
Olive Mill Wastewater Valorization through Steam Reforming Using Multifunctional Reactors: Challenges of the Process Intensification


Abstract
:| Index | |
| Abstract | 1 |
| 1. Introduction | 3 |
| 1.1. OMW Composition | 8 |
| 1.2. OMW Treatment/Valorization | 9 |
| 1.3. Olive Mill Wastewater Steam Reforming | 12 |
| 2. Omwsr Catalysts | 15 |
| 2.1. Catalysts Used for Steam Reforming of OMW | 15 |
| 2.2. Catalysts Used for Steam Reforming of Model Molecules of OMW | 19 |
| 2.2.1. Effect of the Active Phase | 19 |
| 2.2.2. Effect of the Support | 20 |
| 2.2.3. Effect of Promoters | 21 |
| 2.3. Summary | 27 |
| 3. Multifunctional Reactors | 28 |
| 3.1. Sorption-Enhanced Reactor | 28 |
| 3.1.1. CO2 Sorbents | 30 |
| 3.1.2. Hydrotalcites | 34 |
| 3.1.3. OMWSR in Sorption-Enhanced Reactors | 39 |
| 3.1.4. Summary | 40 |
| 3.2. Membrane Reactor | 40 |
| 3.2.1. Hydrogen Perm-Selective Membranes | 41 |
| 3.2.2. OMWSR in Membrane Reactors | 46 |
| 3.2.3. Summary | 49 |
| 3.3. Sorption-Enhanced Membrane Reactor | 49 |
| OMWSR in Sorption-Enhanced Membrane Reactors | 50 |
| 4. Conclusions | 51 |
| Notation and Glossary | 52 |
| References | 54 |
1. Introduction
1.1. OMW Composition
1.2. OMW Treatment/Valorization
- Thermal Processes [4]:
- ○
- Distillation and Evaporation Processes: these processes concentrate the inorganic and organic contents of the OMW by water evaporation. These processes have high operation costs and the organic content must be treated afterwards;
- ○
- Combustion: this process is very efficient but requires a large amount of energy.
- Membrane Processes [4,26,40,41,42]: these processes separate the organic and inorganic contents of the OMW by the utilization of membranes. However, the cost of the membrane and its use might be high, particularly if high pressures are required, and the process has operation problems (membrane fouling, concentration polarization, etc.). There are several types of membrane-based processes: ultrafiltration, nanofiltration, reverse osmosis, and microfiltration.
- Physicochemical Processes [43]: these processes consist of physical and chemical reactions involving molecules present in the OMW composition. Sometimes, they are conjugated to maximize efficiency. The following processes are included in this category:
- ○
- Electrochemical Oxidation [44,45]; Ozonation [46,47]; Adsorption [48,49,50]; Ion-Exchange [51,52]; Flocculation [4,53,54]; UV Photocatalysis [45,55,56]; Wet Oxidation [57,58,59]; Fenton Oxidation [60,61,62,63,64]; Photo-Fenton [38,65]; Electro-Coagulation [66,67]; Enzymatic Catalysis [68]; Supercritical Water Gasification [69].
- Biological Processes [70]: these processes use microorganisms to decrease the pollutant load and, simultaneously, provide products with value (for instance, formation of CH4 or H2). The following are included in this category:

1.3. Olive Mill Wastewater Steam Reforming
- The OMWSR is an endothermic reaction, thus needing high temperatures and intrinsically high operating costs; moreover, producing H2 by this process also yields CH4, CO2, and CO, whose production is a target of environmental alarm and limited by legislation;
- The WGS reaction is thermodynamically limited (Equation (3));
- This process has several side reactions, which affect both the formation and purity of H2. The main side reactions are represented by Equation (4)—methanation of carbon monoxide, Equation (5) (sum of Equation (3) and reverse of Equation (4))—steam reforming of CH4, and Equation (6) (sum of reverse of Equation (3) and reverse of Equation (4))—dry reforming of CH4;
- Other products apart from the previous ones—such as butane, propane, acetone, methanol, benzene, ethanol, cyclopentadiene, ethylene, butanol, and acetaldehyde—could be present in the reaction medium. These species are referred by many works as possible secondary products of some reactions (e.g., Equation (7)—cracking of oxygenates) or as intermediates of the reactions involved in this process [1,27,28];
- The formation of coke is a problem since it deactivates the catalysts (Equations (7) and (8)—cracking of hydrocarbons, Equation (9)—Boudouard reaction, Equation (10)—methane cracking, Equation (11)—carbon monoxide reduction, and Equation (12)—carbon dioxide reduction), thus affecting H2 yield and purity and long-term operation of the process;
2. OMWSR Catalysts
2.1. Catalysts Used for Steam Reforming of OMW
2.2. Catalysts Used for Steam Reforming of Model Molecules of OMW
2.2.1. Effect of the Active Phase
2.2.2. Effect of the Support
2.2.3. Effect of Promoters
2.3. Summary
3. Multifunctional Reactors
3.1. Sorption-Enhanced Reactor
3.1.1. CO2 Sorbents
3.1.2. Hydrotalcites
3.1.3. OMWSR in Sorption-Enhanced Reactors
3.1.4. Summary
3.2. Membrane Reactor
3.2.1. Hydrogen Perm-Selective Membranes
3.2.2. OMWSR in Membrane Reactors
3.2.3. Summary
3.3. Sorption-Enhanced Membrane Reactor
OMWSR in Sorption-Enhanced Membrane Reactors
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Notation and Glossary
| List of Variables | |
| Activation energy (kJ·mol−1) | |
| Flux of H2 (mol·m−2·s−1) | |
| Permeability (mol·m−1·s−1·Pa−0.5) | |
| Pre-exponential factor (mol·m−1·s−1·Pa−0.5) | |
| n | Pressure exponent |
| Partial pressures of H2 (Pa) | |
| R | Universal gas constant |
| T | Temperature (°C or K) |
| Enthalpy of reaction at standard conditions (kJ·mol−1) | |
| Membrane thickness (m) | |
| List of Acronyms | |
| BOD | Biochemical oxygen demand |
| COD | Carbon oxygen demand |
| CVD | Chemical vapor deposition |
| EP | Electroless plating |
| HTC | Hydrotalcite |
| LHSV | Liquid hourly space velocity |
| MR | Membrane reactor |
| OMW | Olive oil mill wastewater |
| OMWSR | Olive oil mill wastewater steam reforming |
| SCFR | Steam-to-carbon feed ratio |
| SEMR | Sorption-enhanced membrane reactor |
| SER | Sorption-enhanced reactor |
| TOC | Total organic carbon |
| TPOMW | Two-phase olive mill waste |
| TR | Traditional reactor |
| WGS | Water–gas shift |
References
- Tosti, S.; Fabbricino, M.; Pontoni, L.; Palma, V.; Ruocco, C. Catalytic reforming of olive mill wastewater and methane in a Pd-membrane reactor. Int. J. Hydrogen Energy 2016, 41, 5465–5474. [Google Scholar] [CrossRef]
- Council, I.O. Prices & Balances. 2021. Available online: https://www.internationaloliveoil.org/wp-content/uploads/2021/12/IOC-Olive-Oil-Dashboard-1.html (accessed on 18 October 2021).
- Roig, A.; Cayuela, M.L.; Sánchez-Monedero, M.A. An overview on olive mill wastes and their valorisation methods. Waste Manag. 2006, 26, 960–969. [Google Scholar] [CrossRef]
- Rozzi, A.; Malpei, F. Treatment and disposal of olive mill effluents. Int. Biodeterior. Biodegrad. 1996, 38, 135–144. [Google Scholar] [CrossRef]
- Dawson, D. Global Olive Oil Production to Dip in 2018/2019. 2018. Available online: https://www.oliveoiltimes.com/olive-oil-business/global-olive-oil-production-to-dip-in-2018-19/66039 (accessed on 25 October 2021).
- Tosti, S.; Accetta, C.; Fabbricino, M.; Sansovini, M.; Pontoni, L. Reforming of olive mill wastewater through a Pd-membrane reactor. Int. J. Hydrogen Energy 2013, 38, 10252–10259. [Google Scholar] [CrossRef]
- Dermeche, S.; Nadour, M.; Larroche, C.; Moulti-Mati, F.; Michaud, P. Olive mill wastes: Biochemical characterizations and valorization strategies. Process Biochem. 2013, 48, 1532–1552. [Google Scholar] [CrossRef]
- Alburquerque, J.A.; Gonzálvez, J.; García, D.; Cegarra, J. Agrochemical characterisation of “alperujo”, a solid by-product of the two-phase centrifugation method for olive oil extraction. Bioresour. Technol. 2004, 91, 195–200. [Google Scholar] [CrossRef]
- Di Giovacchino, L.; Sestili, S.; di Vincenzo, D. Influence of olive processing on virgin olive oil quality. Eur. J. Lipid Sci. Technol. 2002, 104, 587–601. [Google Scholar] [CrossRef]
- Niaounakis, M.; Halvadakis, C.P. Characterization of olive processing waste. Olive Process. Waste Manag. Lit. Rev. Pat. Surv. 2006, 5, 23–64. [Google Scholar]
- Sanchez Moral, P.; Méndez, M.R. Production of pomace olive oil. Grasas Y Aceites 2006, 57, 47–55. [Google Scholar] [CrossRef]
- Aktas, E.S.; Imre, S.; Ersoy, L. Characterization and lime treatment of olive mill wastewater. Water Res. 2001, 35, 2336–2340. [Google Scholar] [CrossRef]
- Kapellakis, I.E.; Tsagarakis, K.P.; Crowther, J.C. Olive oil history, production and by-product management. Rev. Environ. Sci. Bio/Technol. 2008, 7, 1–26. [Google Scholar] [CrossRef]
- Caputo, A.C.; Scacchia, F.; Pelagagge, P.M. Disposal of by-products in olive oil industry: Waste-to-energy solutions. Appl. Therm. Eng. 2003, 23, 197–214. [Google Scholar] [CrossRef]
- Paredes, M.J.; Moreno, E.; Ramos-Cormenzana, A.; Martinez, J. Characteristics of soil after pollution with wastewaters from olive oil extraction plants. Chemosphere 1987, 16, 1557–1564. [Google Scholar] [CrossRef]
- DellaGreca, M.; Monaco, P.; Pinto, G.; Pollio, A.; Previtera, L.; Temussi, F. Phytotoxicity of low-molecular-weight phenols from olive mill wastewaters. Bull. Environ. Contam. Toxicol. 2001, 67, 352–359. [Google Scholar] [CrossRef]
- Rana, G.; Rinaldi, M.; Introna, M. Volatilisation of substances alter spreading olive oil waste water on the soil in a Mediterranean environment. Agric. Ecosyst. Environ. 2003, 96, 49–58. [Google Scholar] [CrossRef]
- Anzelmo, B.; Wilcox, J.; Liguori, S. Hydrogen production via natural gas steam reforming in a Pd-Au membrane reactor. Investigation of reaction temperature and GHSV effects and long-term stability. J. Membr. Sci. 2018, 565, 25–32. [Google Scholar] [CrossRef]
- Tsagaraki, E.; Lazarides, H.N.; Petrotos, K.B. Olive Mill Wastewater Treatment. In Utilization of By-Products and Treatment of Waste in the Food Industry; Springer: Boston, MA, USA, 2007; pp. 133–157. [Google Scholar]
- Jaouad, Y.; Villain-Gambier, M.; Mandi, L.; Marrot, B.; Ouazzani, N. Comparison of aerobic processes for olive mill wastewater treatment. Water Sci. Technol. 2020, 81, 1914–1926. [Google Scholar] [CrossRef]
- Aggoun, M.; Arhab, R.; Cornu, A.; Portelli, J.; Barkat, M.; Graulet, B. Olive mill wastewater microconstituents composition according to olive variety and extraction process. Food Chem. 2016, 209, 72–80. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Kiai, H.; Hafidi, A. Phenolic profile and antioxidant activities of olive mill wastewater. Food Chem. 2012, 132, 406–412. [Google Scholar] [CrossRef]
- Zbakh, H.; el Abbassi, A. Potential use of olive mill wastewater in the preparation of functional beverages: A review. J. Funct. Foods 2012, 4, 53–65. [Google Scholar] [CrossRef]
- Nasr, B.; Ahmed, B.; Abdellatif, G. Fenton treatment of olive oil mill wastewater-applicability of the method and parameters effects on the degradation process. J. Environ. Sci. 2004, 16, 942–944. [Google Scholar]
- Katsoyannos, E.; Hatzikioseyian, A.; Remoundaki, E.; Tsezos, M. Photocatalytic treatment of olive mill wastewaters (OMW) in pilot scale. In Proceedings of the 13th International Symposium on Pollution and its Impact on Life in Mediterranean Region, Thessaloniki, Greece, 8–12 October 2005; National Technical University of Athens Greece: Athens, Greece, 2005. [Google Scholar]
- Gebreyohannes, A.Y.; Mazzei, R.; Giorno, L. Trends and current practices of olive mill wastewater treatment: Application of integrated membrane process and its future perspective. Sep. Purif. Technol. 2016, 162, 45–60. [Google Scholar] [CrossRef]
- Montero, C.; Oar-Arteta, L.; Remiro, A.; Arandia, A.; Bilbao, J.; Gayubo, A.G. Thermodynamic comparison between bio-oil and ethanol steam reforming. Int. J. Hydrogen Energy 2015, 40, 15963–15971. [Google Scholar] [CrossRef]
- Casanovas, A.; Galvis, A.; Llorca, J. Catalytic steam reforming of olive mill wastewater for hydrogen production. Int. J. Hydrogen Energy 2015, 40, 7539–7545. [Google Scholar] [CrossRef] [Green Version]
- Daâssi, D.; Lozano-Sánchez, J.; Borrás-Linares, I.; Belbahri, L.; Woodward, S.; Zouari-Mechichi, H.; Mechichi, T.; Nasri, M.; Segura-Carretero, A. Olive oil mill wastewaters: Phenolic content characterization during degradation by Coriolopsis gallica. Chemosphere 2014, 113, 62–70. [Google Scholar] [CrossRef] [PubMed]
- Fki, I.; Allouche, N.; Sayadi, S. The use of polyphenolic extract, purified hydroxytyrosol and 3,4-dihydroxyphenyl acetic acid from olive mill wastewater for the stabilization of refined oils: A potential alternative to synthetic antioxidants. Food Chem. 2005, 93, 197–204. [Google Scholar] [CrossRef]
- Kyriacou, A.; Lasaridi, K.E.; Kotsou, M.; Balis, C.; Pilidis, G. Combined bioremediation and advanced oxidation of green table olive processing wastewater. Process Biochem. 2005, 40, 1401–1408. [Google Scholar] [CrossRef]
- Araújo, M.; Pimentel, F.B.; Alves, R.C.; Oliveira, M.B.P.P. Phenolic compounds from olive mill wastes: Health effects, analytical approach and application as food antioxidants. Trends Food Sci. Technol. 2015, 45, 200–211. [Google Scholar] [CrossRef]
- Kaleh, Z.; Geißen, S.U. Selective isolation of valuable biophenols from olive mill wastewater. J. Environ. Chem. Eng. 2016, 4, 373–384. [Google Scholar] [CrossRef]
- Vlyssides, A.G.; Loizides, M.; Karlis, P.K. Integrated strategic approach for reusing olive oil extraction by-products. J. Clean. Prod. 2004, 12, 603–611. [Google Scholar] [CrossRef]
- Paredes, C.; Cegarra, J.; Roig, A.; Sánchez-Monedero, M.A.; Bernal, M.P. Characterization of olive mill wastewater (alpechin) and its sludge for agricultural purposes. Bioresour. Technol. 1999, 67, 111–115. [Google Scholar] [CrossRef]
- Feki, M.; Allouche, N.; Bouaziz, M.; Gargoubi, A.; Sayadi, S. Effect of storage of olive mill wastewaters on hydroxytyrosol concentration. Eur. J. Lipid Sci. Technol. 2006, 108, 1021–1027. [Google Scholar] [CrossRef]
- Hamden, K.; Allouche, N.; Damak, M.; Elfeki, A. Hypoglycemic and antioxidant effects of phenolic extracts and purified hydroxytyrosol from olive mill waste in vitro and in rats. Chem. Biol. Interact. 2009, 180, 421–432. [Google Scholar] [CrossRef] [PubMed]
- Justino, C.I.; Duarte, K.; Loureiro, F.; Pereira, R.; Antunes, S.C.; Marques, S.M.; Gonçalves, F.; Rocha-Santos, T.A.P.; Freitas, A.C. Toxicity and organic content characterization of olive oil mill wastewater undergoing a sequential treatment with fungi and photo-Fenton oxidation. J. Hazard. Mater. 2009, 172, 1560–1572. [Google Scholar] [CrossRef]
- Zghari, B.; Pierre, D.; Abderrahmane, R.; Boukir, A. GC-MS, FTIR and 1H,13C NMR Structural Analysis and Identification of Phenolic Compounds in Olive Mill Wastewater Extracted from Oued Oussefrou Effluent (Beni Mellal-Morocco). J. Mater. Environ. Sci. 2017, 8, 4496–4509. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Khayet, M.; Kiai, H.; Hafidi, A.; García-Payo, M.C. Treatment of crude olive mill wastewaters by osmotic distillation and osmotic membrane distillation. Sep. Purif. Technol. 2013, 104 (Suppl. C), 327–332. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Kiai, H.; Hafidi, A.; García-Payo, M.C.; Khayet, M. Treatment of olive mill wastewater by membrane distillation using polytetrafluoroethylene membranes. Sep. Purif. Technol. 2012, 98 (Suppl. C), 55–61. [Google Scholar] [CrossRef]
- Allaoui, S.; Bennani, M.N.; Ziyat, H.; Qabaqous, O.; Tijani, N.; Ittobane, N. Removing polyphenols contained in olive mill wastewater by membrane based on natural clay and Hydrotalcite Mg-Al. Moroc. J. Chem. 2020, 8, 318–325. [Google Scholar] [CrossRef]
- Ochando-Pulido, J.M.; Pimentel-Moral, S.; Verardo, V.; Martinez-Ferez, A. A focus on advanced physico-chemical processes for olive mill wastewater treatment. Sep. Purif. Technol. 2017, 179, 161–174. [Google Scholar] [CrossRef]
- Un, U.T.; Altay, U.; Koparal, A.S.; Ogutveren, U.B. Complete treatment of olive mill wastewaters by electrooxidation. Chem. Eng. J. 2008, 139, 445–452. [Google Scholar] [CrossRef]
- Rioja-Cabanillas, A.; Valdesueiro, D.; Fernández-Ibáñez, P.; Byrne, J.A. Hydrogen from wastewater by photocatalytic and photoelectrochemical treatment. J. Phys. Energy 2020, 3, 012006. [Google Scholar] [CrossRef]
- Cañizares, P.; Paz, R.; Sáez, C.; Rodrigo, M.A. Costs of the electrochemical oxidation of wastewaters: A comparison with ozonation and Fenton oxidation processes. J. Environ. Manag. 2009, 90, 410–420. [Google Scholar] [CrossRef] [PubMed]
- Lafi, W.K.; Shannak, B.; Al-Shannag, M.; Al-Anber, Z.; Al-Hasan, M. Treatment of olive mill wastewater by combined advanced oxidation and biodegradation. Sep. Purif. Technol. 2009, 70, 141–146. [Google Scholar] [CrossRef]
- Frascari, D.; Rubertelli, G.; Arous, F.; Ragini, A.; Bresciani, L.; Arzu, A.; Pinelli, D. Valorisation of olive mill wastewater by phenolic compounds adsorption: Development and application of a procedure for adsorbent selection. Chem. Eng. J. 2019, 360, 124–138. [Google Scholar] [CrossRef]
- Al Bsoul, A.; Hailat, M.; Abdelhay, A.; Tawalbeh, M.; Jum’h, I.; Bani-Melhem, K. Treatment of olive mill effluent by adsorption on titanium oxide nanoparticles. Sci. Total Environ. 2019, 688, 1327–1334. [Google Scholar] [CrossRef] [PubMed]
- Vavouraki, A.I.; Dareioti, M.A.; Kornaros, M. Olive Mill Wastewater (OMW) Polyphenols Adsorption onto Polymeric Resins: Part I—Batch Anaerobic Digestion of OMW. Waste Biomass Valorization 2020, 12, 2271–2281. [Google Scholar] [CrossRef]
- Ochando-Pulido, J.M.; Vellido-Pérez, J.A.; González-Hernández, R.; Martínez-Férez, A. Optimization and modeling of two-phase olive-oil washing wastewater integral treatment and phenolic compounds recovery by novel weak-base ion exchange resins. Sep. Purif. Technol. 2020, 249, 117084. [Google Scholar] [CrossRef]
