

Energy Saving by Parametric Optimization and Advanced Lubri-Cooling Techniques in the Machining of Composites and Superalloys: A Systematic Review
 , ,
, ,  ,
,  and
and
Abstract
:1. Introduction
2. Classification of Superalloys
2.1. Nickel-Based Superalloys
2.2. Cobalt-Based Superalloys
2.3. Iron-Based Superalloys
3. Classification of Composites
4. Discussion
5. Conclusions
- There are over one hundred published papers in the last five years in open literature regarding energy optimization and reduction during machining of the superalloys and composite materials. Compared with the numerous papers in the field, such numbers show that this part of the machining studies still needs more research.
- The measurement of the energy consumption on the machine tools is an easy task considering the diversity of the sensor systems that are capable to determine the amount of the depleted energy. Such tasks can be fulfilled by the cutting force, current, power and energy measurement sensors.
- Seemingly, superalloys have gained popularity in the last five years, which is understandable when thinking about their place in prominent sectors such as energy, space and automotive. In this direction, most of this research paper is about the energy optimizations of the superalloys. As for composites, limited studies, of which more than half of them are about Al-based and CFRP composites, have been encountered. The main reason for this situation can be deduced from that the energy aspects of composite cutting operations depend on various process and structure-induced variables and different behavior of matrix and reinforcement phases. Such observations pave the way for diverse researchers to fill the blind spots in the current literature studies, which makes the present review study more innovative.
- Drilling, milling and turning are the most encountered machine tools for calculating energy consumption, which is logical since these operations are widely applied in the world. However, a handful of research has been performed on the effect of different cooling/lubricating strategies on energy saving, which has proven itself in increasing energy efficiency and reducing costs.
- Composites are considered a workpiece material when looking at energy-based machining studies; however, it should be noted that their number is highly low compared with different types of materials. In this direction, it is recommended that future projects about machinability studies should be directed into composite materials. One of the reasons is that composites are powerful materials that gather the several material properties needed to meet the physical and constructional expectations.
- This study is expected to make a contribution to the literature in the field of the machining industry for the ones who work on superalloys and composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| SEM | Scanning Electron Microscope |
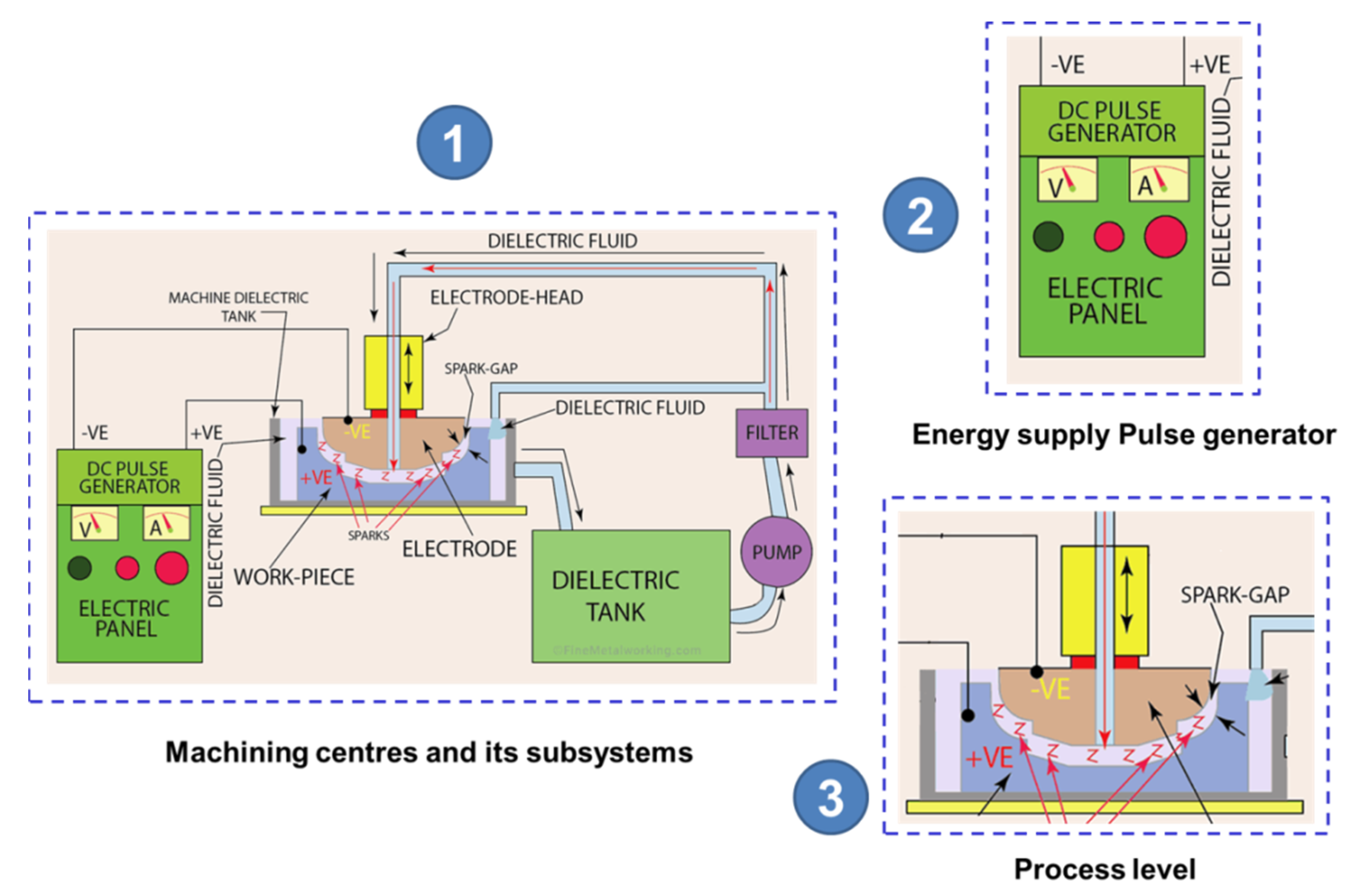
| EDM | Electric Discharge Machining |
| CNC | Computer Numerical Control |
| EDS | Energy dispersive spectrometer |
| EDX | Energy dispersive X-ray |
| MMC | Metal matrix composite |
| CFRP | Carbon fiber reinforced polymer |
| SCE | Specific cutting energy |
| SAM | Scanning acoustic microscope |
| MRR | Material removal rate |
References
- Perea-Moreno, A.-J. Renewable energy and energy saving: Worldwide research trends. Sustainability 2021, 13, 13261. [Google Scholar] [CrossRef]
- Monastersky, R. Global carbon dioxide levels near worrisome milestone: Concentrations of greenhouse gas will soon surpass 400 parts per million at sentinel spot. Nature 2013, 497, 13–15. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mella, P. Global Warming: Is It (Im) Possible to Stop It? The Systems Thinking Approach. Energies 2022, 15, 705. [Google Scholar] [CrossRef]
- Lenzen, M.; Wier, M.; Cohen, C.; Hayami, H.; Pachauri, S.; Schaeffer, R. A comparative multivariate analysis of household energy requirements in Australia, Brazil, Denmark, India and Japan. Energy 2006, 31, 181–207. [Google Scholar] [CrossRef]
- Akrofi, M. An analysis of energy diversification and transition trends in Africa. Int. J. Energy Water Resour. 2021, 5, 5855. [Google Scholar] [CrossRef]
- Kim, H.; Choi, H.; Kang, H.; An, J.; Yeom, S.; Hong, T. A systematic review of the smart energy conservation system: From smart homes to sustainable smart cities. Renew. Sustain. Energy Rev. 2021, 140, 110755. [Google Scholar] [CrossRef]
- Gillingham, K.; Newell, R.; Palmer, K. Energy efficiency policies: A retrospective examination. Annu. Rev. Environ. Resour. 2006, 31, 161–192. [Google Scholar] [CrossRef] [Green Version]
- Shove, E. Efficiency and consumption: Technology and practice. Energy Environ. 2004, 15, 1053–1065. [Google Scholar] [CrossRef]
- Carter, J. Crisis of Confidence; The Carter Center: Atlanta, GA, USA, 1979; pp. 3–27. [Google Scholar]
- Schipper, M. Energy-Related Carbon Dioxide Emissions in US Manufacturing. Energy Inf. Adm. 2006, 8–10. Available online: https://www.eia.doe.gov/oiaf/1605/ggrpt/pdf/industry_mecs.pdf (accessed on 29 September 2022).
