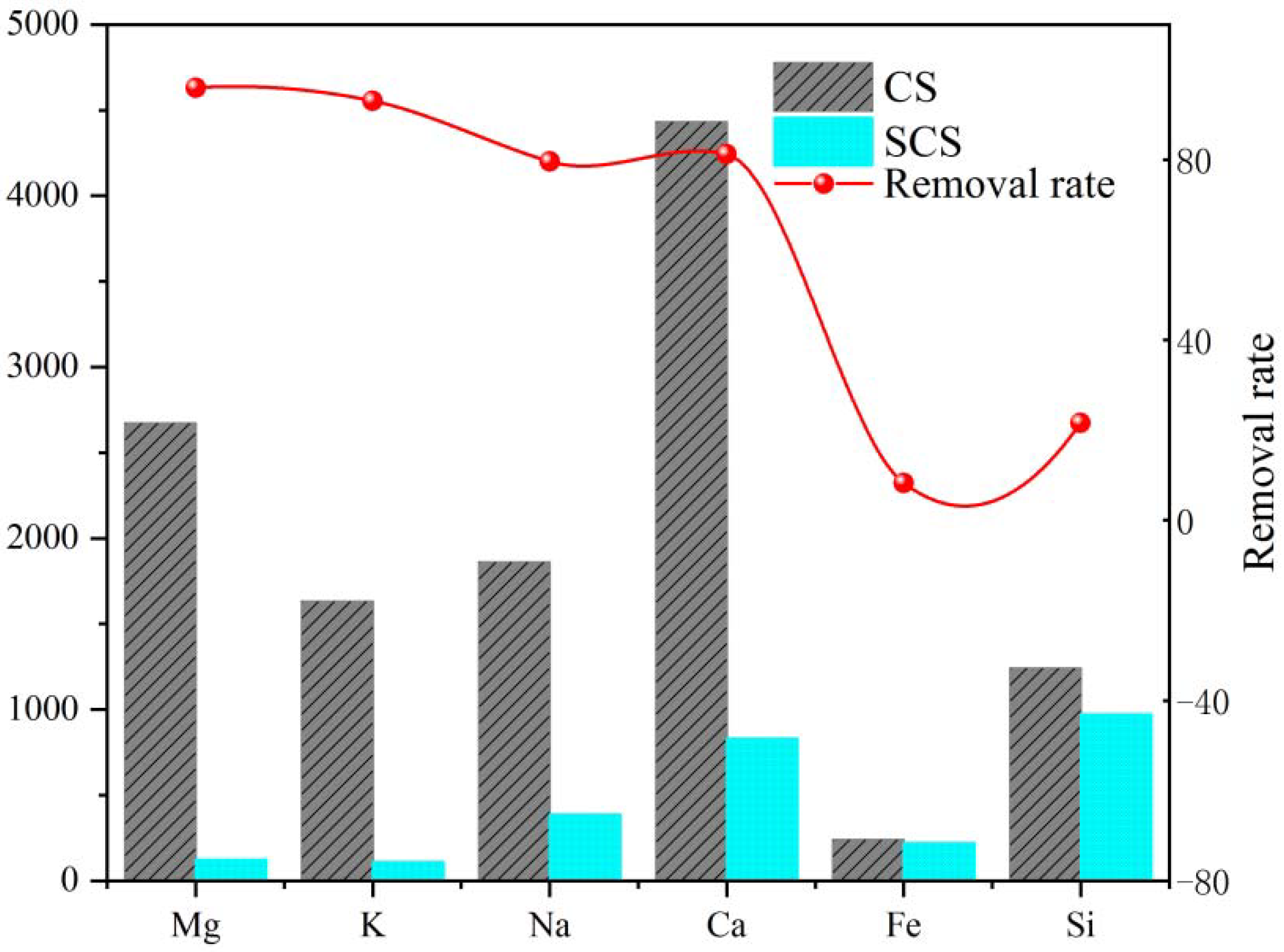
2.5. Content and Fate of Metals
2.6. Determination of Lignocellulose Composition
2.7. Combustion Characteristics
3. Results and Discussions
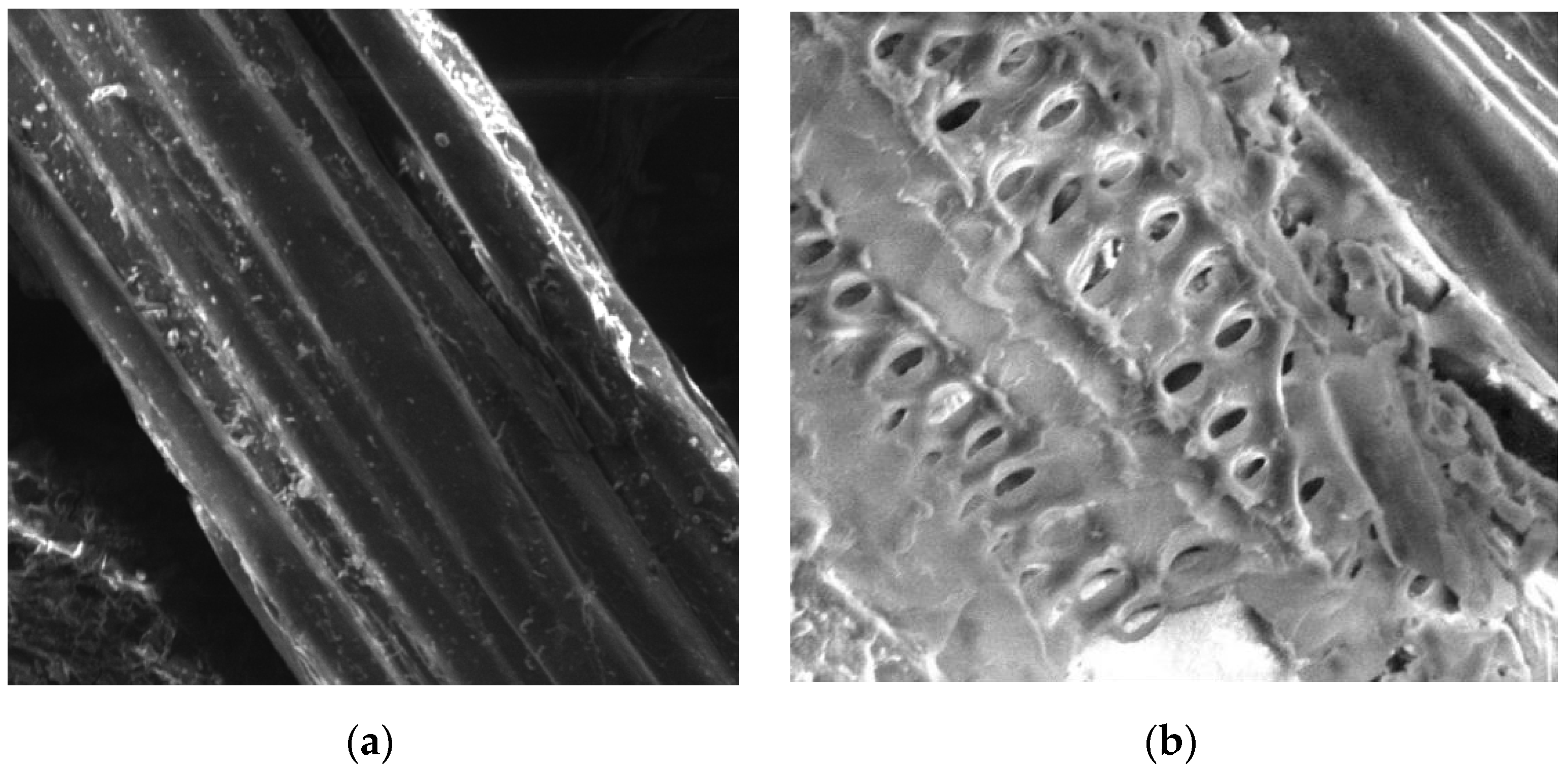
3.1. Effect of Acid Washing Pretreatment
3.2. Characteristics of Hydrochar
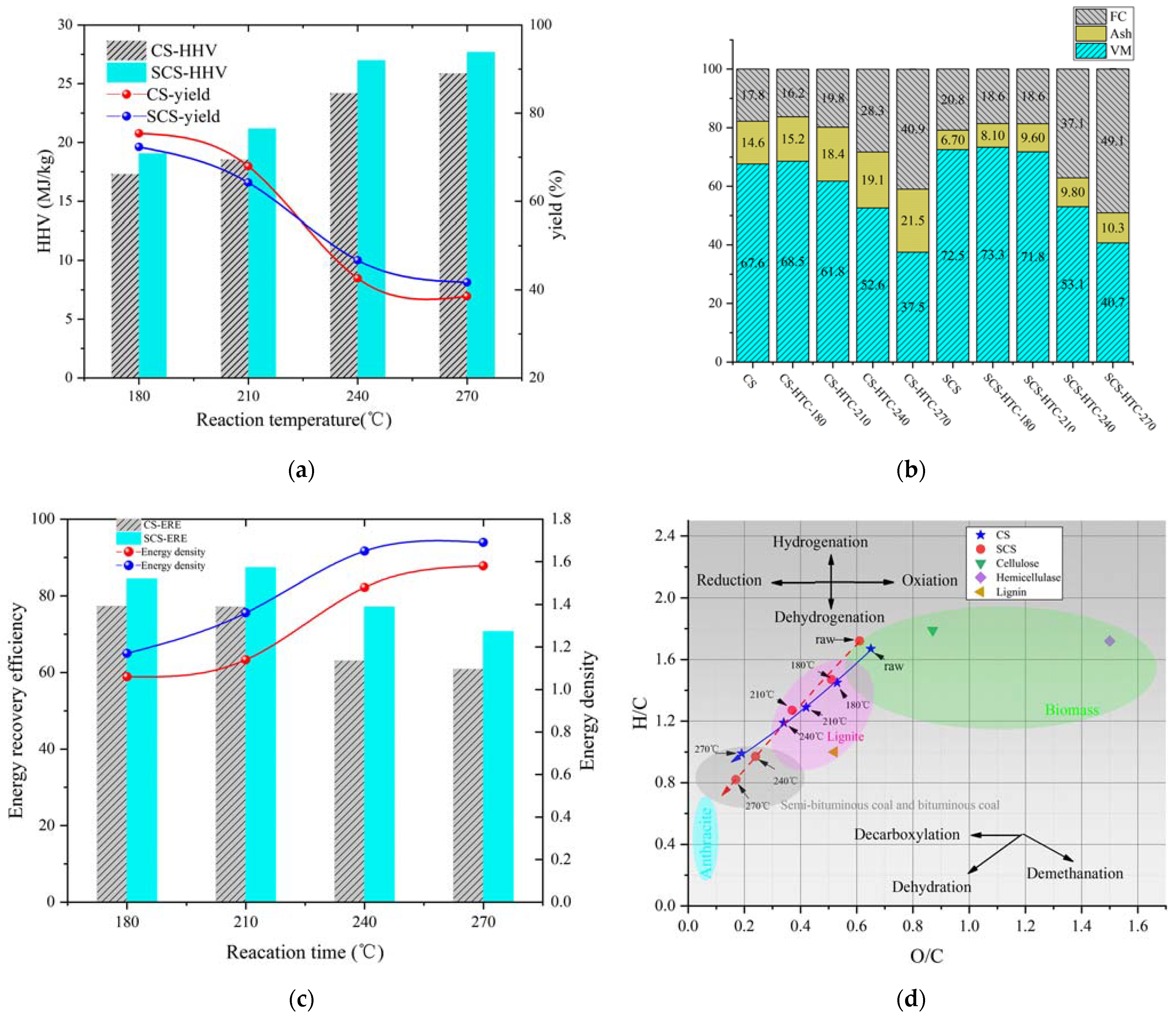
3.2.1. Solid Yield of Hydrochars
3.2.2. Fuel Properties of Hydrochars
3.3. Structural Changes
3.3.1. Analysis of the XRD
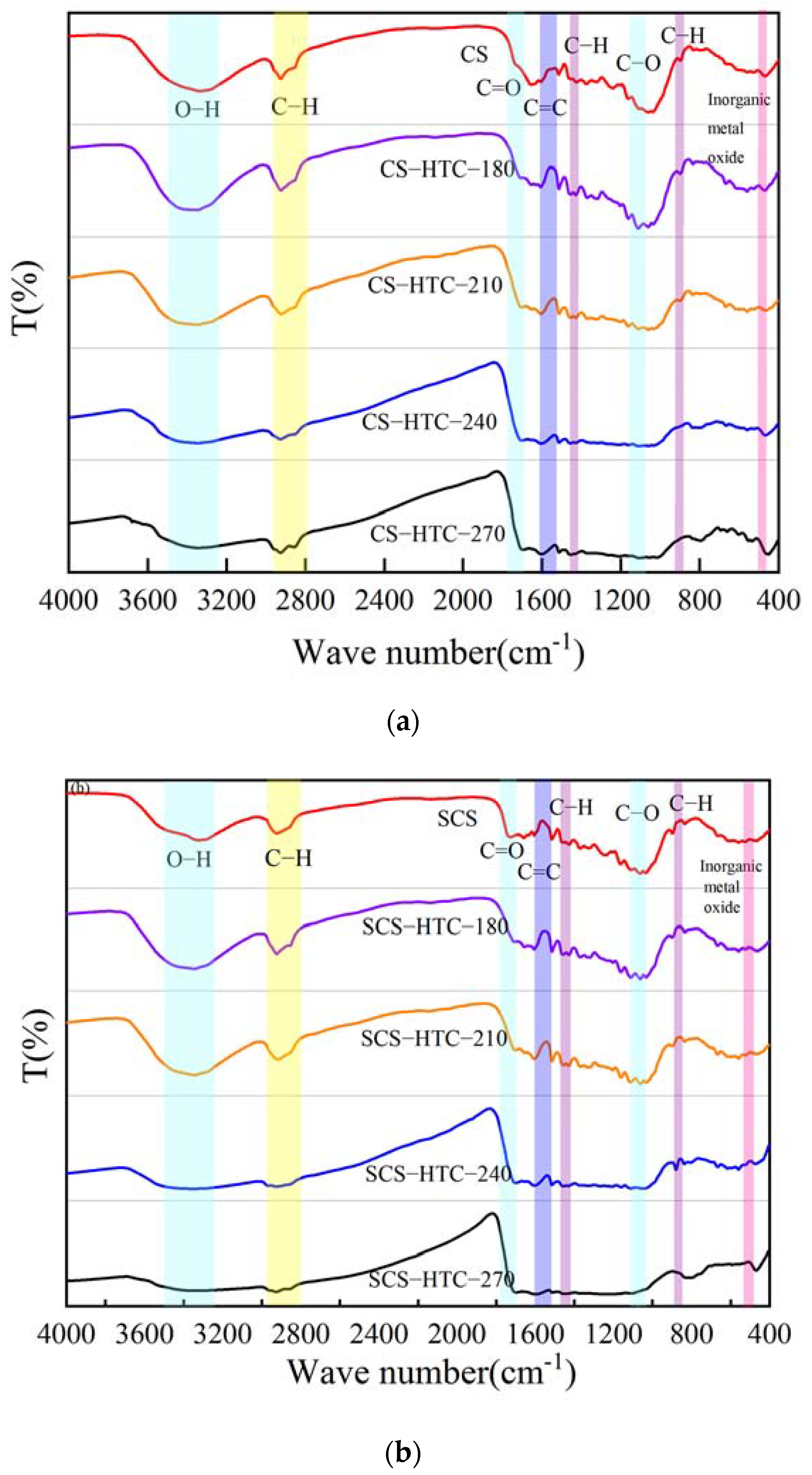
3.3.2. Analysis of the FTIR
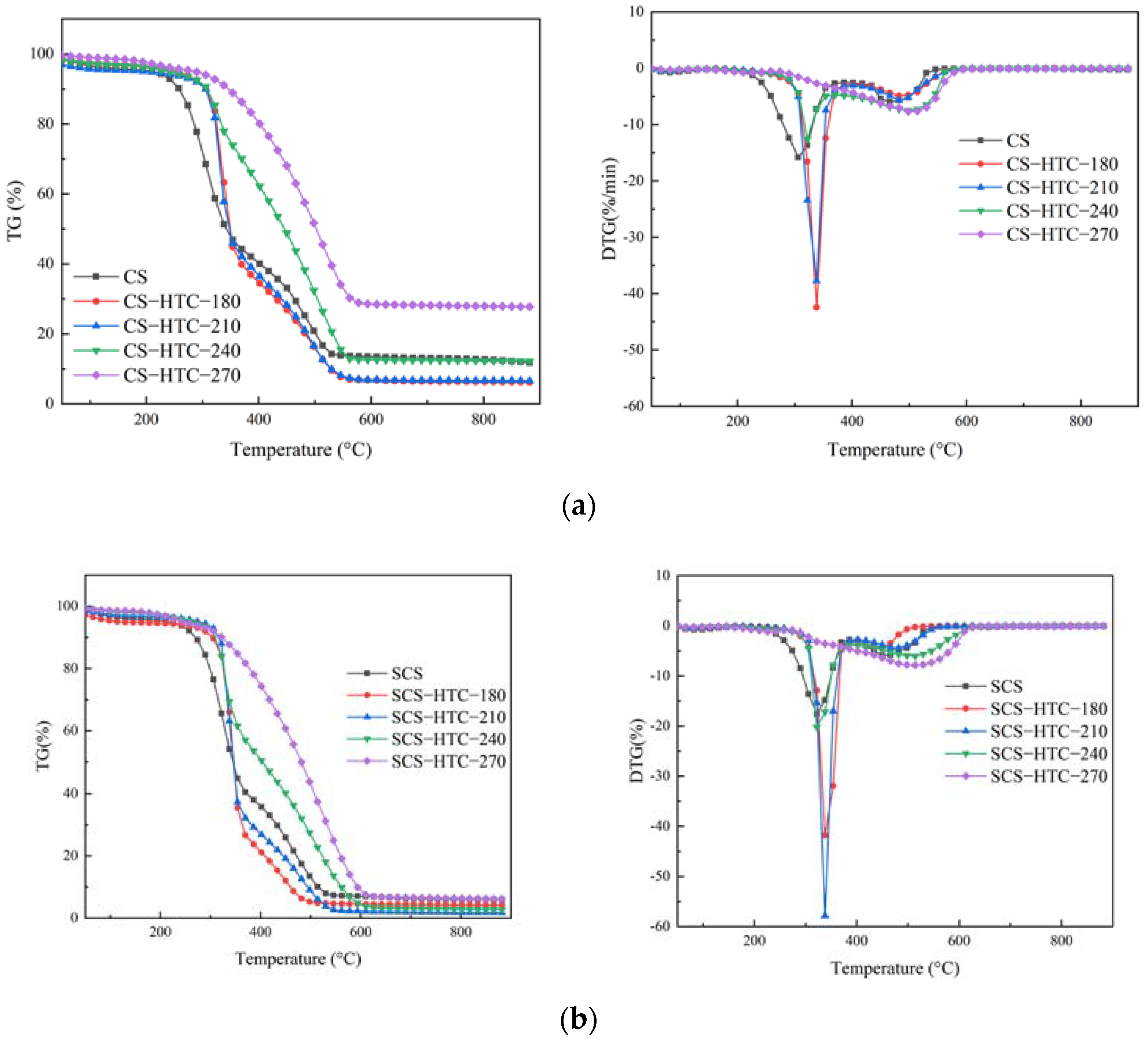
3.4. Combustion Characteristics
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wei, J.; Liang, G.; Alex, J.; Zhang, T.; Ma, C. Research Progress of Energy Utilization of Agricultural Waste in China: Bibliometric Analysis by Citespace. Sustainability 2020, 12, 812. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Xu, C.C.; Champagne, P. Overview of recent advances in thermo-chemical conversion of biomass. Energy Convers. Manag. 2010, 51, 969–982. [Google Scholar] [CrossRef]
- Goldemberg, J.; Coelho, S. Renewable energy—Traditional biomass vs. modern biomass. Energy Policy 2004, 32, 711–714. [Google Scholar] [CrossRef]
- Wang, L.; Jin, X.; Wang, Q.; Mao, H.; Liu, Q.; Weng, G.; Wang, Y. Spatial and temporal variability of open biomass burning in Northeast China from 2003 to 2017. Atmos. Ocean. Sci. Lett. 2020, 13, 240–247. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Lei, H.; Liu, S.; Ye, X.; Jia, J.; Zhao, Z. The redistribution and migration mechanism of nitrogen in the hydrothermal co-carbonization process of sewage sludge and lignocellulosic wastes. Sci. Total Environ. 2021, 776, 145922. [Google Scholar] [CrossRef]