- Ochando-Pulido, J.M.; González-Hernández, R.; Martinez-Ferez, A. On the Effect of the Operating Parameters for Two-Phase Olive-Oil Washing Wastewater Combined Phenolic Compounds Recovery and Reclamation by Novel Ion Exchange Resins. Sep. Purif. Technol. 2018, 195, 50–59. [Google Scholar] [CrossRef]
- Sarika, R.; Kalogerakis, N.; Mantzavinos, D. Treatment of olive mill effluents: Part II. Complete removal of solids by direct flocculation with poly-electrolytes. Environ. Int. 2005, 31, 297–304. [Google Scholar] [CrossRef]
- Alver, A.; Baştürk, E.; Kılıç, A.; Karataş, M. Use of advance oxidation process to improve the biodegradability of olive oil mill effluents. Process Saf. Environ. Prot. 2015, 98, 319–324. [Google Scholar] [CrossRef]
- Uğurlu, M.; Kula, İ. Decolourization and removal of some organic compounds from olive mill wastewater by advanced oxidation processes and lime treatment. Environ. Sci. Pollut. Res. Int. 2007, 14, 319–325. [Google Scholar] [CrossRef] [PubMed]
- Chatzisymeon, E.; Xekoukoulotakis, N.P.; Mantzavinos, D. Determination of key operating conditions for the photocatalytic treatment of olive mill wastewaters. Catal. Today 2009, 144, 143–148. [Google Scholar] [CrossRef] [Green Version]
- Maduna, K.; Kumar, N.; Aho, A.; Wärnå, J.; Zrnčević, S.; Murzin, D.Y. Kinetics of Catalytic Wet Peroxide Oxidation of Phenolics in Olive Oil Mill Wastewaters over Copper Catalysts. ACS Omega 2018, 3, 7247–7260. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Najjar, W.; Azabou, S.; Sayadi, S.; Ghorbel, A. Screening of Fe-BEA catalysts for wet hydrogen peroxide oxidation of crude olive mill wastewater under mild conditions. Appl. Catal. B: Environ. 2009, 88, 299–304. [Google Scholar] [CrossRef]
- Azabou, S.; Najjar, W.; Bouaziz, M.; Ghorbel, A.; Sayadi, S. A compact process for the treatment of olive mill wastewater by combining wet hydrogen peroxide catalytic oxidation and biological techniques. J. Hazard. Mater. 2010, 183, 62–69. [Google Scholar] [CrossRef]
- Kallel, M.; Belaid, C.; Boussahel, R.; Ksibi, M.; Montiel, A.; Elleuch, B. Olive mill wastewater degradation by Fenton oxidation with zero-valent iron and hydrogen peroxide. J. Hazard. Mater. 2009, 163, 550–554. [Google Scholar] [CrossRef]
- Maamir, W.; Ouahabi, Y.; Poncin, S.; Li, H.-Z.; Bensadok, K. Effect of Fenton pretreatment on anaerobic digestion of olive mill wastewater and olive mill solid waste in mesophilic conditions. Int. J. Green Energy 2017, 14, 555–560. [Google Scholar] [CrossRef]
- Esteves, B.M.; Rodrigues, C.S.D.; Madeira, L.M. Synthetic olive mill wastewater treatment by Fenton’s process in batch and continuous reactors operation. Environ. Sci. Pollut. Res. 2018, 25, 34826–34838. [Google Scholar] [CrossRef]
- Hodaifa, G.; Ochando-Pulido, J.M.; Rodriguez-Vives, S.; Martinez-Ferez, A. Optimization of continuous reactor at pilot scale for olive-oil mill wastewater treatment by Fenton-like process. Chem. Eng. J. 2013, 220, 117–124. [Google Scholar] [CrossRef]
- Nieto, L.M.; Hodaifa, G.; Rodríguez, S.; Giménez, J.A.; Ochando, J. Degradation of organic matter in olive-oil mill wastewater through homogeneous Fenton-like reaction. Chem. Eng. J. 2011, 173, 503–510. [Google Scholar] [CrossRef]
- Hodaifa, G.; García, C.A.; Borja, R. Study of Catalysts’ Influence on Photocatalysis/Photodegradation of Olive Oil Mill Wastewater. Determination of the Optimum Working Conditions. Catalysts 2020, 10, 554. [Google Scholar] [CrossRef]
- Adhoum, N.; Monser, L. Decolourization and removal of phenolic compounds from olive mill wastewater by electrocoagulation. Chem. Eng. Processing Process Intensif. 2004, 43, 1281–1287. [Google Scholar] [CrossRef]
- Elkacmi, R.; Boudouch, O.; Hasib, A.; Bouzaid, M.; Bennajah, M. Photovoltaic electrocoagulation treatment of olive mill wastewater using an external-loop airlift reactor. Sustain. Chem. Pharm. 2020, 17, 100274. [Google Scholar] [CrossRef]
- D’Annibale, A.; Stazi, S.R.; Vinciguerra, V.; Sermanni, G.G. Oxirane-immobilized Lentinula edodes laccase: Stability and phenolics removal efficiency in olive mill wastewater. J. Biotechnol. 2000, 77, 265–273. [Google Scholar] [CrossRef]
- Casademont, P.; García-Jarana, M.B.; Sánchez-Oneto, J.; Portela, J.R.; de la Ossa, E.J.M. Hydrogen production by catalytic conversion of olive mill wastewater in supercritical water. J. Supercrit. Fluids 2018, 141, 224–229. [Google Scholar] [CrossRef]
- García-Gómez, A.; Roig, A.; Bernal, M.P. Composting of the solid fraction of olive mill wastewater with olive leaves: Organic matter degradation and biological activity. Bioresour. Technol. 2003, 86, 59–64. [Google Scholar] [CrossRef]
- Fadil, K.; Chahlaoui, A.; Ouahbi, A.; Zaid, A.; Borja, R. Aerobic biodegradation and detoxification of wastewaters from the olive oil industry. Int. Biodeterior. Biodegrad. 2003, 51, 37–41. [Google Scholar] [CrossRef]
- Beltran-Heredia, J.; Torregrosa, J.; Dominguez, J.R.; Garcia, J. Treatment of black-olive wastewaters by ozonation and aerobic biological degradation. Water Res. 2000, 34, 3515–3522. [Google Scholar] [CrossRef]
- Hajjouji, H.E.; Bailly, J.R.; Winterton, P.; Merlina, G.; Revel, J.C.; Hafidi, M. Chemical and spectroscopic analysis of olive mill waste water during a biological treatment. Bioresour. Technol. 2008, 99, 4958–4965. [Google Scholar] [CrossRef] [Green Version]
- Bertin, L.; Berselli, S.; Fava, F.; Petrangeli-Papini, M.; Marchetti, L. Anaerobic digestion of olive mill wastewaters in biofilm reactors packed with granular activated carbon and “Manville” silica beads. Water Res. 2004, 38, 3167–3178. [Google Scholar] [CrossRef]
- Gonçalves, M.R.; Costa, J.C.; Pereira, M.A.; Abreu, A.A.; Alves, M.M. On the independence of hydrogen production from methanogenic suppressor in olive mill wastewater. Int. J. Hydrogen Energy 2014, 39, 6402–6406. [Google Scholar] [CrossRef] [Green Version]
- Eroğlu, E.; Eroğlu, İ.; Gündüz, U.; Türker, L.; Yücel, M. Biological hydrogen production from olive mill wastewater with two-stage processes. Int. J. Hydrogen Energy 2006, 31, 1527–1535. [Google Scholar] [CrossRef]
- Caporaso, N.; Formisano, D.; Genovese, A. Use of phenolic compounds from olive mill wastewater as valuable ingredients for functional foods. Crit. Rev. Food Sci. Nutr. 2018, 58, 2829–2841. [Google Scholar] [CrossRef] [PubMed]
- Agalias, A.; Magiatis, P.; Skaltsounis, A.-L.; Mikros, E.; Tsarbopoulos, A.; Gikas, E.; Spanos, I.; Manios, T. A New Process for the Management of Olive Oil Mill Waste Water and Recovery of Natural Antioxidants. J. Agric. Food Chem. 2007, 55, 2671–2676. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, C.; Lopes, M.; Ferreira, J.P.; Belo, I. Biological treatment of olive mill wastewater by non-conventional yeasts. Bioresour. Technol. 2009, 100, 3759–3763. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Servili, M.; Esposto, S.; Veneziani, G.; Urbani, S.; Taticchi, A.; di Maio, I.; Selvaggini, R.; Sordini, B.; Montedoro, G. Improvement of bioactive phenol content in virgin olive oil with an olive-vegetation water concentrate produced by membrane treatment. Food Chem. 2011, 124, 1308–1315. [Google Scholar] [CrossRef]
- Mazzei, R.; Drioli, E.; Giorno, L. Enzyme membrane reactor with heterogenized β-glucosidase to obtain phytotherapic compound: Optimization study. J. Membr. Sci. 2012, 390–391 (Suppl. C), 121–129. [Google Scholar] [CrossRef]
- Kestioğlu, K.; Yonar, T.; Azbar, N. Feasibility of physico-chemical treatment and Advanced Oxidation Processes (AOPs) as a means of pretreatment of olive mill effluent (OME). Process Biochem. 2005, 40, 2409–2416. [Google Scholar] [CrossRef]
- Drouiche, M.; le Mignot, V.; Lounici, H.; Belhocine, D.; Grib, H.; Pauss, A.; Mameri, N. A compact process for the treatment of olive mill wastewater by combining OF and UV/H2O2 techniques. Desalination 2004, 169, 81–88. [Google Scholar] [CrossRef]
- Leal, A.L.; Soria, M.A.; Madeira, L.M. Autothermal reforming of impure glycerol for H2 production: Thermodynamic study including in situ CO2 and/or H2 separation. Int. J. Hydrogen Energy 2016, 41, 2607–2620. [Google Scholar] [CrossRef]
- Rocha, C.; Soria, M.A.; Madeira, L.M. Screening of commercial catalysts for steam reforming of olive mill wastewater. Renew. Energy 2021, 169, 765–779. [Google Scholar] [CrossRef]
- Agency, I.E. Hydrogen. 2021. Available online: https://www.iea.org/reports/hydrogen (accessed on 29 November 2021).
- Agency, I.E. Global Hydrogen Demand by Sector in the Net Zero Scenario, 2020–2030. 2021. Available online: https://www.iea.org/data-and-statistics/charts/global-hydrogen-demand-by-sector-in-the-net-zero-scenario-2020-2030 (accessed on 29 November 2021).
- Cakiryilmaz, N.; Arbag, H.; Oktar, N.; Dogu, G.; Dogu, T. Effect of W incorporation on the product distribution in steam reforming of bio-oil derived acetic acid over Ni based Zr-SBA-15 catalyst. Int. J. Hydrogen Energy 2018, 43, 3629–3642. [Google Scholar] [CrossRef]
- Tosti, S.; Cavezza, C.; Fabbricino, M.; Pontoni, L.; Palma, V.; Ruocco, C. Production of hydrogen in a Pd-membrane reactor via catalytic reforming of olive mill wastewater. Chem. Eng. J. 2015, 275 (Suppl. C), 366–373. [Google Scholar] [CrossRef]
- Alique, D.; Bruni, G.; Sanz, R.; Calles, J.A.; Tosti, S. Ultra-Pure Hydrogen via Co-Valorization of Olive Mill Wastewater and Bioethanol in Pd-Membrane Reactors. Processes 2020, 8, 219. [Google Scholar] [CrossRef] [Green Version]
- Rocha, C.; Soria, M.A.; Madeira, L.M. Use of Ni-containing catalysts for synthetic olive mill wastewater steam reforming. Renew. Energy 2022, 185, 1329–1342. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, L.; Liu, F.; Sun, Y.; Shao, Y.; Sun, K.; Zhang, S.; Liu, Q.; Hu, G.; Hu, X. Tailoring the surface properties of Ni/SiO2 catalyst with sulfuric acid for enhancing the catalytic efficiency for steam reforming of guaiacol. Renew. Energy 2020, 156, 423–439. [Google Scholar] [CrossRef]
- Zhang, Z.; Sun, Y.; Wang, Y.; Sun, K.; Gao, Z.; Xu, Q.; Zhang, S.; Hu, G.; Xu, L.; Hu, X. Steam reforming of acetic acid and guaiacol over Ni/Attapulgite catalyst: Tailoring pore structure of the catalyst with KOH activation for enhancing the resistivity towards coking. Mol. Catal. 2020, 493, 111051. [Google Scholar] [CrossRef]
- Trane, R.; Dahl, S.; Skjøth-Rasmussen, M.S.; Jensen, A.D. Catalytic steam reforming of bio-oil. Int. J. Hydrogen Energy 2012, 37, 6447–6472. [Google Scholar] [CrossRef]
- Xie, H.; Yu, Q.; Wei, M.; Duan, W.; Yao, X.; Qin, Q.; Zuo, Z. Hydrogen production from steam reforming of simulated bio-oil over Ce-Ni/Co catalyst with in continuous CO2 capture. Int. J. Hydrogen Energy 2015, 40, 1420–1428. [Google Scholar] [CrossRef]
- Soria, M.A.; Barros, D.; Madeira, L.M. Hydrogen production through steam reforming of bio-oils derived from biomass pyrolysis: Thermodynamic analysis including in situ CO2 and/or H2 separation. Fuel 2019, 244, 184–195. [Google Scholar] [CrossRef]
- Kechagiopoulos, P.N.; Voutetakis, S.S.; Lemonidou, A.A.; Vasalos, I.A. Hydrogen Production via Steam Reforming of the Aqueous Phase of Bio-Oil in a Fixed Bed Reactor. Energy Fuels 2006, 20, 2155–2163. [Google Scholar] [CrossRef]
- Remiro, A.; Valle, B.; Aguayo, A.T.; Bilbao, J.; Gayubo, A.G. Operating conditions for attenuating Ni/La2O3-αAl2O3 catalyst deactivation in the steam reforming of bio-oil aqueous fraction. Fuel Processing Technol. 2013, 115, 222–232. [Google Scholar] [CrossRef]
- Remiro, A.; Arandia, A.; Oar-Arteta, L.; Bilbao, J.; Gayubo, A.G. Regeneration of NiAl2O4 spinel type catalysts used in the reforming of raw bio-oil. Appl. Catal. B: Environ. 2018, 237, 353–365. [Google Scholar] [CrossRef]
- Valle, B.; Aramburu, B.; Olazar, M.; Bilbao, J.; Gayubo, A.G. Steam reforming of raw bio-oil over Ni/La2O3-αAl2O3: Influence of temperature on product yields and catalyst deactivation. Fuel 2018, 216, 463–474. [Google Scholar] [CrossRef]
- Yu, N.; Rahman, M.M.; Chen, J.; Sun, J.; Engelhard, M.; Hernandez, X.I.P.; Wang, Y. Steam reforming of simulated bio-oil on K-Ni-Cu-Mg-Ce-O/Al2O3: The effect of K. Catal. Today 2019, 323, 183–190. [Google Scholar] [CrossRef]
- Cheng, Y.W.; Khan, M.R.; Ng, K.H.; Wongsakulphasatch, S.; Cheng, C.K. Harnessing renewable hydrogen-rich syngas from valorization of palm oil mill effluent (POME) using steam reforming technique. Renew. Energy 2019, 138, 1114–1126. [Google Scholar] [CrossRef]
- Cheng, Y.W.; Chong, C.C.; Lee, S.P.; Lim, J.W.; Wu, T.Y.; Cheng, C.K. Syngas from palm oil mill effluent (POME) steam reforming over lanthanum cobaltite: Effects of net-basicity. Renew. Energy 2019, 148, 349–362. [Google Scholar] [CrossRef]
- Medrano, J.A.; Oliva, M.; Ruiz, J.; Garcia, L.; Arauzo, J. Catalytic steam reforming of acetic acid in a fluidized bed reactor with oxygen addition. Int. J. Hydrogen Energy 2008, 33, 4387–4396. [Google Scholar] [CrossRef]
- Matas Güell, B.; ISilva, M.T.d.; Seshan, K.; Lefferts, L. Sustainable route to hydrogen—Design of stable catalysts for the steam gasification of biomass related oxygenates. Appl. Catal. B: Environ. 2009, 88, 59–65. [Google Scholar] [CrossRef]
- Hoang, T.M.C.; Geerdink, B.; Sturm, J.M.; Lefferts, L.; Seshan, K. Steam reforming of acetic acid—A major component in the volatiles formed during gasification of humin. Appl. Catal. B Environ. 2015, 163 (Suppl. C), 74–82. [Google Scholar] [CrossRef]
- Chen, G.; Tao, J.; Liu, C.; Yan, B.; Li, W.; Li, X. Steam reforming of acetic acid using Ni/Al2O3 catalyst: Influence of crystalline phase of Al2O3 support. Int. J. Hydrogen Energy 2017, 42, 20729–20738. [Google Scholar] [CrossRef]
- Savuto, E.; Navarro, R.M.; Mota, N.; di Carlo, A.; Bocci, E.; Carlini, M.; Fierro, J.L.G. Steam reforming of tar model compounds over Ni/Mayenite catalysts: Effect of Ce addition. Fuel 2018, 224, 676–686. [Google Scholar] [CrossRef]
- Silva, J.M.; Soria, M.A.; Madeira, L.M. Challenges and strategies for optimization of glycerol steam reforming process. Renew. Sustain. Energy Rev. 2015, 42, 1187–1213. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Hu, X.; Li, J.; Gao, G.; Dong, D.; Westerhof, R.; Hu, S.; Xiang, J.; Wang, Y. Steam reforming of acetic acid over Ni/Al2O3 catalysts: Correlation of nickel loading with properties and catalytic behaviors of the catalysts. Fuel 2018, 217, 389–403. [Google Scholar] [CrossRef]
- Borges, R.P.; Ferreira, R.A.R.; Rabelo-Neto, R.C.; Noronha, F.B.; Hori, C.E. Hydrogen production by steam reforming of acetic acid using hydrotalcite type precursors. Int. J. Hydrogen Energy 2018, 43, 7881–7892. [Google Scholar] [CrossRef]
- Yu, Z.; Hu, X.; Jia, P.; Zhang, Z.; Dong, D.; Hu, G.; Hu, S.; Wang, Y.; Xiang, J. Steam reforming of acetic acid over nickel-based catalysts: The intrinsic effects of nickel precursors on behaviors of nickel catalysts. Appl. Catal. B Environ. 2018, 237, 538–553. [Google Scholar] [CrossRef]
- Matas Güell, B.; Babich, I.; Nichols, K.P.; Gardeniers, J.G.E.; Lefferts, L.; Seshan, K. Design of a stable steam reforming catalyst—A promising route to sustainable hydrogen from biomass oxygenates. Appl. Catal. B Environ. 2009, 90, 38–44. [Google Scholar] [CrossRef]
- de Castro, T.P.; Silveira, E.B.; Rabelo-Neto, R.C.; Borges, L.E.P.; Noronha, F.B. Study of the performance of Pt/Al2O3 and Pt/CeO2/Al2O3 catalysts for steam reforming of toluene, methane and mixtures. Catal. Today 2018, 299 (Suppl. C), 251–262. [Google Scholar] [CrossRef]
- Pant, K.K.; Mohanty, P.; Agarwal, S.; Dalai, A.K. Steam reforming of acetic acid for hydrogen production over bifunctional Ni-Co catalysts. Catal. Today 2013, 207 (Suppl. C), 36–43. [Google Scholar] [CrossRef]
- Polychronopoulou, K.; Fierro, J.L.G.; Efstathiou, A.M. The phenol steam reforming reaction over MgO-based supported Rh catalysts. J. Catal. 2004, 228, 417–432. [Google Scholar] [CrossRef]
- Constantinou, D.A.; Efstathiou, A.M. Low-temperature purification of gas streams from phenol by steam reforming over novel supported-Rh catalysts. Appl. Catal. B Environ. 2010, 96, 276–289. [Google Scholar] [CrossRef]
- Iida, H.; Fujiyama, A.; Igarashi, A.; Okumura, K. Steam reforming of toluene over Ru/SrCO3-Al2O3 catalysts. Fuel Processing Technol. 2017, 168 (Suppl. C), 50–57. [Google Scholar] [CrossRef]
- Liang, T.; Wang, Y.; Chen, M.; Yang, Z.; Liu, S.; Zhou, Z.; Li, X. Steam reforming of phenol-ethanol to produce hydrogen over bimetallic NiCu catalysts supported on sepiolite. Int. J. Hydrogen Energy 2017, 42, 28233–28246. [Google Scholar] [CrossRef]
- Adnan, M.A.; Muraza, O.; Razzak, S.A.; Hossain, M.M.; de Lasa, H.I. Iron Oxide over Silica-Doped Alumina Catalyst for Catalytic Steam Reforming of Toluene as a Surrogate Tar Biomass Species. Energy Fuels 2017, 31, 7471–7481. [Google Scholar] [CrossRef]
- Wang, S.; Li, X.; Guo, L.; Luo, Z. Experimental research on acetic acid steam reforming over Co-Fe catalysts and subsequent density functional theory studies. Int. J. Hydrogen Energy 2012, 37, 11122–11131. [Google Scholar] [CrossRef]
- Furusawa, T.; Saito, K.; Kori, Y.; Miura, Y.; Sato, M.; Suzuki, N. Steam reforming of naphthalene/benzene with various types of Pt- and Ni-based catalysts for hydrogen production. Fuel 2013, 103, 111–121. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, F.; Cai, Q.; Zhu, L.; Luo, Z. Steam reforming of acetic acid over coal ash supported Fe and Ni catalysts. Int. J. Hydrogen Energy 2015, 40, 11406–11413. [Google Scholar] [CrossRef]
- Nabgan, W.; Abdullah, T.A.T.; Mat, R.; Nabgan, B.; Gambo, Y.; Triwahyono, S. Influence of Ni to Co ratio supported on ZrO2 catalysts in phenol steam reforming for hydrogen production. Int. J. Hydrogen Energy 2016, 41, 22922–22931. [Google Scholar] [CrossRef]
- Silva, O.C.V.; Silveira, E.B.; Rabelo-Neto, R.C.; Borges, L.E.P.; Noronha, F.B. Hydrogen Production Through Steam Reforming of Toluene Over Ni Supported on MgAl Mixed Oxides Derived from Hydrotalcite-Like Compounds. Catal. Lett. 2018, 148, 1622–1633. [Google Scholar] [CrossRef]
