

Review of the State-of-the-Art Uses of Minimal Surfaces in Heat Transfer



Abstract
:1. Introduction
2. Additive Manufacturing
2.1. Additive Manufacturing Methods
2.2. Additive Manufacturing—From CAD to CAM
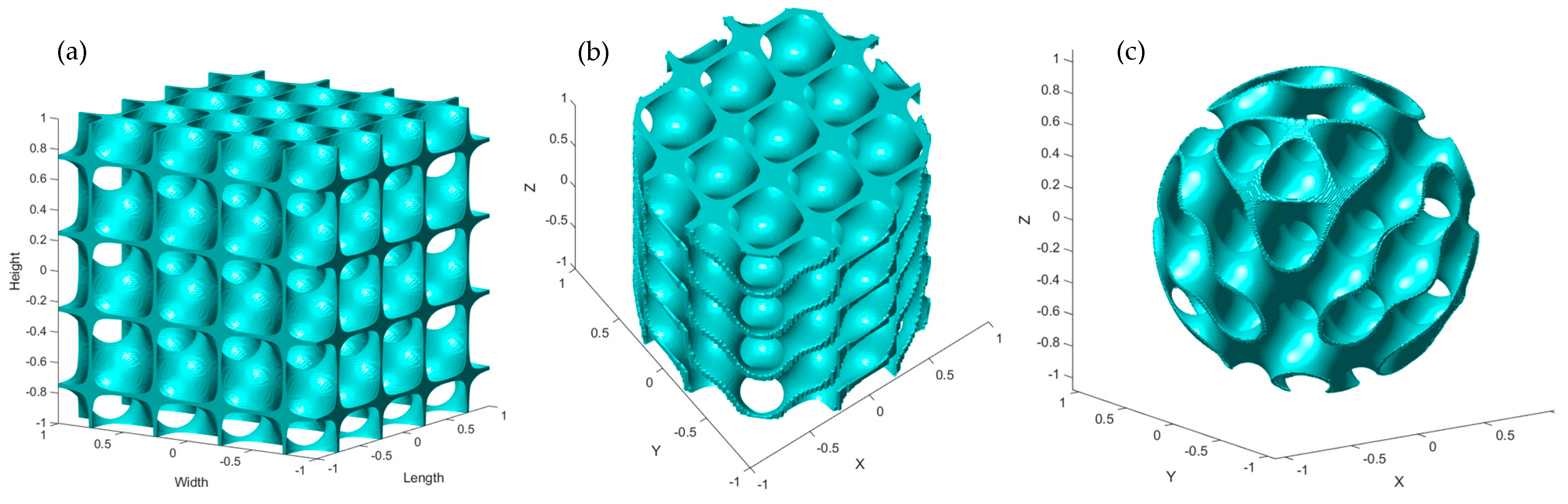
2.3. Additive Manufacturing of Lattice Structures
3. Triple Periodic Minimal Surface (TPMS)
3.1. Minimal Surface
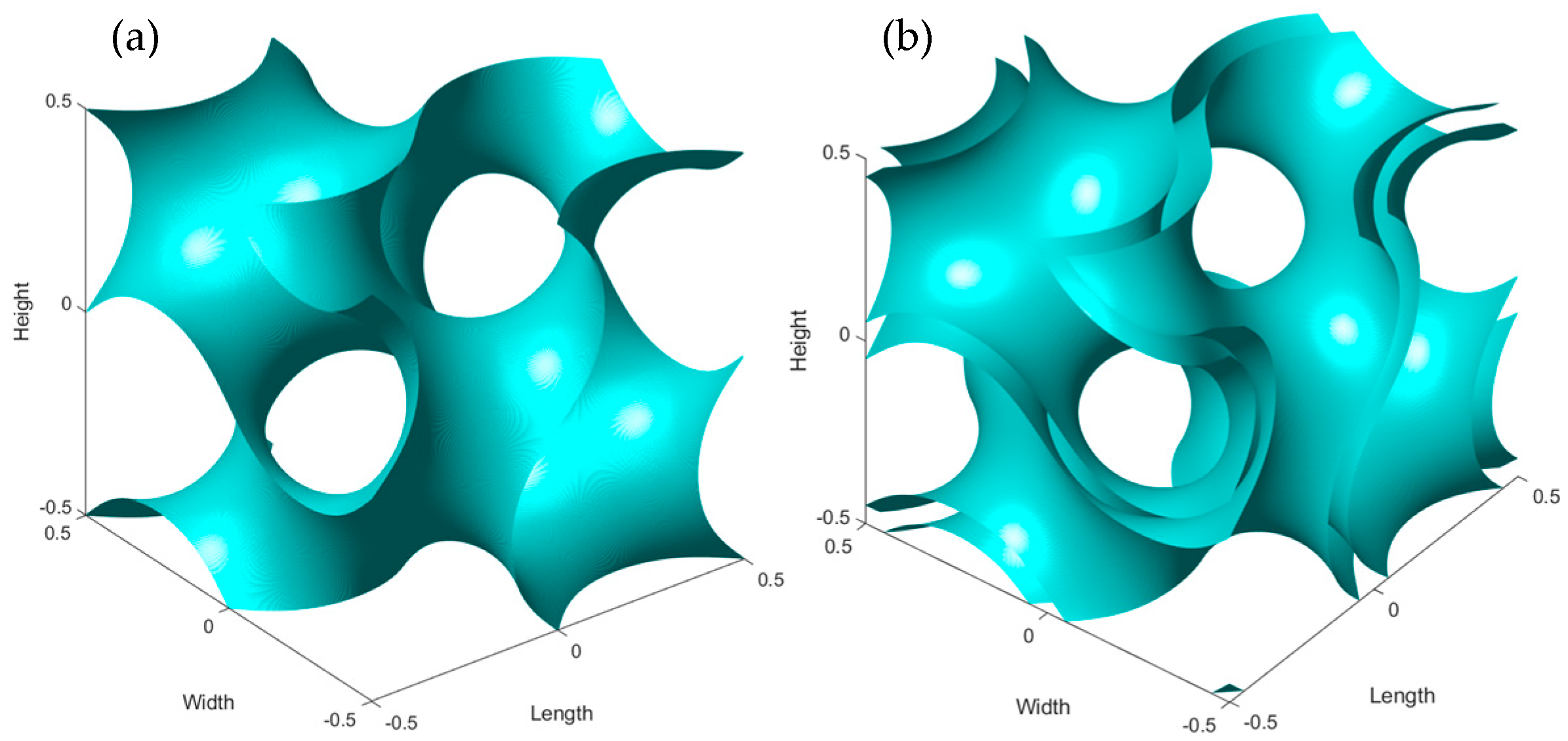
3.2. From Minimal Surface to TPMS
4. Heat Exchange with TPMS
4.1. Heat Dissipation and Heat Sink
4.2. Heat Exchangers
5. Conclusions
- A huge number of publications devoted to the minimum space and its extensive version in space (triply periodic minimal surface) concern numerical simulation tests and cover the issues of resistance to static and dynamic loads, internal stress distribution, strength limit, stability, etc.