- Pauline, A.L.; Joseph, K. Hydrothermal carbonization of organic wastes to carbonaceous solid fuel—A review of mechanisms and process parameters. Fuel 2020, 279, 118472. [Google Scholar] [CrossRef]
- Yan, W.; Perez, S.; Sheng, K. Upgrading fuel quality of moso bamboo via low temperature thermochemical treatments: Dry torrefaction and hydrothermal carbonization. Fuel 2017, 196, 473–480. [Google Scholar] [CrossRef]
- Lucian, M.; Volpe, M.; Merzari, F.; Wüst, D.; Kruse, A.; Andreottola, G.; Fiori, L. Hydrothermal Carbonization coupled with Anaerobic Digestion for the valorization of the Organic Fraction of Municipal Solid Waste. Bioresour. Technol. 2020, 314, 123734. [Google Scholar] [CrossRef]
- Román, S.; Ledesma, B.; Álvarez, A.; Coronella, C.; Qaramaleki, S. Suitability of hydrothermal carbonization to convert water hyacinth to added-value products. Renew. Energy 2020, 146, 1649–1658. [Google Scholar] [CrossRef]
- Kambo, H.S.; Dutta, A. A comparative review of biochar and hydrochar in terms of production, physico-chemical properties and applications. Renew. Sustain. Energy Rev. 2015, 45, 359–378. [Google Scholar] [CrossRef]
- Wilk, M.; Magdziarz, A.; Kalemba-Rec, I.; Szymańska-Chargot, M. Upgrading of green waste into carbon-rich solid biofuel by hydrothermal carbonization: The effect of pro-cess parameters on hydrochar derived from acacia. Energy 2020, 202, 117717. [Google Scholar] [CrossRef]