- Pu, J.; Nishikado, K.; Wang, N.; Nguyen, T.T.; Maki, T.; Qian, E.W. Core-shell nickel catalysts for the steam reforming of acetic acid. Appl. Catal. B: Environ. 2018, 224, 69–79. [Google Scholar] [CrossRef]
- Li, J.; Mei, X.; Zhang, L.; Yu, Z.; Liu, Q.; Wei, T.; Wu, W.; Dong, D.; Xu, L.; Hu, X. A comparative study of catalytic behaviors of Mn, Fe, Co, Ni, Cu and Zn-Based catalysts in steam reforming of methanol, acetic acid and acetone. Int. J. Hydrogen Energy 2020, 45, 3815–3832. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, X.; Yu, Z.; Zhang, Z.; Chen, G.; Li, C.; Liu, Q.; Xiang, J.; Wang, Y.; Hu, S. Steam reforming of acetic acid for hydrogen production over attapulgite and alumina supported Ni catalysts: Impacts of properties of supports on catalytic behaviors. Int. J. Hydrogen Energy 2019, 44, 5230–5244. [Google Scholar] [CrossRef]
- Chen, J.; Wang, M.; Wang, S.; Li, X. Hydrogen production via steam reforming of acetic acid over biochar-supported nickel catalysts. Int. J. Hydrogen Energy 2018, 43, 18160–18168. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Zhang, S.; Wang, Y.; Hu, S.; Xiang, J.; Hu, X. Steam reforming of acetic acid over Ni/biochar catalyst treated with HNO3: Impacts of the treatment on surface properties and catalytic behaviors. Fuel 2020, 278, 118341. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Y.; Li, M.; Sun, B.; Li, Y.; Wang, Y. Enhanced Hydrogen Production by Steam Reforming of Acetic Acid over a Ni Catalyst Supported on Mesoporous MgO. Energy Fuels 2016, 30, 2198–2203. [Google Scholar] [CrossRef]
- Bangala, D.N.; Abatzoglou, N.; Chornet, E. Steam reforming of naphthalene on Ni-Cr/Al2O3 catalysts doped with MgO, TiO2, and La2O3. AIChE J. 1998, 44, 927–936. [Google Scholar] [CrossRef]
- Garcia, L.a.; French, R.; Czernik, S.; Chornet, E. Catalytic steam reforming of bio-oils for the production of hydrogen: Effects of catalyst composition. Appl. Catal. A Gen. 2000, 201, 225–239. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, F.; Wang, S. Effect of La2O3 replacement on γ-Al2O3 supported nickel catalysts for acetic acid steam reforming. Int. J. Hydrogen Energy 2017, 42, 20540–20548. [Google Scholar] [CrossRef]
- Li, L.; Jiang, B.; Tang, D.; Zhang, Q.; Zheng, Z. Hydrogen generation by acetic acid steam reforming over Ni-based catalysts derived from La1−xCexNiO3 perovskite. Int. J. Hydrogen Energy 2018, 43, 6795–6803. [Google Scholar] [CrossRef]
- Matas Güell, B.; Babich, I.V.; Lefferts, L.; Seshan, K. Steam reforming of phenol over Ni-based catalysts—A comparative study. Appl. Catal. B Environ. 2011, 106, 280–286. [Google Scholar] [CrossRef]
- Frusteri, F.; Freni, S.; Chiodo, V.; Spadaro, L.; di Blasi, O.; Bonura, G.; Cavallaro, S. Steam reforming of bio-ethanol on alkali-doped Ni/MgO catalysts: Hydrogen production for MC fuel cell. Appl. Catal. A Gen. 2004, 270, 1–7. [Google Scholar] [CrossRef]
- Hu, X.; Dong, D.; Shao, X.; Zhang, L.; Lu, G. Steam reforming of acetic acid over cobalt catalysts: Effects of Zr, Mg and K addition. Int. J. Hydrogen Energy 2017, 42, 4793–4803. [Google Scholar] [CrossRef]
- Ahmed, T.; Xiu, S.; Wang, L.; Shahbazi, A. Investigation of Ni/Fe/Mg zeolite-supported catalysts in steam reforming of tar using simulated-toluene as model compound. Fuel 2018, 211 (Suppl. C), 566–571. [Google Scholar] [CrossRef]
- Pu, J.; Ikegami, F.; Nishikado, K.; Qian, E.W. Effect of ceria addition on NiRu/CeO2Al2O3 catalysts in steam reforming of acetic acid. Int. J. Hydrogen Energy 2017, 42, 19733–19743. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Yang, J.; Liu, S.; Yang, Z.; Wang, J.; Liang, T. Hydrogen Production from Steam Reforming of Acetic Acid over Ni-Fe/Palygorskite Modified with Cerium. BioResources 2017, 12, 4830–4853. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Xue, Y.; Lu, Z.; Huang, Y.; Guo, C.; Yan, C. Encapsulating Ni/CeO2-ZrO2 with SiO2 layer to improve it catalytic activity for steam reforming of toluene. Catal. Commun. 2017, 101 (Suppl. C), 138–141. [Google Scholar] [CrossRef]
- Li, L.; Tang, D.; Song, Y.; Jiang, B.; Zhang, Q. Hydrogen production from ethanol steam reforming on Ni-Ce/MMT catalysts. Energy 2018, 149, 937–943. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, X.; Gao, G.; Wei, T.; Dong, D.; Wang, Y.; Hu, S.; Xiang, J.; Liu, Q.; Geng, D. Steam reforming of acetic acid over NiKOH/Al2O3 catalyst with low nickel loading: The remarkable promotional effects of KOH on activity. Int. J. Hydrogen Energy 2018, 44, 729–747. [Google Scholar] [CrossRef]
- Choi, I.-H.; Hwang, K.-R.; Lee, K.-Y.; Lee, I.-G. Catalytic steam reforming of biomass-derived acetic acid over modified Ni/γ-Al2O3 for sustainable hydrogen production. Int. J. Hydrogen Energy 2019, 44, 180–190. [Google Scholar] [CrossRef]
- Higo, T.; Saito, H.; Ogo, S.; Sugiura, Y.; Sekine, Y. Promotive effect of Ba addition on the catalytic performance of Ni/LaAlO3 catalysts for steam reforming of toluene. Appl. Catal. A Gen. 2017, 530, 125–131. [Google Scholar] [CrossRef]
- Fally, F.; Perrichon, V.; Vidal, H.; Kaspar, J.; Blanco, G.; Pintado, J.M.; Bernal, S.; Colon, G.; Daturi, M.; Lavalley, J.C. Modification of the oxygen storage capacity of CeO2-ZrO2 mixed oxides after redox cycling aging. Catal. Today 2000, 59, 373–386. [Google Scholar] [CrossRef]
- Vidal, H.; Kašpar, J.; Pijolat, M.; Colon, G.; Bernal, S.; Cordón, A.; Perrichon, V.; Fally, F. Redox behavior of CeO2-ZrO2 mixed oxides: II. Influence of redox treatments on low surface area catalysts. Appl. Catal. B Environ. 2001, 30, 75–85. [Google Scholar] [CrossRef]
- Menendez, R.B.; Graschinsky, C.; Amadeo, N.E. Sorption-Enhanced Ethanol Steam Reforming Process in a Fixed-Bed Reactor. Ind. Eng. Chem. Res. 2018, 57, 11547–11553. [Google Scholar] [CrossRef]
- Chen, M.; Wang, Y.; Yang, Z.; Liang, T.; Liu, S.; Zhou, Z.; Li, X. Effect of Mg-modified mesoporous Ni/Attapulgite catalysts on catalytic performance and resistance to carbon deposition for ethanol steam reforming. Fuel 2018, 220, 32–46. [Google Scholar] [CrossRef]
- Kumar, A.; Sinha, A.S.K. Hydrogen production from acetic acid steam reforming over nickel-based catalyst synthesized via MOF process. Int. J. Hydrogen Energy 2020, 45, 24397–24411. [Google Scholar] [CrossRef]
- Yu, Z.; Zhang, L.; Zhang, C.; Gao, G.; Ye, Z.; Zhang, S.; Liu, Q.; Hu, G.; Hu, X. Steam reforming of acetic acid over nickel catalysts: Impacts of fourteen additives on the catalytic behaviors. J. Energy Inst. 2020, 93, 1000–1019. [Google Scholar] [CrossRef]
- Galdámez, J.R.; García, L.; Bilbao, R. Hydrogen Production by Steam Reforming of Bio-Oil Using Coprecipitated Ni−Al Catalysts. Acetic Acid as a Model Compound. Energy Fuels 2005, 19, 1133–1142. [Google Scholar] [CrossRef]
- Rostrup-Nielsen, J.R.; Sehested, J.; Nørskov, J.K. Hydrogen and synthesis gas by steam- and CO2 reforming. In Advances in Catalysis; Academic Press: Cambridge, MA, USA, 2002; Volume 47, pp. 65–139. [Google Scholar]
- Bengaard, H.S.; Nørskov, J.K.; Sehested, J.; Clausen, B.S.; Nielsen, L.P.; Molenbroek, A.M.; Rostrup-Nielsen, J.R. Steam Reforming and Graphite Formation on Ni Catalysts. J. Catal. 2002, 209, 365–384. [Google Scholar] [CrossRef]
- Pekmezci Karaman, B.; Cakiryilmaz, N.; Arbag, H.; Oktar, N.; Dogu, G.; Dogu, T. Performance comparison of mesoporous alumina supported Cu & Ni based catalysts in acetic acid reforming. Int. J. Hydrogen Energy 2017, 42, 26257–26269. [Google Scholar]
- Goicoechea, S.; Kraleva, E.; Sokolov, S.; Schneider, M.; Pohl, M.-M.; Kockmann, N.; Ehrich, H. Support effect on structure and performance of Co and Ni catalysts for steam reforming of acetic acid. Appl. Catal. A Gen. 2016, 514 (Suppl. C), 182–191. [Google Scholar] [CrossRef]
- Meng, J.; Zhao, Z.; Wang, X.; Zheng, A.; Zhang, D.; Huang, Z.; Zhao, K.; Wei, G.; Li, H. Comparative study on phenol and naphthalene steam reforming over Ni-Fe alloy catalysts supported on olivine synthesized by different methods. Energy Convers. Manag. 2018, 168, 60–73. [Google Scholar] [CrossRef]
- Zhu, H.L.; Pastor-Pérez, L.; Millan, M. Catalytic Steam Reforming of Toluene: Understanding the Influence of the Main Reaction Parameters over a Reference Catalyst. Energies 2020, 13, 813. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, A.E.; Madeira, L.M.; Faria, R.; Wu, Y.J. Sorption Enhanced Reaction Processes; World Scientific Publishing Company Pte Limited: Singapore, 2017. [Google Scholar]
- Ni, F.; Caram, H.S. Sorption enhanced reaction for high purity products in reversible reactions. AIChE J. 2017, 63, 5452–5461. [Google Scholar] [CrossRef]
- Wu, Y.-J.; Li, P.; Yu, J.-G.; Cunha, A.F.; Rodrigues, A.E. Sorption-enhanced steam reforming of ethanol for continuous high-purity hydrogen production: 2D adsorptive reactor dynamics and process design. Chem. Eng. Sci. 2014, 118, 83–93. [Google Scholar] [CrossRef]
- Soria, M.A.; Tosti, S.; Mendes, A.; Madeira, L.M. Enhancing the low temperature water-gas shift reaction through a hybrid sorption-enhanced membrane reactor for high-purity hydrogen production. Fuel 2015, 159, 854–863. [Google Scholar] [CrossRef] [Green Version]
- Iliuta, I.; Radfarnia, H.R.; Iliuta, M.C. Hydrogen Production by Sorption-Enhanced Steam Glycerol Reforming: Sorption Kinetics and Reactor Simulation. AIChE J. 2013, 59, 2105–2118. [Google Scholar] [CrossRef]
- Clough, P.T.; Boot-Handford, M.E.; Zheng, L.; Zhang, Z.; Fennell, P.S. Hydrogen Production by Sorption Enhanced Steam Reforming (SESR) of Biomass in a Fluidised-Bed Reactor Using Combined Multifunctional Particles. Materials 2018, 11, 859. [Google Scholar] [CrossRef] [Green Version]
- Park, B.-G. A hybrid adsorbent-membrane reactor (HAMR) system for hydrogen production. Korean J. Chem. Eng. 2004, 21, 782–792. [Google Scholar] [CrossRef]
- Wu, Y.J.; Alvarado, F.D.; Santos, J.C.; Gracia, F.; Cunha, A.F.; Rodrigues, A.E. Sorption-Enhanced Steam Reforming of Ethanol: Thermodynamic Comparison of CO2 Sorbents. Chem. Eng. Technol. 2012, 35, 847–858. [Google Scholar] [CrossRef]
- Dou, B.; Dupont, V.; Rickett, G.; Blakeman, N.; Williams, P.T.; Chen, H.; Ding, Y.; Ghadiri, M. Hydrogen production by sorption-enhanced steam reforming of glycerol. Bioresour. Technol. 2009, 100, 3540–3547. [Google Scholar] [CrossRef] [Green Version]
- Martavaltzi, C.S.; Lemonidou, A.A. Hydrogen production via sorption enhanced reforming of methane: Development of a novel hybrid material—reforming catalyst and CO2 sorbent. Chem. Eng. Sci. 2010, 65, 4134–4140. [Google Scholar] [CrossRef]
- Aloisi, I.; Adi, G.; di Carlo, A.; Foscolo, P.U.; Courson, C.; Gallucci, K. Sorption enhanced catalytic Steam Methane Reforming: Experimental data and simulations describing the behaviour of bi-functional particles. Chem. Eng. J. 2017, 314, 570–582. [Google Scholar] [CrossRef]
- Reijers, H.T.J.; Valster-Schiermeier, S.E.A.; Cobden, P.D.; van den Brink, R.W. Hydrotalcite as CO2 Sorbent for Sorption-Enhanced Steam Reforming of Methane. Ind. Eng. Chem. Res. 2006, 45, 2522–2530. [Google Scholar] [CrossRef]
- Kim, C.-H.; Han, J.-Y.; Lim, H.; Lee, K.-Y.; Ryi, S.-K. Hydrogen production by steam methane reforming in membrane reactor equipped with Pd membrane deposited on NiO/YSZ/NiO multilayer-treated porous stainless steel. J. Membr. Sci. 2018, 563, 75–82. [Google Scholar] [CrossRef]
- Soria, M.A.; Mateos-Pedrero, C.; Rodríguez-Ramos, I.; Guerrero-Ruiz, A. Catalytic steam reforming of methane under conditions of applicability with Pd membranes over supported Ru catalysts. Catal. Today 2011, 171, 126–131. [Google Scholar] [CrossRef]
- Adiya, Z.I.S.G.; Dupont, V.; Mahmud, T. Steam reforming of shale gas with nickel and calcium looping. Fuel 2019, 237, 142–151. [Google Scholar] [CrossRef]
- Omoniyi, O.A.; Dupont, V. Optimised cycling stability of sorption enhanced chemical looping steam reforming of acetic acid in a packed bed reactor. Appl. Catal. B Environ. 2019, 242, 397–409. [Google Scholar] [CrossRef]
- Diglio, G.; Bareschino, P.; Mancusi, E.; Pepe, F.; Montagnaro, F.; Hanak, D.P.; Manovic, V. Feasibility of CaO/CuO/NiO sorption-enhanced steam methane reforming integrated with solid-oxide fuel cell for near-zero-CO2 emissions cogeneration system. Appl. Energy 2018, 230, 241–256. [Google Scholar] [CrossRef] [Green Version]
- Xie, H.; Zhang, W.; Zhao, X.; Chen, H.; Yu, Q.; Qin, Q. Sorption-enhanced reforming of tar: Influence of the preparation method of CO2 absorbent. Korean J. Chem. Eng. 2018, 35, 2191–2197. [Google Scholar] [CrossRef]
- Di Felice, L.; Kazi, S.S.; Sørby, M.H.; Martinez, I.; Grasa, G.; Maury, D.; Meyer, J. Combined sorbent and catalyst material for sorption enhanced reforming of methane under cyclic regeneration in presence of H2O and CO2. Fuel Processing Technol. 2019, 183, 35–47. [Google Scholar] [CrossRef]
- Di Giuliano, A.; Giancaterino, F.; Gallucci, K.; Foscolo, P.U.; Courson, C. Catalytic and sorbent materials based on mayenite for sorption enhanced steam methane reforming with different packed-bed configurations. Int. J. Hydrogen Energy 2018, 43, 21279–21289. [Google Scholar] [CrossRef]
- Ghungrud, S.A.; Dewoolkar, K.D.; Vaidya, P.D. Cerium-promoted bi-functional hybrid materials made of Ni, Co and hydrotalcite for sorption-enhanced steam methane reforming (SESMR). Int. J. Hydrogen Energy 2018, 44, 694–706. [Google Scholar] [CrossRef]
- Dang, C.; Wu, S.; Cao, Y.; Wang, H.; Peng, F.; Yu, H. Co-production of high quality hydrogen and synthesis gas via sorption-enhanced steam reforming of glycerol coupled with methane reforming of carbonates. Chem. Eng. J. 2019, 360, 47–53. [Google Scholar] [CrossRef]
- Cherbański, R.; Molga, E. Sorption-enhanced steam methane reforming (SE-SMR)—A review: Reactor types, catalysts and sorbents characterization, process modelling. Chem. Process Eng. 2018, 39, 427–448. [Google Scholar]
- Jang, H.M.; Lee, K.B.; Caram, H.S.; Sircar, S. High-purity hydrogen production through sorption enhanced water gas shift reaction using K2CO3-promoted hydrotalcite. Chem. Eng. Sci. 2012, 73, 431–438. [Google Scholar] [CrossRef]
- Xie, H.; Yu, Q.; Lu, H.; Ji, L.; Chen, H.; Qin, Q. Selection and preparation of CO2 sorbent for sorption-enhanced steam reforming process of raw coke oven gas. Environ. Prog. Sustain. Energy 2019, 38, 89–97. [Google Scholar] [CrossRef] [Green Version]
- Soria, M.A.; Rocha, C.; Tosti, S.; Mendes, A.; Madeira, L.M. COx free hydrogen production through water-gas shift reaction in different hybrid multifunctional reactors. Chem. Eng. J. 2019, 356, 727–736. [Google Scholar] [CrossRef]
- Vanga, G.; Gattia, D.M.; Stendardo, S.; Scaccia, S. Novel synthesis of combined CaO-Ca12Al14O33-Ni sorbent-catalyst material for sorption enhanced steam reforming processes. Ceram. Int. 2019, 45, 7594–7605. [Google Scholar] [CrossRef]
- Liu, L.; Hong, D.; Wang, N.; Guo, X. High purity H2 production from sorption enhanced bio-ethanol reforming via sol-gel-derived Ni-CaO-Al2O3 bi-functional materials. Int. J. Hydrogen Energy 2020, 45, 34449–34460. [Google Scholar] [CrossRef]
- Wang, X.; He, Y.; Xu, T.; Xiao, B.; Liu, S.; Hu, Z.; Li, J. CO2 sorption-enhanced steam reforming of phenol using Ni-M/CaO-Ca12Al14O33 (M = Cu, Co, and Ce) as catalytic sorbents. Chem. Eng. J. 2020, 393, 124769. [Google Scholar] [CrossRef]
- Dang, C.; Wu, S.; Yang, G.; Cao, Y.; Wang, H.; Peng, F.; Wang, S.; Yu, H. Hydrogen Production from Sorption-Enhanced Steam Reforming of Phenol over a Ni-Ca-Al-O Bifunctional Catalyst. ACS Sustain. Chem. Eng. 2020, 8, 7111–7120. [Google Scholar] [CrossRef]
- Nimmas, T.; Wongsakulphasatch, S.; Cheng, C.K.; Assabumrungrat, S. Bi-metallic CuO-NiO based multifunctional material for hydrogen production from sorption-enhanced chemical looping autothermal reforming of ethanol. Chem. Eng. J. 2020, 398, 125543. [Google Scholar] [CrossRef]
- Li, H.; Tian, H.; Chen, S.; Sun, Z.; Liu, T.; Liu, R.; Assabumrungrat, S.; Saupsor, J.; Mu, R.; Gong, C.P.J. Sorption enhanced steam reforming of methanol for high-purity hydrogen production over Cu-MgO/Al2O3 bifunctional catalysts. Appl. Catal. B Environ. 2020, 276, 119052. [Google Scholar] [CrossRef]
- Zhang, W.; Xie, H.; Yu, Z.; Wang, P.; Wang, Z.; Yu, Q. Steam reforming of tar from raw coke oven gas over bifunctional catalysts: Reforming performance for H2 production. Environ. Prog. Sustain. Energy 2021, 40, e13501. [Google Scholar] [CrossRef]
- Coenen, K.; Gallucci, F.; Cobden, P.; van Dijk, E.; Hensen, E.; Annaland, M.V. Influence of material composition on the CO2 and H2O adsorption capacities and kinetics of potassium-promoted sorbents. Chem. Eng. J. 2018, 334, 2115–2123. [Google Scholar] [CrossRef]
- Rocha, C.; Soria, M.A.; Madeira, L.M. Steam reforming of olive oil mill wastewater with in situ hydrogen and carbon dioxide separation—Thermodynamic analysis. Fuel 2017, 207, 449–460. [Google Scholar] [CrossRef]
- Lima da Silva, A.; Müller, I.L. Hydrogen production by sorption enhanced steam reforming of oxygenated hydrocarbons (ethanol, glycerol, n-butanol and methanol): Thermodynamic modelling. Int. J. Hydrogen Energy 2011, 36, 2057–2075. [Google Scholar] [CrossRef] [Green Version]
- Silva, J.M.; Soria, M.A.; Madeira, L.M. Thermodynamic analysis of Glycerol Steam Reforming for hydrogen production with in situ hydrogen and carbon dioxide separation. J. Power Sources 2015, 273, 423–430. [Google Scholar] [CrossRef] [Green Version]
- Rocha, C.; Soria, M.A.; Madeira, L.M. Olive mill wastewater valorization through steam reforming using hybrid multifunctional reactors for high-purity H2 production. Chem. Eng. J. 2022, 430, 132651. [Google Scholar] [CrossRef]
- Nations, U. COP26 Keeps 1.5C Alive and Finalises Paris Agreement. 2021. Available online: https://ukcop26.org/cop26-keeps-1-5c-alive-and-finalises-paris-agreement/ (accessed on 30 November 2021).