- Binali, R.; Yaldız, S.; Neşeli, S. Investigation of Power Consumption in the Machining of S960QL Steel by Finite Elements Method. Eur. J. Tech. EJT 2022, 12, 43–48. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, Z.; He, Y.; Cao, H.; Guo, Y. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy 2017, 133, 142–157. [Google Scholar] [CrossRef]
- Liu, Z.; Sealy, M.P.; Li, W.; Zhang, D.; Fang, X.; Guo, Y.; Liu, Z. Energy consumption characteristics in finish hard milling. J. Manuf. Process. 2018, 35, 500–507. [Google Scholar] [CrossRef]
- Binali, R.; Coşkun, M.; Neşeli, S. An Investigation of Power Consumption in Milling AISI P20 Plastic Mold Steel by Finite Elements Method. Avrupa Bilim Teknol. Derg. 2022, 34, 513–518. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Şap, S.; Giasin, K.; Pimenov, D.Y. Tribological aspects, optimization and analysis of Cu-B-CrC composites fabricated by powder metallurgy. Materials 2021, 14, 4217. [Google Scholar] [CrossRef] [PubMed]
- Binali, R.; Yaldiz, S.; Neşeli, S. S960QL Yapı Çeliğinin İşlenebilirliğinin Sonlu Elemanlar Yöntemi ile İncelenmesi. Avrupa Bilim Teknol. Derg. 2021, 31, 85–91. [Google Scholar] [CrossRef]
- Demir, H.; Ulas, H.; Binali, R. Investigation of the effects on surface roughness and tool wear in the toolox44 material. Technol. Appl. Sci 2018, 13, 19–28. [Google Scholar]
- Laghari, R.A.; Li, J.; Mia, M. Effects of turning parameters and parametric optimization of the cutting forces in machining SiCp/Al 45 wt% composite. Metals 2020, 10, 840. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Pruncu, C.I.; Mia, M.; Singh, G.; Lozano, J.A.; Carou, D.; Khan, A.M.; Jamil, M. Machining characteristics based life cycle assessment in eco-benign turning of pure titanium alloy. J. Clean. Prod. 2020, 251, 119598. [Google Scholar] [CrossRef]
- Gupta, M.K.; Khan, A.M.; Song, Q.; Liu, Z.; Khalid, Q.S.; Jamil, M.; Kuntoğlu, M.; Usca, Ü.A.; Sarıkaya, M.; Pimenov, D.Y. A review on conventional and advanced minimum quantity lubrication approaches on performance measures of grinding process. Int. J. Adv. Manuf. Technol. 2021, 117, 729–750. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Günay, M. Finite element modelling of cutting forces and power consumption in turning of AISI 420 martensitic stainless steel. Arab. J. Sci. Eng. 2018, 43, 4863–4870. [Google Scholar] [CrossRef]
- Krolczyk, G.; Maruda, R.; Krolczyk, J.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Sarikaya, M.; Pusavec, F. Energy consumption and ecological analysis of sustainable and conventional cutting fluid strategies in machining 15–5 PHSS. Sustain. Mater. Technol. 2022, 32, e00416. [Google Scholar] [CrossRef]
- Tien, J.K. Superalloys, Supercomposites and Superceramics; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Smith, R.; Lewi, G.; Yates, D. Development and application of nickel alloys in aerospace engineering. Aircr. Eng. Aerosp. Technol. 2001, 866, 158777. [Google Scholar] [CrossRef]
- Unune, D.R.; Mali, H.S. Experimental investigation on low-frequency vibration assisted micro-WEDM of Inconel 718. Eng. Sci. Technol. Int. J. 2017, 20, 222–231. [Google Scholar] [CrossRef] [Green Version]
- Dunleavey, J.; Marimuthu, S.; Antar, M. Non-conventional machining of metal matrix composites. In Advances in Machining of Composite Materials; Springer: Cham, Switzerland, 2021; pp. 183–217. [Google Scholar]
- Gamage, J.R.; DeSilva, A.K.; Harrison, C.S.; Harrison, D.K. Process level environmental performance of electrodischarge machining of aluminium (3003) and steel (AISI P20). J. Clean. Prod. 2016, 137, 291–299. [Google Scholar] [CrossRef] [Green Version]
- Kellens, K.; Dewulf, W.; Duflou, J.R. Preliminary environmental assessment of electrical discharge machining. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Cham, Switzerland, 2011; pp. 377–382. [Google Scholar]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Novelty, OH, USA, 2002. [Google Scholar]
- Taillon, G.; Miyagawa, K. Cavitation erosion of Ni-based superalloys manufactured by forging and additive manufacturing. J. Fail. Anal. Prev. 2021, 21, 1902–1917. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hosseini, A. Superalloys. In Machining Difficult-to-Cut Materials; Springer: Cham, Switzerland, 2019; pp. 97–137. [Google Scholar]
- Pollock, T.M.; Tin, S. Nickel-based superalloys for advanced turbine engines: Chemistry, microstructure and properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Akca, E.; Gürsel, A. A review on superalloys and IN718 nickel-based INCONEL superalloy. Period. Eng. Nat. Sci. PEN 2015, 3, 1. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C. Machinability of nickel based superalloys: A review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Yaşar, N.; Günay, M. Numerical and experimental investigation of cutting forces in turning of Nimonic 80A superalloy. Eng. Sci. Technol. Int. J. 2020, 23, 664–673. [Google Scholar] [CrossRef]
- Zhao, S.; Xie, X.; Smith, G.D.; Patel, S.J. Gamma prime coarsening and age-hardening behaviors in a new nickel base superalloy. Mater. Lett. 2004, 58, 1784–1787. [Google Scholar] [CrossRef]
- Ay, M.; Çaydaş, U.; Hasçalik, A. Effect of traverse speed on abrasive waterjet machining of age hardened Inconel 718 nickel-based superalloy. Mater. Manuf. Process. 2010, 25, 1160–1165. [Google Scholar] [CrossRef]
- Wen, D.-X.; Lin, Y.; Chen, J.; Chen, X.-M.; Zhang, J.-L.; Liang, Y.-J.; Li, L.-T. Work-hardening behaviors of typical solution-treated and aged Ni-based superalloys during hot deformation. J. Alloy. Compd. 2015, 618, 372–379. [Google Scholar] [CrossRef]
- Praveen, K.; Sastry, G.; Singh, V. Work-hardening behavior of the Ni-Fe based superalloy IN718. Metall. Mater. Trans. A 2008, 39, 65–78. [Google Scholar] [CrossRef]
- Seede, R.; Zhang, B.; Whitt, A.; Picak, S.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. Effect of heat treatments on the microstructure and mechanical properties of an ultra-high strength martensitic steel fabricated via laser powder bed fusion additive manufacturing. Addit. Manuf. 2021, 47, 102255. [Google Scholar] [CrossRef]
- Gökkaya, H.; Akıncıoğlu, S. Effects of cryogenically treated physical vapor deposition-coated tools on the turning performance of nickel-based superalloy. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 09544089221103515. [Google Scholar] [CrossRef]
