
The Electrification of Conventional Industrial Processes: The Use of Mechanical Vapor Compression in an EtOH–Water Distillation Tower

Abstract
:1. Introduction
2. Materials and Methods
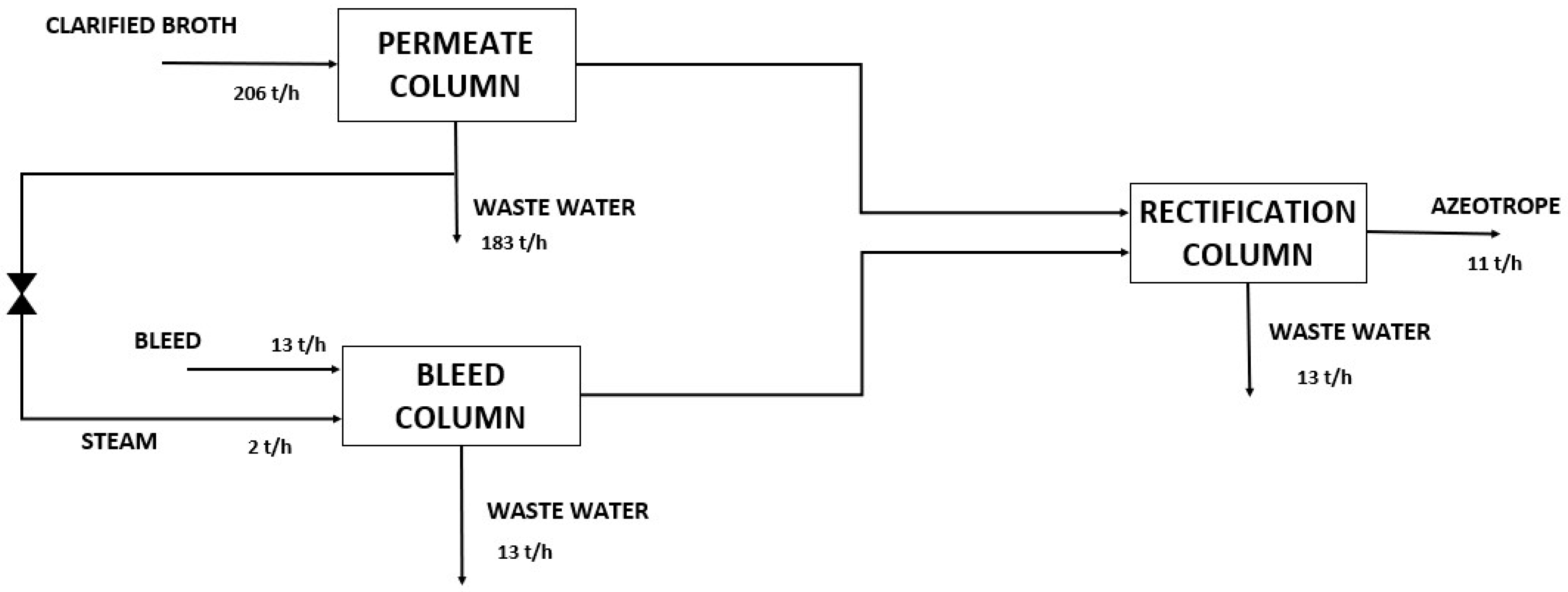
2.1. Description of the “Base Case” Plant
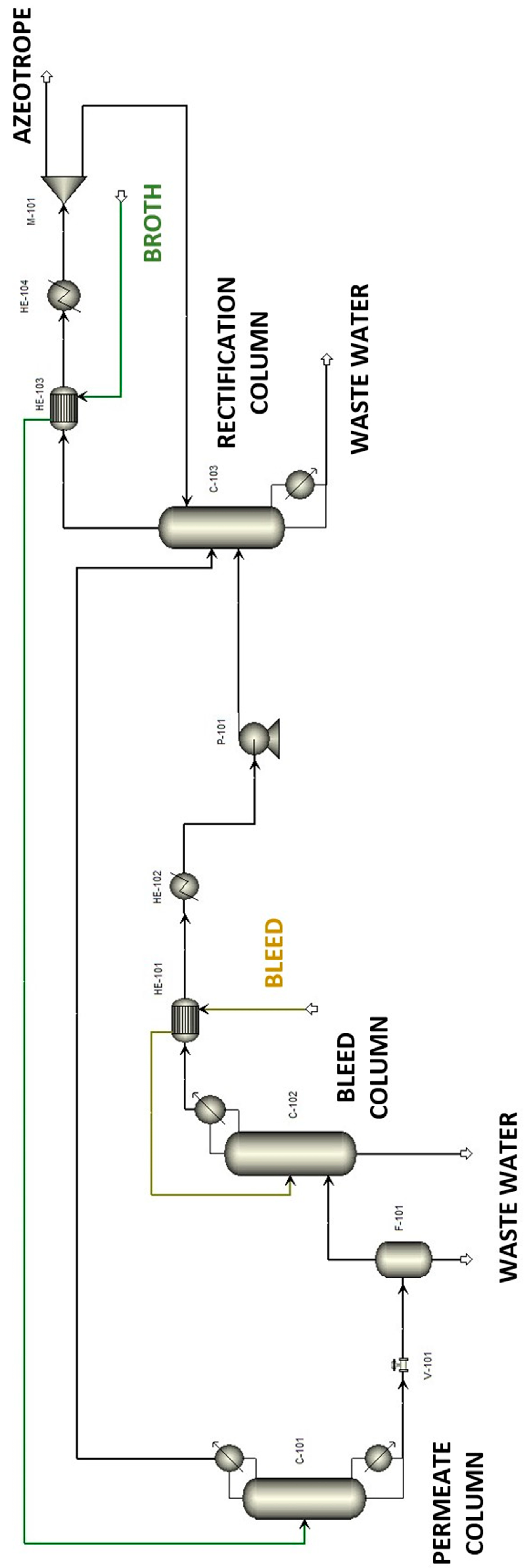
2.2. Process Layout: Original and Upgraded Process Scheme
2.2.1. Thermodynamic System
2.2.2. Process Layout
- In the first distillation column, the MVC cannot be introduced, since the produced distillate is in the vapor phase; so if the MVC were to be applied here, the distillate would condensate, recovering heat from this solution, but in the meantime, due to condensation, the duty coming from the previous vapor distillate stream would be lost and the third’s column reboiler would require a higher overall duty;