- Al-Mamoori, A.; Thakkar, H.; Li, X.; Rownaghi, A.A.; Rezaei, F. Development of Potassium- and Sodium-Promoted CaO Adsorbents for CO2 Capture at High Temperatures. Ind. Eng. Chem. Res. 2017, 56, 8292–8300. [Google Scholar] [CrossRef]
- Martavaltzi, C.S.; Lemonidou, A.A. Development of new CaO based sorbent materials for CO2 removal at high temperature. Microporous Mesoporous Mater. 2008, 110, 119–127. [Google Scholar] [CrossRef]
- Wang, S.; Shen, H.; Fan, S.; Zhao, Y.; Ma, X.; Gong, J. Enhanced CO2 adsorption capacity and stability using CaO-based adsorbents treated by hydration. AIChE J. 2013, 59, 3586–3593. [Google Scholar] [CrossRef]
- Westbye, A.; di Felice, L.; Aranda, A.; Dietzel, P.D.C. Efficient calcination of CaCO3 by means of combined Ca-Cu materials for Sorption Enhanced Reforming. In Proceedings of the 25th International Conference on Chemical Reaction Engineering, Florence, Italy, 20–23 May 2018. [Google Scholar]
- Zhang, Y.; Gong, X.; Chen, X.; Yin, L.; Zhang, J.; Liu, W. Performance of synthetic CaO-based sorbent pellets for CO2 capture and kinetic analysis. Fuel 2018, 232, 205–214. [Google Scholar] [CrossRef]
- Yoon, H.J.; Lee, K.B. Introduction of chemically bonded zirconium oxide in CaO-based high-temperature CO2 sorbents for enhanced cyclic sorption. Chem. Eng. J. 2019, 355, 850–857. [Google Scholar] [CrossRef]
- Guo, H.; Xu, Z.; Jiang, T.; Zhao, Y.; Ma, X.; Wang, S. The effect of incorporation Mg ions into the crystal lattice of CaO on the high temperature CO2 capture. J. CO2 Util. 2020, 37, 335–345. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Z.; Peng, Y.; Su, W.; Sun, X.; Li, J. Investigation on a novel CaO-Y2O3 sorbent for efficient CO2 mitigation. Chem. Eng. J. 2014, 243 (Suppl. C), 297–304. [Google Scholar] [CrossRef]
- Lu, H.; Reddy, E.P.; Smirniotis, P.G. Calcium Oxide Based Sorbents for Capture of Carbon Dioxide at High Temperatures. Ind. Eng. Chem. Res. 2006, 45, 3944–3949. [Google Scholar] [CrossRef]
- Di Giuliano, A.; Gallucci, K. Sorption enhanced steam methane reforming based on nickel and calcium looping: A review. Chem. Eng. Processing Process Intensif. 2018, 130, 240–252. [Google Scholar] [CrossRef]
- Silva, J.M.; Trujillano, R.; Rives, V.; Soria, M.A.; Madeira, L.M. High temperature CO2 sorption over modified hydrotalcites. Chem. Eng. J. 2017, 325, 25–34. [Google Scholar] [CrossRef]
- Miguel, C.V.; Trujillano, R.; Rives, V.; Vicente, M.A.; Ferreira, A.F.P.; Rodrigues, A.E.; Mendes, A.; Madeira, L.M. High temperature CO2 sorption with gallium-substituted and promoted hydrotalcites. Sep. Purif. Technol. 2014, 127 (Suppl. C), 202–211. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Jeon, S.G.; Lee, K.B. High-Temperature CO2 Sorption on Hydrotalcite Having a High Mg/Al Molar Ratio. ACS Appl. Mater. Interfaces 2016, 8, 5763–5767. [Google Scholar] [CrossRef] [PubMed]
- Yong, Z.; Mata, V.; Rodrigues, A.E. Adsorption of Carbon Dioxide onto Hydrotalcite-like Compounds (HTlcs) at High Temperatures. Ind. Eng. Chem. Res. 2001, 40, 204–209. [Google Scholar] [CrossRef]
- Wang, X.P.; Yu, J.J.; Cheng, J.; Hao, Z.P.; Xu, Z.P. High-Temperature Adsorption of Carbon Dioxide on Mixed Oxides Derived from Hydrotalcite-Like Compounds. Environ. Sci. Technol. 2008, 42, 614–618. [Google Scholar] [CrossRef] [PubMed]
- Ram Reddy, M.K.; ZXu, P.; Lu, G.Q.; da Costa, J.C.D. Layered Double Hydroxides for CO2 Capture: Structure Evolution and Regeneration. Ind. Eng. Chem. Res. 2006, 45, 7504–7509. [Google Scholar] [CrossRef]
- Maroño, M.; Torreiro, Y.; Gutierrez, L. Influence of steam partial pressures in the CO2 capture capacity of K-doped hydrotalcite-based sorbents for their application to SEWGS processes. Int. J. Greenh. Gas Control 2013, 14 (Suppl. C), 183–192. [Google Scholar] [CrossRef]
- Coenen, K.; Gallucci, F.; Cobden, P.; van Dijk, E.; Hensen, E.; Annaland, M.v. Chemisorption working capacity and kinetics of CO2 and H2O of hydrotalcite-based adsorbents for sorption-enhanced water-gas-shift applications. Chem. Eng. J. 2016, 293, 9–23. [Google Scholar] [CrossRef]
- Helwani, Z.; Wiheeb, A.D.; Kim, J.; Othman, M.R. Improved carbon dioxide capture using metal reinforced hydrotalcite under wet conditions. Int. J. Greenh. Gas Control 2012, 7, 127–136. [Google Scholar]
- Silva, J.M.; Trujillano, R.; Rives, V.; Soria, M.A.; Madeira, L.M. Dynamic behaviour of a K-doped Ga substituted and microwave aged hydrotalcite-derived mixed oxide during CO2 sorption experiments. J. Ind. Eng. Chem. 2019, 72, 491–503. [Google Scholar] [CrossRef]
- Boon, J.; Cobden, P.D.; van Dijk, H.A.J.; Hoogland, C.; van Selow, E.R.; Annaland, M.v. Isotherm model for high-temperature, high-pressure adsorption of CO2 and H2O on K-promoted hydrotalcite. Chem. Eng. J. 2014, 248, 406–414. [Google Scholar] [CrossRef]
- Halabi, M.H.; de Croon, M.H.J.M.; van der Schaaf, J.; Cobden, P.D.; Schouten, J.C. High capacity potassium-promoted hydrotalcite for CO2 capture in H2 production. Int. J. Hydrogen Energy 2012, 37, 4516–4525. [Google Scholar] [CrossRef]
- Wu, Y.-J.; Li, P.; Yu, J.-G.; Cunha, A.F.; Rodrigues, A.E. K-Promoted Hydrotalcites for CO2 Capture in Sorption Enhanced Reactions. Chem. Eng. Technol. 2013, 36, 567–574. [Google Scholar] [CrossRef]
- Wang, Q.; Wu, Z.; Tay, H.H.; Chen, L.; Liu, Y.; Chang, J.; Zhong, Z.; Luo, J.; Borgna, A. High temperature adsorption of CO2 on Mg-Al hydrotalcite: Effect of the charge compensating anions and the synthesis pH. Catal. Today 2011, 164, 198–203. [Google Scholar] [CrossRef]
- Hanif, A.; Dasgupta, S.; Divekar, S.; Arya, A.; Garg, M.O.; Nanoti, A. A study on high temperature CO2 capture by improved hydrotalcite sorbents. Chem. Eng. J. 2014, 236 (Suppl. C), 91–99. [Google Scholar] [CrossRef]
- Hutson, N.D.; Attwood, B.C. High temperature adsorption of CO2 on various hydrotalcite-like compounds. Adsorption 2008, 14, 781–789. [Google Scholar] [CrossRef]
- Sanna, A.; Thompson, S.; Whitty, K.J.; Maroto-Valer, M.M. Fly Ash Derived Lithium Silicate for in-situ Pre-combustion CO2 Capture. Energy Procedia 2017, 114 (Suppl. C), 2401–2404. [Google Scholar] [CrossRef]
- Seggiani, M.; Puccini, M.; Vitolo, S. Alkali promoted lithium orthosilicate for CO2 capture at high temperature and low concentration. Int. J. Greenh. Gas Control 2013, 17 (Suppl. C), 25–31. [Google Scholar] [CrossRef]
- Seggiani, M.; Stefanelli, E.; Puccini, M.; Vitolo, S. CO2 sorption/desorption performance study on K2CO3-doped Li4SiO4-based pellets. Chem. Eng. J. 2018, 339, 51–60. [Google Scholar] [CrossRef]
- Gao, N.; Ma, K.; Ding, T.; Cai, J.; Tian, Y.; Li, X. Enhanced carbon dioxide adsorption performance and kinetic study of K and Al co-doped Li4SiO4. Chin. Chem. Lett. 2018, 29, 482–484. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, W.; Zhou, Z.; Yang, Y. Preparation of Li4SiO4 Sorbents for Carbon Dioxide Capture via a Spray-Drying Technique. Energy Fuels 2018, 32, 4521–4527. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, J.; Wang, G.; Wang, Q.; Song, T. High-temperature capture of CO2 by Li4SiO4 prepared with blast furnace slag and kinetic analysis. J. Therm. Anal. Calorim. 2018, 133, 981–989. [Google Scholar] [CrossRef]
- Hu, Y.; Qu, M.; Li, H.; Yang, Y.; Yang, J.; Qu, W.; Liu, W. Porous extruded-spheronized Li4SiO4 pellets for cyclic CO2 capture. Fuel 2019, 236, 1043–1049. [Google Scholar] [CrossRef]
- Izquierdo, M.T.; Saleh, A.; Sánchez-Fernández, E.; Maroto-Valer, M.M.; García, S. High-Temperature CO2 Capture by Li4SiO4 Sorbents: Effect of CO2 Concentration and Cyclic Performance under Representative Conditions. Ind. Eng. Chem. Res. 2018, 57, 13802–13810. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, W.; Yang, Y.; Qu, M.; Li, H. CO2 capture by Li4SiO4 sorbents and their applications: Current developments and new trends. Chem. Eng. J. 2019, 359, 604–625. [Google Scholar] [CrossRef]
- Kwon, Y.M.; Chae, H.J.; Cho, M.S.; Park, Y.K.; Seo, H.M.; Lee, S.C.; Kim, J.C. Effect of a Li2SiO3 phase in lithium silicate-based sorbents for CO2 capture at high temperatures. Sep. Purif. Technol. 2019, 214, 104–110. [Google Scholar] [CrossRef]
- Zhang, T.; Li, M.; Ning, P.; Jia, Q.; Wang, Q.; Wang, J. K2CO3 promoted novel Li4SiO4-based sorbents from sepiolite with high CO2 capture capacity under different CO2 partial pressures. Chem. Eng. J. 2020, 380, 122515. [Google Scholar] [CrossRef]
- Li, H.; Qu, M.; Hu, Y. Preparation of spherical Li4SiO4 pellets by novel agar method for high-temperature CO2 capture. Chem. Eng. J. 2020, 380, 122538. [Google Scholar] [CrossRef]
- Fang, Y.; Zou, R.; Chen, X. High-temperature CO2 adsorption over Li4SiO4 sorbents derived from different lithium sources. Can. J. Chem. Eng. 2020, 98, 1495–1500. [Google Scholar] [CrossRef]
- Kim, H.; Jang, H.D.; Choi, M. Facile synthesis of macroporous Li4SiO4 with remarkably enhanced CO2 adsorption kinetics. Chem. Eng. Process. 2015, 280, 132–137. [Google Scholar] [CrossRef]
- Palacios-Romero, L.M.; Pfeiffer, H. Lithium Cuprate (Li2CuO2): A New Possible Ceramic Material for CO2 Chemisorption. Chem. Lett. 2008, 37, 862–863. [Google Scholar] [CrossRef] [Green Version]
- Iwan, A.; Stephenson, H.; Ketchie, W.C.; Lapkin, A.A. High temperature sequestration of CO2 using lithium zirconates. Chem. Eng. J. 2009, 146, 249–258. [Google Scholar] [CrossRef]
- Peltzer, D.; Mùnera, J.; Cornaglia, L.; Strumendo, M. Characterization of potassium doped Li2ZrO3 based CO2 sorbents: Stability properties and CO2 desorption kinetics. Chem. Eng. J. 2018, 336, 1–11. [Google Scholar] [CrossRef]
- Halabi, M.H.; de Croon, M.H.J.M.; van der Schaaf, J.; Cobden, P.D.; Schouten, J.C. Reactor modeling of sorption-enhanced autothermal reforming of methane. Part I: Performance study of hydrotalcite and lithium zirconate-based processes. Chem. Eng. J. 2011, 168, 872–882. [Google Scholar] [CrossRef]
- Lee, K.B.; Verdooren, A.; Caram, H.S.; Sircar, S. Chemisorption of carbon dioxide on potassium-carbonate-promoted hydrotalcite. J. Colloid Interface Sci. 2007, 308, 30–39. [Google Scholar] [CrossRef] [PubMed]