- Ezugwu, E.; Wang, Z.; Machado, A. The machinability of nickel-based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I. Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. J. Mater. Process. Technol. 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Günay, M.; Korkmaz, M.E.; Yaşar, N. Performance analysis of coated carbide tool in turning of Nimonic 80A superalloy under different cutting environments. J. Manuf. Process. 2020, 56, 678–687. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Pan, Z.; Feng, Y.; Liang, S.Y. Material microstructure affected machining: A review. Manuf. Rev. 2017, 4, 5. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.-J.; Lin, Y.; He, D.-G.; Lou, Y.-M.; Chen, M.-S. A unified dislocation density-based model for an aged polycrystalline Ni-based superalloy considering the coupled effects of complicate deformation mechanisms and initial δ phase. Mater. Sci. Eng. A 2021, 827, 142062. [Google Scholar] [CrossRef]
- Xu, Y.; Gong, Y.; Wang, Z.; Wen, X.; Yin, G.; Zhang, H.; Qi, Y. Experimental study of Ni-based single-crystal superalloy: Microstructure evolution and work hardening of ground subsurface. Arch. Civ. Mech. Eng. 2021, 21, 1–11. [Google Scholar] [CrossRef]
- Gürgen, S.; Sofuoğlu, M.A. Advancements in conventional machining: A case of vibration and heat-assisted machining of aerospace alloys. In Advanced Machining and Finishing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 143–175. [Google Scholar]
- Zaman, H.A.; Sharif, S.; Kim, D.-W.; Idris, M.H.; Suhaimi, M.A.; Tumurkhuyag, Z. Machinability of cobalt-based and cobalt chromium molybdenum alloys-a review. Procedia Manuf. 2017, 11, 563–570. [Google Scholar] [CrossRef]
- Inoue, A.; Shen, B.; Koshiba, H.; Kato, H.; Yavari, A.R. Cobalt-based bulk glassy alloy with ultrahigh strength and soft magnetic properties. Nat. Mater. 2003, 2, 661–663. [Google Scholar] [CrossRef] [PubMed]
- Mapelli, C.; Casalino, C.; Strada, A.; Gruttadauria, A.; Barella, S.; Mombelli, D.; Longaretti, E.; Perego, F. Comparison of the combined oxidation and sulphidation behavior of nickel-and cobalt-based alloys at high temperature. J. Mater. Res. Technol. 2020, 9, 15679–15692. [Google Scholar] [CrossRef]
- Behera, A. Superalloys. In Advanced Materials; Springer: Cham, Switzerland, 2022; pp. 225–261. [Google Scholar]
- Højerslev, C. Tool Steels; Risø National Laboratory: Roskilde, Denmark, 2001. [Google Scholar]
- Ganji, D.K.; Rajyalakshmi, G. Influence of alloying compositions on the properties of nickel-based superalloys: A review. In Recent Advances in Mechanical Engineering; Springer: Singapore, 2020; pp. 537–555. [Google Scholar] [CrossRef]
- Gopinath, V.M.; Arulvel, S. A review on the steels, alloys/high entropy alloys, composites and coatings used in high temperature wear applications. Mater. Today Proc. 2021, 43, 817–823. [Google Scholar] [CrossRef]
- Tomaszewska, A.; Mikuszewski, T.; Moskal, G.; Migas, D. Primary microstructure, microsegregation and precipitates characterization of an as-cast new type γ-γ′ Co-Al-Mo-Nb cobalt-based superalloy. J. Alloy. Compd. 2018, 750, 741–749. [Google Scholar] [CrossRef]
- Deshpande, S. A Review on Appropriateness of Cobalt based Alloys and Super Alloys for Machining. Int. J. Eng. Res. Technol. 2019, 8, 267. [Google Scholar]
- Hu, H.; Guo, X.; Zheng, Y. Comparison of the cavitation erosion and slurry erosion behavior of cobalt-based and nickel-based coatings. Wear 2019, 428, 246–257. [Google Scholar]
- Kirchgaßner, M.; Badisch, E.; Franek, F. Behaviour of iron-based hardfacing alloys under abrasion and impact. Wear 2008, 265, 772–779. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in additive manufacturing: A review of their microstructure and properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Torres, H.; Varga, M.; Ripoll, M.R. High temperature hardness of steels and iron-based alloys. Mater. Sci. Eng. A 2016, 671, 170–181. [Google Scholar] [CrossRef]
- Cladera, A.; Weber, B.; Leinenbach, C.; Czaderski, C.; Shahverdi, M.; Motavalli, M. Iron-based shape memory alloys for civil engineering structures: An overview. Constr. Build. Mater. 2014, 63, 281–293. [Google Scholar] [CrossRef]
- Pedraza, F.; Savall, C.; Abrasonis, G.; Riviere, J.; Dinhut, J.; Grosseau-Poussard, J.-L. Low energy, high-flux nitridation of face-centred cubic metallic matrices. Thin Solid Film. 2007, 515, 3661–3669. [Google Scholar] [CrossRef] [Green Version]
- Terrani, K.A.; Parish, C.M.; Shin, D.; Pint, B.A. Protection of zirconium by alumina-and chromia-forming iron alloys under high-temperature steam exposure. J. Nucl. Mater. 2013, 438, 64–71. [Google Scholar] [CrossRef]
- Madi, Y.; Latu-Romain, L.; Mathieu, S.; Parry, V.; Petit, J.-P.; Vilasi, M.; Wouters, Y. Semiconducting properties of thermal scales grown on a chromia-forming alloy under controlled oxygen partial pressures. Corros. Sci. 2014, 87, 218–223. [Google Scholar] [CrossRef]
- Galerie, A.; Petit, J.P.; Wouters, Y.; Mougin, J.; Srisrual, A.; Hou, P.Y. Water vapour effects on the oxidation of chromia-forming alloys. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2011; pp. 200–205. [Google Scholar]
- Jozaghi, T.; Wang, C.; Arroyave, R.; Karaman, I. Design of alumina-forming austenitic stainless steel using genetic algorithms. Mater. Des. 2020, 186, 108198. [Google Scholar] [CrossRef]
- Roy, I.; Ekuma, C.; Balasubramanian, G. Examining the thermodynamic stability of mixed principal element oxides in AlCoCrFeNi high-entropy alloy by first-principles. Comput. Mater. Sci. 2022, 213, 111619. [Google Scholar] [CrossRef]
- Shin, D.; Yamamoto, Y.; Brady, M.P.; Lee, S.; Haynes, J.A. Modern data analytics approach to predict creep of high-temperature alloys. Acta Mater. 2019, 168, 321–330. [Google Scholar] [CrossRef] [Green Version]
- Abbas, A.T.; Gupta, M.K.; Soliman, M.S.; Mia, M.; Hegab, H.; Luqman, M.; Pimenov, D.Y. Sustainability assessment associated with surface roughness and power consumption characteristics in nanofluid MQL-assisted turning of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1311–1327. [Google Scholar] [CrossRef]
- Singh, R.; Dureja, J.; Dogra, M.; Gupta, M.K.; Jamil, M.; Mia, M. Evaluating the sustainability pillars of energy and environment considering carbon emissions under machining ofTi-3Al-2.5 V. Sustain. Energy Technol. Assess. 2020, 42, 100806. [Google Scholar] [CrossRef]
- Anand, B.; Giri, A.; Mohanty, C.; Sharma, D. Tool wear and energy consumption optimization in EDM of chromium tool steel. Mater. Today Proc. 2021, 43, 268–272. [Google Scholar] [CrossRef]