- In the second column, the introduction of MVC was discarded, due to the absence of a reboiler. The operating conditions are not suitable for MVC application in any case. As a matter of fact, the top of the permeate column works under vacuum conditions, so introducing MVC at this point would imply a remarkable increase of electrical consumption and a multiplication of issues related to the complexity of the control and the consumption of the unit. Moreover, if MVC were applied here, the heat recovered would be less than that obtained from the rectification column, due to the lower flowrate involved, impacting in the meantime on a more CapEx expensive compressor.
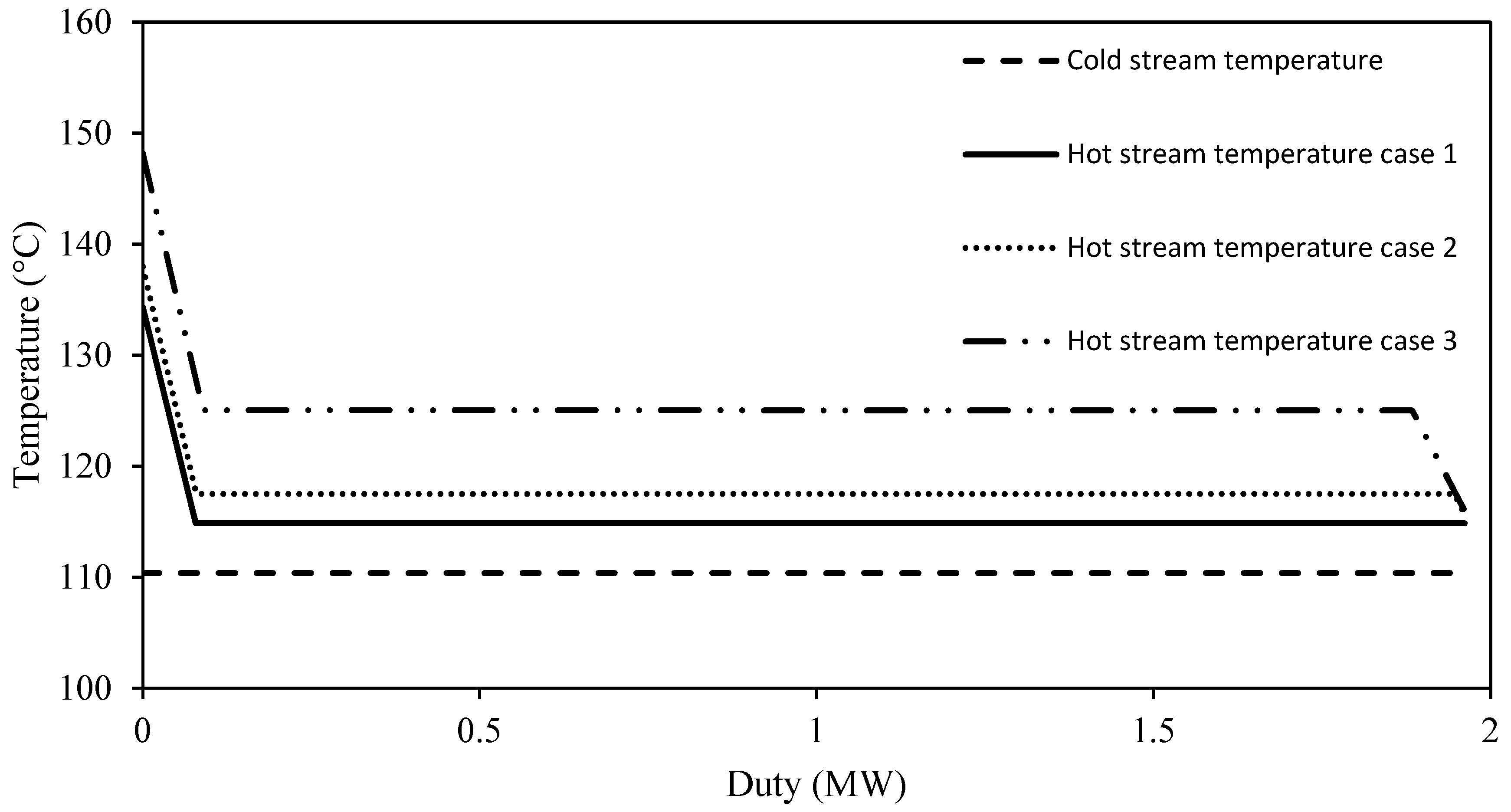
2.3. Compressor and Heat Exchanger Sensitivity Analysis
3. Techno-Economical Evaluation
3.1. Techno-Economic Feasibility
- The indirect emission of electric power derives from the Italian energy mix and accounts for an average emission factor of 0.29 kgCO2/kWh [33].
- Steam is produced in an auxiliary boiler by burning natural gas, with a thermal efficiency of 90% [34], thus resulting in an emission factor equal to 0.14 kgCO2/kg steam.
- The implementation of the MVC principle, by introducing a compressor, obviously leads to an increase in the CapEx. Relevant investment cost was calculated considering a correlation factor equal to 3 M€/MW among the compressor work and its capital cost [35].
- Regarding the heat exchanger, a correlation factor of 200 €/m2 [36] was used.
- Cooling water, available at 28 °C, has a unitary cost of 0.03 €/m3.
- Steam has a unitary cost of 24 €/t.
- Carbon tax, given by the carbon footprint, has a unitary emission cost of 0.036 €/kgCO2 emitted.
- Maintenance has an annual cost equal to 2% of the CapEx.
- Natural gas has a unitary cost of 0.24 €/Sm3.
- Electric energy has a cost of 90 €/MWh.