- Iruretagoyena Ferrer, D. Supported Layered Double Hydroxides as CO2 Adsorbents for Sorption-Enhanced H2 Production. Ph.D. Thesis, Chemical Engineering Department, Imperial College London, London, UK, 2014. [Google Scholar]
- Akgsornpeak, A.; Witoon, T.; Mungcharoen, T.; Limtrakul, J. Development of synthetic CaO sorbents via CTAB-assisted sol-gel method for CO2 capture at high temperature. Chem. Eng. J. 2014, 237 (Suppl. C), 189–198. [Google Scholar] [CrossRef]
- Qin, Q.; Wang, J.; Zhou, T.; Zheng, Q.; Huang, L.; Zhang, Y.; Lu, P.; Umar, A.; Louis, B.; Wang, Q. Impact of organic interlayer anions on the CO2 adsorption performance of Mg-Al layered double hydroxides derived mixed oxides. J. Energy Chem. 2017, 26, 346–353. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Shi, Y.; Yang, Y.; Zheng, Y.; Cai, N. High-Performance CO2 Adsorbent from Interlayer Potassium-Promoted Stearate-Pillared Hydrotalcite Precursors. Energy Fuels 2013, 27, 5352–5358. [Google Scholar] [CrossRef]
- De Roy, A.; Forano, C.; Besse, J.P. Layered Double Hydroxides: Synthesis and post synthesis modification. In Layered Double Hydroxides: Present and Future; Nova Science Publishers: New York, NY, USA, 2001; pp. 1–39. [Google Scholar]
- Tronto, J.; Bordonal, A.C.; Naal, Z.; Valim, J.B. Conducting Polymers/Layered Double Hydroxides Intercalated Nanocomposites. In Materials Science—Advanced Topics; Mastai, Y., Ed.; IntechOpen: London, UK, 2013. [Google Scholar]
- Bhatta, L.K.G.; Subramanyam, S.; Chengala, M.D.; Olivera, S.; Venkatesh, K. Progress in hydrotalcite like compounds and metal-based oxides for CO2 capture: A review. J. Clean. Prod. 2015, 103 (Suppl. C), 171–196. [Google Scholar]
- Khan, A.I.; O’Hare, D. Intercalation chemistry of layered double hydroxides: Recent developments and applications. J. Mater. Chem. 2002, 12, 3191–3198. [Google Scholar] [CrossRef]
- Brindley, G.; Kikkawa, S. A crystal-chemical study of Mg, Al and Ni, N hydroxy-perchlorates and hydroxycarbonates. Am. Mineral. 1979, 64, 836–843. [Google Scholar]
- Meyer, O.; Roessner, F.; Rakoczy, R.A.; Fischer, R.W. Impact of Organic Interlayer Anions in Hydrotalcite Precursor on the Catalytic Activity of Hydrotalcite-Derived Mixed Oxides. ChemCatChem 2010, 2, 314–321. [Google Scholar] [CrossRef]
- Velu, S.; Ramjumar, V.; Narayana, A.; Swamy, C.S. Effect of interlayer anions on the physicochemical properties of zinc-aluminium hydrotalcite-like compounds. J. Mater. Sci. 1997, 32, 957–964. [Google Scholar] [CrossRef]
- Yamamoto, T.; Kodama, T.; Hasegawa, N.; Tsuji, M.; Tamaura, Y. Synthesis of hydrotalcite with high layer charge for CO2 adsorbent. Energy Convers. Manag. 1995, 36, 637–640. [Google Scholar] [CrossRef]
- Tanaka, R.; Ogino, I.; Mukai, S.R. Synthesis of Mg-Al Mixed Oxides with Markedly High Surface Areas from Layered Double Hydroxides with Organic Sulfonates. ACS Omega 2018, 3, 16916–16923. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Tay, H.H.; Zhong, Z.; Luo, J.; Borgna, A. Synthesis of high-temperature CO2 adsorbents from organo-layered double hydroxides with markedly improved CO2 capture capacity. Energy Environ. Sci. 2012, 5, 7526–7530. [Google Scholar] [CrossRef]
- Othman, M.R.; Helwani, Z.; Martunus; Fernando, W.J.N. Synthetic hydrotalcites from different routes and their application as catalysts and gas adsorbents: A review. Appl. Organomet. Chem. 2009, 23, 335–346. [Google Scholar] [CrossRef]
- Zeng, S.; Xu, X.; Wang, S.; Gong, Q.; Liu, R.; Yu, Y. Sand flower layered double hydroxides synthesized by co-precipitation for CO2 capture: Morphology evolution mechanism, agitation effect and stability. Mater. Chem. Phys. 2013, 140, 159–167. [Google Scholar] [CrossRef]
- Ezeh, C.I.; Huang, X.; Yang, X.; Sun, C.-G.; Wang, J. Sonochemical surface functionalization of exfoliated LDH: Effect on textural properties, CO2 adsorption, cyclic regeneration capacities and subsequent gas uptake for simultaneous methanol synthesis. Ultrason. Sonochem. 2017, 39, 330–343. [Google Scholar] [CrossRef] [Green Version]
- León, M.; Díaz, E.; Bennici, S.; Vega, A.; Ordóñez, S.; Auroux, A. Adsorption of CO2 on Hydrotalcite-Derived Mixed Oxides: Sorption Mechanisms and Consequences for Adsorption Irreversibility. Ind. Eng. Chem. Res. 2010, 49, 3663–3671. [Google Scholar] [CrossRef]
- Yang, Z.-z.; Wei, J.-j.; Zeng, G.-m.; Zhang, H.-q.; Tan, X.-f.; Ma, C.; Li, X.-c.; Li, Z.-h.; Zhang, C. A review on strategies to LDH-based materials to improve adsorption capacity and photoreduction efficiency for CO2. Coord. Chem. Rev. 2019, 386, 154–182. [Google Scholar]
- Wang, Q.; Tay, H.H.; Ng, D.J.W.; Chen, L.; Liu, Y.; Chang, J.; Zhong, Z.; Luo, J.; Borgna, A. The Effect of Trivalent Cations on the Performance of Mg-M-CO3 Layered Double Hydroxides for High-Temperature CO2 Capture. ChemSusChem 2010, 3, 965–973. [Google Scholar] [CrossRef]
- Goh, K.-H.; Lim, T.-T.; Dong, Z. Application of layered double hydroxides for removal of oxyanions: A review. Water Res. 2008, 42, 1343–1368. [Google Scholar] [PubMed]
- Hutson, N.D.; Speakman, S.A.; Payzant, E.A. Structural Effects on the High Temperature Adsorption of CO2 on a Synthetic Hydrotalcite. Chem. Mater. 2004, 16, 4135–4143. [Google Scholar] [CrossRef]
- Othman, M.R.; Fernando, W.J. Elevated temperature carbon dioxide capture via reinforced metal hydrotalcite. Microporous Mesoporous Mater. 2011, 138, 110–117. [Google Scholar]
- Tichit, D.; Rolland, A.; Prinetto, F.; Fetter, G.; Martinez-Ortiz, M.d.; Valenzuela, M.A.; Bosch, P. Comparison of the structural and acid-base properties of Ga- and Al-containing layered double hydroxides obtained by microwave irradiation and conventional ageing of synthesis gels. J. Mater. Chem. 2002, 12, 3832–3838. [Google Scholar] [CrossRef]
- Walspurger, S.; Cobden, P.D.; Safonova, O.V.; Wu, Y.; Anthony, E.J. High CO2 Storage Capacity in Alkali-Promoted Hydrotalcite-Based Material: In Situ Detection of Reversible Formation of Magnesium Carbonate. Chem. A Eur. J. 2010, 16, 12694–12700. [Google Scholar] [CrossRef]
- Othman, M.R.; Rasid, N.M.; Fernando, W.J.N. Mg-Al hydrotalcite coating on zeolites for improved carbon dioxide adsorption. Chem. Eng. Sci. 2006, 61, 1555–1560. [Google Scholar] [CrossRef]
- Yang, W.; Kim, Y.; Liu, P.K.T.; Sahimi, M.; Tsotsis, T.T. A study by in situ techniques of the thermal evolution of the structure of a Mg-Al-CO3 layered double hydroxide. Chem. Eng. Sci. 2002, 57, 2945–2953. [Google Scholar] [CrossRef]
- Reichle, W.T.; Kang, S.Y.; Everhardt, D.S. The nature of the thermal decomposition of a catalytically active anionic clay mineral. J. Catal. 1986, 101, 352–359. [Google Scholar] [CrossRef]
- Mascolo, G.; Mascolo, M.C. On the synthesis of layered double hydroxides (LDHs) by reconstruction method based on the “memory effect”. Microporous Mesoporous Mater. 2015, 214, 246–248. [Google Scholar] [CrossRef]
- Yuan, X.; Wang, Y.; Wang, J.; Zhou, C.; Tang, Q.; Rao, X. Calcined graphene/MgAl-layered double hydroxides for enhanced Cr(VI) removal. Chem. Eng. J. 2013, 221, 204–213. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, Z.; Qiu, Y.; Zhao, J. Enhanced adsorption of acid brown 14 dye on calcined Mg/Fe layered double hydroxide with memory effect. Chem. Eng. J. 2013, 219, 69–77. [Google Scholar] [CrossRef]
- Wang, Q.; Luo, J.; Zhong, Z.; Borgna, A. CO2 capture by solid adsorbents and their applications: Current status and new trends. Energy Environ. Sci. 2011, 4, 42–55. [Google Scholar]
- Yang, J.-I.; Kim, J.-N. Hydrotalcites for adsorption of CO2 at high temperature. Korean J. Chem. Eng. 2006, 23, 77–80. [Google Scholar] [CrossRef]
- Aschenbrenner, O.; McGuire, P.; Alsamaq, S.; Wang, J.; Supasitmongkol, S.; Al-Duri, B.; Styring, P.; Wood, J. Adsorption of carbon dioxide on hydrotalcite-like compounds of different compositions. Chem. Eng. Res. Des. 2011, 89, 1711–1721. [Google Scholar] [CrossRef] [Green Version]
- van Selow, E.R.; Cobden, P.D.; Wright, A.D.; van den Brink, R.W.; Jansen, D. Improved sorbent for the sorption-enhanced water-gas shift process. Energy Procedia 2011, 4, 1090–1095. [Google Scholar] [CrossRef] [Green Version]
- Coenen, K.; Gallucci, F.; Pio, G.; Cobden, P.; van Dijk, E.; Hensen, E.; Annaland, M.v. On the influence of steam on the CO2 chemisorption capacity of a hydrotalcite-based adsorbent for SEWGS applications. Chem. Eng. J. 2017, 314 (Suppl. C), 554–569. [Google Scholar] [CrossRef]
- Drits, V.A.; Bookin, A.S. Crystal Structure and Xray Identification of Layered Double Hydroxides. In Layered Double Hydroxides: Present and Future; Nova Science Publishers: New York, NY, USA, 2001; pp. 41–100. [Google Scholar]
- Oliveira, E.L.G.; Grande, C.A.; Rodrigues, A.E. CO2 sorption on hydrotalcite and alkali-modified (K and Cs) hydrotalcites at high temperatures. Sep. Purif. Technol. 2008, 62, 137–147. [Google Scholar] [CrossRef]
- Sun, L.; Yang, Y.; Ni, H.; Liu, D.; Sun, Z.; Li, P.; Yu, J. Enhancement of CO2 Adsorption Performance on Hydrotalcites Impregnated with Alkali Metal Nitrate Salts and Carbonate Salts. Ind. Eng. Chem. Res. 2020, 59, 6043–6052. [Google Scholar] [CrossRef]
- Zhu, X.; Chen, C.; Wang, Q.; Shi, Y.; O’Hare, D.; Cai, N. Roles for K2CO3 doping on elevated temperature CO2 adsorption of potassium promoted layered double oxides. Chem. Eng. J. 2019, 366, 181–191. [Google Scholar] [CrossRef]
- Zheng, Y.; Shi, Y.; Li, S.; Yang, Y.; Cai, N. Elevated temperature hydrogen/carbon dioxide separation process simulation by integrating elementary reaction model of hydrotalcite adsorbent. Int. J. Hydrogen Energy 2014, 39, 3771–3779. [Google Scholar] [CrossRef]
- Ebner, A.D.; Reynolds, S.P.; Ritter, J.A. Nonequilibrium Kinetic Model That Describes the Reversible Adsorption and Desorption Behavior of CO2 in a K-Promoted Hydrotalcite-like Compound. Ind. Eng. Chem. Res. 2007, 46, 1737–1744. [Google Scholar] [CrossRef]
