Thermodynamic Analysis of Biomass Gasification Using Aspen Plus: Comparison of Stoichiometric and Non-Stoichiometric Models

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Aspen Plus Software
2.2. Process Assumptions
- The process occurs under steady-state conditions.
- Ash is inert without catalytic activity and does not participate in the gasification process.
- Char is composed solely by carbon and its conversion efficiency is 100%.
- Heat and pressure losses are neglected.
- All reactions reach equilibrium conditions and kinetics are not considered.
- Drying and pyrolysis happen simultaneously and volatile products consist of H2, CO, CO2, CH4 and H2O.
- Tar formation is not considered.
2.3. Physical Properties
2.4. Chemical Reactions
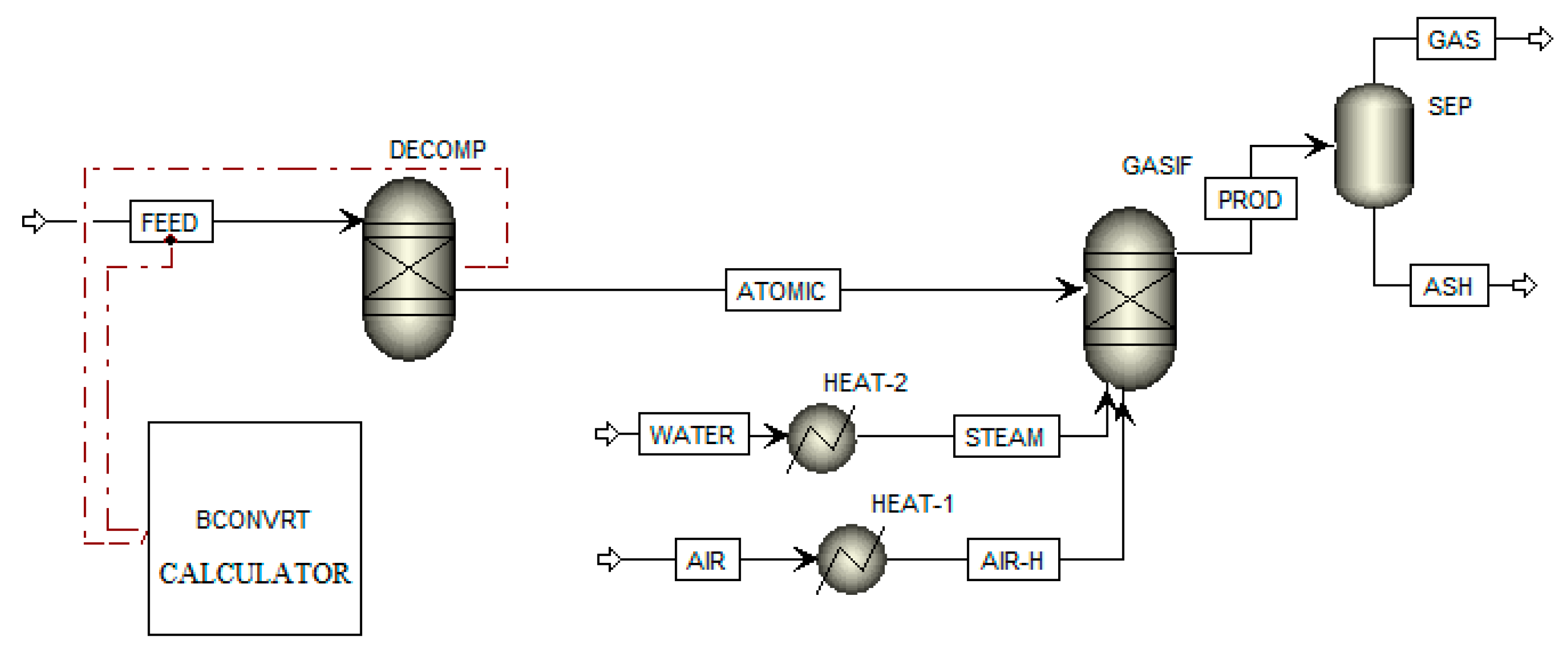
2.5. Non-Stoichiometric Flow-Diagram Description
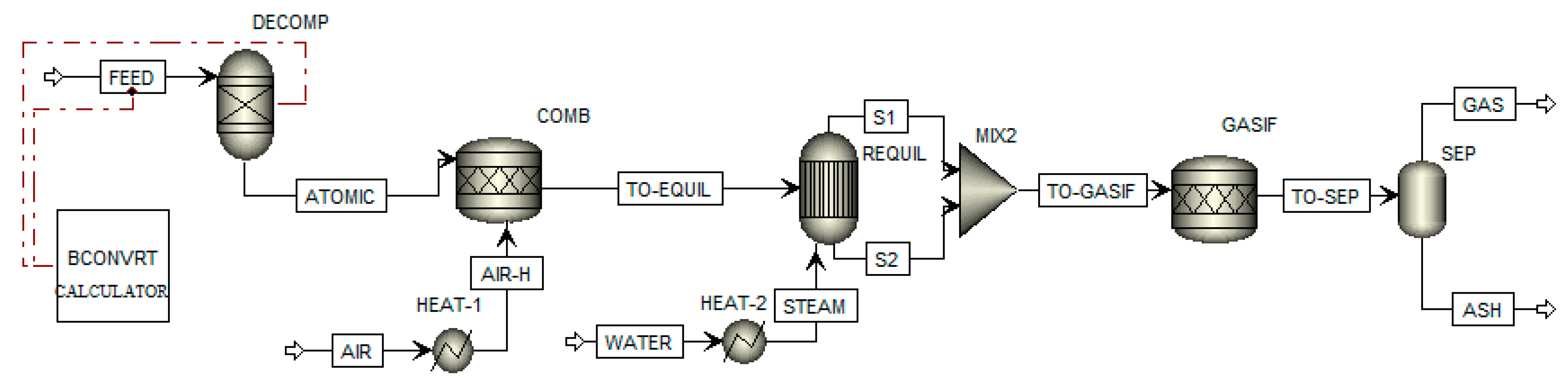
2.6. Stoichiometric Flow-Diagram Description
2.7. Experimental Data Used for Model Validation
3. Results and Discussion
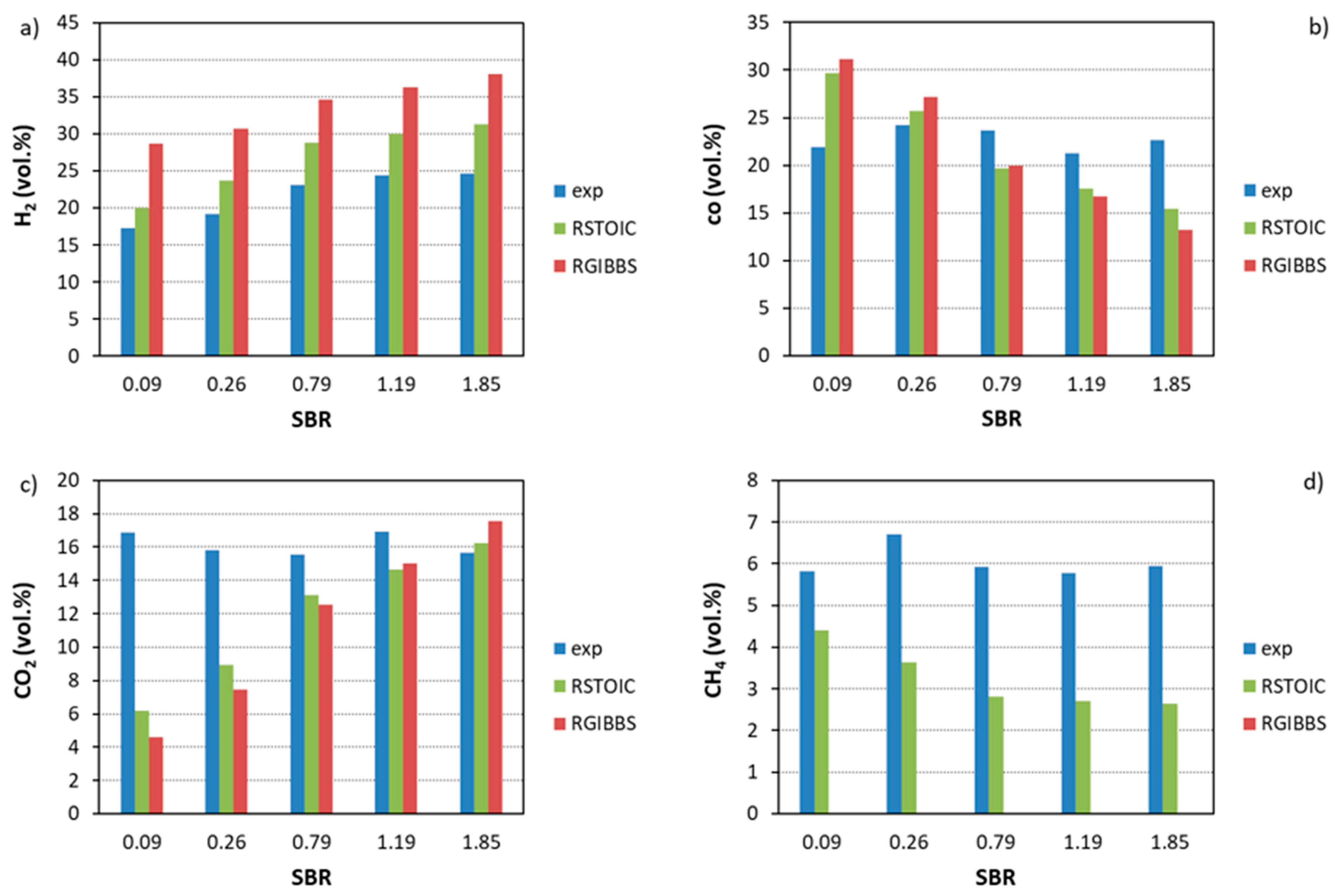
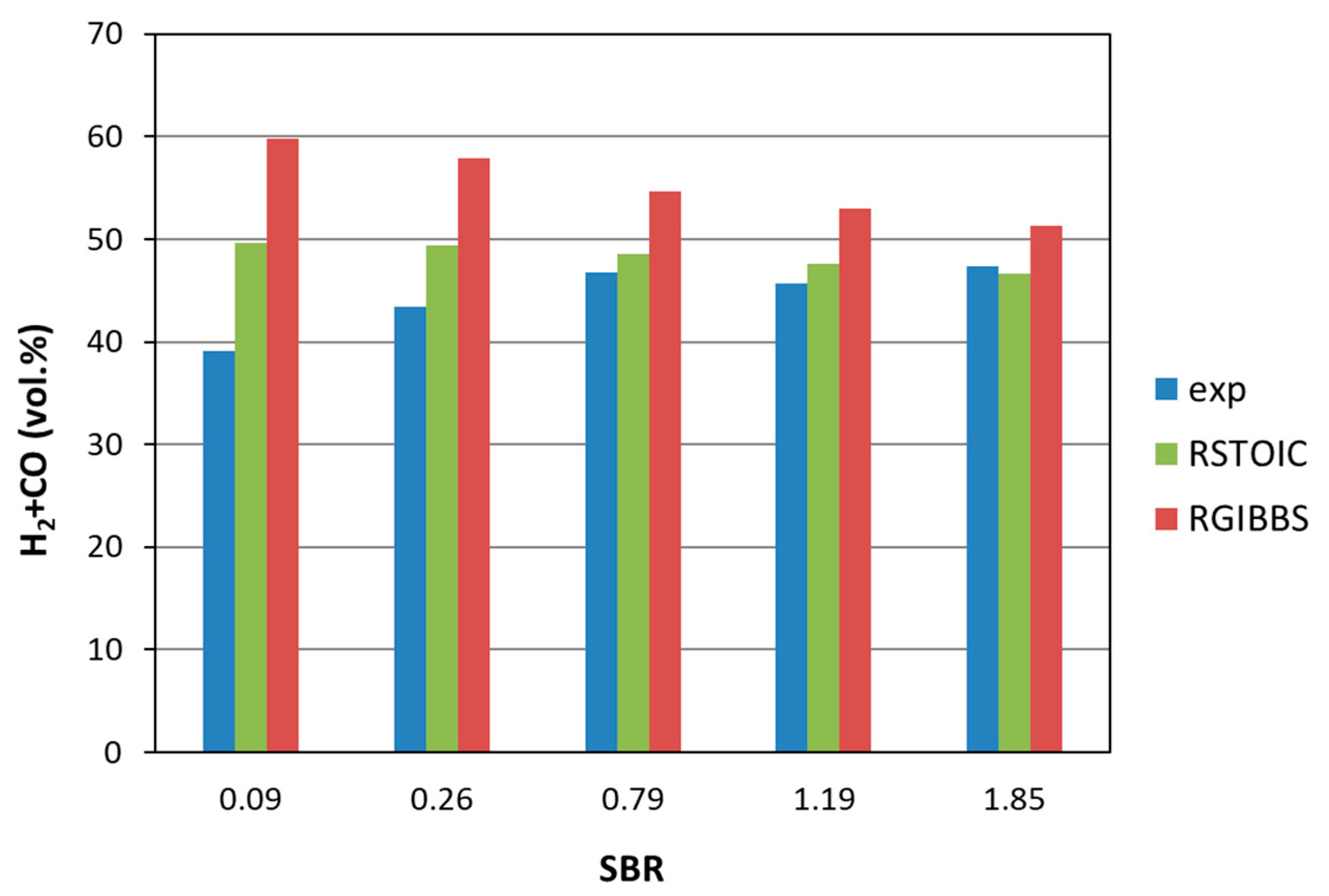
3.1. Modelling Results
3.2. Effect of Stoichiometric Ratio (SR)
3.3. Effect of Steam Concentration
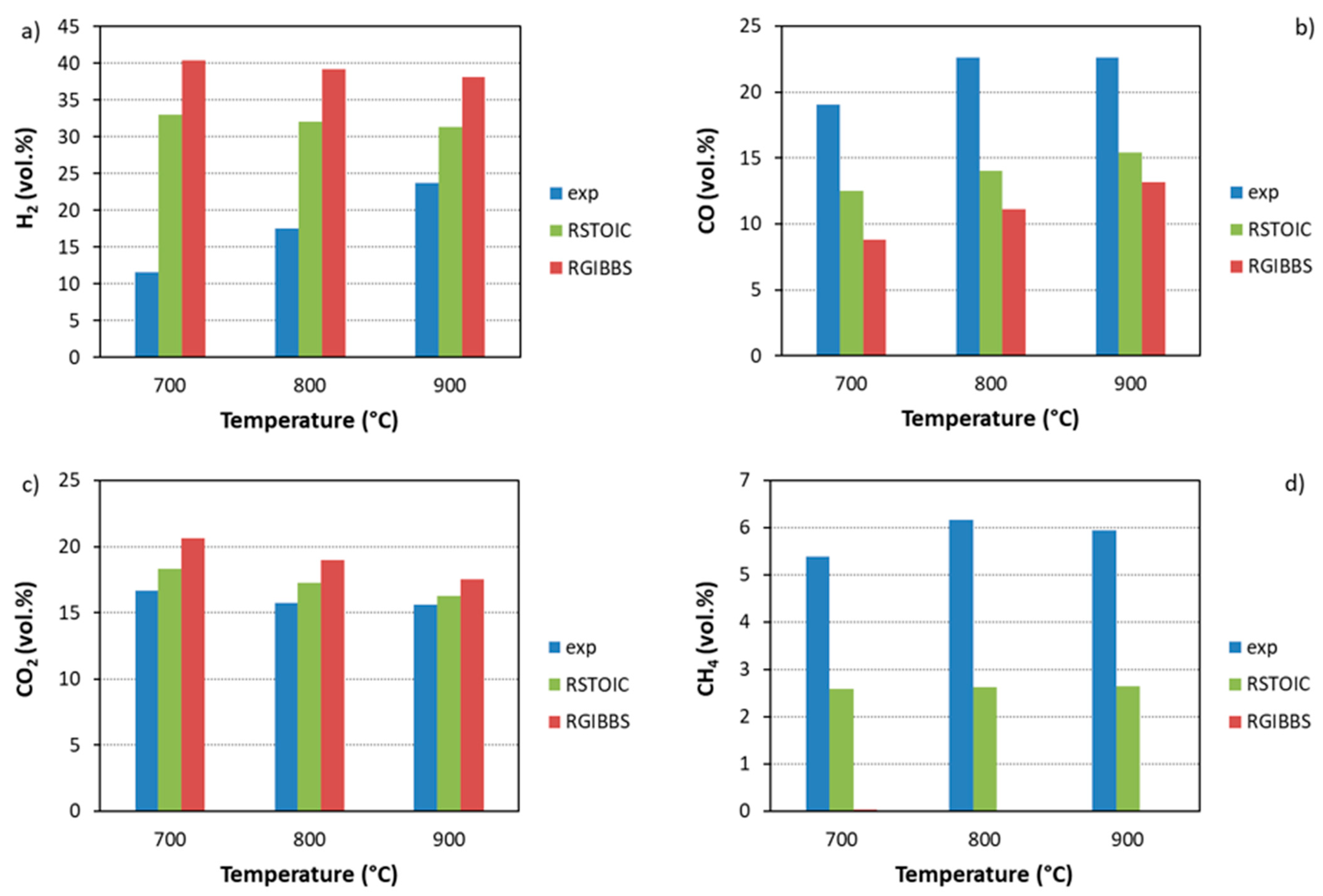
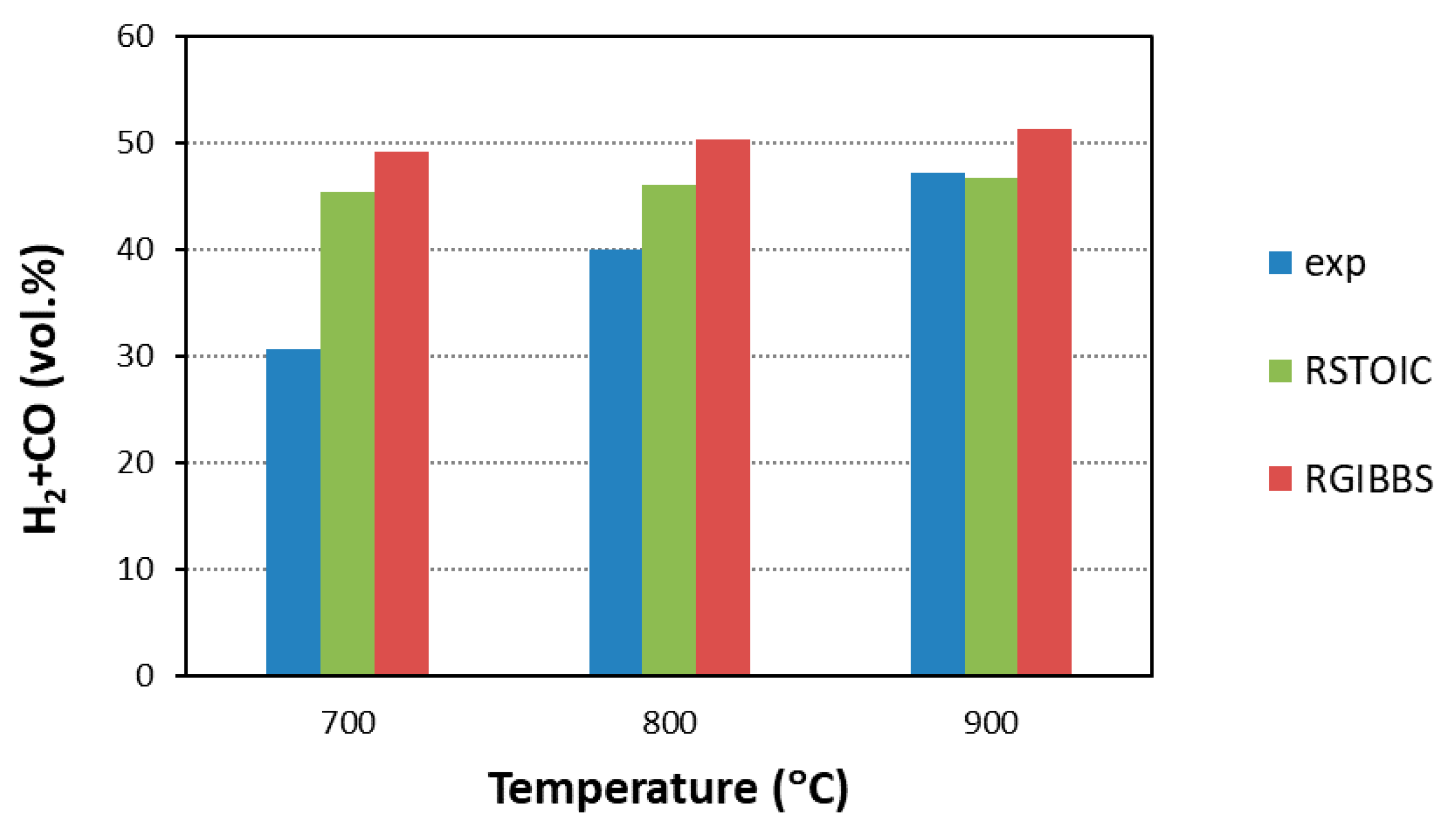
3.4. Effect of Temperature
3.5. Effect of Different Parameters on the Gas Efficiency