- Pawlak-Kruczek, H.; Niedzwiecki, L.; Sieradzka, M.; Mlonka-Mędrala, A.; Baranowski, M.; Serafin-Tkaczuk, M.; Magdziarz, A. Hydrothermal carbonization of agricultural and municipal solid waste digestates—Structure and energetic properties of the solid products. Fuel 2020, 275, 117837. [Google Scholar] [CrossRef]
- Zhang, C.; Ma, X.; Chen, X.; Tian, Y.; Zhou, Y.; Lu, X.; Huang, T. Conversion of water hyacinth to value-added fuel via hydrothermal carbonization. Energy 2020, 197, 117193. [Google Scholar] [CrossRef]
- Román, S.; Nabais, J.M.V.; Laginhas, C.; Ledesma, B.; González, J.F.G. Hydrothermal carbonization as an effective way of densifying the energy content of biomass. Fuel Process. Technol. 2012, 103, 78–83. [Google Scholar] [CrossRef]
- Park, K.Y.; Lee, K.; Kim, D. Characterized hydrochar of algal biomass for producing solid fuel through hydrothermal carbonization. Bioresour. Technol. 2018, 258, 119–124. [Google Scholar] [CrossRef]
- Cai, J.; Li, B.; Chen, C.; Wang, J.; Zhao, M.; Zhang, K. Hydrothermal carbonization of tobacco stalk for fuel application. Bioresour. Technol. 2016, 220, 305–311. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Pellechia, P.J.; Flora, J.R.; Berge, N.D. Influence of reaction time and temperature on product formation and characteristics associated with the hy-drothermal carbonization of cellulose. Bioresour. Technol. 2013, 138, 180–190. [Google Scholar] [CrossRef]