- Ding, Y.; Alpay, E. Equilibria and kinetics of CO2 adsorption on hydrotalcite adsorbent. Chem. Eng. Sci. 2000, 55, 3461–3474. [Google Scholar] [CrossRef]
- Yavuz, C.T.; Shinall, B.D.; Iretskii, A.V.; White, M.G.; Golden, T.; Atilhan, M.; Ford, P.C.; Stucky, G.D. Markedly Improved CO2 Capture Efficiency and Stability of Gallium Substituted Hydrotalcites at Elevated Temperatures. Chem. Mater. 2009, 21, 3473–3475. [Google Scholar] [CrossRef]
- Yong, Z.; Rodrigues, A.r.E. Hydrotalcite-like compounds as adsorbents for carbon dioxide. Energy Convers. Manag. 2002, 43, 1865–1876. [Google Scholar] [CrossRef]
- Lee, C.H.; Choi, S.W.; Yoon, H.J.; Kwon, H.J.; Lee, H.C.; Jeon, S.G.; Lee, K.B. Na2CO3-doped CaO-based high-temperature CO2 sorbent and its sorption kinetics. Chem. Eng. J. 2018, 352, 103–109. [Google Scholar] [CrossRef]
- Coenen, K.; Gallucci, F.; Hensen, E.; Annaland, M.v. CO2 and H2O chemisorption mechanism on different potassium-promoted sorbents for SEWGS processes. J. CO2 Util. 2018, 25, 180–193. [Google Scholar] [CrossRef]
- Du, H.; Williams, C.T.; Ebner, A.D.; Ritter, J.A. In Situ FTIR Spectroscopic Analysis of Carbonate Transformations during Adsorption and Desorption of CO2 in K-Promoted HTlc. Chem. Mater. 2010, 22, 3519–3526. [Google Scholar] [CrossRef]
- Giorno, L. The Principle of Membrane Reactors. In Encyclopedia of Membranes; Drioli, E., Giorno, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1–3. [Google Scholar]
- Mendes, D.; Mendes, A.; Madeira, L.M.; Iulianelli, A.; Sousa, J.M.; Basile, A. The water-gas shift reaction: From conventional catalytic systems to Pd-based membrane reactors—A review. Asia-Pac. J. Chem. Eng. 2010, 5, 111–137. [Google Scholar]
- Arratibel, A.; Tanaka, A.P.; Laso, I.; Annaland, M.v.; Gallucci, F. Development of Pd-based double-skinned membranes for hydrogen production in fluidized bed membrane reactors. J. Membr. Sci. 2018, 550, 536–544. [Google Scholar] [CrossRef]
- Rahimpour, M.R.; Samimi, F.; Babapoor, A.; Tohidian, T.; Mohebi, S. Palladium membranes applications in reaction systems for hydrogen separation and purification: A review. Chem. Eng. Processing: Process Intensif. 2017, 121, 24–49. [Google Scholar]
- Fedotov, A.; Antonov, D.; Uvarov, V.; Tsodikov, M. Syngas and ultrapure hydrogen co-production from biomass products and synthetic fuel using hybrid membrane-catalytic reactor. In Proceedings of the 25th International Conference on Chemical Reaction Engineering, Florence, Italy, 20–23 May 2018. [Google Scholar]
- Lin, K.-H.; Lin, W.-H.; Hsiao, C.-H.; Chang, H.-F.; Chang, A.C.C. Hydrogen production in steam reforming of glycerol by conventional and membrane reactors. Int. J. Hydrogen Energy 2012, 37, 13770–13776. [Google Scholar] [CrossRef]
- Basile, A.; Gallucci, F.; Paturzo, L. Hydrogen production from methanol by oxidative steam reforming carried out in a membrane reactor. Catal. Today 2005, 104, 251–259. [Google Scholar] [CrossRef]
- Mendes, D.; Sá, S.; Tosti, S.; Sousa, J.M.; Madeira, L.M.; Mendes, A. Experimental and modeling studies on the low-temperature water-gas shift reaction in a dense Pd-Ag packed-bed membrane reactor. Chem. Eng. Sci. 2011, 66, 2356–2367. [Google Scholar] [CrossRef]
- Tong, J.; Su, L.; Kashima, Y.; Shirai, R.; Suda, H.; Matsumura, Y. Simultaneously Depositing Pd−Ag Thin Membrane on Asymmetric Porous Stainless Steel Tube and Application To Produce Hydrogen from Steam Reforming of Methane. Ind. Eng. Chem. Res. 2006, 45, 648–655. [Google Scholar] [CrossRef]
- Chang, A.C.C.; Lin, W.-H.; Lin, K.-H.; Hsiao, C.-H.; Chen, H.-H.; Chang, H.-F. Reforming of glycerol for producing hydrogen in a Pd/Ag membrane reactor. Int. J. Hydrogen Energy 2012, 37, 13110–13117. [Google Scholar] [CrossRef]
- Didenko, L.P.; Babak, V.N.; Sementsova, L.A.; Chizhov, P.E.; Dorofeeva, T.V. Effect of Pd-Ru alloy membrane thickness on H2 flux from steam reforming products. Pet. Chem. 2017, 57, 935–946. [Google Scholar] [CrossRef]
- Coenen, K.; Gallucci, F.; Mezari, B.; Hensen, E.; Annaland, M.v. An in-situ IR study on the adsorption of CO2 and H2O on hydrotalcites. J. CO2 Util. 2018, 24, 228–239. [Google Scholar] [CrossRef]
- Lytkina, A.A.; Orekhova, N.V.; Yaroslavtsev, A.B. Methanol Steam Reforming in Membrane Reactors. Pet. Chem. 2018, 58, 911–922. [Google Scholar] [CrossRef]
- Gallucci, F.; Paturzo, L.; Basile, A. Hydrogen Recovery from Methanol Steam Reforming in a Dense Membrane Reactor: Simulation Study. Ind. Eng. Chem. Res. 2004, 43, 2420–2432. [Google Scholar] [CrossRef]
- Macedo, M.S.; Soria, M.A.; Madeira, L.M. Glycerol steam reforming for hydrogen production: Traditional versus membrane reactor. Int. J. Hydrogen Energy 2019, 44, 24719–24732. [Google Scholar] [CrossRef]
- Parente, M.; Soria, M.A.; Madeira, L.M. Hydrogen and/or syngas production through combined dry and steam reforming of biogas in a membrane reactor: A thermodynamic study. Renew. Energy 2020, 157, 1254–1264. [Google Scholar] [CrossRef]
- Gallucci, F.; Fernandez, E.; Corengia, P.; Annaland, M.v. Recent advances on membranes and membrane reactors for hydrogen production. Chem. Eng. Sci. 2013, 92 (Suppl. C), 40–66. [Google Scholar]
- Adhikari, S.; Fernando, S. Hydrogen Membrane Separation Techniques. Ind. Eng. Chem. Res. 2006, 45, 875–881. [Google Scholar] [CrossRef]
- Rebollo, E.; Mortalò, C.; Escolástico, S.; Boldrini, S.; Barison, S.; Serra, J.M.; Fabrizio, M. Exceptional hydrogen permeation of all-ceramic composite robust membranes based on BaCe0.65Zr0.20Y0.15O3−δ and Y- or Gd-doped ceria. Energy Environ. Sci. 2015, 8, 3675–3686. [Google Scholar] [CrossRef]
- Montaleone, D.; Mercadelli, E.; Escolástico, S.; Gondolini, A.; Serra, J.M.; Sanson, A. All-ceramic asymmetric membranes with superior hydrogen permeation. J. Mater. Chem. A 2018, 6, 15718–15727. [Google Scholar] [CrossRef]
- Miguel, C.V.; Mendes, A.; Tosti, S.; Madeira, L.M. Effect of CO and CO2 on H2 permeation through finger-like Pd-Ag membranes. Int. J. Hydrogen Energy 2012, 37, 12680–12687. [Google Scholar] [CrossRef]
- O’Brien, C.P.; Lee, I.C. CO Poisoning and CO Hydrogenation on the Surface of Pd Hydrogen Separation Membranes. J. Phys. Chem. C 2017, 121, 16864–16871. [Google Scholar] [CrossRef]
- Pérez, P.; Cornaglia, C.A.; Mendes, A.; Madeira, L.M.; Tosti, S. Surface effects and CO/CO2 influence in the H2 permeation through a Pd-Ag membrane: A comprehensive model. Int. J. Hydrogen Energy 2015, 40, 6566–6572. [Google Scholar] [CrossRef] [Green Version]
- Shirasaki, Y.; Tsuneki, T.; Seki, T.; Yasuda, I.; Sato, T.; Itoh, N. Improvement in Hydrogen Permeability of Palladium Membrane by Alloying with Transition Metals. J. Chem. Eng. Jpn. 2018, 51, 123–125. [Google Scholar] [CrossRef]
- Dalla Fontana, A.; Sirini, N.; Cornaglia, L.M.; Tarditi, A.M. Hydrogen permeation and surface properties of PdAu and PdAgAu membranes in the presence of CO, CO2 and H2S. J. Membr. Sci. 2018, 563, 351–359. [Google Scholar] [CrossRef]
- Lewis, F.A. The palladium-hydrogen system: Structures near phase transition and critical points. Int. J. Hydrogen Energy 1995, 20, 587–592. [Google Scholar] [CrossRef]
- Nakajima, T.; Kume, T.; Ikeda, Y.; Shiraki, M.; Kurokawa, H.; Iseki, T.; Kajitani, M.; Tanaka, H.; Hikosaka, H.; Ito, Y.T.M. Effect of concentration polarization on hydrogen production performance of ceramic-supported Pd membrane module. Int. J. Hydrogen Energy 2015, 40, 11451–11456. [Google Scholar] [CrossRef]
- Al-Mufachi, N.A.; Rees, N.V.; Steinberger-Wilkens, R. Hydrogen selective membranes: A review of palladium-based dense metal membranes. Renew. Sustain. Energy Rev. 2015, 47, 540–551. [Google Scholar] [CrossRef]
- Peters, T.A.; Kaleta, T.; Stange, M.; Bredesen, R. Development of ternary Pd-Ag-TM alloy membranes with improved sulphur tolerance. J. Membr. Sci. 2013, 429, 448–458. [Google Scholar] [CrossRef]
- Mejdell, A.L.; Jøndahl, M.; Peters, T.A.; Bredesen, R.; Venvik, H.J. Experimental investigation of a microchannel membrane configuration with a 1.4μm Pd/Ag23wt.% membrane—Effects of flow and pressure. J. Membr. Sci. 2009, 327, 6–10. [Google Scholar] [CrossRef]
- Peters, T.A.; Stange, M.; Bredesen, R. On the high pressure performance of thin supported Pd-23%Ag membranes—Evidence of ultrahigh hydrogen flux after air treatment. J. Membr. Sci. 2011, 378, 28–34. [Google Scholar] [CrossRef]
- Pizzi, D.; Worth, R.; Baschetti, M.G.; Sarti, G.C.; Noda, K.-i. Hydrogen permeability of 2.5 μm palladium-silver membranes deposited on ceramic supports. J. Membr. Sci. 2008, 325, 446–453. [Google Scholar] [CrossRef]
- Maneerung, T.; Hidajat, K.; Kawi, S. Ultra-thin (<1 μm) internally-coated Pd-Ag alloy hollow fiber membrane with superior thermal stability and durability for high temperature H2 separation. J. Membr. Sci. 2014, 452 (Suppl. C), 127–142. [Google Scholar] [CrossRef]
- Babak, V.N.; Didenko, L.P.; Kvurt, Y.P.; Sementsova, L.A. Studying the Operation of a Membrane Module Based on Palladium Foil at High Temperatures. Theor. Found. Chem. Eng. 2018, 52, 181–194. [Google Scholar] [CrossRef]
- Mendes, D. Use of Pd-Ag Membrane Reactors in the Water-Gas Shift Reaction for Producing Ultra-Pure Hydrogen. Ph.D. Thesis, FEUP, Porto, Portugal, 2010. [Google Scholar]
- Nooijer, N.d.; Plazaola, A.A.; Rey, J.M.; Fernandez, E.; Tanaka, D.A.P.; Annaland, M.v.S.; Gallucci, F. Long-Term Stability of Thin-Film Pd-Based Supported Membranes. Processes 2019, 7, 106. [Google Scholar] [CrossRef] [Green Version]
- Gallucci, F.; Medrano, J.; Fernandez, E.; Melendez, J.; Annaland, M.v.; Pacheco, A. Advances on High Temperature Pd-Based Membranes and Membrane Reactors for Hydrogen Purification and Production. J. Membr. Sci. Res. 2017, 3, 142–156. [Google Scholar]
- Okazaki, J.; Ikeda, T.; Tanaka, D.A.P.; Sato, K.; Suzuki, T.M.; Mizukami, F. An investigation of thermal stability of thin palladium-silver alloy membranes for high temperature hydrogen separation. J. Membr. Sci. 2011, 366, 212–219. [Google Scholar] [CrossRef]