3.2. Exergy Analysis
4. Results
4.1. Base Case Scenario Results
4.2. Mechanical Vapor Compression Results
Compressor Sensitivity Results
4.3. Economic Evaluation Results
4.4. Exergetic Analysis Result
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Hu, Z.; Li, C.; Zhang, D. Interactions of dynamic supercritical CO2 fluid with different rank moisture-equilibrated coals: Implications for CO2 sequestration in coal seams. Chin. J. Chem. Eng. 2021, 35, 288–301. [Google Scholar] [CrossRef]
- Liu, Q.; Shi, Y.; Zhong, W.; Yu, A. Co-firing of coal and biomass in oxy-fuel fluidized bed for CO2 capture: A review of recent advances. Chin. J. Chem. Eng. 2019, 27, 2261–2272. [Google Scholar] [CrossRef]
- Lindsey, R. Climate Change: Atmospheric Carbon Dioxide. 2020. Available online: https://www.climate.gov/news-features/understanding-climate/climate-change-atmospheric-carbon-dioxide (accessed on 1 November 2021).
- Zhen, M.; Song, B.; Liu, X.; Chandankere, R.; Tang, J. Biochar-mediated regulation of greenhouse gas emission and toxicity reduction in bioremediation of organophosphorus pesticide-contaminated soils. Chin. J. Chem. Eng. 2018, 26, 2592–2600. [Google Scholar] [CrossRef]
- Dyer, H.C. Energy and climate change. Routledge Handb. Glob. Environ. Polit. 2013, 361–372. [Google Scholar] [CrossRef]
- Nayak, J.K.; Ghosh, U.K. Microalgal remediation of anaerobic pretreated pharmaceutical wastewater for sustainable biodiesel production and electricity generation. J. Water Process Eng. 2020, 35, 101192. [Google Scholar]
- Parlament, E. Regulation (Eu) 2017/745 of the European Parliament And of the Council. Ind. Med. Gaz. 2017. [Google Scholar] [CrossRef]
- Zero Waste Europe. Joint Briefing: Recycled Carbon Fuels in the Renewable Energy Directive. 2021, Volume 1. Available online: https://zerowasteeurope.eu/wp-content/uploads/2019/04/NGO-joint-briefing-RCF.pdf (accessed on 1 November 2021).
- Wilberforce, T.; Sayed, E.T.; Abdelkareem, M.A.; Elsaid, K.; Olabi, A.G. Value added products from wastewater using bioelectrochemical systems: Current trends and perspectives. J. Water Process Eng. 2021, 39, 101737. [Google Scholar] [CrossRef]
- Hoarau, J.; Caro, Y.; Grondin, I.; Petit, T. Sugarcane vinasse processing: Toward a status shift from waste to valuable resource. A review. J. Water Process Eng. 2018, 24, 11–25. [Google Scholar] [CrossRef]
- Tao, Y.; Li, H.; Wen, Z.; Chen, H.; Xu, W.; Evans, S. A hybrid scenario analysis for the selection of future greenhouse gas emissions reduction technologies in China’s oil and gas industry. J. Clean. Prod. 2019, 223, 14–24. [Google Scholar] [CrossRef]
- Riemer, P. Greenhouse Gas Mitigation Technologies, an Overview of the CO2 Capture, Storage and Future Activities of the IEA Greenhouse Gas R&D Programme. Energy Convers. Manag. 1996, 37, 665–670. [Google Scholar]
- Liaposhchenko, O.; Marenok, V.; Skydanenko, M.; Pavlenko, I.; Ochowiak, M.; Mižáková, J.; Pitel’, J.; Storozhenko, V.; Smyrnov, V.; Shmatenko, V. Modeling of technological processes for a rectification plant in second-generation bioethanol production. Processes 2021, 9, 944. [Google Scholar] [CrossRef]
- Variny, M.; Furda, P.; Švistun, L.; Rimár, M.; Kizek, J.; Kováč, N.; Illés, P.; Janošovský, J.; Váhovský, J.; Mierka, O. Novel concept of cogeneration-integrated heat pump-assisted fractionation of alkylation reactor effluent for increased power production and overall CO2 emissions decrease. Processes 2020, 8, 183. [Google Scholar] [CrossRef] [Green Version]
- Marton, S.; Svensson, E.; Subiaco, R.; Bengtsson, F.; Harvey, S. A steam utility network model for the evaluation of heat integration retrofits—A case study of an oil refinery. J. Sustain. Dev. Energy Water Environ. Syst. 2017, 5, 560–578. [Google Scholar] [CrossRef] [Green Version]