- Yan, M.; Weng, Z.; Prabowo, B.; Setyobudi, R.H.; Birowosuto, M.D. Efficient production of high calorific value solid fuel from palm oil empty fruit bunch by pressurized hy-drothermal carbonization. Sustain. Energy Technol. Assess. 2019, 34, 56–61. [Google Scholar]
- Reza, M.T.; Rottler, E.; Herklotz, L.; Wirth, B. Hydrothermal carbonization (HTC) of wheat straw: Influence of feedwater pH prepared by acetic acid and potassium hydroxide. Bioresour. Technol. 2015, 182, 336–344. [Google Scholar] [CrossRef]
- Yao, C.; Shin, Y.; Wang, L.-Q.; Windisch, C.F.; Samuels, W.D.; Arey, B.W.; Wang, C.; Risen, W.M.; Exarhos, G.J. Hydrothermal Dehydration of Aqueous Fructose Solutions in a Closed System. J. Phys. Chem. C 2007, 111, 15141–15145. [Google Scholar] [CrossRef]
- Keiluweit, M.; Nico, P.S.; Johnson, M.G.; Kleber, M. Dynamic Molecular Structure of Plant Biomass-Derived Black Carbon (Biochar). Environ. Sci. Technol. 2010, 44, 1247–1253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fang, Z.; Sato, T.; Smith, R.L.; Inomata, H.; Arai, K.; Kozinski, J.A. Reaction chemistry and phase behavior of lignin in high-temperature and supercritical water. Bioresour. Technol. 2008, 99, 3424–3430. [Google Scholar] [CrossRef] [PubMed]
- Reza, M.T.; Lynam, J.; Uddin, M.H.; Coronella, C.J. Hydrothermal carbonization: Fate of inorganics. Biomass-Bioenergy 2013, 49, 86–94. [Google Scholar] [CrossRef]
- Funke, A.; Ziegler, F. Hydrothermal carbonization of biomass: A summary and discussion of chemical mechanisms for process engineering. Biofuels Bioprod. Biorefining 2010, 4, 160–177. [Google Scholar] [CrossRef]