- The development of additive manufacturing techniques seems to be a common technique for the production of TPMSs and elements containing TPMSs, which makes it possible to publish the results of experimental research and verify the results of numerical simulations. The number of publications devoted to the results of experimental TPMS strength tests is systematically increasing.
- The minimal surface is a type of geometry that is only just being used in the field of thermal engineering and the number of publications devoted to this subject, thus far, is very limited.
- Most of the papers devoted to the possibilities of using TPMSs in the area of heat transfer present the results of fluid dynamic simulations (CFD), mainly with the use of minimal structures only.
- Practically, apart from a dozen or so publications, there are no publications devoted to experimental studies of real heat exchange devices with a TPMS as a heat exchange surface.
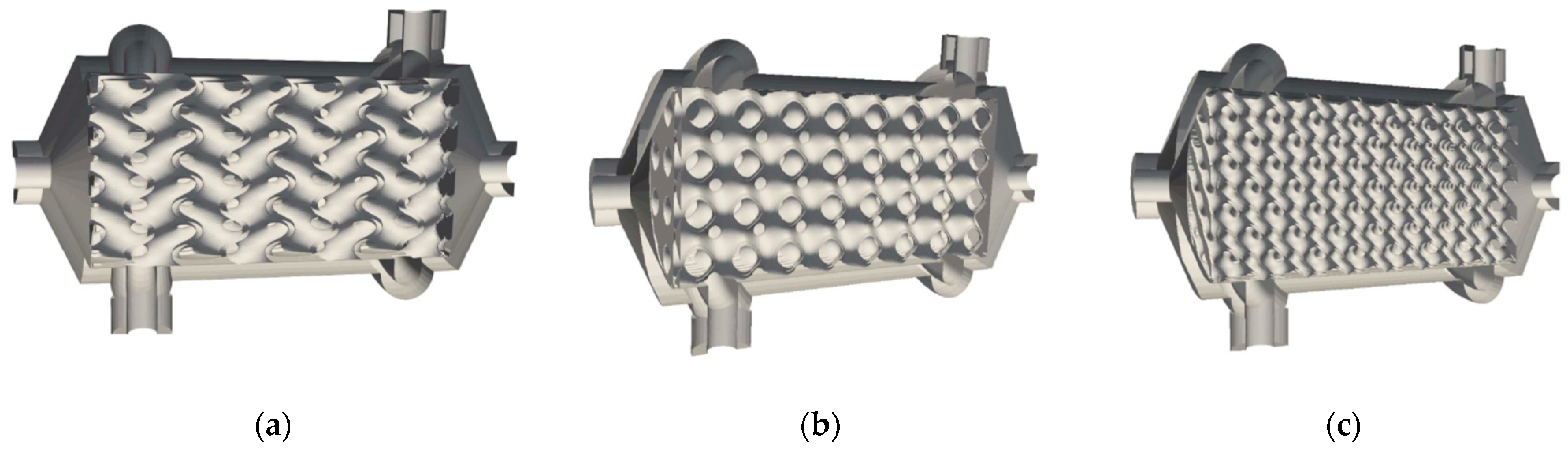
- Out of dozens of possible TPMSs, thus far, only four have been subjected to CFD and experimental tests: primitive, gyroid, diamond, and I-WP.
- The use of TPMSs in heat transfer, on the one hand, increases the average Nu value several times compared to channels with a circular cross-section or a flat surface, but on the other hand, it increases the flow resistance.
- Flow resistances in channels created on the basis of TPMSs depend, among other things, on the TPMS geometry and having the same geometric parameters (overall dimensions, number of elementary minimal surface cells, relative density) and flow resistances; the lowest flow resistances were obtained for the primitive TPMS, then gyroid, I-WP, and diamond TMPSs.
- The highest increases in Nu were recorded for diamond, I-WP, and gyroid surfaces, followed by the primitive structure.
- According to many authors, the TPMS based on the diamond structure seems to be the most promising when taking into account the ease of design of the exchanger and the improvement of thermal efficiency in relation to the flow resistance.
- Further research (especially experimental) on the use of TPMSs in heat exchangers is needed, as the current state of knowledge is not supported by a sufficient number of publications.
- -
- CAD: It is required that the developers of commercial CAD programs foresee the possibility of automating the creation of TPMSs in order to easily create heat exchangers while minimizing the file size. It is required to enter as many known TPMSs as possible or to be able to define the TPMS functions yourself. The authors’ own experience shows that the use of geometry exported to the .STL format from free software severely limits the creation of exchangers with nonstandard shapes.
- -
- CAM: Trials of printing in metal, especially copper and aluminum, should be carried out in order to gain knowledge about the advantages and disadvantages of each of the AM methods. Then, it will be possible to indicate a proven, dominant, and recommended method for heat transfer. It is expected that we will be able to print exchangers with user-defined roughness, smoothly reflecting the curvature of the minimum surface. It should provide a printout of the exchanger that will be pressure-resistant, will not adversely affect the substances used as a working fluid (e.g., paraffin, refrigerants), and have a continuous structure that prevents uncontrolled mass transfer through the partition, etc.
- -
- CFD: In this regard, it is expected that we will be able to conduct simulation tests of both heat transfer coefficients and flow resistance using the most numerous representation of TPMS shapes. As a result, it will be possible to identify a TPMS that will direct future experimental research on the TPMS shapes recommended on the basis of comparative analyses. They should be characterized by both a high heat transfer coefficient and low flow resistance. It should be stated which TPMS and what size of the basic cell or porosity should be characterized by the developed heat exchange surfaces, both during flow and during free convection/forced convection/phase changes (boiling, condensation, melting, and crystallization).
- -
- Experiment: Currently, experiments are the least described activity in the area of heat transfer with the use of TPMSs. It would be advisable to conduct basic research, in addition to the research of structures, dedicated to the purpose of specific applications. The aim should be to obtain knowledge about the flow resistance and heat transfer coefficients between the fluid and the printed surface (flat, cylindrical), as well as the developed TPMS surface. Consequently, it is expected that experimental tests will be conducted using the ribbed external/internal side of the partition (TPMS). In the next step, the basic structures of heat exchangers known for heat transfer should be modified and tested. It would be necessary to demonstrate the potential possibilities and limitations of the use of exchangers in the broadly understood low- and high-temperature power industry, providing the basis and setting directions for their conscious design.