- Svensson, E.; Morandin, M.; Harvey, S.; Papadokonstantakis, S. Studying the role of system aggregation in energy targeting: A case study of a swedish oil refinery. Energies 2020, 13, 958. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.; Lu, Y.; Banares-Alcantara, R. Direct and indirect electrification of chemical industry using methanol production as a case study. Appl. Energy 2019, 243, 71–90. [Google Scholar] [CrossRef]
- Cui, C.; Long, N.V.D.; Sun, J.; Lee, M. Electrical-driven self-heat recuperative pressure-swing azeotropic distillation to minimize process cost and CO2 emission: Process electrification and simultaneous optimization. Energy 2020, 195, 116998. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, B.; Luo, L.; Zhang, F.; Yi, Y.; Shan, Y.; Liu, B.; Zhou, Y.; Wang, X.; Lü, X. A review on recycling techniques for bioethanol production from lignocellulosic biomass. Renew. Sustain. Energy Rev. 2021, 149, 111370. [Google Scholar] [CrossRef]
- Sinnott, R.K. Coulson & Richardson Chemical Engineering; Elsevier: Oxford, UK, 2005. [Google Scholar]
- Borgogna, A.; Salladini, A.; Spadacini, L.; Pitrelli, A.; Annesini, M.C.; Iaquaniello, G. Methanol production from Refuse Derived Fuel: Influence of feedstock composition on process yield through gasification analysis. J. Clean. Prod. 2019, 235, 1080–1089. [Google Scholar] [CrossRef] [Green Version]
- Jacques, K.A.; Lyons, T.P.; Kelsall, D.R. The Alcohol Textbook; Nottingham University Press: Nottingham, UK, 2003; ISBN 1-897676-13-1. [Google Scholar]
- European Union. European Fuel Ethanol Specification EN 15376:2014 (E); 2014; Volume 2014, p. 15837. Available online: https://standards.iteh.ai/catalog/standards/cen/6611fd35-d066-4b86-a711-fd2c83b3333c/en-15376-2014 (accessed on 1 November 2021).
- Herbert, T. Practical Distillation Control; Springer: New York, NY, USA, 2000; ISBN 9781475702798. [Google Scholar]
- Graczová, E.; Šulgan, B.; Steltenpohl, P. tert-Butanol–water mixture separation by extractive distillation: Application of experimental data in process simulations. Sep. Purif. Technol. 2020, 251, 116968. [Google Scholar] [CrossRef]
- Voutsas, E.C.; Pamouktsis, C.; Argyris, D.; Pappa, G.D. Measurements and thermodynamic modeling of the ethanol-water system with emphasis to the azeotropic region. Fluid Phase Equilib. 2011, 308, 135–141. [Google Scholar] [CrossRef]
- Renon, H.; Prausnitz, J.M. Estimation of parameters for the nrtl equation for excess gibbs energies of strongly nonideal liquid mixtures. Ind. Eng. Chem. Process Des. Dev. 1969, 8, 413–419. [Google Scholar] [CrossRef]
- Puentes, C.; Joulia, X.; Athès, V.; Esteban-Decloux, M. Review and Thermodynamic Modeling with NRTL Model of Vapor-Liquid Equilibria (VLE) of Aroma Compounds Highly Diluted in Ethanol-Water Mixtures at 101.3 kPa. Ind. Eng. Chem. Res. 2018, 57, 3443–3470. [Google Scholar] [CrossRef] [Green Version]
- Salladini, A.; Agostini, E.; Borgogna, A.; Iaquaniello, G. Waste feedstocks for sustainable chemicals and fuels. Stud. Surf. Sci. Catal. 2020, 179, 193–213. [Google Scholar]
- Richardson, J.F.; Harker, J.H.; Backhurst, J.R. Coulson and Richardson’s Chemical Engineering. Chem. Eng. 2007, 2. [Google Scholar] [CrossRef]
- Li, Y.; Wu, H.; Liang, X.G.; Rong, C.; Chen, H. Experimental study of waste concentration by mechanical vapor compression technology. Desalination 2015, 361, 46–52. [Google Scholar] [CrossRef]
- Hanlon, P. Compressor Handbook; McGraw-Hil: New York, NY, USA, 2001; ISBN 0070260052. [Google Scholar]
- ENEA. Analisi Trimestrale del Sistema Energetico Italiano. 2020. Available online: https://www.enea.it/it/seguici/pubblicazioni/pdf-sistema-energetico-italiano/02-analisi-trimestrale-2020.pdf (accessed on 1 November 2021).