- Lane, D.J.; van Eyk, P.J.; Ashman, P.J.; Kwong, C.W.; de Nys, R.; Roberts, D.A.; Cole, A.J.; Lewis, D.M. Release of Cl, S, P, K, and Na during Thermal Conversion of Algal Biomass. Energy Fuels 2015, 29, 2542–2554. [Google Scholar] [CrossRef]
- de Carvalho, D.M.; Sevastyanova, O.; Penna, L.S.; da Silva, B.P.; Lindström, M.E.; Colodette, J.L. Assessment of chemical transformations in eucalyptus, sugarcane bagasse and straw during hy-drothermal, dilute acid, and alkaline pretreatments. Ind. Crops Prod. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- Yang, J.; Feng, Z.; Gao, Q.; Ni, L.; Hou, Y.; He, Y.; Liu, Z. Ash thermochemical behaviors of bamboo lignin from kraft pulping: Influence of washing process. Renew. Energy 2021, 174, 178–187. [Google Scholar] [CrossRef]
- Cao, S.; Pu, Y.; Studer, M.; Wyman, C.; Ragauskas, A.J. Chemical transformations of Populus trichocarpa during dilute acid pretreatment. RSC Adv. 2012, 2, 10925–10936. [Google Scholar] [CrossRef]
- Roy, R.; Rahman, S.; Raynie, D.E. Recent advances of greener pretreatment technologies of lignocellulose. Curr. Res. Green Sustain. Chem. 2020, 3, 100035. [Google Scholar] [CrossRef]
- Yao, Z.; Ma, X. Hydrothermal carbonization of Chinese fan palm. Bioresour. Technol. 2019, 282, 28–36. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D.L.A.P. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2010. [Google Scholar]