Funding
Data Availability Statement
Conflicts of Interest
References
- Sefene, E.M. State-of-the-art of selective laser melting process: A comprehensive review. J. Manuf. Syst. 2022, 63, 250–274. [Google Scholar] [CrossRef]
- Li, W.; Yu, G.; Yu, Z. Bioinspired heat exchangers based on triply periodic minimal surfaces for supercritical CO2 cycles. Appl. Therm. Eng. 2020, 179, 115686. [Google Scholar] [CrossRef]
- Thomas, N.; Sreedhar, N.; Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K.; Arafat, H. 3D printed triply periodic minimal surfaces as spacers for enhanced heat and mass transfer in membrane distillation. Desalination 2018, 443, 256–271. [Google Scholar] [CrossRef]
- Sithamparam, M.; Lai, L.S.; Tay, W.H. Computational Fluid Dynamics Simulation for Carbon Dioxide Gas Transport through Polydimethylsiloxane Membrane with Gyroid Structure. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2021; Volume 46, pp. 1922–1928. [Google Scholar] [CrossRef]
- Kibsgaard, J.; Jackson, A.; Jaramillo, T.F. Mesoporous platinum nickel thin films with double gyroid morphology for the oxygen reduction reaction. Nano Energy 2016, 29, 243–248. [Google Scholar] [CrossRef] [Green Version]
- Zhao, M.; Zhang, D.Z.; Liu, F.; Li, Z.H.; Ma, Z.B.; Ren, Z.H. Mechanical and energy absorption characteristics of additively manufactured functionally graded sheet lattice structures with minimal surfaces. Int. J. Mech. Sci. 2020, 167, 105262. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Wallat, L.; Altschuh, P.; Reder, M.; Nestler, B.; Poehler, F. Computational Design and Characterisation of Gyroid Structures with Different Gradient Functions for Porosity Adjustment. Materials 2022, 15, 3730. [Google Scholar] [CrossRef]
- Cooper, D.; Thornby, J.; Blundell, N.; Henrys, R.; Williams, M.; Gibbons, G. Design and manufacture of high performance hollow engine valves by Additive Layer Manufacturing. Mater. Des. 2015, 69, 44–55. [Google Scholar] [CrossRef]
- Heisel, C.; Caliot, C.; Chartier, T.; Chupin, S.; David, P.; Rochais, D. Digital design and 3D printing of innovative SiC architectures for high temperature volumetric solar receivers. Sol. Energy Mater. Sol. Cells 2021, 232, 111336. [Google Scholar] [CrossRef]
- Ali, M.; Sari, R.K.; Sajjad, U.; Sultan, M.; Ali, H.M. Effect of annealing on microstructures and mechanical properties of PA-12 lattice structures proceeded by multi jet fusion technology. Addit. Manuf. 2021, 47, 102285. [Google Scholar] [CrossRef]
- Park, S.-Y.; Kim, K.-S.; AlMangour, B.; Grzesiak, D.; Lee, K.-A. Effect of unit cell topology on the tensile loading responses of additive manufactured CoCrMo triply periodic minimal surface sheet lattices. Mater. Des. 2021, 206, 109778. [Google Scholar] [CrossRef]
- Abou-Ali, A.M.; Al-Ketan, O.; Lee, D.-W.; Rowshan, R.; Abu Al-Rub, R.K. Mechanical behavior of polymeric selective laser sintered ligament and sheet based lattices of triply periodic minimal surface architectures. Mater. Des. 2020, 196, 109100. [Google Scholar] [CrossRef]
- Jia, H.; Lei, H.; Wang, P.; Meng, J.; Li, C.; Zhou, H.; Zhang, X.; Fang, D. An experimental and numerical investigation of compressive response of designed Schwarz Primitive triply periodic minimal surface with non-uniform shell thickness. Extrem. Mech. Lett. 2020, 37, 100671. [Google Scholar] [CrossRef]
- Novak, N.; Kytyr, D.; Rada, V.; Doktor, T.; Al-Ketan, O.; Rowshan, R.; Vesenjak, M.; Ren, Z. Compression behaviour of TPMS-filled stainless steel tubes. Mater. Sci. Eng. A 2022, 852, 143680. [Google Scholar] [CrossRef]
- Li, X.; Xiao, L.; Song, W. Compressive behavior of selective laser melting printed Gyroid structures under dynamic loading. Addit. Manuf. 2021, 46, 102054. [Google Scholar] [CrossRef]
- Mishra, A.K.; Chavan, H.; Kumar, A. Effect of Material Variation on the Uniaxial Compression Behavior of FDM Manufactured Polymeric TPMS Lattice Materials. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2021; Volume 46, pp. 7752–7759. [Google Scholar] [CrossRef]
- Lu, C.; Zhang, C.; Wen, P.; Chen, F. Mechanical behavior of Al–Si10–Mg gyroid surface with variable topological parameters fabricated via laser powder bed fusion. J. Mater. Res. Technol. 2021, 15, 5650–5661. [Google Scholar] [CrossRef]
- Fan, X.; Tang, Q.; Feng, Q.; Ma, S.; Song, J.; Jin, M.; Guo, F.; Jin, P. Design, mechanical properties and energy absorption capability of graded-thickness triply periodic minimal surface structures fabricated by selective laser melting. Int. J. Mech. Sci. 2021, 204, 106586. [Google Scholar] [CrossRef]
- Ma, Q.; Zhang, L.; Ding, J.; Qu, S.; Fu, J.; Zhou, M.; Fu, M.W.; Song, X.; Wang, M.Y. Elastically-isotropic open-cell minimal surface shell lattices with superior stiffness via variable thickness design. Addit. Manuf. 2021, 47, 102293. [Google Scholar] [CrossRef]
- Sobhani, S.; Muhunthan, P.; Boigné, E.; Mohaddes, D.; Ihme, M. Experimental Feasibility of Tailored Porous Media Burners Enabled via Additive Manufacturing. In Proceedings of the Combustion Institute; Elsevier: Amsterdam, The Netherlands, 2021; Volume 38, pp. 6713–6722. [Google Scholar] [CrossRef]
- Bai, L.; Xu, Y.; Chen, X.; Xin, L.; Zhang, J.; Li, K.; Sun, Y. Improved mechanical properties and energy absorption of Ti6Al4V laser powder bed fusion lattice structures using curving lattice struts. Mater. Des. 2021, 211, 110140. [Google Scholar] [CrossRef]
- Gavazzoni, M.; Beretta, S.; Foletti, S. Response of an aluminium Schwarz triply periodic minimal surface lattice structure under constant amplitude and random fatigue. Int. J. Fatigue 2022, 163, 107020. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. Flow and thermal transport characteristics of Triply-Periodic Minimal Surface (TPMS)-based gyroid and Schwarz-P cellular materials. Numer. Heat Transf. Part A Appl. 2021, 79, 553–569. [Google Scholar] [CrossRef]
- Yin, H.; Zheng, X.; Wen, G.; Zhang, C.; Wu, Z. Design optimization of a novel bio-inspired 3D porous structure for crashworthiness. Compos. Struct. 2020, 255, 112897. [Google Scholar] [CrossRef]
- Pure Copper AM Structures. 3D System’s 2020. Met. Powder Rep. 2021, 76, 211. [Google Scholar] [CrossRef]
- Handler, E.; Sterling, A.; Pegues, J.; Ozdes, H.; Masoomi, M.; Shamsaei, N.; Thompson, S.M. Design and Process Considerations for Effective Additive Manufacturing of Heat Exchangers. In 2017 International Solid Freeform Fabrication Symposium; University of Texas: Austin, TX, USA, 2017. [Google Scholar]
- Vaneker, T.; Bernard, A.; Moroni, G.; Gibson, I.; Zhang, Y. Design for additive manufacturing: Framework and methodology. CIRP Ann. 2020, 69, 578–599. [Google Scholar] [CrossRef]
- Padrao, D.; Magnini, M.; Paterson, J.; Schoofs, F.; Tuck, D.C.H.; Maskery, I. Investigating Gyroid and Primitive Lattice Structures for Additively Manufactured Heat Exchangers. Energy Authority. 2022. Available online: https://www.gov.uk/government/organisations/uk-atomic-energy-authority (accessed on 10 October 2022).