- Durkin, T. Boiler System Efficiency. Ashrae J. 2006, 48, 51–57. [Google Scholar]
- Peters, M.; Timmerhaus, K. Plant Design and Economics for Chemical Engineers; McGraw-Hill: New York, NY, USA, 1991; ISBN 0070496137. [Google Scholar]
- Turton, R.; Shaeiwitz, J.A.; Bhattacharyya, D.; Whiting, W.B. Analysis, Syngthesis and Design of Chemical Processes; Pearson Education: Upper Saddle River, NJ, USA, 2008; ISBN 0975442201. [Google Scholar]
- Rispoli, A.L.; Verdone, N.; Vilardi, G. Green fuel production by coupling plastic waste oxy-combustion and PtG technologies: Economic, energy, exergy and CO2-cycle analysis. Fuel Process. Technol. 2021, 221, 106922. [Google Scholar] [CrossRef]
- Wilson, M.R. The Exergy Method of Thermal Plant Analysis; Elsevier: Amsterdam, The Netherlands, 1988; Volume 16, ISBN 0408013508. [Google Scholar]
- Gharagheizi, F.; Ilani-Kashkouli, P.; Hedden, R.C. Standard molar chemical exergy: A new accurate model. Energy 2018, 158, 924–935. [Google Scholar] [CrossRef]
- Palacios-Bereche, R.; Ensinas, A.V.; Modesto, M.; Nebra, S.A. Mechanical vapour recompression incorporated to the ethanol production from sugarcane and thermal integration to the overall process applying pinch analysis. Chem. Eng. Trans. 2014, 39, 397–402. [Google Scholar]
- Canales, E.R.; Máruez, F.E. Operation and Experimental Results on a Vapor Recompression Pilot Plant Distillation Column. Ind. Eng. Chem. Res. 1992, 31, 2547–2555. [Google Scholar] [CrossRef]
- Oliveira, S.B.M.; Marques, R.P.; Parise, J.A.R. Modelling of an ethanol-water distillation column with vapour recompression. Int. J. Energy Res. 2001, 25, 845–858. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Results | ||||
|---|---|---|---|---|
| Unit | Permeate Column | Bleed Column | Rectification Column | |
| Distillate | t/h | 22 | 2 | 11 |
| Residue | t/h | 185 | 13 | 13 |
| Condenser duty | MW | - | - | 2.7 |
| Reboiler duty | MW | 14.6 | - | 2 |
| MVC Results | ||
|---|---|---|
| Unit | Duty | |
| Condenser–reboiler | MW | 2 |
| Top condenser | MW | 1 |
| Compressor Sensitivity Results | |||||
|---|---|---|---|---|---|
| Unit | Alternative Case | Case 1 | Case 2 | Case 3 | |
| Outlet pressure | kPa | 370 | 400 | 450 | 500 |
| Outlet compressor Temperature | °C | 131 | 138 | 144 | 148 |
| Compressor feed | kg/h | 8200 | 7850 | 7800 | 7700 |
| Compressor’s electric power consumption | MW | 0.35 | 0.29 | 0.32 | 0.34 |
| Heat exchanger’s area | m2 | 234 | 154 | 130 | 158 |
| Heat transfer coefficient | 921 | 959 | 1019 | 753 | |
| CoolingΔ | °C | 12.4 | 29.3 | 15.56 | 35.5 |
| CondensingΔ | °C | 5 | 4 | 7.5 | 15 |
| Sub-coolingΔ | °C | - | - | 6.5 | 9.8 |
| CoP | - | 5.71 | 6.77 | 6.25 | 5.71 |
| OpEx for the Base Case | ||||||