- Gallucci, F.; Gesalaga, E.F.; Jimenez, J.A.M.; Tanaka, D.A.P.; Annaland, M.v. Pd-based membranes for high temperature applications: Current status. Austin Chem. Eng. 2016, 3, 1025. [Google Scholar]
- Tosti, S.; Basile, A.; Bettinali, L.; Borgognoni, F.; Chiaravalloti, F.; Gallucci, F. Long-term tests of Pd-Ag thin wall permeator tube. J. Membr. Sci. 2006, 284, 393–397. [Google Scholar] [CrossRef]
- Jokar, S.; Rahimpour, M.; Shariati, A.; Iulianelli, A.; Bagnato, G.; Vita, A.; Dalena, F.; Basile, A. Pure Hydrogen Production in Membrane Reactor with Mixed Reforming Reaction by Utilizing Waste Gas: A Case Study. Processes 2016, 4, 33. [Google Scholar] [CrossRef]
- Pacheco Tanaka, D.A.; Medrano, J.A.; Sole, J.L.V.; Gallucci, F. 1—Metallic membranes for hydrogen separation. In Current Trends and Future Developments on (Bio-) Membranes; Basile, A., Gallucci, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 1–29. [Google Scholar]
- Patil, C. Membrane Reactor Technology for Ultrapure Hydrogen Production. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2005. [Google Scholar]
- Brunetti, A.; Caravella, A.; Fernandez, E.; Tanaka, D.A.P.; Gallucci, F.; Drioli, E.; Curcio, E.; Viviente, J.L.; Barbieri, G. Syngas upgrading in a membrane reactor with thin Pd-alloy supported membrane. Int. J. Hydrogen Energy 2015, 40, 10883–10893. [Google Scholar] [CrossRef]
- Fernandez, E.; Helmi, A.; Coenen, K.; Melendez, J.; Viviente, J.L.; Tanaka, D.A.P.; Annaland, M.v.; Gallucci, F. Development of thin Pd-Ag supported membranes for fluidized bed membrane reactors including WGS related gases. Int. J. Hydrogen Energy 2015, 40, 3506–3519. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Caravella, A.; Xu, H.Y. Recent progress in Pd-based composite membranes. J. Mater. Chem. A 2016, 4, 14069–14094. [Google Scholar]
- Shah, M.R.; Noble, R.D.; Clough, D.E. Analysis of transient permeation as a technique for determination of sorption and diffusion in supported membranes. J. Membr. Sci. 2006, 280, 452–460. [Google Scholar] [CrossRef]
- Campo, M.; Tanaka, A.; Mendes, A.; Sousa, J.M. 3—Characterization of membranes for energy and environmental applications. In Advanced Membrane Science and Technology for Sustainable Energy and Environmental Applications; Basile, A., Nunes, S.P., Eds.; Woodhead Publishing: Sawston, UK, 2011; pp. 56–89. [Google Scholar]
- Basile, A.; Gallucci, F.; Tosti, S. Synthesis Characterization, and Applications of Palladium Membranes. In Membrane Science and Technology; Elsevier: Amsterdam, The Netherlands, 2008; pp. 255–323. [Google Scholar]
- Yun, S.; Ted Oyama, S. Correlations in palladium membranes for hydrogen separation: A review. J. Membr. Sci. 2011, 375, 28–45. [Google Scholar]
- Ward, T.L.; Dao, T. Model of hydrogen permeation behavior in palladium membranes. J. Membr. Sci. 1999, 153, 211–231. [Google Scholar] [CrossRef]
- Musket, R.G. Effects of contamination on the interaction of hydrogen gas with palladium: A review. J. Less Common Met. 1976, 45, 173–183. [Google Scholar] [CrossRef]
- Zhang, X.-L. 7—Effect of poisoning on metallic membranes. In Current Trends and Future Developments on (Bio) Membranes; Basile, A., Gallucci, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 169–187. [Google Scholar]
- Hara, S.; Sakaki, K.; Itoh, N. Decline in Hydrogen Permeation Due to Concentration Polarization and CO Hindrance in a Palladium Membrane Reactor. Ind. Eng. Chem. Res. 1999, 38, 4913–4918. [Google Scholar] [CrossRef]
- Hou, K.; Hughes, R. The effect of external mass transfer, competitive adsorption and coking on hydrogen permeation through thin Pd/Ag membranes. J. Membr. Sci. 2002, 206, 119–130. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, D.; He, M.; Xu, H.; Li, W. Experimental and simulation studies on concentration polarization in H2 enrichment by highly permeable and selective Pd membranes. J. Membr. Sci. 2006, 274, 83–91. [Google Scholar] [CrossRef]
- Mori, N.; Nakamura, T.; Noda, K.-i.; Sakai, O.; Takahashi, A.; Ogawa, N.; Sakai, H.; Iwamoto, Y.; Hattori, T. Reactor Configuration and Concentration Polarization in Methane Steam Reforming by a Membrane Reactor with a Highly Hydrogen-Permeable Membrane. Ind. Eng. Chem. Res. 2007, 46, 1952–1958. [Google Scholar] [CrossRef]
- Nagy, E.; Kulcsár, E. The effect of the concentration polarization and the membrane layer mass transport on membrane separation. Desalination Water Treat. 2010, 14, 220–226. [Google Scholar] [CrossRef]
- Caravella, A.; Hara, S.; Drioli, E.; Barbieri, G. Sieverts law pressure exponent for hydrogen permeation through Pd-based membranes: Coupled influence of non-ideal diffusion and multicomponent external mass transfer. Int. J. Hydrogen Energy 2013, 38, 16229–16244. [Google Scholar] [CrossRef]
- Caravella, A.; Scura, F.; Barbieri, G.; Drioli, E. Sieverts Law Empirical Exponent for Pd-Based Membranes: Critical Analysis in Pure H2 Permeation. J. Phys. Chem. B 2010, 114, 6033–6047. [Google Scholar] [CrossRef]
- Gielens, F.C.; Tong, H.D.; van Rijn, C.J.M.; Vorstman, M.A.G.; Keurentjes, J.T.F. Microsystem technology for high-flux hydrogen separation membranes. J. Membr. Sci. 2004, 243, 203–213. [Google Scholar] [CrossRef]
- Keurentjes, J.T.F.; Gielens, F.C.; Tong, H.D.; van Rijn, C.J.M.; Vorstman, M.A.G. High-Flux Palladium Membranes Based on Microsystem Technology. Ind. Eng. Chem. Res. 2004, 43, 4768–4772. [Google Scholar] [CrossRef]
- Mendes, D.; Chibante, V.; Zheng, J.-M.; Tosti, S.; Borgognoni, F.; Mendes, A.; Madeira, L.M. Enhancing the production of hydrogen via water-gas shift reaction using Pd-based membrane reactors. Int. J. Hydrogen Energy 2010, 35, 12596–12608. [Google Scholar] [CrossRef]
- Santucci, A.; Borgognoni, F.; Vadrucci, M.; Tosti, S. Testing of dense Pd-Ag tubes: Effect of pressure and membrane thickness on the hydrogen permeability. J. Membr. Sci. 2013, 444 (Suppl. C), 378–383. [Google Scholar] [CrossRef]
- Lewis, A.E.; Kershner, D.C.; Paglieri, S.N.; Slepicka, M.J.; Way, J.D. Pd-Pt/YSZ composite membranes for hydrogen separation from synthetic water-gas shift streams. J. Membr. Sci. 2013, 437 (Suppl. C), 257–264. [Google Scholar] [CrossRef]
- Zhang, D.; Zhou, S.; Fan, Y.; Xu, N.; He, Y. Preparation of dense Pd composite membranes on porous Ti-Al alloy supports by electroless plating. J. Membr. Sci. 2012, 387–388 (Suppl. C), 24–29. [Google Scholar] [CrossRef]
- Pacheco Tanaka, D.A.; Tanco, M.A.L.; Niwa, S.-i.; Wakui, Y.; Mizukami, F.; Namba, T.; Suzuki, T.M. Preparation of palladium and silver alloy membrane on a porous α-alumina tube via simultaneous electroless plating. J. Membr. Sci. 2005, 247, 21–27. [Google Scholar] [CrossRef]
- Anzelmo, B.; Wilcox, J.; Liguori, S. Hydrogen production via natural gas steam reforming in a Pd-Au membrane reactor. Comparison between methane and natural gas steam reforming reactions. J. Membr. Sci. 2018, 568, 113–120. [Google Scholar] [CrossRef]
- Liu, J.; Bellini, S.; de Nooijer, N.C.A.; Sun, Y.; Tanaka, D.A.P.; Tang, C.; Li, H.; Gallucci, F.; Caravella, A. Hydrogen permeation and stability in ultra-thin PdRu supported membranes. Int. J. Hydrogen Energy 2020, 45, 7455–7467. [Google Scholar] [CrossRef]
- Catalano, J.; Baschetti, M.G.; Sarti, G.C. Influence of the gas phase resistance on hydrogen flux through thin palladium-silver membranes. J. Membr. Sci. 2009, 339, 57–67. [Google Scholar] [CrossRef]
- Melendez, J.; Gesalaga, E.F.; Farimani, A.H.S.; Gallucci, F.; Arias, P.L.; Tanaka, D.A.P. Preparation and characterization of ultra-thin (<1 micron) Pd-Ag membranes on porous alumina support (100 nm pore size). In Proceedings of the 12th International Conference on Catalysis in Membrane Reactors (ICCMR12), Szczecin, Poland, 22–25 June 2015. [Google Scholar]
- Helmi, A.; Fernandez, E.; Melendez, J.; Tanaka, D.A.P.; Gallucci, F.; Annaland, M.v. Fluidized Bed Membrane Reactors for Ultra Pure H2 Production—A Step forward towards Commercialization. Molecules 2016, 21, 376. [Google Scholar] [CrossRef] [Green Version]
- Fernandez, E.; Sanchez-Garcia, J.A.; Melendez, J.; Spallina, V.; Annaland, M.v.; Gallucci, F.; Tanaka, D.A.P.; Prema, R. Development of highly permeable ultra-thin Pd-based supported membranes. Chem. Eng. J. 2016, 305, 149–155. [Google Scholar] [CrossRef]
- Fernandez, E.; Helmi, A.; Medrano, J.A.; Coenen, K.; Arratibel, A.; Melendez, J.; de Nooijer, N.C.A.; Spallina, V.; Viviente, J.L.; Zuñiga, J.; et al. Palladium based membranes and membrane reactors for hydrogen production and purification: An overview of research activities at Tecnalia and TU/e. Int. J. Hydrogen Energy 2017, 42, 13763–13776. [Google Scholar] [CrossRef] [Green Version]
- Shi, L.; Goldbach, A.; Xu, H. High-flux H2 separation membranes from (Pd/Au)n nanolayers. Int. J. Hydrogen Energy 2011, 36, 2281–2284. [Google Scholar] [CrossRef]




















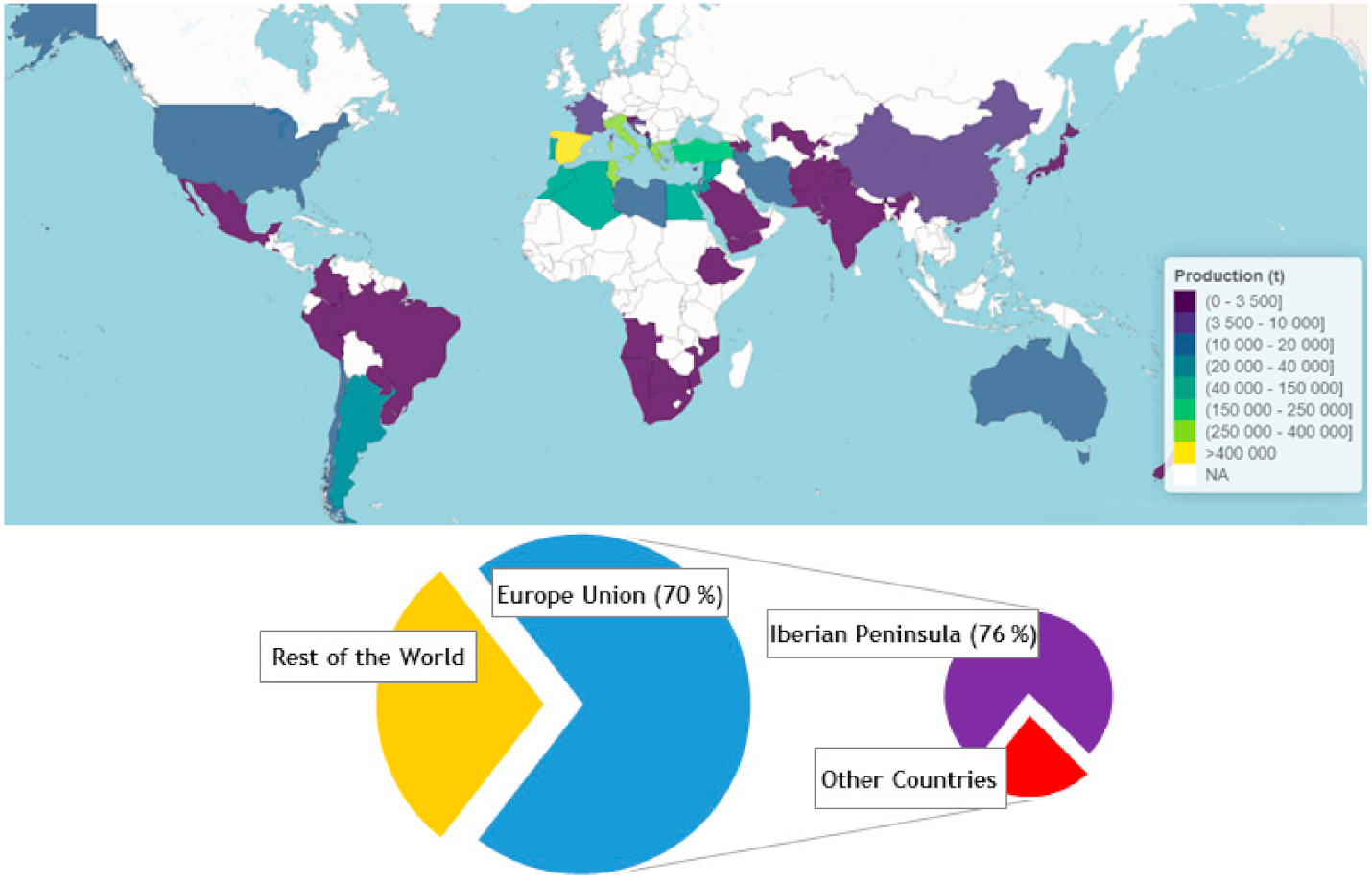{kind=link}
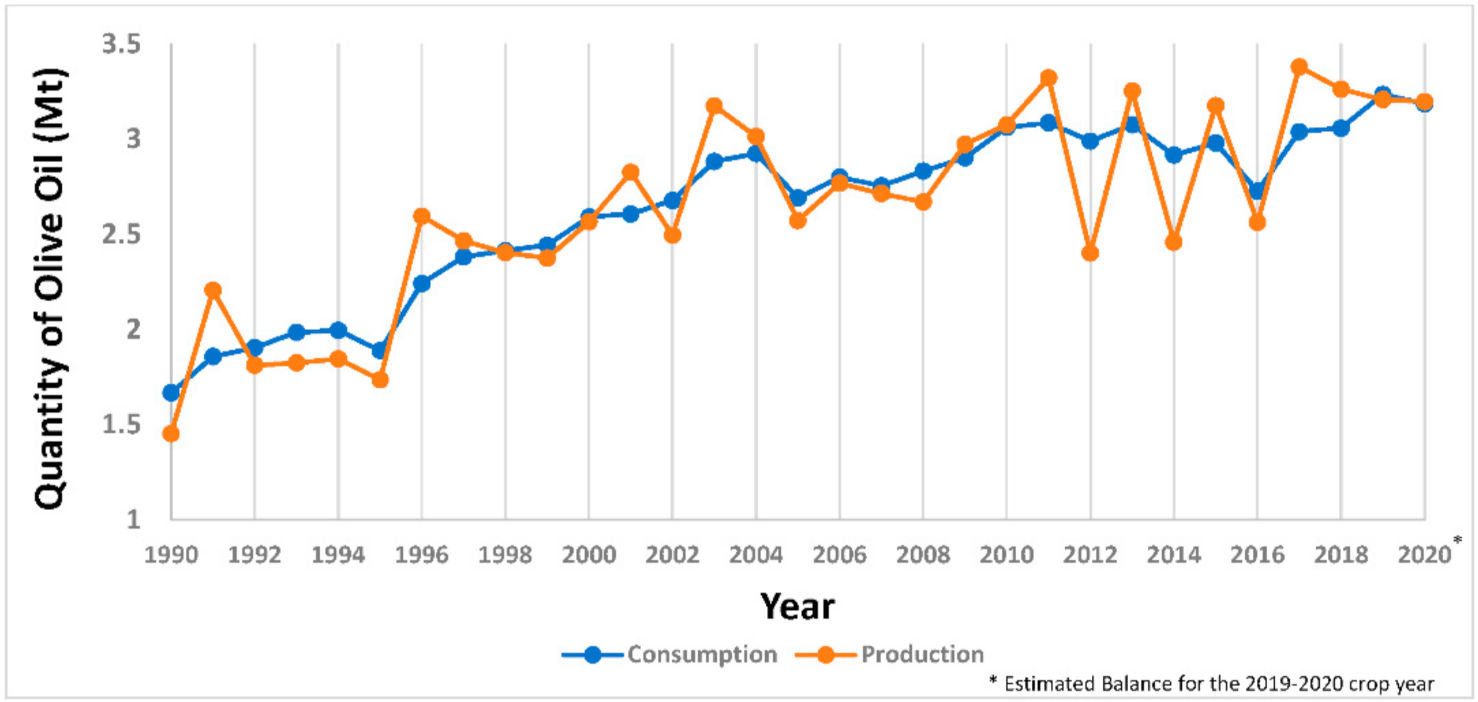{kind=link}
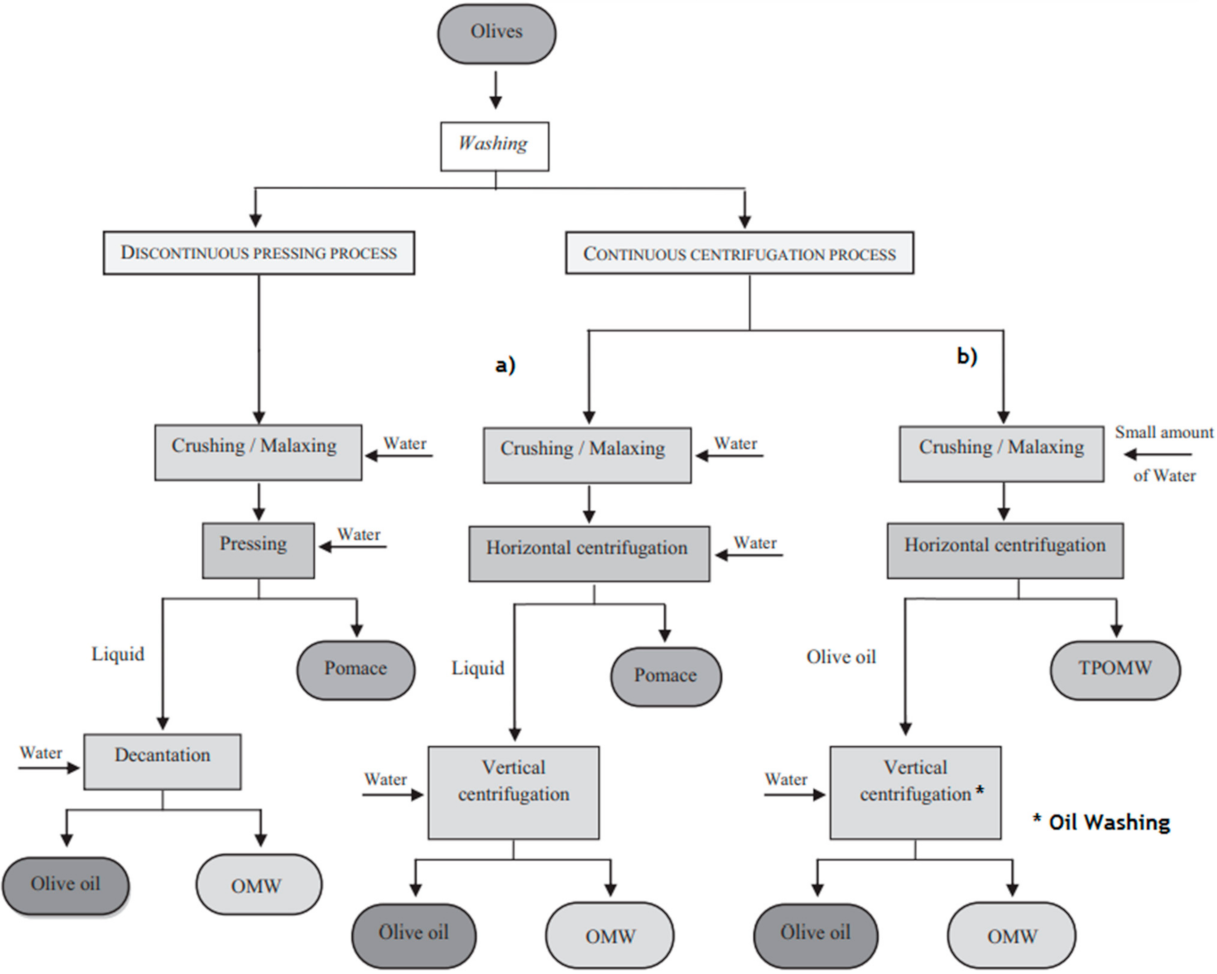{kind=link}
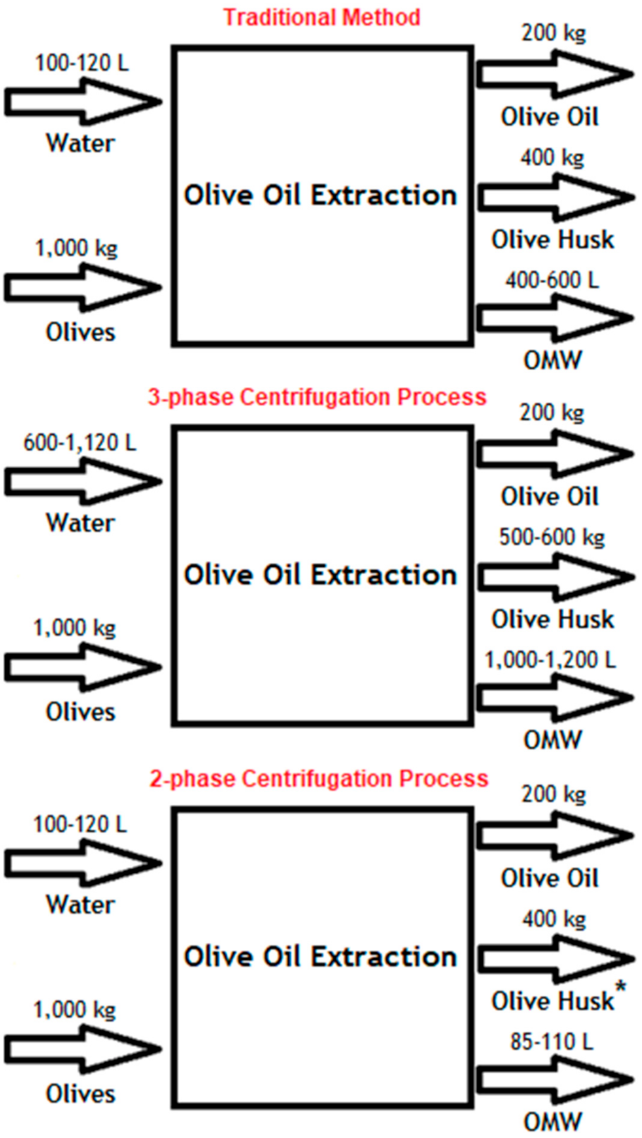{kind=link}
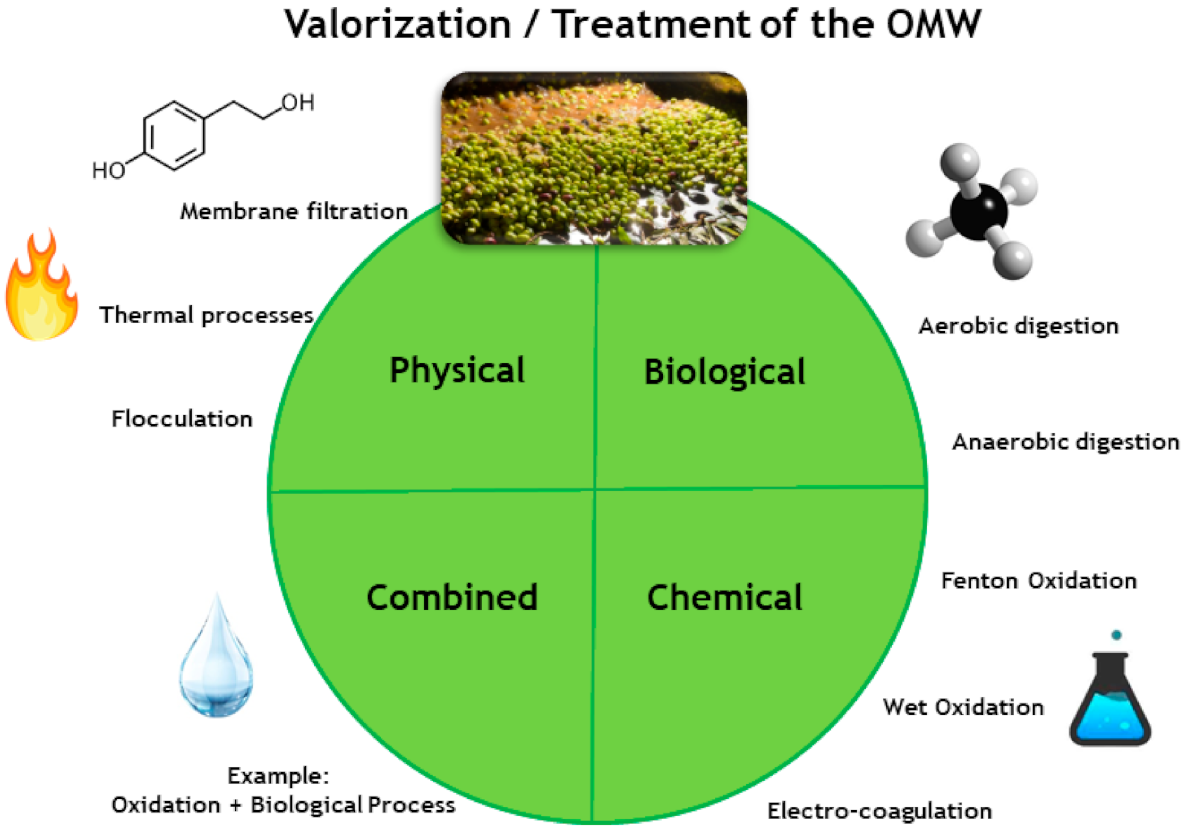{kind=link}
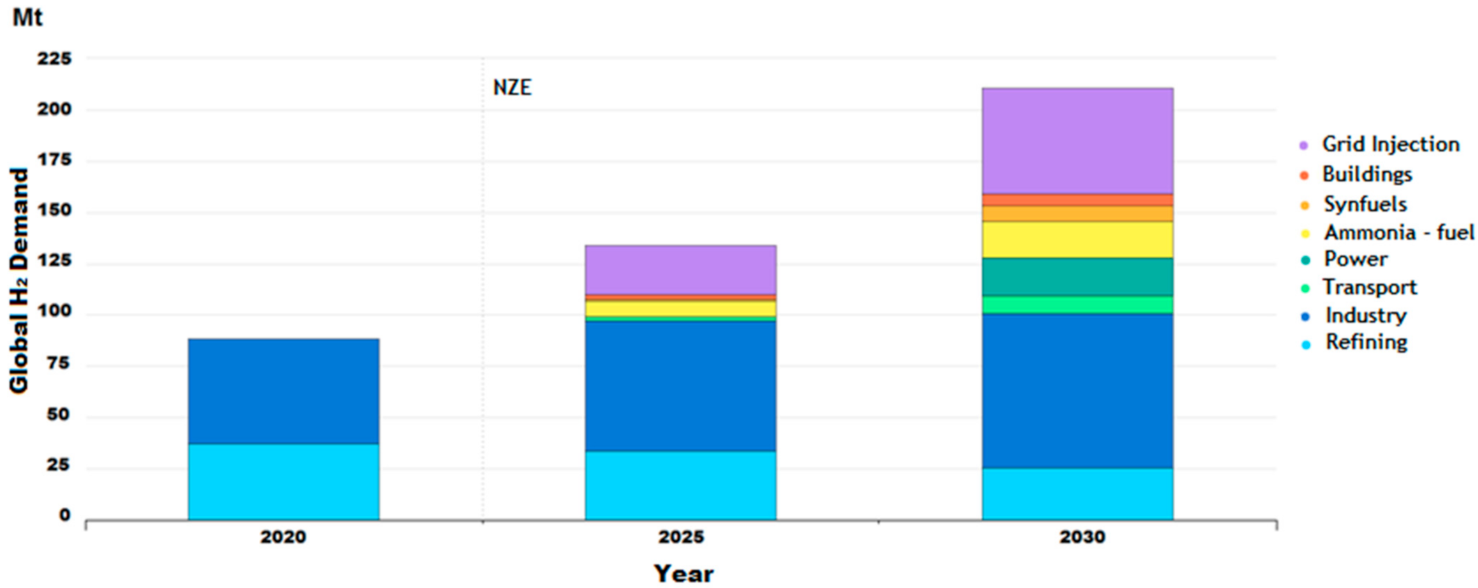{kind=link}
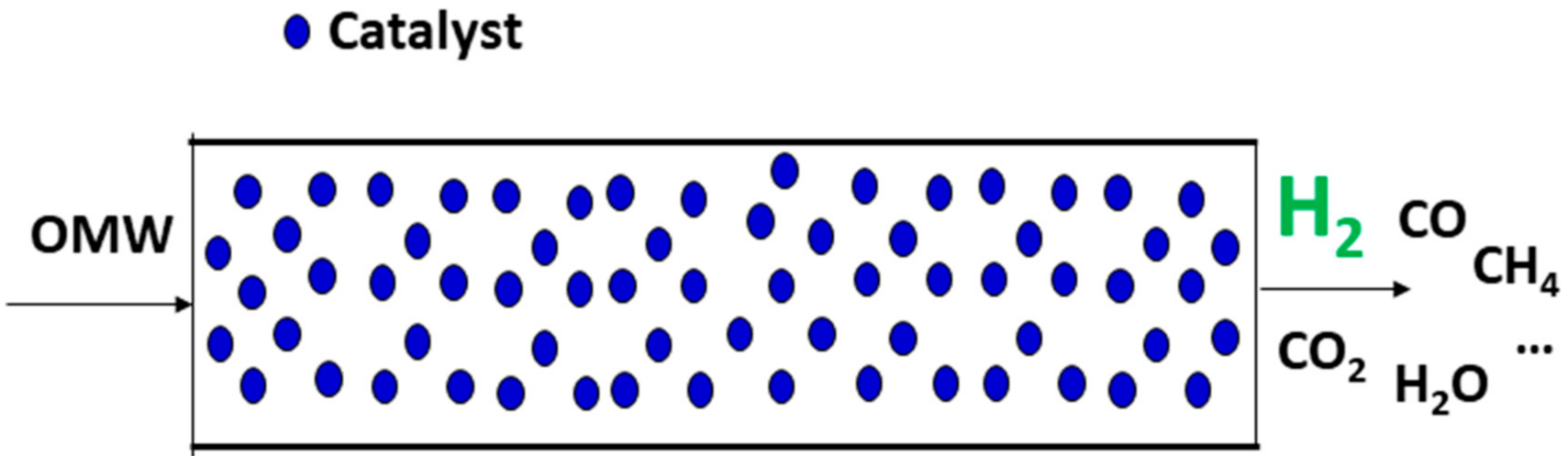{kind=link}
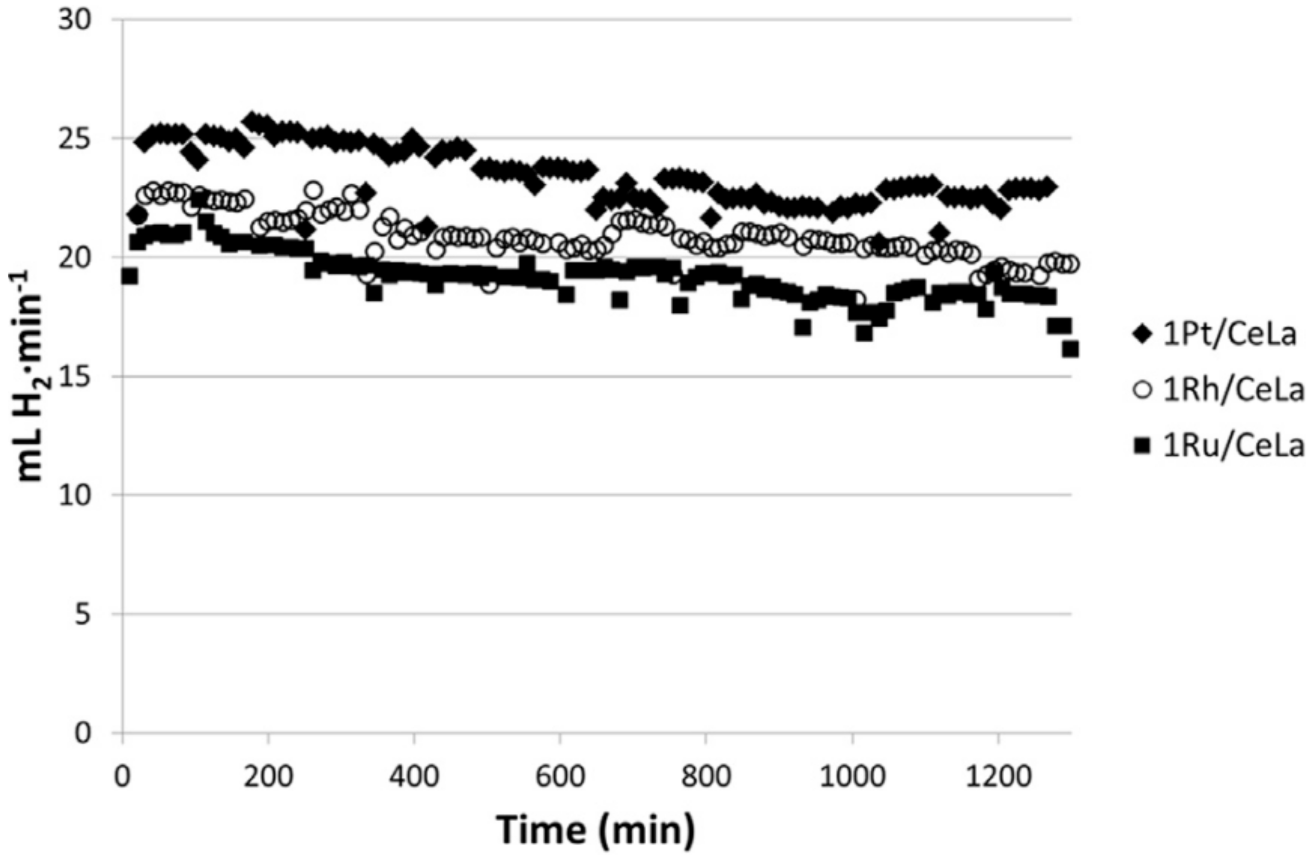{kind=link}
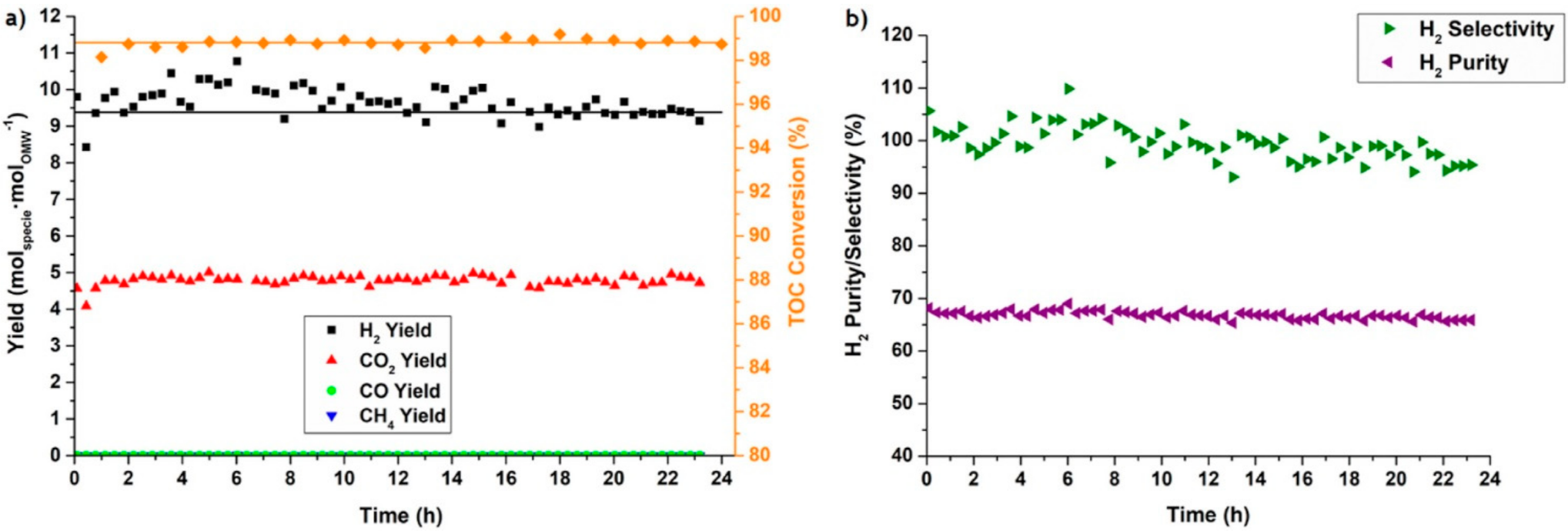{kind=link}
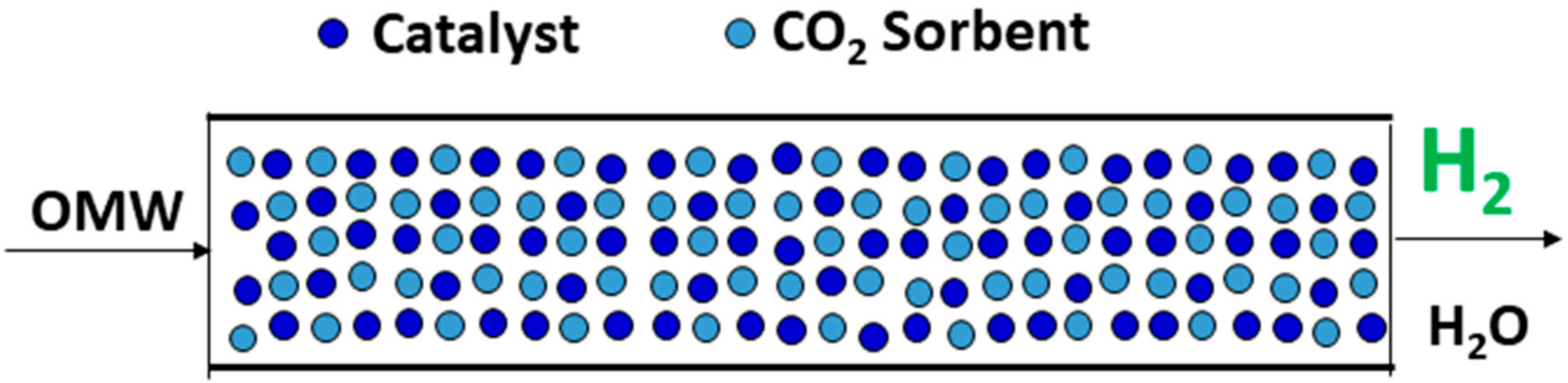{kind=link}
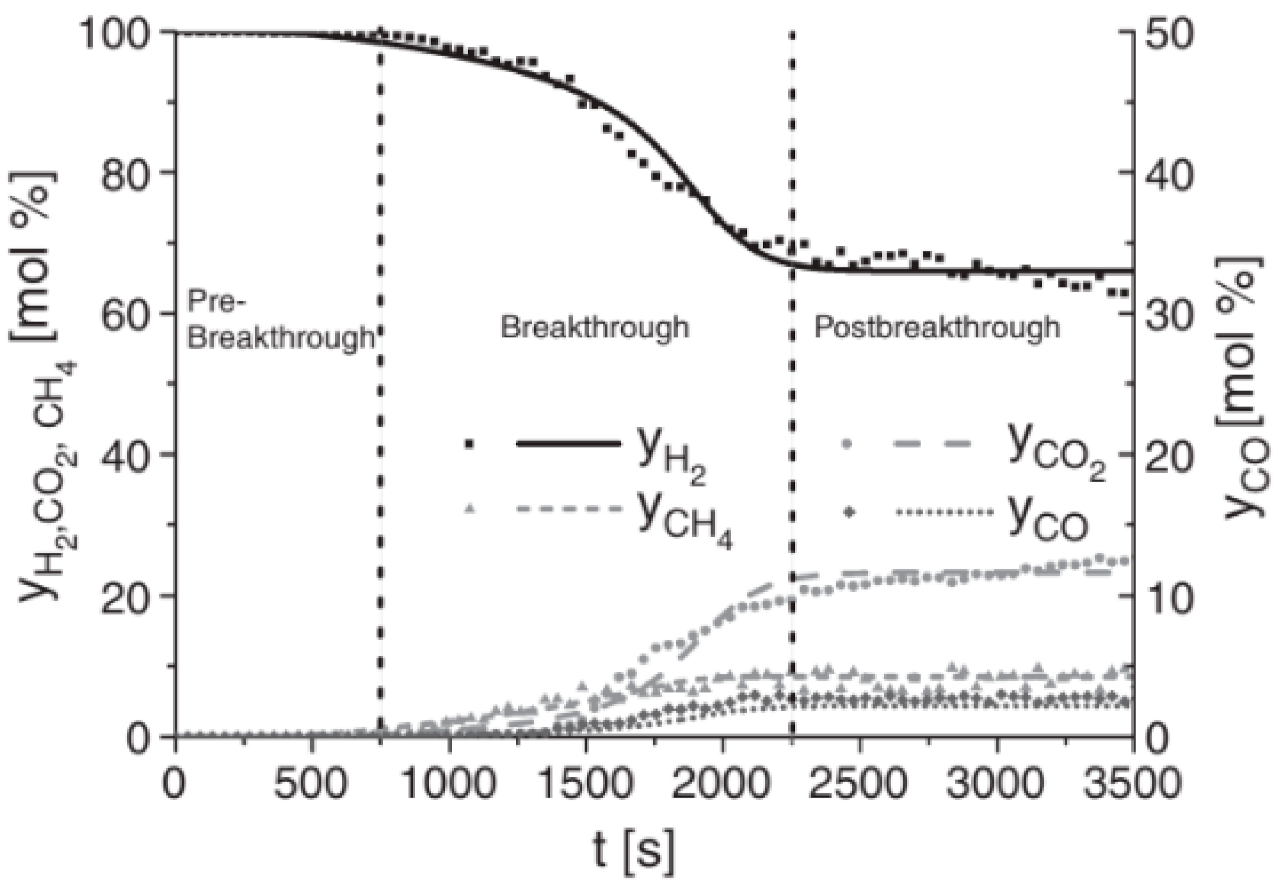{kind=link}
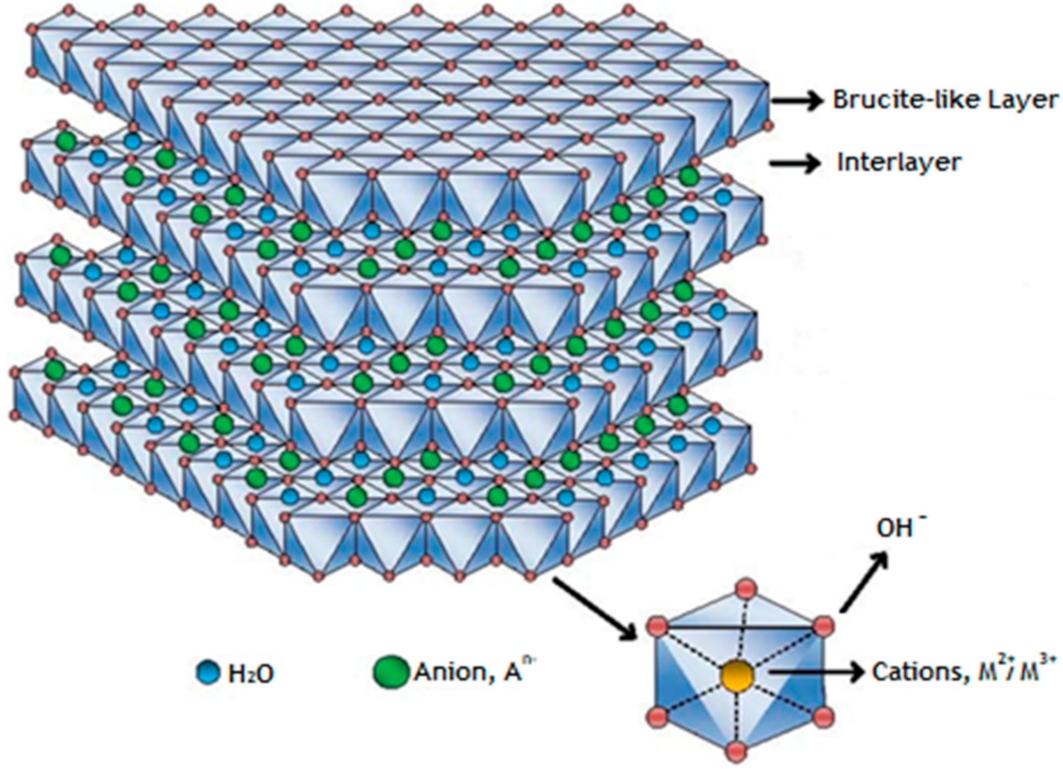{kind=link}
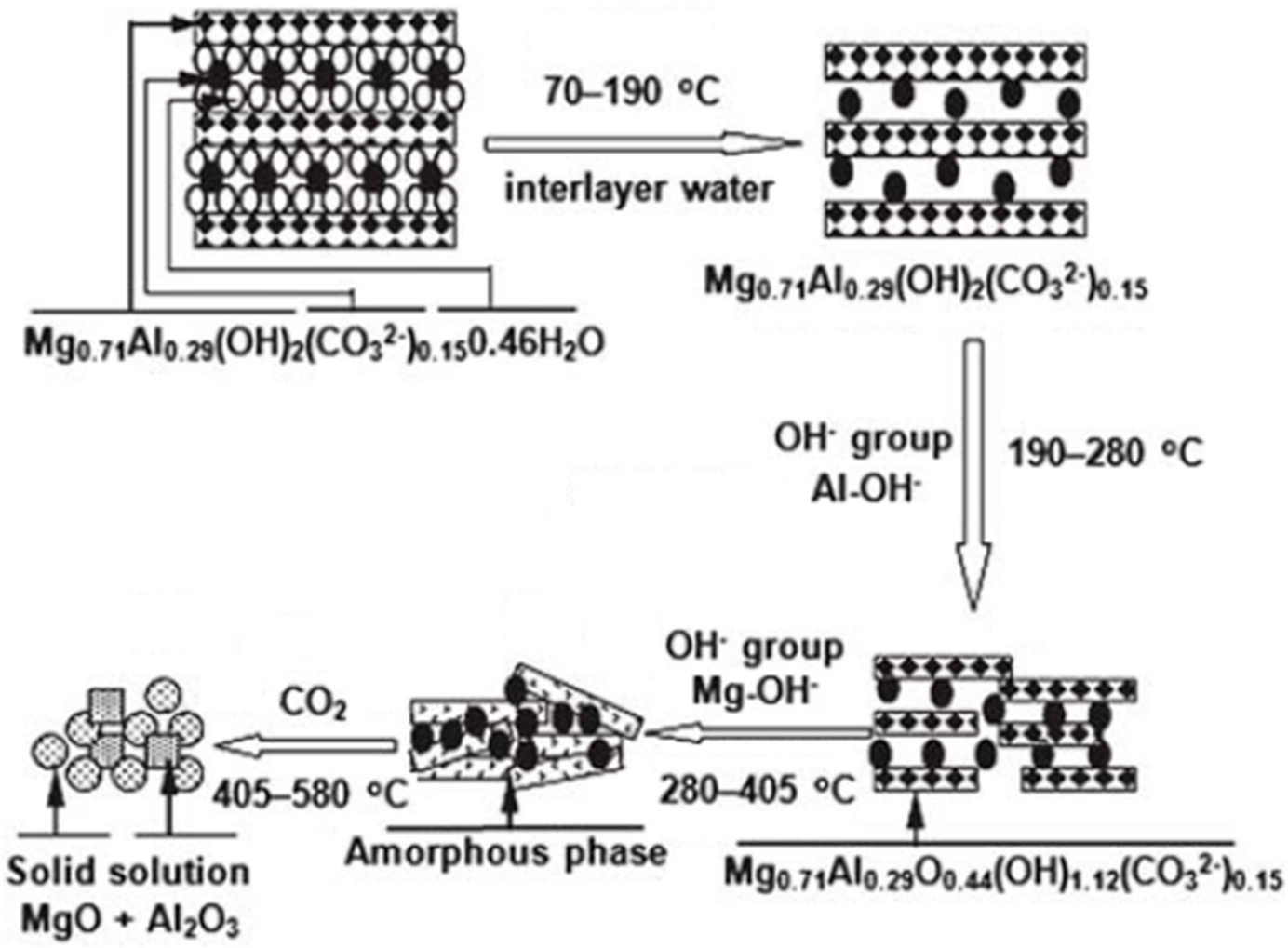{kind=link}
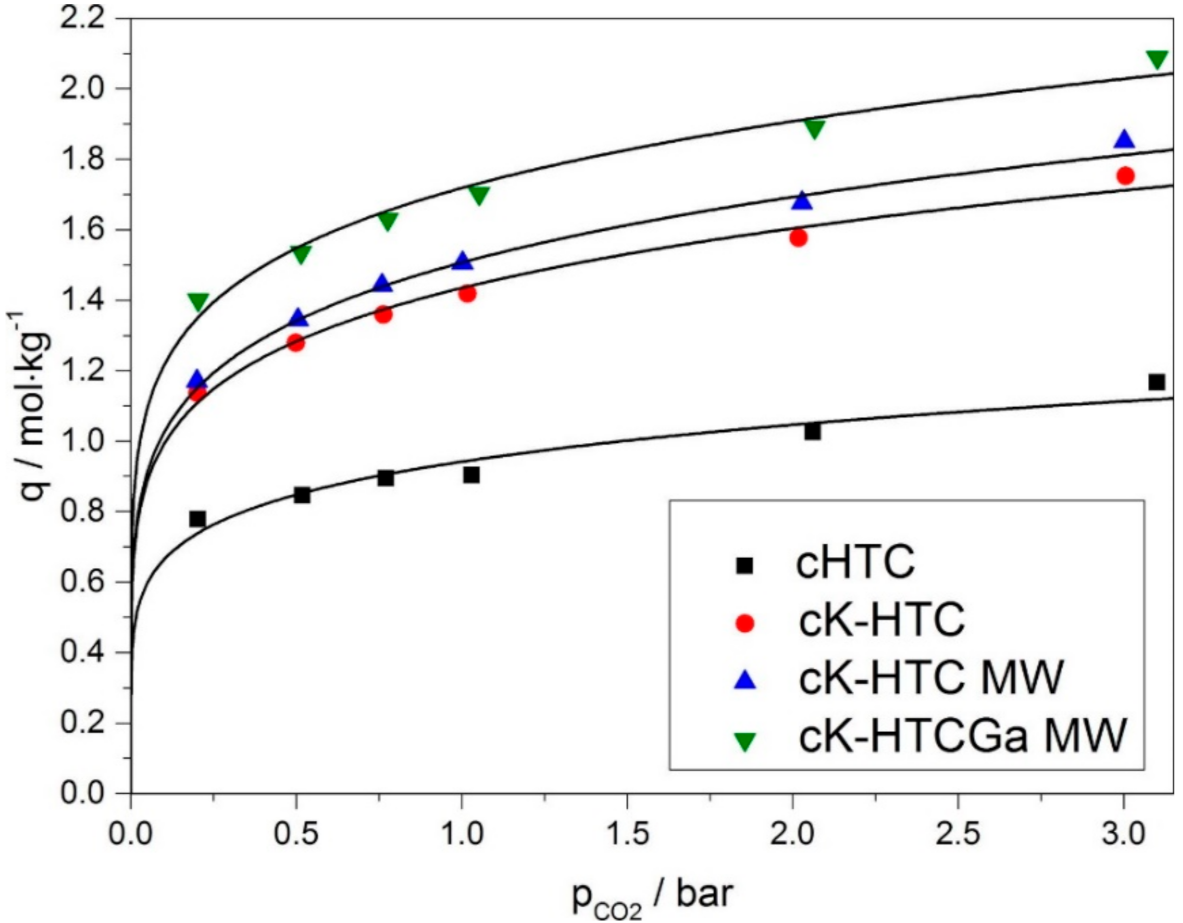{kind=link}
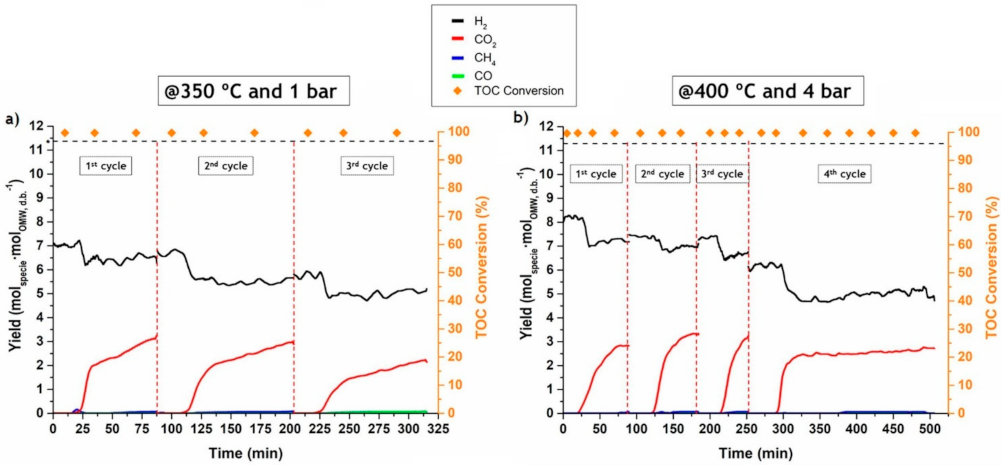{kind=link}
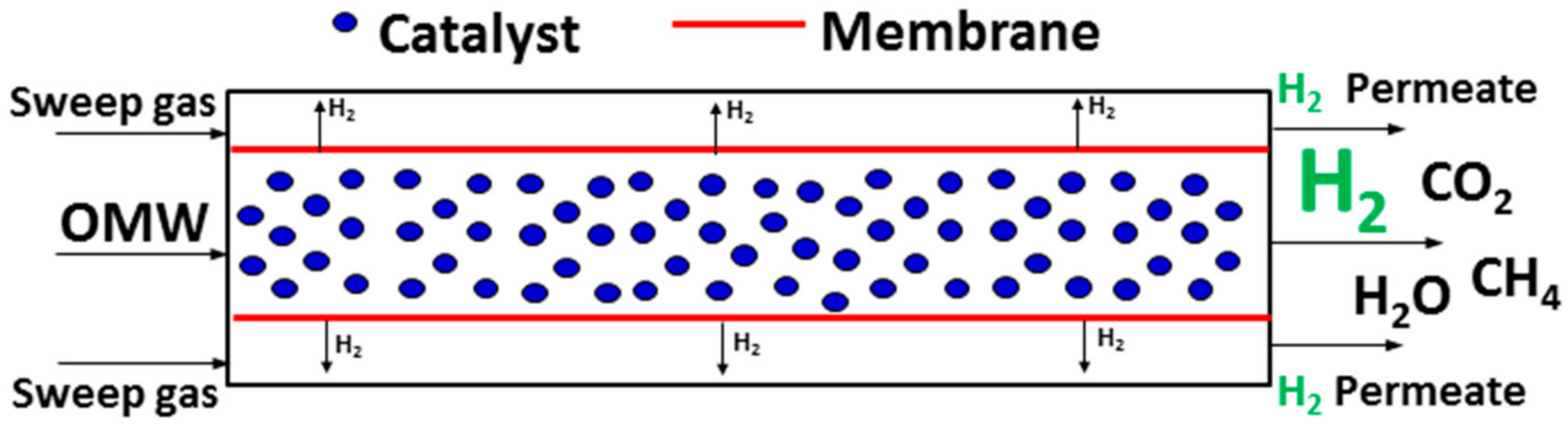{kind=link}
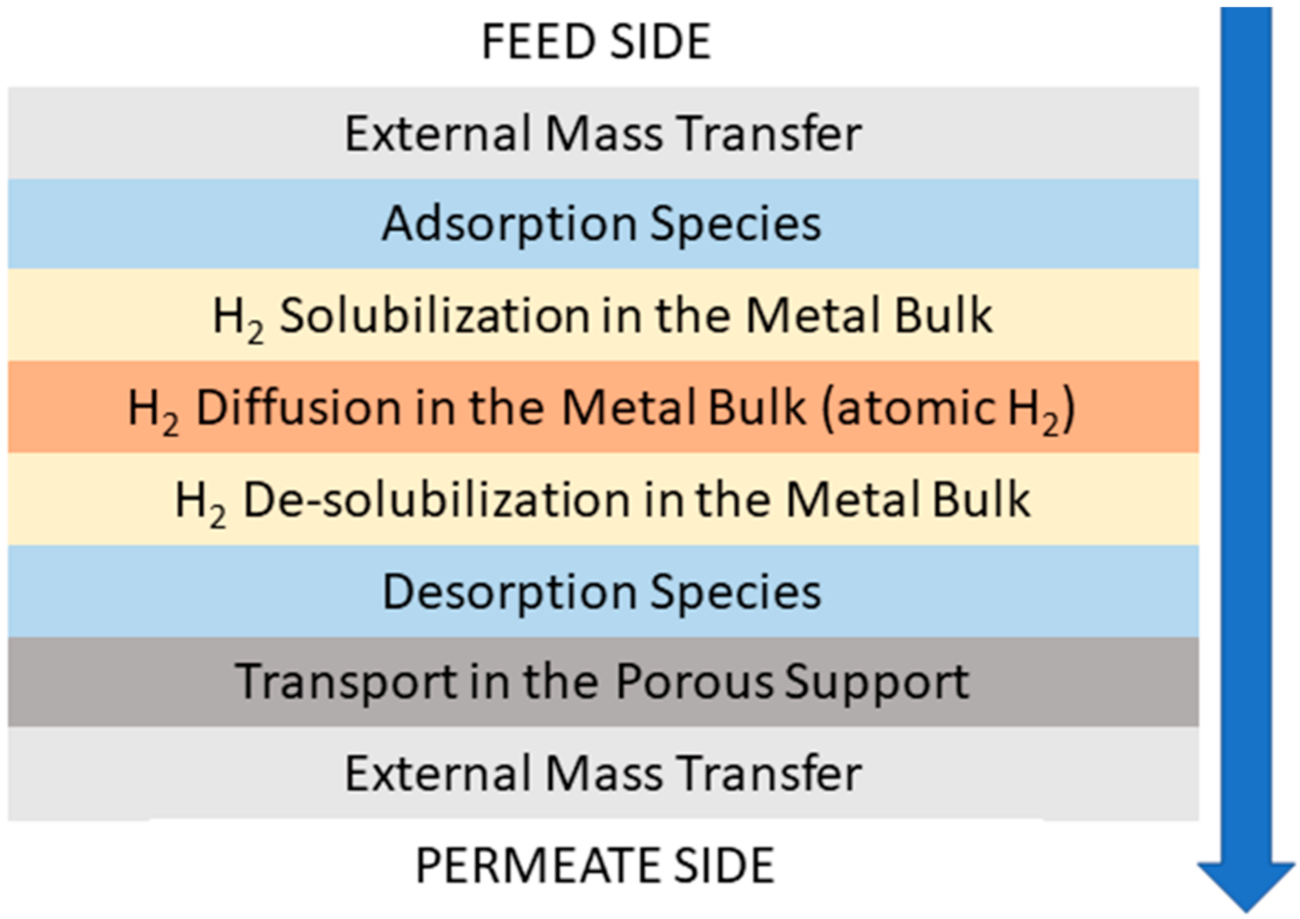{kind=link}
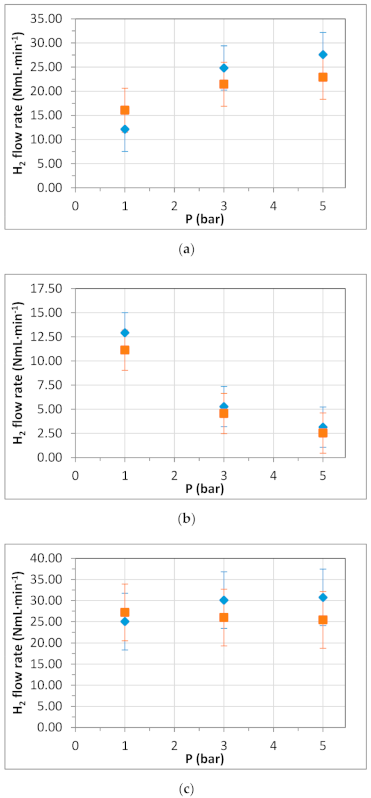{kind=link}
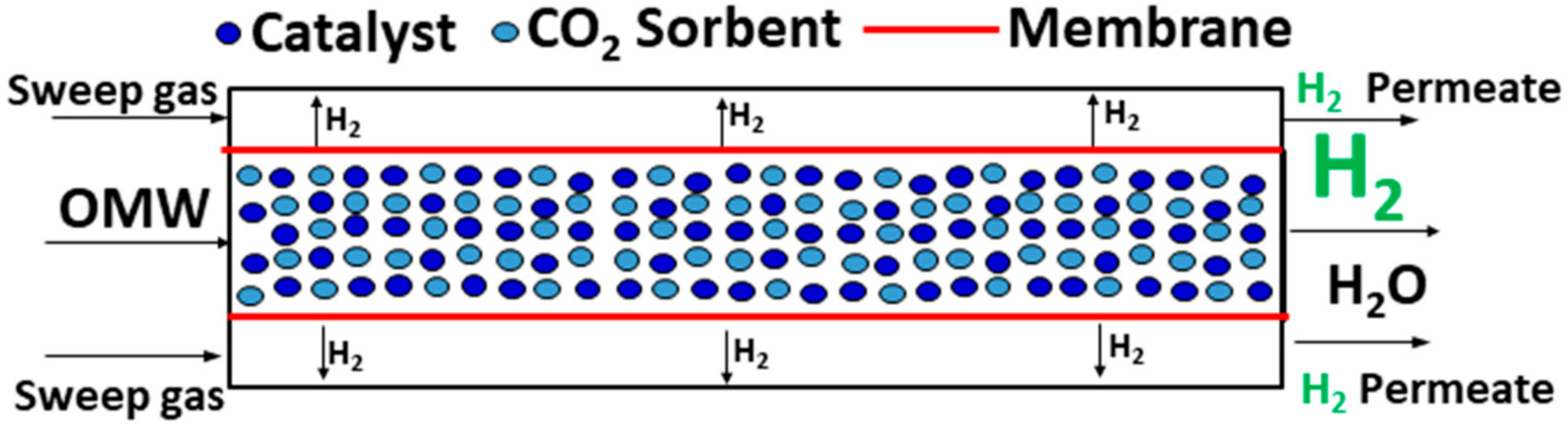{kind=link}
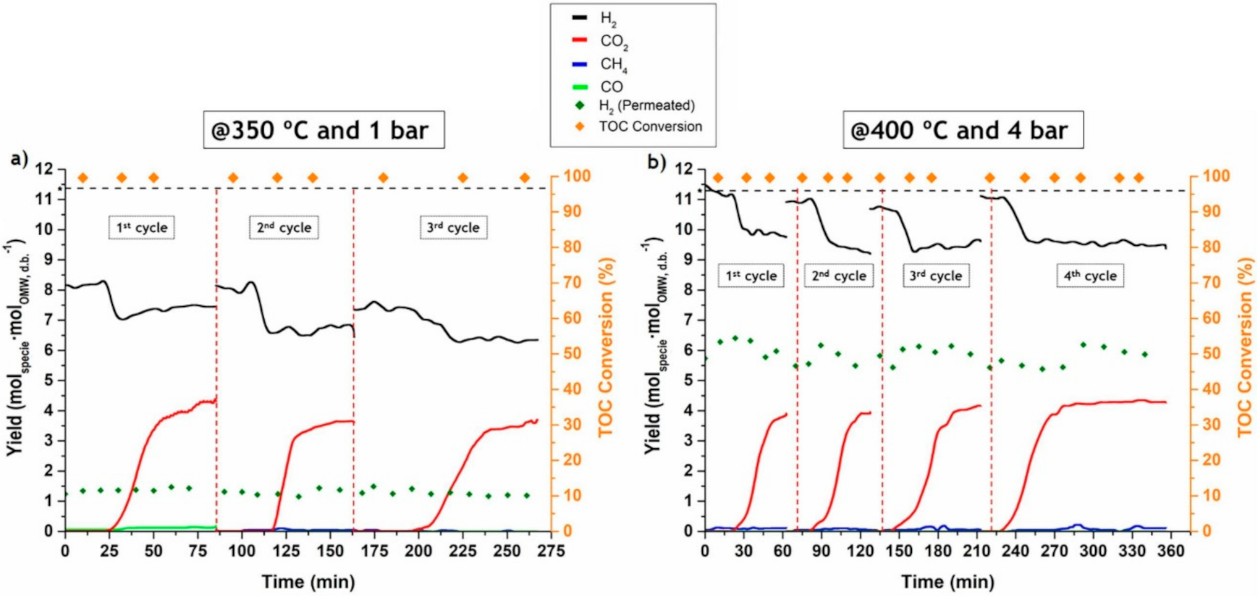{kind=link}