- Tirell, V. Advantages of 3D-printing heat exchangers. Heat Exch. World 2019, 46–48. Available online: https://aidro.it/wp-content/uploads/2021/03/hxw-46-48-additive-manufac-1.pdf (accessed on 10 October 2022).
- ISO/ASTM 52900:2015; Additive Manufacturing—General Principles-Terminology. ISO/ASTM: Geneva, Switzerland, 2018. Available online: https://www.iso.org/standard/69669.html (accessed on 10 October 2022).
- Chen, L.-Y.; Liang, S.-X.; Liu, Y.; Zhang, L.-C. Additive manufacturing of metallic lattice structures: Unconstrained design, accurate fabrication, fascinated performances, and challenges. Mater. Sci. Eng. R Rep. 2021, 146, 100648. [Google Scholar] [CrossRef]
- Cramer, C.L.; Ionescu, E.; Graczyk-Zajac, M.; Nelson, A.T.; Katoh, Y.; Haslam, J.J.; Wondraczek, L.; Aguirre, T.G.; LeBlanc, S.; Wang, H.; et al. Additive manufacturing of ceramic materials for energy applications: Road map and opportunities. J. Eur. Ceram. Soc. 2022, 42, 3049–3088. [Google Scholar] [CrossRef]
- Soo, A.; Ali, S.M.; Shon, H.K. 3D printing for membrane desalination: Challenges and future prospects. Desalination 2021, 520, 115366. [Google Scholar] [CrossRef]
- McDonough, J. A perspective on the current and future roles of additive manufacturing in process engineering, with an emphasis on heat transfer. Therm. Sci. Eng. Prog. 2020, 19, 100594. [Google Scholar] [CrossRef]
- Yuan, S.; Li, S.; Zhu, J.; Tang, Y. Additive manufacturing of polymeric composites from material processing to structural design. Compos. Part B Eng. 2021, 219, 108903. [Google Scholar] [CrossRef]
- Yang, L.; Han, C.; Wu, H.; Hao, L.; Wei, Q.; Yan, C.; Shi, Y. Insights into unit cell size effect on mechanical responses and energy absorption capability of titanium graded porous structures manufactured by laser powder bed fusion. J. Mech. Behav. Biomed. Mater. 2020, 109, 103843. [Google Scholar] [CrossRef]
- Benedetti, M.; du Plessis, A.; Ritchie, R.; Dallago, M.; Razavi, S.; Berto, F. Architected cellular materials: A review on their mechanical properties towards fatigue-tolerant design and fabrication. Mater. Sci. Eng. R Rep. 2021, 144, 100606. [Google Scholar] [CrossRef]
- Tijing, L.D.; Dizon, J.R.C.; Ibrahim, I.; Nisay, A.R.N.; Shon, H.K.; Advincula, R.C. 3D printing for membrane separation, desalination and water treatment. Appl. Mater. Today 2019, 18, 100486. [Google Scholar] [CrossRef]
- Gao, J.-Y.; Chen, S.; Liu, T.-Y.; Ye, J.; Liu, J. Additive manufacture of low melting point metal porous materials: Capabilities, potential applications and challenges. Mater. Today 2021, 49, 201–230. [Google Scholar] [CrossRef]
- Ali, M.; Sajjad, U.; Hussain, I.; Abbas, N.; Ali, H.M.; Yan, W.-M.; Wang, C.-C. On the assessment of the mechanical properties of additively manufactured lattice structures. Eng. Anal. Bound. Elem. 2022, 142, 93–116. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Abu Al-Rub, R.K. Multifunctional Mechanical Metamaterials Based on Triply Periodic Minimal Surface Lattices. Adv. Eng. Mater. 2019, 21, 1900524. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, K.; Zhang, L.; Wang, W.; Li, Y.; He, R. Additive manufacturing of cellular ceramic structures: From structure to structure–function integration. Mater. Des. 2022, 215, 110470. [Google Scholar] [CrossRef]
- Seharing, A.; Azman, A.H.; Abdullah, S. A review on integration of lightweight gradient lattice structures in additive manufacturing parts. Adv. Mech. Eng. 2020, 12, 1687814020916951. [Google Scholar] [CrossRef]
- Dixit, T.; Nithiarasu, P.; Kumar, S. Numerical evaluation of additively manufactured lattice architectures for heat sink applications. Int. J. Therm. Sci. 2020, 159, 106607. [Google Scholar] [CrossRef]
- Balakrishnan, H.K.; Doeven, E.H.; Merenda, A.; Dumée, L.F.; Guijt, R.M. 3D printing for the integration of porous materials into miniaturised fluidic devices: A review. Anal. Chim. Acta 2021, 1185, 338796. [Google Scholar] [CrossRef]
- Kim, J.; Yoo, D.-J. 3D printed compact heat exchangers with mathematically defined core structures. J. Comput. Des. Eng. 2020, 7, 527–550. [Google Scholar] [CrossRef] [Green Version]
- Dixit, T.; Al-Hajri, E.; Paul, M.C.; Nithiarasu, P.; Kumar, S. High performance, microarchitected, compact heat exchanger enabled by 3D printing. Appl. Therm. Eng. 2022, 210, 118339. [Google Scholar] [CrossRef]
- Nasuta, D.M.; Halota, A.; Zhao, A.; Mzhen, M. Advanced Copper Heat Exchangers from Low-Cost Additive Manufacturing Techniques. In Proceedings of the 19th International Refrigeration and Air Conditioning Conference at Purdue, West Lafayette, IN, USA, 10–14 July 2022; Available online: https://docs.lib.purdue.edu/iracc (accessed on 10 October 2022).