- Bagaber, S.A.; Yusoff, A.R. Sustainable optimization of dry turning of stainless steel based on energy consumption and machining cost. Procedia CIRP 2018, 77, 397–400. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Sihag, N. Multi-objective optimization for energy efficient machining with high productivity and quality for a turning process. Procedia CIRP 2019, 80, 67–72. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Wadhwa, J.; Pitroda, A.; Schoop, J.; Pusavec, F. Energy consumption and lifecycle assessment comparison of cutting fluids for drilling titanium alloy. Procedia CIRP 2021, 98, 175–180. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, A.; Khan, M. Development and analysis of tool wear and energy consumption maps for turning of titanium alloy (Ti6Al4V). J. Manuf. Process. 2021, 62, 613–622. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Dai, Y.; Qu, S.; Zhao, J. Energy consumption considering tool wear and optimization of cutting parameters in micro milling process. Int. J. Mech. Sci. 2020, 178, 105628. [Google Scholar] [CrossRef]
- Ragai, I.; Abdalla, A.S.; Abdeltawab, H.; Qian, F.; Ma, J. Toward smart manufacturing: Analysis and classification of cutting parameters and energy consumption patterns in turning processes. J. Manuf. Syst. 2022, 64, 626–635. [Google Scholar] [CrossRef]
- Wirtz, A.; Meiner, M.; Wiederkehr, P.; Myrzik, J. Simulation-assisted investigation of the electric power consumption of milling processes and machine tools. Procedia CIRP 2018, 67, 87–92. [Google Scholar] [CrossRef]
- Akkuş, H.; Yaka, H. Experimental and statistical investigation of the effect of cutting parameters on surface roughness, vibration and energy consumption in machining of titanium 6Al-4V ELI (grade 5) alloy. Measurement 2021, 167, 108465. [Google Scholar] [CrossRef]
- Öztürk, B.; Uğur, L.; Yildiz, A. Investigation of effect on energy consumption of surface roughness in X-axis and spindle servo motors in slot milling operation. Measurement 2019, 139, 92–102. [Google Scholar] [CrossRef]
- Dai, C.-W.; Ding, W.-F.; Zhu, Y.-J.; Xu, J.-H.; Yu, H.-W. Grinding temperature and power consumption in high speed grinding of Inconel 718 nickel-based superalloy with a vitrified CBN wheel. Precis. Eng. 2018, 52, 192–200. [Google Scholar] [CrossRef]
- Ming, W.; Huang, X.; Ji, M.; Xu, J.; Zou, F.; Chen, M. Analysis of cutting responses of Sialon ceramic tools in high-speed milling of FGH96 superalloys. Ceram. Int. 2021, 47, 149–156. [Google Scholar] [CrossRef]
- Moreira, L.C.; Li, W.; Lu, X.; Fitzpatrick, M.E. Energy-Efficient machining process analysis and optimisation based on BS EN24T alloy steel as case studies. Robot. Comput. Integr. Manuf. 2019, 58, 1–12. [Google Scholar] [CrossRef]
- Liu, Z.; Li, C.; Fang, X.; Guo, Y. Cumulative energy demand and environmental impact in sustainable machining of inconel superalloy. J. Clean. Prod. 2018, 181, 329–336. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, H.; Zhang, Y.; Yang, K.; Li, W.; Chen, Z.; Zhang, G. Analysis and optimization of process energy consumption and environmental impact in electrical discharge machining of titanium superalloys. J. Clean. Prod. 2018, 198, 833–846. [Google Scholar] [CrossRef]
- Airao, J.; Nirala, C.K.; Khanna, N. Novel use of ultrasonic-assisted turning in conjunction with cryogenic and lubrication techniques to analyze the machinability of Inconel 718. J. Manuf. Process. 2022, 81, 962–975. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Khanna, N.; Krolczyk, G.M. Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribol. Int. 2021, 153, 106582. [Google Scholar] [CrossRef]
- Ali, M.A.M.; Azmi, A.I.; Murad, M.N.; Zain, M.Z.M.; Khalil, A.N.M.; Shuaib, N.A. Roles of new bio-based nanolubricants towards eco-friendly and improved machinability of Inconel 718 alloys. Tribol. Int. 2020, 144, 106106. [Google Scholar] [CrossRef]
- Jamil, M.; Zhao, W.; He, N.; Gupta, M.K.; Sarikaya, M.; Khan, A.M.; Siengchin, S.; Pimenov, D.Y. Sustainable milling of Ti–6Al–4V: A trade-off between energy efficiency, carbon emissions and machining characteristics under MQL and cryogenic environment. J. Clean. Prod. 2021, 281, 125374. [Google Scholar] [CrossRef]
- Kim, E.-J.; Lee, C.-M. Experimental study on power consumption of laser and induction assisted machining with inconel 718. J. Manuf. Process. 2020, 59, 411–420. [Google Scholar] [CrossRef]
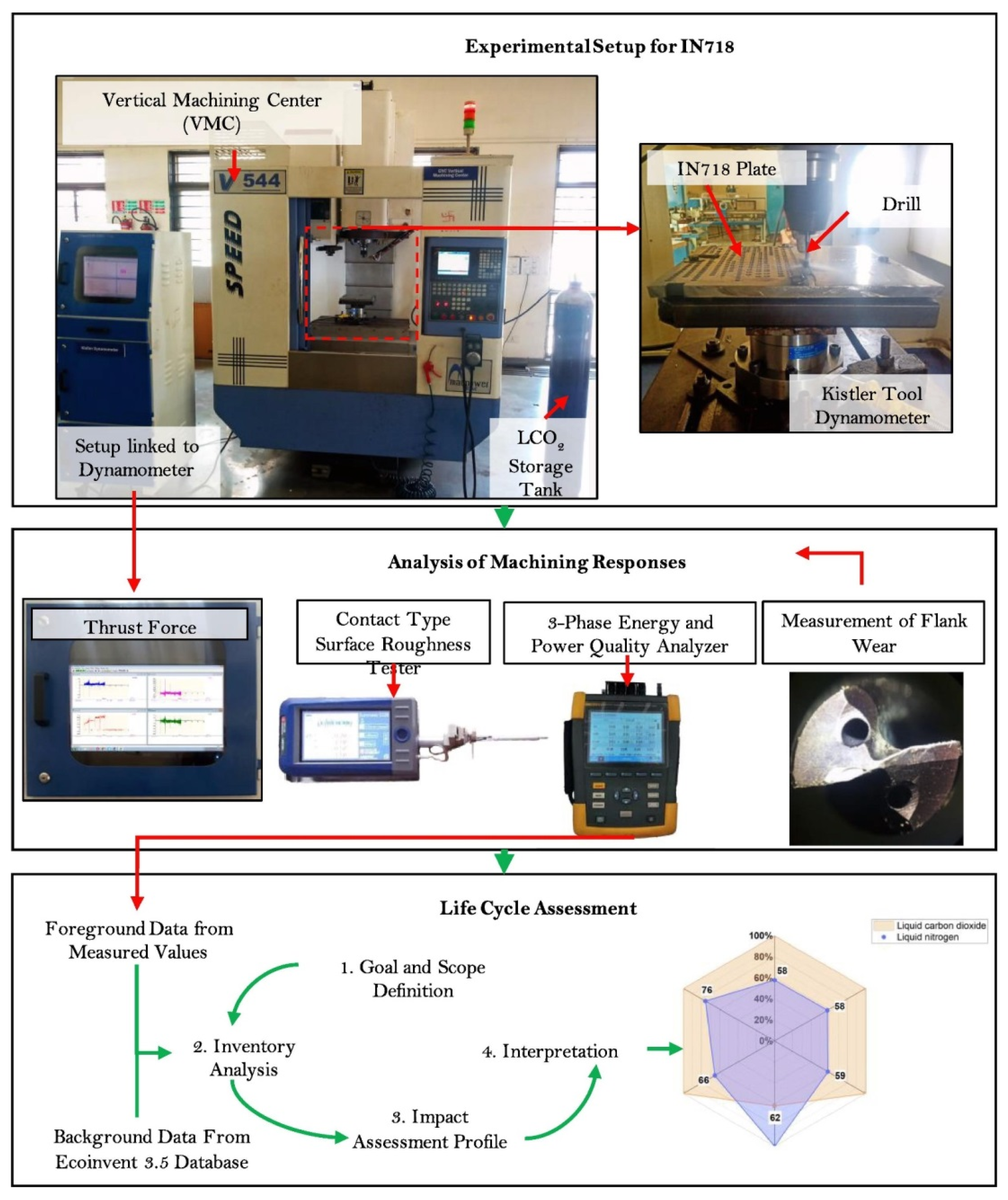
- Shah, P.; Bhat, P.; Khanna, N. Life cycle assessment of drilling Inconel 718 using cryogenic cutting fluids while considering sustainability parameters. Sustain. Energy Technol. Assess. 2021, 43, 100950. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Dogra, M.; Pruncu, C.I. Evaluation of tool wear, energy consumption, and surface roughness during turning of inconel 718 using sustainable machining technique. J. Mater. Res. Technol. 2020, 9, 5794–5804. [Google Scholar] [CrossRef]
- Careri, F.; Imbrogno, S.; Attallah, M.M.; Essa, K.; Umbrello, D. Finite element modeling of machining nickel superalloy produced by direct energy deposition process. Procedia Manuf. 2020, 47, 525–529. [Google Scholar] [CrossRef]
- De Bartolomeis, A.; Newman, S.T.; Shokrani, A. High-speed milling Inconel 718 using Electrostatic Minimum Quantity Lubrication (EMQL). Procedia CIRP 2021, 101, 354–357. [Google Scholar] [CrossRef]
- Ross, N.S.; Gopinath, C.; Nagarajan, S.; Gupta, M.K.; Shanmugam, R.; Kumar, M.S.; Boy, M.; Korkmaz, M.E. Impact of hybrid cooling approach on milling and surface morphological characteristics of Nimonic 80A alloy. J. Manuf. Process. 2022, 73, 428–439. [Google Scholar] [CrossRef]
- Agrawal, C.; Khanna, N.; Pruncu, C.I.; Singla, A.K.; Gupta, M.K. Tool wear progression and its effects on energy consumption and surface roughness in cryogenic assisted turning of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2020, 111, 1319–1331. [Google Scholar] [CrossRef]
- Venkatesan, K. Optimization of surface roughness and power consumption in laser-assisted machining of Inconel 718 by Taguchi based response surface methodology. Mater. Today Proc. 2018, 5, 11326–11335. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Study of machinability in heat-assisted machining of nickel-base alloy. Measurement 2021, 170, 108682. [Google Scholar] [CrossRef]
- Divya, C.; Raju, L.S.; Singaravel, B.; Niranjan, T. Performance investigation of micro hole textured cutting inserts on power consumption and its measuring methodology in turning process. Alex. Eng. J. 2022, 61, 3125–3130. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Gupta, M.K.; Song, Q. Tool wear and hole quality evaluation in cryogenic Drilling of Inconel 718 superalloy. Tribol. Int. 2020, 143, 106084. [Google Scholar] [CrossRef]