- Parshetti, G.; Hoekman, S.K.; Balasubramanian, R. Chemical, structural and combustion characteristics of carbonaceous products obtained by hydrothermal carbonization of palm empty fruit bunches. Bioresour. Technol. 2013, 135, 683–689. [Google Scholar] [CrossRef] [PubMed]
- Huang, N.; Zhao, P.; Ghosh, S.; Fedyukhin, A. Co-hydrothermal carbonization of polyvinyl chloride and moist biomass to remove chlorine and inor-ganics for clean fuel production. Appl. Energy 2019, 240, 882–892. [Google Scholar] [CrossRef]
- Chaiwat, W.; Hasegawa, I.; Kori, J.; Mae, K. Examination of Degree of Cross-Linking for Cellulose Precursors Pretreated with Acid/Hot Water at Low Temperature. Ind. Eng. Chem. Res. 2008, 47, 5948–5956. [Google Scholar] [CrossRef]
- Mourant, D.; Wang, Z.; He, M.; Wang, X.S.; Garcia-Perez, M.; Ling, K.; Li, C.Z. Mallee wood fast pyrolysis: Effects of alkali and alkaline earth metallic species on the yield and com-position of bio-oil. Fuel 2011, 90, 2915–2922. [Google Scholar] [CrossRef]
- Chen, D.; Gao, D.; Capareda, S.C.; Huang, S.; Wang, Y. Effects of hydrochloric acid washing on the microstructure and pyrolysis bio-oil components of sweet sor-ghum bagasse. Bioresour. Technol. 2019, 277, 37–45. [Google Scholar] [CrossRef]
- Chen, X.; Ma, X.; Peng, X.; Lin, Y.; Yao, Z. Conversion of sweet potato waste to solid fuel via hydrothermal carbonization. Bioresour. Technol. 2018, 249, 900–907. [Google Scholar] [CrossRef]
- Bobleter, O. Hydrothermal degradation of polymers derived from plants. Prog. Polym. Sci. 1994, 19, 797–841. [Google Scholar] [CrossRef]