- Feng, J.; Fu, J.; Yao, X.; He, Y. Triply periodic minimal surface (TPMS) porous structures: From multi-scale design, precise additive manufacturing to multidisciplinary applications. Int. J. Extrem. Manuf. 2022, 4, 022001. [Google Scholar] [CrossRef]
- Ding, J.; Zou, Q.; Qu, S.; Bartolo, P.; Song, X.; Wang, C.C. STL-free design and manufacturing paradigm for high-precision powder bed fusion. CIRP Ann. 2021, 70, 167–170. [Google Scholar] [CrossRef]
- Vaissier, B.; Pernot, J.-P.; Chougrani, L.; Véron, P. Lightweight Mesh File Format Using Repetition Pattern Encoding for Additive Manufacturing. Comput. Des. 2020, 129, 102914. [Google Scholar] [CrossRef]
- Qin, Y.; Qi, Q.; Scott, P.; Jiang, X. Status, comparison, and future of the representations of additive manufacturing data. Comput. Aided Des. 2019, 111, 44–64. [Google Scholar] [CrossRef]
- Cheng, L.; Liu, J.; To, A.C. Concurrent lattice infill with feature evolution optimization for additive manufactured heat conduction design. Struct. Multidiscip. Optim. 2018, 58, 511–535. [Google Scholar] [CrossRef]
- Ma, S.; Tang, Q.; Feng, Q.; Song, J.; Han, X.; Guo, F. Mechanical behaviours and mass transport properties of bone-mimicking scaffolds consisted of gyroid structures manufactured using selective laser melting. J. Mech. Behav. Biomed. Mater. 2019, 93, 158–169. [Google Scholar] [CrossRef]
- Qureshi, Z.A.; Al-Omari, S.A.B.; Elnajjar, E.; Al-Ketan, O.; Abu Al-Rub, R. On the effect of porosity and functional grading of 3D printable triply periodic minimal surface (TPMS) based architected lattices embedded with a phase change material. Int. J. Heat Mass Transf. 2021, 183, 122111. [Google Scholar] [CrossRef]
- Yun, S.; Lee, D.; Jang, D.S.; Lee, M.; Kim, Y. Numerical analysis on thermo-fluid–structural performance of graded lattice channels produced by metal additive manufacturing. Appl. Therm. Eng. 2021, 193, 117024. [Google Scholar] [CrossRef]
- Kelly, J.; Finkenauer, L.; Roy, P.; Stolaroff, J.; Nguyen, D.; Ross, M.; Hoff, A.; Haslam, J. Binder jet additive manufacturing of ceramic heat exchangers for concentrating solar power applications with thermal energy storage in molten chlorides. Addit. Manuf. 2022, 56, 102937. [Google Scholar] [CrossRef]
- Spear, D.G.; Lane, J.S.; Palazotto, A.N.; Kemnitz, R.A. Computational based investigation of lattice cell optimization under uniaxial compression load. Results Mater. 2022, 13, 100242. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Abu Al-Rub, R.K.; Dalaq, A.S.; Lee, D.-W.; Khan, K.A.; Jasiuk, I. Effective conductivities and elastic moduli of novel foams with triply periodic minimal surfaces. Mech. Mater. 2016, 95, 102–115. [Google Scholar] [CrossRef]
- Liu, F.; Zhou, T.; Zhang, T.; Xie, H.; Tang, Y.; Zhang, P. Shell offset enhances mechanical and energy absorption properties of SLM-made lattices with controllable separated voids. Mater. Des. 2022, 217, 110630. [Google Scholar] [CrossRef]
- Ibrahim, Y.; Li, Z.; Davies, C.; Maharaj, C.; Dear, J.; Hooper, P. Acoustic resonance testing of additive manufactured lattice structures. Addit. Manuf. 2018, 24, 566–576. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Abu Al-Rub, R.K.; Rowshan, R. Mechanical Properties of a New Type of Architected Interpenetrating Phase Composite Materials. Adv. Mater. Technol. 2017, 2, 1600235. [Google Scholar] [CrossRef]
- Kelly, C.N.; Kahra, C.; Maier, H.J.; Gall, K. Processing, structure, and properties of additively manufactured titanium scaffolds with gyroid-sheet architecture. Addit. Manuf. 2021, 41, 101916. [Google Scholar] [CrossRef]
- Ramos, H.; Santiago, R.; Soe, S.; Theobald, P.; Alves, M. Response of gyroid lattice structures to impact loads. Int. J. Impact Eng. 2022, 164, 104202. [Google Scholar] [CrossRef]
- Liverani, E.; Fortunato, A. Stiffness prediction and deformation analysis of Cobalt-Chromium lattice structures: From periodic to functionally graded structures produced by additive manufacturing. J. Manuf. Process. 2021, 68, 104–114. [Google Scholar] [CrossRef]
- Pirotais, M.; Saintier, N.; Brugger, C.; Conesa, V. Ti-6Al-4V Lattices Obtained by SLM: Characterisation of the Heterogeneous High Cycle Fatigue Behaviour of Thin Walls. In Procedia Structural Integrity; Elsevier: Amsterdam, The Netherlands, 2021; Volume 38, pp. 132–140. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Montemurro, M.; Refai, K.; Catapano, A. Thermal design of graded architected cellular materials through a CAD-compatible topology optimisation method. Compos. Struct. 2021, 280, 114862. [Google Scholar] [CrossRef]
- Du Plessis, A.; Razavi, S.M.J.; Benedetti, M.; Murchio, S.; Leary, M.; Watson, M.; Bhate, D.; Berto, F. Properties and applications of additively manufactured metallic cellular materials: A review. Prog. Mater. Sci. 2022, 125, 100918. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Yan, Y. A review of the state-of-the-art in electronic cooling. e-Prime 2021, 1, 100009. [Google Scholar] [CrossRef]
- Groth, J.-H.; Anderson, C.; Magnini, M.; Tuck, C.; Clare, A. Five simple tools for stochastic lattice creation. Addit. Manuf. 2021, 49, 102488. [Google Scholar] [CrossRef]
- Baroutaji, A.; Arjunan, A.; Ramadan, M.; Robinson, J.; Alaswad, A.; Abdelkareem, M.A.; Olabi, A.-G. Advancements and prospects of thermal management and waste heat recovery of PEMFC. Int. J. Thermofluids 2021, 9, 100064. [Google Scholar] [CrossRef]
- Li, W.; Yu, Z. Heat exchangers for cooling supercritical carbon dioxide and heat transfer enhancement: A review and assessment. Energy Rep. 2021, 7, 4085–4105. [Google Scholar] [CrossRef]
- Liu, T.; Mauter, M.S. Heat transfer innovations and their application in thermal desalination processes. Joule 2022, 6, 1199–1229. [Google Scholar] [CrossRef]