- Khan, A.M.; Anwar, S.; Alfaify, A.; Jamil, M.; Sharma, S.; Farooq, M.U.; Khaliq, W.; Iqbal, A. Comparison of machinability and economic aspects in turning of Haynes-25 alloy under novel hybrid cryogenic-LN oils-on-water approach. Int. J. Adv. Manuf. Technol. 2022, 120, 427–445. [Google Scholar] [CrossRef]
- Lubin, G. Handbook of Composites; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Miracle, D.B.; Donaldson, S.L. Introduction to composites. ASM Handb. 2001, 21, 3–17. [Google Scholar]
- Diaz, O.G.; Luna, G.G.; Liao, Z.; Axinte, D. The new challenges of machining Ceramic Matrix Composites (CMCs): Review of surface integrity. Int. J. Mach. Tools Manuf. 2019, 139, 24–36. [Google Scholar] [CrossRef]
- Prashanth, S.; Subbaya, K.; Nithin, K.; Sachhidananda, S. Fiber reinforced composites—A review. J. Mater. Sci. Eng. 2017, 6, 2–6. [Google Scholar]
- Wang, X.; Gao, X.; Zhang, Z.; Cheng, L.; Ma, H.; Yang, W. Advances in modifications and high-temperature applications of silicon carbide ceramic matrix composites in aerospace: A focused review. J. Eur. Ceram. Soc. 2021, 41, 4671–4688. [Google Scholar] [CrossRef]
- Sun, J.; Ye, D.; Zou, J.; Chen, X.; Wang, Y.; Yuan, J.; Liang, H.; Qu, H.; Binner, J.; Bai, J. A review on additive manufacturing of ceramic matrix composites. J. Mater. Sci. Technol. 2023, 138, 1–16. [Google Scholar] [CrossRef]
- Qinglong, A.; Jie, C.; Weiwei, M.; Ming, C. Machining of SiC ceramic matrix composites: A review. Chin. J. Aeronaut. 2021, 34, 540–567. [Google Scholar]
- Qiu, F.; Zhang, H.; Li, C.-L.; Wang, Z.-F.; Chang, F.; Yang, H.-Y.; Han, X.; Jiang, Q.-C. Simultaneously enhanced strength and toughness of cast medium carbon steels matrix composites by trace nano-sized TiC particles. Mater. Sci. Eng. A 2021, 819, 141485. [Google Scholar] [CrossRef]
- Liu, Q.; Fan, G.; Tan, Z.; Guo, Q.; Xiong, D.; Su, Y.; Li, Z.; Zhang, D. Reinforcement with intragranular dispersion of carbon nanotubes in aluminum matrix composites. Compos. Part B Eng. 2021, 217, 108915. [Google Scholar] [CrossRef]
- Chawla, K.K. Metal Matrix Composites, Composite Materials; Springer: New York, NY, USA, 2012. [Google Scholar]
- Mussatto, A.; Ahad, I.U.; Mousavian, R.T.; Delaure, Y.; Brabazon, D. Advanced production routes for metal matrix composites. Eng. Rep. 2021, 3, e12330. [Google Scholar] [CrossRef]
- Bahl, S. Fiber reinforced metal matrix composites—A review. Mater. Today Proc. 2021, 39, 317–323. [Google Scholar] [CrossRef]
- Liang, C.; Gu, Z.; Zhang, Y.; Ma, Z.; Qiu, H.; Gu, J. Structural design strategies of polymer matrix composites for electromagnetic interference shielding: A review. Nano Micro Lett. 2021, 13, 181. [Google Scholar] [CrossRef] [PubMed]
- Zhuo, P.; Li, S.; Ashcroft, I.A.; Jones, A.I. Material extrusion additive manufacturing of continuous fibre reinforced polymer matrix composites: A review and outlook. Compos. Part B Eng. 2021, 224, 109143. [Google Scholar] [CrossRef]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting–Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Tool wear, surface roughness, cutting temperature and chips morphology evaluation of Al/TiN coated carbide cutting tools in milling of Cu–B–CrC based ceramic matrix composites. J. Mater. Res. Technol. 2022, 16, 1243–1259. [Google Scholar] [CrossRef]
- Ji, M.; Xu, J.; Chen, M.; Mansori, M.E. Effects of different cooling methods on the specific energy consumption when drilling CFRP/Ti6Al4V stacks. Procedia Manuf. 2020, 43, 95–102. [Google Scholar] [CrossRef]
- Chen, J.; Ming, W.; An, Q.; Chen, M. Mechanism and feasibility of ultrasonic-assisted milling to improve the machined surface quality of 2D Cf/SiC composites. Ceram. Int. 2020, 46, 15122–15136. [Google Scholar] [CrossRef]
- Arulkirubakaran, D.; Senthilkumar, V.; Chilamwar, V.L.; Senthil, P. Performance of surface textured tools during machining of Al-Cu/TiB2 composite. Measurement 2019, 137, 636–646. [Google Scholar] [CrossRef]
- Peng, P.; Xiang, D.; Li, Y.; Yuan, Z.; Lei, X.; Li, B.; Liu, G.; Zhao, B.; Gao, G. Experimental study on laser assisted ultrasonic elliptical vibration turning (LA-UEVT) of 70% SiCp/Al composites. Ceram. Int. 2022, 48, 33538–33552. [Google Scholar] [CrossRef]
- Wei, C.; Guo, W.; Pratomo, E.S.; Li, Q.; Wang, D.; Whitehead, D.; Li, L. High speed, high power density laser-assisted machining of Al-SiC metal matrix composite with significant increase in productivity and surface quality. J. Mater. Process. Technol. 2020, 285, 116784. [Google Scholar] [CrossRef]
- Karabulut, Ş.; Karakoç, H.; Çıtak, R. Influence of B4C particle reinforcement on mechanical and machining properties of Al6061/B4C composites. Compos. Part B Eng. 2016, 101, 87–98. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. Part B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Bhushan, R.K. Effect of SiC particle size and weight percentage on power consumption during turning of AA7075/SiC composite. Compos. Part C Open Access 2022, 8, 100270. [Google Scholar] [CrossRef]
- Reddy, M.C.; Rao, K.V.; Suresh, G. An experimental investigation and optimization of energy consumption and surface defects in wire cut electric discharge machining. J. Alloy. Compd. 2021, 861, 158582. [Google Scholar] [CrossRef]
- James, S.J.; Annamalai, A.R. Machinability study of developed composite AA6061-ZrO2 and analysis of influence of MQL. Metals 2018, 8, 472. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Ji, M.; Chen, M.; El Mansori, M. Experimental investigation on drilling machinability and hole quality of CFRP/Ti6Al4V stacks under different cooling conditions. Int. J. Adv. Manuf. Technol. 2020, 109, 1527–1539. [Google Scholar] [CrossRef]
- Agrawal, C.; Khanna, N.; Pimenov, D.Y.; Wojciechowski, S.; Giasin, K.; Sarıkaya, M.; Yıldırım, Ç.V.; Jamil, M. Experimental investigation on the effect of dry and multi-jet cryogenic cooling on the machinability and hole accuracy of CFRP composites. J. Mater. Res. Technol. 2022, 18, 1772–1783. [Google Scholar] [CrossRef]
- Kayihan, M.; Karaguzel, U.; Bakkal, M. Experimental analysis on drilling of Al/Ti/CFRP hybrid composites. Mater. Manuf. Process. 2021, 36, 215–222. [Google Scholar] [CrossRef]