|---|---|---|---|---|---|---|
| Unit | Unitary Value | Unit | Flowrate | Unit | Cost | |
| Cooling water | €/m3 | 0.03 | m3/h | 232 | M€/y | 0.056 |
| Steam | €/t | 24 | t/h | 3.5 | M€/y | 0.67 |
| Carbon Tax | €/kgCO2 | 0.036 | kgCO2/h | 490 | M€/y | 0.14 |
| TOT | M€/y | 0.87 | ||||
| CapEx Cost of the Unit | |||||
|---|---|---|---|---|---|
| Compressor’s Work (MW) | Additional Area (m2) | Compressor’s Cost (M€) | Heat Exchanger’s Cost (M€) | Total Cost (M€) | |
| Alternative case | 0.35 | 127 | 1.05 | 0.025 | 1.08 |
| Case 1 | 0.29 | 47 | 0.9 | 0.009 | 0.91 |
| Case 2 | 0.32 | 23 | 0.96 | 0.005 | 0.97 |
| Case 3 | 0.35 | 123 | 1.05 | 0.024 | 1.07 |
| OpEx for the MVC Case | ||||||
|---|---|---|---|---|---|---|
| Unit | Unitary Value | Unit | Flowrate | Unit | Cost | |
| Cooling water | €/m3 | 0.03 | m3/h | 92.3 | M€/y | 0.02 |
| Electric energy | €/MWh | 90 | MW | 0.35 | M€/y | 0.25 |
| Carbon Tax | €/kgCO2 | 0.04 | kgCO2/h | 101.5 | M€/y | 0.03 |
| Maintenance | % CapEx | 2 | 0.02 | |||
| TOT | M€/y | 0.32 | ||||
| OpEx for the MVC Case | ||
|---|---|---|
| Unit | Unitary Value | |
| Alternative Case | M€/y | 0.32 |
| Case 1 | M€/y | 0.26 |
| Case 2 | M€/y | 0.28 |
| Case 3 | M€/y | 0.29 |
| Exergy Results for the Distillation Column | ||
|---|---|---|
| Chemical Exergy (kW) | Physical Exergy (kW) | |
| Feed 1 1 | 6.9 × 104 | 2291 |
| Feed 2 2 | 2.1 × 104 | 51 |
| Distillate | 8.3 × 104 | 44 |
| Bottom | 239 | 232 |
| Exergy Results | ||
|---|---|---|
| Efficiency (%) | Irreversibility (kW) | |
| Alternative Case | 90.1 | 9.23 × 103 |
| Case 1 | 90.1 | 9.17 × 103 |
| Case 2 | 90.1 | 9.20 × 103 |
| Case 3 | 90.1 | 9.23 × 103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rispoli, A.L.; Rispoli, G.; Verdone, N.; Salladini, A.; Agostini, E.; Boccacci, M.; Parisi, M.P.; Mazzarotta, B.; Vilardi, G. The Electrification of Conventional Industrial Processes: The Use of Mechanical Vapor Compression in an EtOH–Water Distillation Tower. Energies 2021, 14, 7267. https://doi.org/10.3390/en14217267
Rispoli AL, Rispoli G, Verdone N, Salladini A, Agostini E, Boccacci M, Parisi MP, Mazzarotta B, Vilardi G. The Electrification of Conventional Industrial Processes: The Use of Mechanical Vapor Compression in an EtOH–Water Distillation Tower. Energies. 2021; 14(21):7267. https://doi.org/10.3390/en14217267
Chicago/Turabian StyleRispoli, Andrea Liberale, Giacomo Rispoli, Nicola Verdone, Annarita Salladini, Emanuela Agostini, Mirko Boccacci, Maria Paola Parisi, Barbara Mazzarotta, and Giorgio Vilardi. 2021. "The Electrification of Conventional Industrial Processes: The Use of Mechanical Vapor Compression in an EtOH–Water Distillation Tower" Energies 14, no. 21: 7267. https://doi.org/10.3390/en14217267