- Caket, A.G.; Wang, C.; Nugroho, M.A.; Celik, H.; Mobedi, M. Recent studies on 3D lattice metal frame technique for enhancement of heat transfer: Discovering trends and reasons. Renew. Sustain. Energy Rev. 2022, 167, 112697. [Google Scholar] [CrossRef]
- Thole, K.A.; Lynch, S.P.; Wildgoose, A.J. Review of Advances in Convective Heat Transfer Developed through Additive Manufacturing. In Advances in Heat Transfer; Academic Press: Cambridge, MA, USA, 2021; Volume 53, pp. 249–325. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. State-of-the-art in heat exchanger additive manufacturing. Int. J. Heat Mass Transf. 2021, 178, 121600. [Google Scholar] [CrossRef]
- Dutkowski, K.; Kruzel, M. Experimental Investigation of the Apparent Thermal Conductivity of Microencapsulated Phase-Change-Material Slurry at the Phase-Transition Temperature. Materials 2021, 14, 4124. [Google Scholar] [CrossRef]
- Dutkowski, K. Air–Water Two-Phase Frictional Pressure Drop in Minichannels. Heat Transf. Eng. 2010, 31, 321–330. [Google Scholar] [CrossRef]
- Maskery, I.; Parry, L.; Padrão, D.; Hague, R.; Ashcroft, I. FLatt Pack: A research-focussed lattice design program. Addit. Manuf. 2021, 49, 102510. [Google Scholar] [CrossRef]
- Clarke, D.A.; Dolamore, F.; Fee, C.J.; Galvosas, P.; Holland, D.J. Investigation of flow through triply periodic minimal surface-structured porous media using MRI and CFD. Chem. Eng. Sci. 2020, 231, 116264. [Google Scholar] [CrossRef]
- Khalil, M.; Ali, M.I.H.; Khan, K.A.; Abu Al-Rub, R. Forced convection heat transfer in heat sinks with topologies based on triply periodic minimal surfaces. Case Stud. Therm. Eng. 2022, 38, 102313. [Google Scholar] [CrossRef]
- Zhianmanesh, M.; Varmazyar, M.; Montazerian, H. Fluid Permeability of Graded Porosity Scaffolds Architectured with Minimal Surfaces. ACS Biomater. Sci. Eng. 2019, 5, 1228–1237. [Google Scholar] [CrossRef] [PubMed]
- Guerra, B.M.B. Unsteady Flow and Heat Transfer through Triply Periodic Minimal Surfaces. Master’s Thesis, Universidade de Lisboa, Lisboa, Portugal, 2020. [Google Scholar]
- Fan, Z.; Gao, R.; Liu, S. A novel battery thermal management system based on P type triply periodic minimal surface. Int. J. Heat Mass Transf. 2022, 194, 123090. [Google Scholar] [CrossRef]
- Genç, A.M.; Vatansever, C.; Koçak, M.; Karadeniz, Z.H. Investigation of additively manufactured triply periodic minimal surfaces as an air-to-air heat exchanger. In Proceedings of the REHVA 14th HVAC Word Confgress, Rotterdam, The Netherlands, 22–25 May 2022. [Google Scholar] [CrossRef]
- Vignoles, G.L.; Rochais, D.; Chupin, S. Computation of the conducto-radiative effective heat conductivity of porous media defined by Triply Periodic Minimal Surfaces. Int. J. Therm. Sci. 2020, 159, 106598. [Google Scholar] [CrossRef]
- Peng, H.; Gao, F.; Hu, W. Modeling and characterization of triply periodic minimal surface heat exchangers with additive manufacturing. In Proceedings of the 2019 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019; Available online: https://www.researchgate.net/publication/340077269 (accessed on 10 October 2022).
- Passos, A.G.P.; da Silva Chaves Ribeiro Pereira, J.M.; de Almeida Mendes, M.A.; da Silva, C.F.N.B.; de Almeida Mendes, M.A. Laminar Flow and Heat Transfer in Triply Periodic Minimal Surfaces Mechanical Engineering Examination Committee. 2019. Available online: https://webcache.googleusercontent.com/search?q=cache:Ii3-k_xrDr0J:https://fenix.tecnico.ulisboa.pt/downloadFile/1126295043836647/ExtendedAbstractAndrePassos.pdf&cd=2&hl=pl&ct=clnk&gl=pl (accessed on 10 October 2022).
- Sreedhar, N.; Thomas, N.; Al-Ketan, O.; Rowshan, R.; Hernandez, H.; Abu Al-Rub, R.K.; Arafat, H.A. 3D printed feed spacers based on triply periodic minimal surfaces for flux enhancement and biofouling mitigation in RO and UF. Desalination 2018, 425, 12–21. [Google Scholar] [CrossRef]
- Qureshi, Z.A.; Al-Omari, S.A.B.; Elnajjar, E.; Al-Ketan, O.; Abu Al-Rub, R. Nature-inspired triply periodic minimal surface-based structures in sheet and solid configurations for performance enhancement of a low-thermal-conductivity phase-change material for latent-heat thermal-energy-storage applications. Int. J. Therm. Sci. 2022, 173, 107361. [Google Scholar] [CrossRef]
- Cheng, Z.; Li, X.; Xu, R.; Jiang, P. Investigations on porous media customized by triply periodic minimal surface: Heat transfer correlations and strength performance. Int. Commun. Heat Mass Transf. 2021, 129, 105713. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Abu Al-Rub, R.K. MSLattice: A free software for generating uniform and graded lattices based on triply periodic minimal surfaces. Mater. Des. Process. Commun. 2020, 3, e205. [Google Scholar] [CrossRef]
- Hsieh, M.-T.; Valdevit, L. Minisurf—A minimal surface generator for finite element modeling and additive manufacturing. Softw. Impacts 2020, 6, 100026. [Google Scholar] [CrossRef]
- Jones, A.; Leary, M.; Bateman, S.; Easton, M. TPMS Designer: A tool for generating and analyzing triply periodic minimal surfaces. Softw. Impacts 2021, 10, 100167. [Google Scholar] [CrossRef]
- Sosnowski, M.; Krzywanski, J.; Gnatowska, R. Polyhedral Meshing as an Innovative Approach to Computational Domain Discretization of a Cyclone in a Fluidized Bed CLC Unit. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2017; Volume 14, p. 01027. [Google Scholar] [CrossRef] [Green Version]
- Vlahinos, M.; O’hara, R. Unlocking Advanced Heat Exchanger Design and Simulation with nTop Platform and ANSYS CFX. 2020. Available online: https://revolutioninsimulation.org/unlocking-advanced-heat-exchanger-design-and-simulation-with-ntop-platform-and-ansys-cfx/ (accessed on 10 October 2022).