- Kim, D.; Lee, K.; Park, K.Y. Upgrading the characteristics of biochar from cellulose, lignin, and xylan for solid biofuel production from biomass by hydrothermal carbonization. J. Ind. Eng. Chem. 2016, 42, 95–100. [Google Scholar] [CrossRef]
- El-Sayed, S.A.; Mostafa, M.E. Kinetic Parameters Determination of Biomass Pyrolysis Fuels Using TGA and DTA Techniques. Waste Biomass-Valorization 2015, 6, 401–415. [Google Scholar] [CrossRef]
- Chen, D.; Gao, D.; Capareda, S.C.; Shuang, E.; Jia, F.; Wang, Y. Influences of hydrochloric acid washing on the thermal decomposition behavior and thermodynamic pa-rameters of sweet sorghum stalk. Renew. Energy 2020, 148, 1244–1255. [Google Scholar] [CrossRef]
- Ma, Q.; Han, L.; Huang, G. Effect of water-washing of wheat straw and hydrothermal temperature on its hydrochar evolution and combustion properties. Bioresour. Technol. 2018, 269, 96–103. [Google Scholar] [CrossRef] [PubMed]
- Guo, S.; Dong, X.; Wu, T.; Shi, F.; Zhu, C. Characteristic evolution of hydrochar from hydrothermal carbonization of corn stalk. J. Anal. Appl. Pyrolysis 2015, 116, 1–9. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Lignocellulosic Components (%) | ||
|---|---|---|---|
| Hemicellulose | Cellulose | Lignin | |
| CS | 17.8 ± 0.05 | 38.1 ± 0.2 | 22.5 ± 0.3 |
| SCS | 13 ± 0.2 | 42.7 ± 0.2 | 24.3 ± 0.2 |
| Sample | Ti a | Tf b | Mfc c | T1 d | DTG1 e | T2 d | DTG2 e | DTGmean f | S | Rw |
|---|---|---|---|---|---|---|---|---|---|---|
| (°C) | (°C) | (%/min) | (°C) | (%/min) | (°C) | (%/min) | (%/min) | (10−7 × min−2 × °C−3) | (10−5 × min−1 × °C−2) | |