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Motta, I.L.; Miranda, N.T.; Filho, R.M.; Regina, M.; Maciel, W. Biomass gasification in fluidized beds: A review of biomass moisture content and operating pressure effects. Renew. Sustain. Energy Rev. 2018, 94, 998–1023. [Google Scholar] [CrossRef]
- Mathieu, P.; Dubuisson, R. Performance analysis of a biomass gasifier. Energy Convers. Manag. 2002, 43, 1291–1299. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Pal, K.; Rosen, M.A.; Tyagi, S.K. Recent advances in the development of biomass gasification technology: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 72, 363–384. [Google Scholar] [CrossRef]
- Widjaya, E.R.; Chen, G.; Bowtell, L.; Hills, C. Gasification of non-woody biomass: A literature review. Renew. Sustain. Energy Rev. 2018, 89, 184–193. [Google Scholar] [CrossRef] [Green Version]
- Shayan, E.; Zare, V.; Mirzaee, I. Hydrogen production from biomass gasification; a theoretical comparison of using different gasification agents. Energy Convers. Manag. 2018, 159, 30–41. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction, 2nd ed.; Academic Press: Cambridge, MA, USA, 2013; ISBN 9780123964885. [Google Scholar]
- Monteiro, E.; Ismail, T.M.; Ramos, A.; Abd El-Salam, M.; Brito, P.; Rouboa, A. Experimental and modeling studies of