- Hesselmann, F.; Scherenberg, N.; Bongartz, P.; Djeljadini, S.; Wessling, M.; Cornelissen, C.; Schmitz-Rode, T.; Steinseifer, U.; Jansen, S.V.; Arens, J. Structure-dependent gas transfer performance of 3D-membranes for artificial membrane lungs. J. Membr. Sci. 2021, 634, 119371. [Google Scholar] [CrossRef]
- Maloney, K.J.; Fink, K.D.; Schaedler, T.A.; Kolodziejska, J.A.; Jacobsen, A.J.; Roper, C.S. Multifunctional heat exchangers derived from three-dimensional micro-lattice structures. Int. J. Heat Mass Transf. 2012, 55, 2486–2493. [Google Scholar] [CrossRef]
- Yun, S.; Kwon, J.; Lee, D.; Shin, H.H.; Kim, Y. Heat transfer and stress characteristics of additive manufactured FCCZ lattice channel using thermal fluid-structure interaction model. Int. J. Heat Mass Transf. 2019, 149, 119187. [Google Scholar] [CrossRef]
- Plant, R.D.; Saghir, M.Z. Numerical and experimental investigation of high concentration aqueous alumina nanofluids in a two and three channel heat exchanger. Int. J. Thermofluids 2020, 9, 100055. [Google Scholar] [CrossRef]
- Thompson, S.M.; Aspin, Z.S.; Shamsaei, N.; Elwany, A.; Bian, L. Additive manufacturing of heat exchangers: A case study on a multi-layered Ti–6Al–4V oscillating heat pipe. Addit. Manuf. 2015, 8, 163–174. [Google Scholar] [CrossRef]
- Iasiello, M.; Cunsolo, S.; Bianco, N.; Chiu, W.; Naso, V. Developing thermal flow in open-cell foams. Int. J. Therm. Sci. 2017, 111, 129–137. [Google Scholar] [CrossRef]
- Pelanconi, M.; Zavattoni, S.; Cornolti, L.; Puragliesi, R.; Arrivabeni, E.; Ferrari, L.; Gianella, S.; Barbato, M.; Ortona, A. Application of Ceramic Lattice Structures to Design Compact, High Temperature Heat Exchangers: Material and Architecture Selection. Materials 2021, 14, 3225. [Google Scholar] [CrossRef] [PubMed]
- Aider, Y.; Kaur, I.; Cho, H.; Singh, P. Periodic heat transfer characteristics of additively manufactured lattices. Int. J. Heat Mass Transf. 2022, 189, 122692. [Google Scholar] [CrossRef]
- Butler, C.; Babu, S.; Lundy, R.; Meehan, R.O.; Punch, J.; Jeffers, N. Effects of processing parameters and heat treatment on thermal conductivity of additively manufactured AlSi10Mg by selective laser melting. Mater. Charact. 2021, 173, 110945. [Google Scholar] [CrossRef]
- Lorenzon, A.; Vaglio, E.; Casarsa, L.; Sortino, M.; Totis, G.; Saragò, G.; Lendormy, E.; Raukola, J. Heat transfer and pressure loss performances for additively manufactured pin fin arrays in annular channels. Appl. Therm. Eng. 2022, 202, 117851. [Google Scholar] [CrossRef]
- Anvari, A.; Yancheshme, A.A.; Kekre, K.M.; Ronen, A. State-of-the-art methods for overcoming temperature polarization in membrane distillation process: A review. J. Membr. Sci. 2020, 616, 118413. [Google Scholar] [CrossRef]
- Mousa, M.H.; Miljkovic, N.; Nawaz, K. Review of heat transfer enhancement techniques for single phase flows. Renew. Sustain. Energy Rev. 2020, 137, 110566. [Google Scholar] [CrossRef]
- Shahbazi, A.; Ashtiani, H.A.D.; Afshar, H.; Jafarkazemi, F. Optimization of the SMX static mixer types thermal and hydraulic performance by coupling CFD-Genetic Algorithm. Int. Commun. Heat Mass Transf. 2021, 126, 105388. [Google Scholar] [CrossRef]
- Sélo, R.R.; Catchpole-Smith, S.; Maskery, I.; Ashcroft, I.; Tuck, C. On the thermal conductivity of AlSi10Mg and lattice structures made by laser powder bed fusion. Addit. Manuf. 2020, 34, 101214. [Google Scholar] [CrossRef]
- Ali, D.; Sen, S. Finite element analysis of mechanical behavior, permeability and fluid induced wall shear stress of high porosity scaffolds with gyroid and lattice-based architectures. J. Mech. Behav. Biomed. Mater. 2017, 75, 262–270. [Google Scholar] [CrossRef]
- Pulvirenti, B.; Celli, M.; Barletta, A. Flow and Convection in Metal Foams: A Survey and New CFD Results. Fluids 2020, 5, 155. [Google Scholar] [CrossRef]
- Luo, J.-W.; Chen, L.; Min, T.; Shan, F.; Kang, Q.; Tao, W. Macroscopic transport properties of Gyroid structures based on pore-scale studies: Permeability, diffusivity and thermal conductivity. Int. J. Heat Mass Transf. 2019, 146, 118837. [Google Scholar] [CrossRef]
- Attarzadeh, R.; Rovira, M.; Duwig, C. Design analysis of the “Schwartz D” based heat exchanger: A numerical study. Int. J. Heat Mass Transf. 2021, 177, 121415. [Google Scholar] [CrossRef]
- Attarzadeh, R.; Attarzadeh-Niaki, S.-H.; Duwig, C. Multi-objective optimization of TPMS-based heat exchangers for low-temperature waste heat recovery. Appl. Therm. Eng. 2022, 212, 118448. [Google Scholar] [CrossRef]
- Baobaid, N.; Ali, M.I.; Khan, K.A.; Abu Al-Rub, R.K. Fluid flow and heat transfer of porous TPMS architected heat sinks in free convection environment. Case Stud. Therm. Eng. 2022, 33, 101944. [Google Scholar] [CrossRef]
- Iyer, J.; Moore, T.; Nguyen, D.; Roy, P.; Stolaroff, J. Heat transfer and pressure drop characteristics of heat exchangers based on triply periodic minimal and periodic nodal surfaces. Appl. Therm. Eng. 2022, 209, 118192. [Google Scholar] [CrossRef]
- Grande, M.C. Asif, Novel TPMS Contactors Designed with Imprinted Porosity: Numerical Evaluation of Momentum and Energy Transport. SSRN Electron. J. 2022, 2, 1–25. [Google Scholar] [CrossRef]
- Qureshi, Z.A.; Al-Omari, S.A.B.; Elnajjar, E.; Al-Ketan, O.; Abu Al-Rub, R. Using triply periodic minimal surfaces (TPMS)-based metal foams structures as skeleton for metal-foam-PCM composites for thermal energy storage and energy management applications. Int. Commun. Heat Mass Transf. 2021, 124, 105265. [Google Scholar] [CrossRef]
- Qureshi, Z.A.; Elnajjar, E.; Al-Ketan, O.; Abu Al-Rub, R.; Al-Omari, S.B. Heat transfer performance of a finned metal foam-phase change material (FMF-PCM) system incorporating triply periodic minimal surfaces (TPMS). Int. J. Heat Mass Transf. 2021, 170, 121001. [Google Scholar] [CrossRef]
- Qureshi, Z.A.; Al Omari, S.A.B.; Elnajjar, E.; Mahmoud, F.; Al-Ketan, O.; Abu Al-Rub, R. Thermal characterization of 3D-Printed lattices based on triply periodic minimal surfaces embedded with organic phase change material. Case Stud. Therm. Eng. 2021, 27, 101315. [Google Scholar] [CrossRef]
- Hariss, M.; Gounni, A.; El Alami, M. A practical guide on numerical and experimental investigations of solid-liquid phase-change heat transfer using some heat transfer enhancement techniques: Case study in Morocco. J. Energy Storage 2022, 52, 105070. [Google Scholar] [CrossRef]
- Raja, S.; Hamulczuk, D.; Carlsson, S.D. Exploring a New Energy-Efficient Way to Heat Water. Design of a Heat Exchanger for Laundry Machine Applications Produced Using Additive Manufacturing. Available online: https://odr.chalmers.se/handle/20.500.12380/302189?mode=full (accessed on 10 October 2022).