- Ic, Y.T.; Saraloğlu Güler, E.; Sezer, B.; Taş, B.S.; Şahin, H.S. Multi-objective Optimization of Turning Parameters for SiC-or Al2O3-Reinforced Aluminum Matrix Composites. Process Integr. Optim. Sustain. 2021, 5, 609–623. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P.; Parameshwaran, R. Parameters optimization for end milling of Al7075–ZrO2–C metal matrix composites using GRA and ANOVA. Trans. Indian Inst. Met. 2020, 73, 2931–2946. [Google Scholar] [CrossRef]
- Shoba, C.; Prasad, D.S.; Sucharita, A.; Abishek, M.; Koundinya, M. Investigations of surface roughness, power consumption, MRR and tool wear while turning hybrid composites. Mater. Today Proc. 2018, 5, 16565–16574. [Google Scholar] [CrossRef]
- Suneesh, E.; Sivapragash, M. Parameter optimisation to combine low energy consumption with high surface integrity in turning Mg/Al2O3 hybrid composites under dry and MQL conditions. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 1–23. [Google Scholar] [CrossRef]
- Zou, F.; Zhong, B.; Zhang, H.; An, Q.; Chen, M. Machinability and surface quality during milling CFRP laminates under dry and supercritical CO2-based cryogenic conditions. Int. J. Precis. Eng. Manuf. Green Technol. 2022, 9, 765–781. [Google Scholar] [CrossRef]
- Jang, D.-y.; Jung, J.; Seok, J. Modeling and parameter optimization for cutting energy reduction in MQL milling process. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 5–12. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Xiong, X.; Xu, W.; Cao, P. Energy Efficiency Optimization for Machining of Wood Plastic Composite. Machines 2022, 10, 104. [Google Scholar] [CrossRef]
- Yu, W.; Chen, J.; Li, Y.; Zuo, Z.; Chen, D.; An, Q.; Chen, M.; Wang, H. Comprehensive study on the cutting specific energy and surface roughness of milled in situ TiB2/Al composites and Al alloys. Int. J. Adv. Manuf. Technol. 2021, 112, 2717–2729. [Google Scholar] [CrossRef]
- Xu, J.; Li, L.; Lin, T.; Chen, M. Evaluation of Diamond-Coated Tools in Drilling High-Strength CFRP Composites. J. Superhard Mater. 2022, 44, 216–225. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Karabiber, A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Estimation, optimization and analysis based investigation of the energy consumption in machinability of ceramic-based metal matrix composite materials. J. Mater. Res. Technol. 2022, 17, 2987–2998. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2014, 48, 593–608. [Google Scholar] [CrossRef]
- Song, Y.S.; Youn, J.R.; Gutowski, T.G. Life cycle energy analysis of fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1257–1265. [Google Scholar] [CrossRef]
- Available online: https://www.energy.gov/eere/amo/down-loads/bandwidth-study-us-glass-fiber-reinforced-polymer-manufacturing (accessed on 24 September 2022).
- Available online: https://www.energy.gov/eere/amo/advanced-manufacturing-industrial-decarbonization-offices (accessed on 24 September 2022).
- Wang, B.; Liu, Z.; Song, Q.; Wan, Y.; Shi, Z. Proper selection of cutting parameters and cutting tool angle to lower the specific cutting energy during high speed machining of 7050-T7451 aluminum alloy. J. Clean. Prod. 2016, 129, 292–304. [Google Scholar] [CrossRef]
- Geng, J.; Liu, G.; Hong, T.; Wang, M.; Chen, D.; Ma, N.; Wang, H. Tuning the microstructure features of in-situ nano TiB2/Al-Cu-Mg composites to enhance mechanical properties. J. Alloy. Compd. 2019, 775, 193–201. [Google Scholar] [CrossRef]
- Wang, L.; He, Y.; Li, Y.; Wang, Y.; Liu, C.; Liu, X.; Wang, Y. Modeling and analysis of specific cutting energy of whirling milling process based on cutting parameters. Procedia CIRP 2019, 80, 56–61. [Google Scholar] [CrossRef]
- Liao, Z.; Axinte, D.; Mieszala, M.; M’Saoubi, R.; Michler, J.; Hardy, M. On the influence of gamma prime upon machining of advanced nickel based superalloy. CIRP Ann. 2018, 67, 109–112. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Acarer, M. Effect of ball milling time on the structural characteristics and mechanical properties of nano-sized Y2O3 particle reinforced aluminum matrix composites produced by powder metallurgy route. Adv. Powder Technol. 2021, 32, 3826–3844. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constitutes | Range of Weight (%) | Function |
|---|---|---|
| Nickel Iron Cobalt | These constitutes create the base matrix level. is essential as it creates . and has greater melt point as compared to and dissolves one metal into other. is very inexpensive than and . | |
| Chromium ( | is essential to offer resistance to corrosion and oxidation; it creates the protecting oxide . | |
| Aluminum ( | is a major former. It creates the protecting oxide , that offers resistance to oxidation for a greater temperature range as compared to | |
| Titanium | creates | |
| Carbon | and (M = metal) carbides acts as a strengthened stage with lack of . | |
| Boron Zirconium | and strengthens the grain boundary. This isn’t necessary in turbine blades made up of unitary-crystal, since grain boundary is not present. | |
| Niobium | 0–5 | may create , a strengthened stage at a lesser temperature range under 700 °C |
| Rhenium Tungsten Hafnium Molybdenum Tantalum | 1–10 | For dissolving one metal into other, refractory metals can be mixed in minor quantities; this also can be done to achieve formation of carbides. It is heavier; however, it has a larger melting point. |
| Constitutes | Range of Weight (%) | Function |
|---|---|---|
| Nickel | 40–60% | resists the heat and extends elements’ temperature resistance |
| Chromium ( | 5–20% | adds the strength |
| Tungsten Molybdenum | 10–30% | and gives more strength |
| Constitutes | Range of Weight (%) | Function |
|---|---|---|
| Aluminum | 5–7% | Offers benefits of oxidation; however, weight addition % is kept low in order to stabilize an undesirable phase, i.e., ferritic phase matrix. |
| Nickel , Aluminum , Niobium , Titanium | 15–20% | adds the strength. |
| Nickel , Aluminum | 20–30% | Al pool for maintaining the protection layer of alumina. |
| Niobium , Chromium | 5–10% | and Cr assists stabilization of alumina. |
| Type of Sensors | Machining Operations | Process | Workpiece | Aim | Ref. |
|---|---|---|---|---|---|
| Surface roughness tester, power meters, Optical Microscope | CNC turning center | Turning | AISI 1045 | Sustainability assessment for turning of AISI 1045 steel in dry, flood and Al2O3 nano-fluid conditions, taking into account surface quality and power consumption. | [73] |