| Organic Species | Inorganic Species | ||||
|---|---|---|---|---|---|
| Solid Waste (g·L−1) | 11.5–102.5 | Pb (μg·L−1) | 6.7–10 | Ca (g·L−1) | 0.03–0.29 |
| Organic Matter (g·L−1) | 16.7–81.6 | Cd (μg·L−1) | 0.03–10 | K (g·L−1) | 0.73–6.1 |
| Lipids (g·L−1) | 1.64–9.8 | Fe (mg·L−1) | 0.45–20 | Cl (g·L−1) | 0.76–1 |
| Polyphenols (g·L−1) | 0.002–11.5 | Zn (mg·L−1) | 1.7–4.98 | Na (g·L−1) | 0.03–0.13 |
| Sugars (g·L−1) | 1.3–8.79 | Cu (mg·L−1) | 0.49–2.96 | ||
| Organic Acids (g·L−1) | 0.78–1 | Mn (mg·L−1) | 0.46–20 | ||
| Total Nitrogen (g·L−1) | 0.06–0.95 | Mg (mg·L−1) | 0.03–0.17 | ||
| Ratio of Polyphenols/Sugars | 0.46 |
| Species | |
| Tyrosol | 16.68% |
| P-Coumaric acid | 14.83% |
| D-Arabinose | 22.83% |
| D-Galactose | 22.83% |
| D-Galacturonic acid | 22.83% |
| Catalyst | Temperature (°C) | Pressure (Bar) | Feed Flow Rate | FOMW (g·h−1) | Conversion (%) | H2 Yield (%) | H2 Purity (%) | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 wt.% Pt/Al2O3 (commercial) | 450 | 3 | WHSV (a) = 5.56 × 10−3 mol·h−1·gcat−1 | 10 | n.d. (b) | 40 (c) | 38 (d) | [6] |
| 1 wt.% Pt/Al2O3 (commercial) | 450 | 5 | WHSV (a) = 1.74 × 10−2 mol·h−1·gcat−1 | 15 | ≈60 (e) | 29 (c) | 25 (d) | [89] |
| <3 wt.% Pt-Rh-Pd/CeZr2-Al2O3 | 450 | 5 | WHSV (a) = 1.74 × 10−2 mol·h−1·gcat−1 | 15 | >90 (e) | 35 (c) | 35 (d) | [89] |
| 1 wt.% Pt/CeLa | 700 | 1 | GHSV (f) = 13,500 h−1 | 54 | 90–96 (g) | 58 (i) | 72 (h) | [28] |
| 1 wt.% Ru/CeLa | 700 | 1 | GHSV (f)= 13,500 h−1 | 54 | 90–96 (g) | 52 (i) | 72 (h) | [28] |
| 1 wt.% Rh/CeLa | 700 | 1 | GHSV (f) = 13,500 h−1 | 54 | 90–96 (g) | 44 (i) | 73 (h) | [28] |
| 10 wt.% Ni/CeLa | 700 | 1 | GHSV (f) = 13,500 h−1 | 54 | 90–96 (g) | 42 (i) | 65 (h) | [28] |
| 2 wt.% Rh/M-Al2O3 | 400 | 1 | WHSV (a) = 1.75 mol·h−1·gcat−1 | 30 (j) | ≈90 (g) | 10 (k) | ≈70 (h) | [85] |
| Catalyst | Temperature (°C) | Pressure (Bar) | Feed Flow Rate | SCFR (a) | Conversion (%) | H2 Yield (b) (%) | H2 Selectivity (c)/Purity (d) (%) | Ref. |
|---|---|---|---|---|---|---|---|---|
| 3.5 wt.% Ni/5 wt.% La2O3-ZrO2 1 | 700 | 1 | GHSV (e) = 240,000 h−1 | 5 | 100 | 87 | 89/64 | [105] |
| (2.5 + 2.5) wt.% Ni-Cu/Al2O3 1 | 750 | 1 | WHSV (f) = 28 h−1 | 1.25 | 100 | 67 | 68/57 | [156] |
| 15 wt.% Ni/α-Al2O3 1 | 600 | 1 | WHSV (f) = 20 h−1 | 1 | ≈100 | 90 | 90/66 | [107] |
| (15 + 2) wt.% Ni-Ru/10 wt.% CeO2-Al2O3 1 | 700 | 1 | WHSV (f) = 21 h−1 | 3.2 | 91 | 67 | 79/61 | [140] |
| 10 wt.% Ni/La2O3-Al2O3 1 (La2O3/Al2O3 = 1:3, weight ratio) | 700 | 1 | LHSV (g) = 10 h−1 | 1 | 100 | 72 | 71/59 | [134] |
| 15 wt.% Ni/Al2O3 1 | 700 | 1 | FAcetic Acid = 10 g·h−1 | 1 | 100 | 57 | 58/54 | [157] |
| 3.2 wt.% Ni/CeO2-ZrO2 1 | 700 | 1 | WHSV (f) = 25 h−1 | 14 | ≈84 | 68 | 88/64 | [106] |
| 0.5 wt.% Pt/CeO2 1 | 700 | n.s. (h) | GHSV (e) = 80,000 h−1 | 5 | 98 | 94 | ≈100/67 | [113] |
| 28 wt.% Co/7 wt.% K-Al2O3 1 | 600 | 1 | LHSV (g) = 10 h−1 | 7.5 | 100 | 86 | 87/64 | [138] |
| (6.6 + 10) wt.% Ni-Fe/(CeO2)0.4-PG0.6 1 | 600 | 1 | LHSV (g) = 14,427 h−1 | 3 | ≈97 | 88 | 84/63 | [141] |
| (35 wt.% NiO) Ni/Hydrotalcite 1 | 600 | 1 | n.s. (h) | 1.5 | ≈100 | 47 | 67/56 | [111] |
| Ni/BC4 1 | 700 | 1 | LHSV (g) = 10 h−1 | 2.5 | 91.2 | 71 | 79/61 | [129] |
| 10 wt.% Ni/ATTP 1 | 600 | 1 | LHSV (g) = 7.2 h−1 | 5 | ≈100 | 72 | 91/65 | [128] |
| 25 wt.% Ni/Atta 1 | 700 | 1 | LHSV (g) = 10.4 h−1 | 5 | 96 | 89 | 90/64 | [93] |
| 15 wt.% Ni/Al2O3-La2O3-CeO2 1 | 650 | 1 | QT = 2.5 mL·h−1 | 6.5 | ≈100 | 88 | 90/64 | [151] |
| Co (unsupported) | 600 | 1 | LHSV (g) = 4 h−1 | 9.2 | 100 | ≈100 | 99/66 | [121] |
| 3 wt.% Ni/(0.4 + 5) wt.% K-LaO2-ZrO2 2 | 700 | 1 | GHSV (e) = 950,000 h−1 | 20 | ≈81 | 83 | 98/70 | [136] |
| 0.1 wt.% Rh/(50 + 25) wt.% MgO-CeO2-ZrO2 2 | 700 | 1 | GHSV (e) = 80,000 h−1 | 13 | 97 | 90 | 86/67 | [116] |
| Ni-Fe/olivine 2 | 850 | 1 | W/F (i) = 10.28 kgcat·h·m−3 | 1 | ≈100 | n.d. (h) | 81/63 | [158] |
| 1.5 wt.% Pt/CeO2-Al2O3 3 | 700 | 1 | QT = 300 mL·min−1 | 6 | ≈95 | n.d. (h) | 81/66 | [114] |
| 16.4 wt.% Ni/Al2O3 3 | 800 | 1 | GHSV (e) = 61,200 h−1 | 3 | >94 | 91 | 75/66 | [159] |
| Catalyst | Mass of Catalyst (g) | Stability | Preparation Method | Ref. |
|---|---|---|---|---|
| 3.5 wt.% Ni/5 wt.% La2O3-ZrO2 1 | 0.050 | Lost 7% H2 yield in 20 h | Impregnation | [105] |
| (2.5 + 2.5) wt.% Ni-Cu/Al2O3 1 | 0.1 | Result of 7.5 h (no deactivation) | Impregnation over support prepared by following evaporation induced self-assembly | [156] |
| 15 wt.% Ni/α-Al2O3 1 | 1.5 | n.d. (a) | Impregnation | [107] |
| 10 wt.% Ni/La2O3-Al2O3 1 (La2O3/Al2O3 = 1:3, weight ratio) | 0.2 | Result of 30 h (no deactivation) | Co-precipitation | [134] |
| 15 wt.% Ni/Al2O3 1 | 0.2 | n.d. (a) | Incipient wetness impregnation | [157] |
| 6.6 wt.% Ni-10 wt.% Fe/(CeO2)0.4-PG0.6 1 | n.s. (a) | Result of 20 h (no deactivation) | Co-precipitation | [141] |
| Ni/BC4 1 | 0.15 | n.d. (a) | Impregnation | [129] |
| 10 wt.% Ni/ATTP 1 | 0.5 | n.d. (a) | Impregnation | [128] |
| 16.4 wt.% Ni/Al2O3 2 | n.s. (a) | Result of 5 h (no deactivation) | Impregnation | [159] |
| Sorbent | Sorption Capacity (a) (mmol·g−1) | Temperature (°C) | Regeneration Temperature (°C) | pCO2 (Bar) | pH2O (Bar) | Ref. |
|---|---|---|---|---|---|---|
| CaO-Y2O3 (20 wt.% Y2O3) | 12.95 | 850 | 850 | n.s. (b) | - | [206] |
| CaO | 17.30 | 600 | 700 | 0.30 | - | [207] |
| CuO/CaO/Ca12Al14O33 (19/43/38 wt.%) | 3.14 | 650 | 870 | 0.15 | 0.25 | [202] |
| Na2CO3-CaO | 14.7 | 800 | 800 | 1.00 | - | [208] |
| CaO-Mg | 10.22 | 600 | 700 | 0.50 | - | [205] |
| Li2ZrO3 | 5.00 | 500 | n.s. (b) | n.s. (b) | n.s. (b) | [242] |
| Li4SiO4 | 7.29 | 600 | 750 | 1.00 | - | [236] |
| Li4SiO4 | 6.24 | 550 | 700 | 0.15 | - | [229] |
| K-Li4SiO4 (30 wt.% K2CO3) | 5.23 | 580 | 700 | 0.04 | - | [226] |
| K-Li4SiO4 | 5.00 | 575 | 700 | 1.00 | - | [241] |
| Li4SiO4 | 5.00 | 550 | 700 | 0.15 | - | [229] |
| CaNd75 | 10.9 | 650 | n.s. (b) | 0.15 | - | [203] |
| cHTC (Mg/Al = 2) | 0.81 | 300 | n.s. (b) | 1.03 | - | [209] |
| HTC (Mg/Al = 2) | 0.54 | 300 | n.s. (b) | 0.14 | - | [210] |
| K-HTC | 0.79 | 400 | n.s. (b) | 1.00 | - | [243] |
| K-HTC (20 wt.% K2CO2, Mg/Al = 0.6) | 0.28 | 400 | 400 | 0.50 | - | [219] |
| K-HTC (22 wt.% K2CO2, Mg/Al ≈ 2) | 0.58 | 400 | 400 | 0.47 | - | [220] |
| HTC-20K (20 wt.% K, Mg/Al = 2) | 2.14 | 300 | n.s. (b) | 1.10 | - | [210] |
| cK-HTC (20 wt.% K, Mg/Al = 2 | 1.42 | 300 | n.s. (b) | 1.02 | - | [209] |
| MG30-KN (20 wt.% K, Mg/Al ≈ 0.5) | 1.08 | 335 | 435 | 0.50 | 0.5 | [221] |
| K-HTC (20 wt.% K2CO2 and Mg/Al = 2) | 9.40 | 300 | 600 | 0.34 | 4.5 | [215] |
| K-HTC MW (20 wt.% K2CO2, Mg/Al = 2) | 1.46 | 300 | n.s. (b) | 1.00 | - | [223] |
| cK-HTC MW (20 wt.% K, Mg/Al = 2) | 1.51 | 300 | n.s. (b) | 1.00 | - | [209] |
| HTC-10Ga(10 wt.% Ga, Mg/Al = 2) | 0.58 | 300 | n.s. (b) | 1.12 | - | [210] |
| HTC-10Ga-20K (10 wt.% Ga, 20 wt.% K, Mg/Al = 2) | 1.82 | 300 | 300 | 1.08 | - | [210] |
| cK-HTCGa MW (20 wt.% K, Mg/(Al+Ga) = 2, Al/Ga = 9) | 1.70 | 300 | n.s. (b) | 1.05 | - | [209] |
| Li/Na/K-MgAl-C16 (55 wt.% Li-Na-K, Mg/Al = 20) | 3.21 | 200 | 400 | 1.00 | - | [246] |
| Mg3Al1-CO3 | 0.53 | 200 | n.s. (b) | 1.00 | - | [222] |
| Mg3Al1-NO3 | 0.21 | 200 | n.s. (b) | 1.00 | - | [222] |
| Mg3Al1-HNO3 | 0.18 | 200 | n.s. (b) | 1.00 | - | [222] |
| Mg3Al1-SO4 | 0.10 | 200 | n.s. (b) | 1.00 | - | [222] |
| Mg3Al1-Cl | 0.18 | 200 | n.s. (b) | 1.00 | - | [222] |
| (Mg,Al)(Cl) (Mg/Al = 3) | 0.44 | 330 | n.s. (b) | 1.00 | - | [224] |
| (Mg,Al)(ClO4) (Mg/Al = 3) | 3.55 | 330 | n.s. (b) | 1.00 | - | [224] |
| (Mg,Al)(Fe(CN)6) (Mg/Al = 3) | 0.75 | 330 | n.s. (b) | 1.00 | - | [224] |
| MgAl-C16 (Mg/Al = 3) | 0.91 | 200 | 400 | 1.00 | - | [246] |
| Mg3Al-stearate | 1.25 | 300 | n.s. (b) | 1.00 | - | [247] |
| Membrane/Support | Temperature (°C) | δ (µm) | H2 Permeance (mol·m−2·s−1·Pa−0.5) (a) | Selectivity (H2/N2) | Ref. |
|---|---|---|---|---|---|
| Pd-25 wt.% Ag/Al2O3 | 300 | 50 | 1.15 × 10−4 | ∞ | [354] |
| Pd-23-25 wt.% Ag | 350 | 84 | 2.26 × 10−4 | ∞ | [355] |
| Pd-5 wt.% Pt/YSZ | 400 | 6.6 | 1.18 × 10−3 | 994 | [356] |
| Pd/TiO2/Ti-Al | 500 | 14 | 1.07 × 10−3 | ∞ | [357] |
| Pd-23 wt.% Ag/stainless steel | 400 | 150 | 1.27 × 10−4 | ∞ | [6] |
| Pd-15 wt.% Ag/Al2O3 | 300 | 5 | 2.13 × 10−3 | 528 | [358] |
| Pd-23 wt.% Ag | 400 | 61 | 1.46 × 10−4 | ∞ | [331] |
| Pd-20 wt.% Ag/Al2O3 | 400 | 2.5 | 2.70 × 10−3 | ∞ | [323] |
| Pd-8 wt.% Ho | 600 | 100 | 7.89 × 10−4 | n.d. (b) | [315] |
| Pd-Au/PSS | 450 | 12 | 1.30 × 10−3 | ∞ | [359] |
| Pd-1.3 wt.% Ru/Al2O3 | 500 | 1.8 | 4.12 × 10−3 | 2611 | [360] |
| Pd-20 wt.% Ag/Al2O3 | 400 | 2.5 | 3.90 × 10−3 | ≥10,000 | [361] |
| Pd-23 wt.% Ag/PSS | 400 | 2.8 | 3.25 × 10−3 | ≥2900 | [322] |
| Membrane/Support | Temperature (°C) | δ (µm) | H2 Permeance (mol·m−2·s−1·Pa−1) (a) | Selectivity (H2/N2) | Ref. |
|---|---|---|---|---|---|
| Pd-7 wt.% Ag/Al2O3 | 400 | 0.78 | 1.14 × 10−5 | 640 | [362] |
| Pd-15 wt.% Ag/Al2O3 | 400 | 4.0 | 4.2 × 10−6 | 20,000 | [363] |
| Pd-5 wt.% Ag/Al2O3 | 400 | 1.0 | 4.6 × 10−6 | 25,938 | [294] |
| Pd-23 wt.% Ag/ZrO2 | 400 | 1.0 | 8.0 × 10−6 | 500 | [364] |
| Pd-Ag/Al2O3 | 400 | 1.3 | 9.0–9.4 × 10−6 | 1900 | [365] |
| Pd-7-8 wt.% Au/Al2O3 | 500 | 2-3 | 6.2 × 10−6 | 1400 | [366] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rocha, C.; Soria, M.A.; Madeira, L.M. Olive Mill Wastewater Valorization through Steam Reforming Using Multifunctional Reactors: Challenges of the Process Intensification. Energies 2022, 15, 920. https://doi.org/10.3390/en15030920
Rocha C, Soria MA, Madeira LM. Olive Mill Wastewater Valorization through Steam Reforming Using Multifunctional Reactors: Challenges of the Process Intensification. Energies. 2022; 15(3):920. https://doi.org/10.3390/en15030920
Chicago/Turabian StyleRocha, Cláudio, Miguel Angel Soria, and Luís M. Madeira. 2022. "Olive Mill Wastewater Valorization through Steam Reforming Using Multifunctional Reactors: Challenges of the Process Intensification" Energies 15, no. 3: 920. https://doi.org/10.3390/en15030920