- Gerstler, W.; Erno, D. Introduction of an additively manufactured multi-furcating hest exchanger. In Proceedings of the 2017 16th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 30 May–2 June 2017. [Google Scholar]
- Reynolds, B.W. Simulation of Flow and Heat Transfer in 3D Printable Triply Periodic Minimal Surface Heat Exchangers; University of Canterbury: Christchurch, New Zealand, 2020. [Google Scholar]
- Alteneiji, M.; Ali, M.I.H.; Khan, K.A.; Abu Al-Rub, R.K. Heat transfer effectiveness characteristics maps for additively manufactured TPMS compact heat exchangers. Energy Storage Sav. 2022, 1, 153–161. [Google Scholar] [CrossRef]
- Li, W.; Li, W.; Yu, Z. Heat Transfer Enhancement of Water-Cooled Triply Periodic Minimal Surface Heat Exchangers. Appl. Therm. Eng. 2022, 217, 119198. [Google Scholar] [CrossRef]
- Wadsö, I.; Holmqvist, S. Additively Manufactured Heat Exchangers. Master’s Thesis, Lund University, Stockholm, Sweden, 2020. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minimal Surface | Formula | View | |
|---|---|---|---|
| Schwartz primitive [86] | f(x,y,z) = cos(x) + cos(y) + cos(z) = C | (1) |  |
| Schwartz diamond [87] | f(x,y,z) = cos(x)·cos(y)·cos(z) − sin(x)·sin(y)·sin(z) = C | (2) |  |
| Schoen gyroid [88] | f(x,y,z) = cos(x)·sin(y) + cos(y)·sin(z) + cos(z)·sin(x) = C | (3) |  |
| Schoen I-WP (“I-graph”-“Wrapped Package-graph”) [50] | f(x,y,z) = 2(cos(x)·cos(y) + cos(y)·cos(z) + cos(z)·cos(x) − (cos(2x) + cos(2y) + cos(2z)) = C | (4) |  |
| Neovius [32] | f(x,y,z) = 3·(cos(x) + cos(y) + cos(z)) + 4∙(cos(x)·cos(y)·cos(z)) = C | (5) |  |
| Schoen F-RD [42] | f(x,y,z) = 4 (cos(x)·cos(y)·cos(z)) − (cos(2x)·cos(2y) + cos(2y)·cos(2z) + cos(2z)·cos(2x)) = C | (6) |  |
| Fischer–Koch S [42] | f(x,y,z) = cos(2x)·sin(y)·cos(z) + cos(x)·cos(2y)·sin(z) + sin(x)·cos(y)·cos(2z) = C | (7) |  |
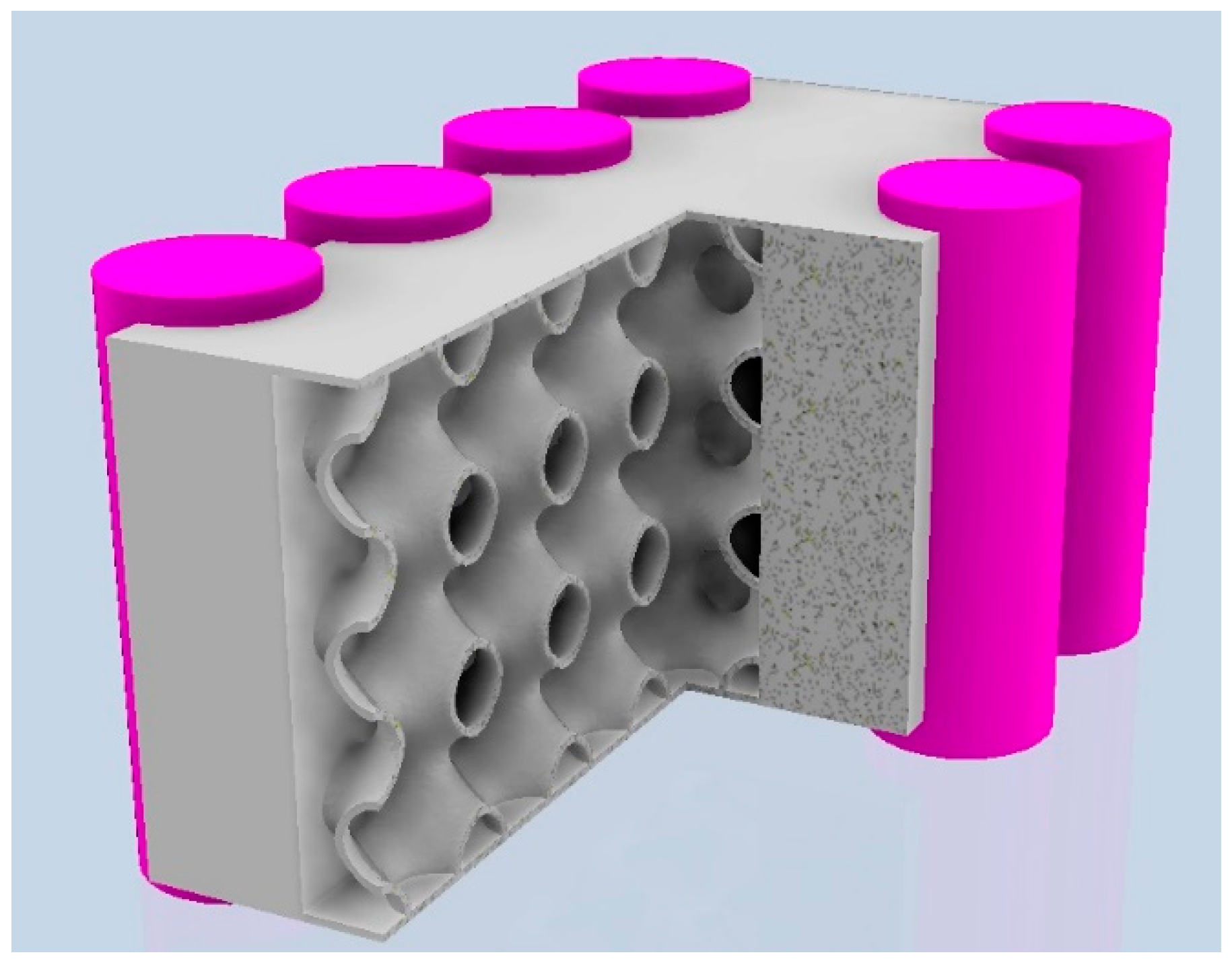
| Heat Exchanger Type | General View |
|---|---|
| L-shaped T-shaped |  |
| U-shaped with different positions of connection nozzles |  |
| Spiral-shaped (structure: primitive, gyroid, diamond) |  |
| C/O/S/W-shaped |  |
| coil-shaped (structure: primitive, gyroid, diamond) |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dutkowski, K.; Kruzel, M.; Rokosz, K. Review of the State-of-the-Art Uses of Minimal Surfaces in Heat Transfer. Energies 2022, 15, 7994. https://doi.org/10.3390/en15217994
Dutkowski K, Kruzel M, Rokosz K. Review of the State-of-the-Art Uses of Minimal Surfaces in Heat Transfer. Energies. 2022; 15(21):7994. https://doi.org/10.3390/en15217994
Chicago/Turabian StyleDutkowski, Krzysztof, Marcin Kruzel, and Krzysztof Rokosz. 2022. "Review of the State-of-the-Art Uses of Minimal Surfaces in Heat Transfer" Energies 15, no. 21: 7994. https://doi.org/10.3390/en15217994