| Tool maker’s microscope, three-phase energy analyzer, air quality meter, SEM | Heavy-duty precision lathe | Turning | Ti-3Al-2.5 V | To investigate the turning of Ti3Al2.5 V in different cooling/lubrication environments to determine the cooling/lubrication technology. | [74] |
| Calculated with formula | EDM machine | EDM | High chromium tool steel | Minimizing the processing time and resources spent on the product during production and processing. | [75] |
| Surface Roughness tester, Power meter | CNC Turning machine | Turning | AISI 316 | Analysis of cutting parameters for energy consumption and machining cost. | [76] |
| Surface Roughness tester, Power meter | Lathe machine | Turning | AISI 1045 | To optimize power consumption and MRR during processing. | [77] |
| Dynamometer, power-quality analyzer | Vertical Machining Center | Drilling | VT-20 Titanium alloy | To identify the most energy-efficient and environmentally friendly coolant approach. | [78] |
| Power analyzer, microscope, SEM | CNC Turning machine | Turning | Ti6Al4V | To evaluate the tool wear rate and SCE under different cutting conditions. | [79] |
| Power meter, | Machining center | Milling | AISI H13 | Characterization of process level power profile and energy consumption and machine tool and spindle levels in hard milling. | [13] |
| SEM, dynamometer, power meter | vertical micro milling machine | Micro milling | Al6061 | Develop an improved energy consumption model of micro-milling process based on the effect of team wear. | [80] |
| Vibration sensor, microphone, and AC current logger | CNC lathe | Turning | AISI 1018 | Investigating the use of machine learning techniques to examine the effect of cutting parameters on signal patterns in turning operations. | [81] |
| Power analyzer | milling machine | Milling | EN-AW 7075 and 1.0577 | Simulating the electrical power requirement of machining processes and machine tools. | [82] |
| Power Quality Analyzer, Roughness measuring device, vibrometer, hardness tester | CNC lathe | Turning | Titanium 6A1-4V ELI | Increasing energy efficiency in the turning process. | [83] |
| Dynamometer, Power Meter | CNC vertical machining center | Milling | 7075 | It is the optimization of cutting parameters with minimum surface roughness and energy consumption in the manufacturing process using the Taguchi method. | [84] |
| Dynamometer, thermocouple, power meter, roughness tester, optical microscope | Grinding machine | Grinding | Inconel 718 | Investigation of the effect of grinding speed and grinding temperature on power consumption. | [85] |
| Dynamometer, infrared thermograph, laser scanning confocal microscope, EDX, SEM | Machining center | Milling | FGH96 | Finding the cutting responses of SiAlON ceramic mills during high-speed milling of FGH96. | [86] |
| Power meter, | Vertical milling machine | Milling | BS EN24T | Making energy-efficient analysis and optimization. | [87] |
| Optical microscope, power analyzer | CNC milling machine | Milling | Inconel 718 | Examination of Inconel 718 flood coolant supply and dry conditions according to energy consumption. | [88] |
| Oscilloscope, energy detection meter, SEM, sound meter, digital camera | EDM | EDM | Ti6Al4V | To reduce energy consumption and environmental hazards. | [89] |
| Surface roughness tester, Power analyzer, SEM | Conventional lathe | Turning | Inconel 718 | Analyzing the machinability of Inconel 718. | [90] |
| Energy analyzer, tool maker’s microscope, surface-roughness tester, SEM | CNC turning center | Turning | Ti–6Al–4V | Characterization of hybrid cryo-lubrication-assisted turning performance of Ti6Al4V alloy. | [91] |
| Dynamometer, current data logger, stereomicroscope, SEM, EDX, surface-roughness tester | CNC turning machine | Turning | Inconel 718 | To investigate the effect of aluminum oxide, Al2O3 nanoparticles dispersed in newly formulated bio-based oils using a minimal lubrication (MQL) approach in turning Inconel 718. | [92] |
| Optical microscope, surface-roughness tester, infrared thermal image camera, power meter | CNC milling | Milling | Ti6Al4V | To study energy efficiency, carbon emissions and processing characteristics in MQL and cryogenic environment. | [93] |
| Dynamometer, pyrometer, power logger | 5-axis machining center | Milling | Inconel 718 | Comparing the machinability characteristics of laser-assisted machining and induction-assisted machining. | [94] |
| Toolmaker’s microscope, SEM, | CNC Turning | Turning | Nimonic 80A | To study the performance of turning Nimonic 80A super-alloy in different cutting environments. | [46] |
| Dynamometer, surface-roughness tester, power quality analyzer, tool maker’s microscope | vertical machining center | Drilling | Inconel 718 | To compare tool wear, thrust force, power consumption and surface roughness at cutting speed levels for IN718 drilling using LCO2 and LN2. | [95] |
| Toolmakers microscope, optical profilometer, SEM, power quality and energy analyzer | CNC turning center | Turning | Inconel 718 | To evaluate energy consumption, tool wear and surface roughness in the course of turning of Inconel 718. | [96] |
| Dynamometer, IR camera, thermocouple, SEM | CNC turning center | Turning | Inconel 718 | Developing a 3D finite element model of the Inconel 718 turning process. | [97] |
| Dynamometer, FEM | CNC lathe | Turning | Nimonic 80A | To investigate the machinability of Nimonic 80A superalloy depending on cutting forces in both turning experiments and simulations. | [37] |
| Optical microscope, power-demand analyzer, profilometer | CNC vertical milling center | Milling | Inconel 718 | Investigation of high-speed milling with Electrostatic Minimum Quantity of Lubrication of the Inconel 718. | [98] |
| Thermometer, dynamometer | Machining Center | Milling | Nimonic 80A | Investigation of the effect of hybrid cooling approach. | [99] |
| Toolmaker microscope, SEM, optical profilometer, power quality and energy analyzer, surface-roughness tester, a metallurgical microscope | CNC turning center | Turning | Ti-6Al-4V | To evaluate machinability improvements in Ti6Al4V. | [100] |
| Infrared pyrometer, surface-roughness tester | lathe machine | Turning | Inconel 718 | Optimizing cutting conditions. | [101] |
| Thermocouple, dynamometer, power analyzer | Turning machine | Turning | Inconel 718 | Investigation of machinability of nickel-based alloy in heat-assisted machining. | [102] |
| Dynamometer, Wattmeter and Power Quality Analyzer | CNC turning | Turning | Inconel 718 | Minimizing power consumption by using textured inserts and choosing the appropriate device for measuring power consumption. | [103] |