| CS | 257 | 517 | 16.3 | 311 | −16.5 | 455 | −6.8 | −2.2 | 10.2 | −12.3 |
| CS-HTC180 | 313 | 538 | 8.5 | 338 | −42.4 | 484 | −4.8 | −2.4 | 19.5 | −25.1 |
| CS-HTC210 | 318 | 541 | 8.3 | 334 | −42.9 | 486 | −5.7 | −2.4 | 19.3 | −25.3 |
| CS-HTC240 | 325 | 550 | 14.5 | 324 | −12.9 | 504 | −7.5 | −2.1 | 4.6 | −7.2 |
| CS-HTC270 | 366 | 558 | 30.2 | - | - | 508 | −7.7 | −1.7 | 1.72 | −3.7 |
| SCS | 275 | 519 | 9.1 | 324 | −17.7 | 452 | −5.9 | −2.4 | 10.4 | −12.6 |
| SCSHTC180 | 322 | 484 | 6.1 | 346 | −53.1 | 450 | −4.4 | −2.5 | 26.2 | −34.2 |
| SCSHTC210 | 332 | 532 | 3.6 | 338 | −57.8 | 476 | −4.4 | −2.6 | 25.8 | −32.1 |
| SCSHTC240 | 316 | 600 | 4.3 | 328 | −24.2 | 508 | −6 | −2.4 | 10.4 | −13.4 |
| SCSHTC270 | 344 | 600 | 8.7 | 326 | −3.3 | 512 | −7.9 | −2.2 | 2.46 | 3.76 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, S.; Bai, L.; Chi, M.; Xu, X.; Chen, Z.; Yu, K. Conversion of Waste Corn Straw to Value-Added Fuel via Hydrothermal Carbonization after Acid Washing. Energies 2022, 15, 1828. https://doi.org/10.3390/en15051828
Han S, Bai L, Chi M, Xu X, Chen Z, Yu K. Conversion of Waste Corn Straw to Value-Added Fuel via Hydrothermal Carbonization after Acid Washing. Energies. 2022; 15(5):1828. https://doi.org/10.3390/en15051828
Chicago/Turabian StyleHan, Shulun, Li Bai, Mingshu Chi, Xiuling Xu, Zhao Chen, and Kecheng Yu. 2022. "Conversion of Waste Corn Straw to Value-Added Fuel via Hydrothermal Carbonization after Acid Washing" Energies 15, no. 5: 1828. https://doi.org/10.3390/en15051828