| Surface-roughness tester, power quality and energy analyzer | Turning machine | Turning | Nimonic-90 | Comparison of cryogenic-assisted turning and cryogenic-ultrasonic-assisted turning. | [104] |
| Thermocouple, surface tester, optical microscope, smart meter | CNC lathe machine | Turning | Haynes-25 | Investigation of machining sustainability according to surface quality, tool wear rate, cutting temperature and energy consumption. | [105] |
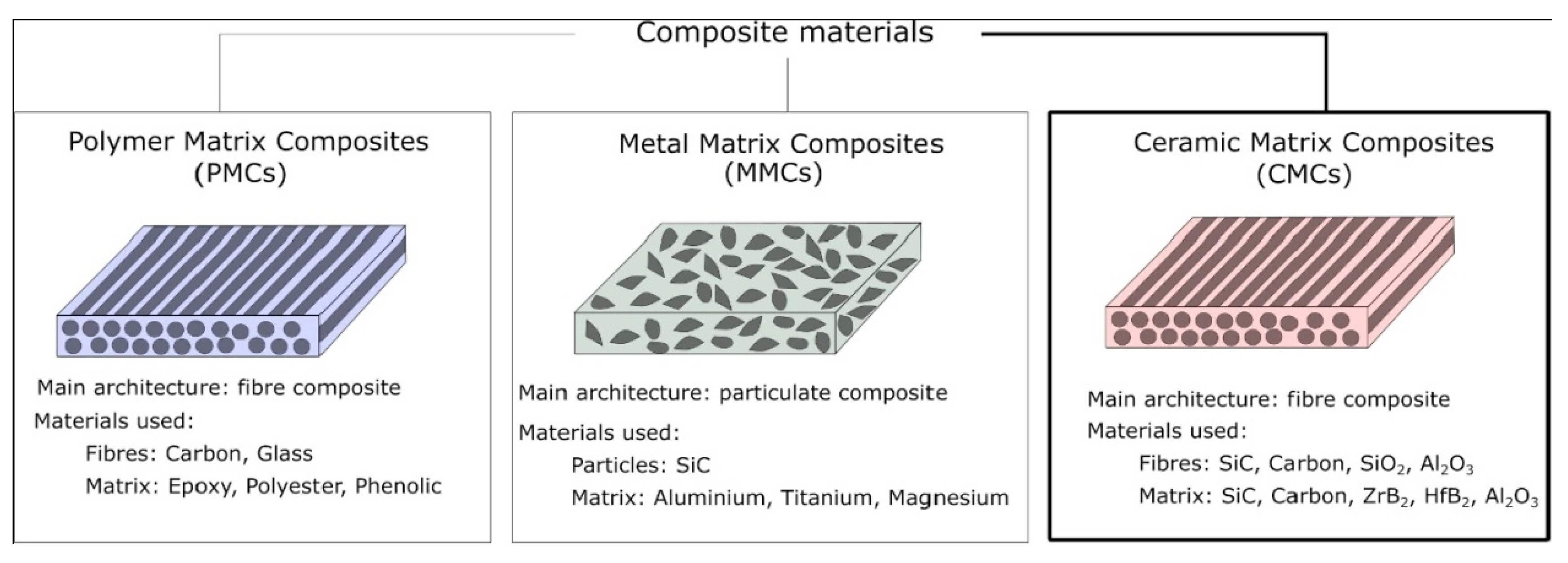
| MATRIX | ||||
|---|---|---|---|---|
| REINFORCEMENT | Carbon | Ceramic | Metal | Polymer |
| Carbon | √ | √ | √ | |
| Ceramic | √ | √ | √ | √ |
| Metal | √ | √ | √ | √ |
| Polymer | √ | √ | √ | √ |
| Type of Sensors | Machining Operations | Process | Workpiece | Aim | Ref. |
|---|---|---|---|---|---|
| Thermal camera, surface -roughness measurement, SEM | Milling machine | Milling | CuBCrC-based ceramic matrix composite | It aims to investigate the machinability properties during the milling of new material CuBCrC composites using Al/TiN-coated carbide tools. | [122] |
| SEM, dynamometer | CNC machining center | Drilling | CFRP/Ti6Al4V Stack | To investigate the effect of cooling methods on the energy distribution in the course of the drilling of multi-material. | [123] |
| TEM, laser displacement sensor, dynamometer, thermocouple | Machining center | Milling | Cf/SiC composite | To examine the mechanism and effectiveness of ultrasonic-assisted grinding in improving the surface integrity of Cf/SiC. | [124] |
| SEM, hardness tester, dynamometer, optical microscope | CNC turning | Turning | Al-4 wt% Cu/TiB2 composite | Investigation of the performance of surface-textured tools. | [125] |
| EDS, SEM, microhardness tester, dynamometer, infrared thermometer | CNC lathe | Turning | 70% SiCp/Al composite | Investigation of the removal mechanism of materials and the effects of different laser heating temperatures and ultrasonic vibration. | [126] |
| Pyrometer, infrared thermal camera, thermocouple, surface-roughness tester, power meter | Mini lathe | Turning | Al-SiC MMC | Increasing productivity in the laser-assisted turning of Al/SiC MMC material. | [127] |
| SEM, microscope, power-quality analyzer, surface-roughness measurement instrument | Vertical machining center | Milling | Al6061/B4C composite | To investigate the mechanical and machinability properties of aluminum 6061 reinforced with boron carbide (B4C). | [128] |
| Dynamometer, surface-roughness measurement instrument | Vertical machining center | Drilling | Metal matrix composite | To determine the optimum machining parameters of tin bronze matrix composites produced by hot pressing of waste metallic chips. | [129] |
| Wattmeter | CNC Turning Machine | Turning | AA7075/SiC composite | Investigation of the power consumption of AA7075/10 wt% SiC during the turning process. | [130] |
| Wattmeter, stereo zoom microscope, Surftester | CNC Wire cut EDM | WEDM | Al-Si is an Al-based MMC | Minimizing energy consumption and improving machine performance. | [131] |
| Surface-roughness tester, dynamometer | CNC Turning | Turning | AA6061-ZrO2 | Analysis of MQL effect on improved composite AA6061-ZrO2 machinability. | [132] |
| Dynamometer, SEM, digital microscope, CMM | Five-axis machining center | Drilling | CFRP/Ti6Al4V | To compare the processing behavior of CFRP/Ti6Al4V stacks under different cooling conditions. | [133] |
| Dynamometer, power-quality energy analyzer, CMM, surface-roughness tester | CNC vertical machining center | Drilling | CFRP | To analyze the drilling performance of CFRP composites under cryogenic cooling conditions. | [134] |
| Stereo optical microscope, dynamometer, profilometer | Vertical machining center | Drilling | Al/Ti/CFRP hybrid composite | To create a new perspective by considering the energy consumption of drilling hybrid composite materials. | [135] |
| Phertometer, electrical panel, hardness tester | Conventional lathe | Turning | Al matrix + 10% SiC Al matrix + 10% Al2O3 | Optimizing turning parameters for minimum surface roughness, energy consumption and minimum hardness of the workpiece material. | [136] |
| Dynamometer, Surface-rough-ness tester | Vertical milling center | Milling | Al7075–ZrO2–C MMC | Determination of good surface quality, minimum cutting force and optimal machining parameters in milling. | [137] |
| SEM, EDX, Optical microscope, Surface roughness tester | Medium duty lathe | Turning | Al/SiC/RHA | Investigation of Power Consumption, tool wear, surface roughness and MMR. | [138] |
| Surface roughness tester, Dynamometer, infrared thermometer | Lathe machine | Turning | Mg/Al2O3 | Minimizing surface roughness, cutting force and specific power consumption. | [139] |
| Confocal laser scanning microscope, SEM, infrared thermal imager, optic microscope | Vertical milling center | Milling | T800/X850 CFRP laminates | To investigate the effect of cryogenic cooling methods on the processing of CFRP laminates. | [140] |
| Power analyzer | CNC Milling | Milling | Wood Plastic Composite | Optimizing milling conditions according to energy efficiency. | [142] |
| Dynamometer, laser confocal microscope, surface-roughness tester | Machining center | Milling | TiB2/Al | Investigation of cutting-specific energy and cutting force coefficients according to machining parameters. | [143] |
| SAM, SEM, dynamometer | CNC machining center | Drilling | CFRP | To evaluate the performance of diamond-coated tools on the machining properties of CFRP composites. | [144] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Binali, R.; Patange, A.D.; Kuntoğlu, M.; Mikolajczyk, T.; Salur, E. Energy Saving by Parametric Optimization and Advanced Lubri-Cooling Techniques in the Machining of Composites and Superalloys: A Systematic Review. Energies 2022, 15, 8313. https://doi.org/10.3390/en15218313
Binali R, Patange AD, Kuntoğlu M, Mikolajczyk T, Salur E. Energy Saving by Parametric Optimization and Advanced Lubri-Cooling Techniques in the Machining of Composites and Superalloys: A Systematic Review. Energies. 2022; 15(21):8313. https://doi.org/10.3390/en15218313
Chicago/Turabian StyleBinali, Rüstem, Abhishek Dhananjay Patange, Mustafa Kuntoğlu, Tadeusz Mikolajczyk, and Emin Salur. 2022. "Energy Saving by Parametric Optimization and Advanced Lubri-Cooling Techniques in the Machining of Composites and Superalloys: A Systematic Review" Energies 15, no. 21: 8313. https://doi.org/10.3390/en15218313