Portuguese peach stone gasification on an autothermal bubbling fluidized bed pilot plant. Energy 2018, 142, 862–877. [Google Scholar] [CrossRef]
- Shehzad, A.; Bashir, M.J.K.; Sethupathi, S. System analysis for synthesis gas (syngas) production in Pakistan from municipal solid waste gasification using a circulating fluidized bed gasifier. Renew. Sustain. Energy Rev. 2016, 60, 1302–1311. [Google Scholar] [CrossRef]
- Pio, D.T.; Tarelho, L.A.C.; Matos, M.A.A. Characteristics of the gas produced during biomass direct gasification in an autothermal pilot-scale bubbling fluidized bed reactor. Energy 2017, 120, 915–928. [Google Scholar] [CrossRef]
- Couto, N.D.; Silva, V.B.; Monteiro, E.; Rouboa, A.; Brito, P. An experimental and numerical study on the Miscanthus gasification by using a pilot scale gasifier. Renew. Energy 2017, 109, 248–261. [Google Scholar] [CrossRef]
- Im-Orb, K.; Simasatitkul, L.; Arpornwichanop, A. Analysis of synthesis gas production with a flexible H₂/CO ratio from rice straw gasification. Fuel 2016, 164, 361–373. [Google Scholar] [CrossRef]
- Marcantonio, V.; Bocci, E.; Monarca, D. Development of a Chemical Quasi-Equilibrium Model of Biomass Waste Gasification in a Fluidized-Bed Reactor by Using Aspen Plus. Energies 2019, 13, 53. [Google Scholar] [CrossRef] [Green Version]
- Suwatthikul, A.; Limprachaya, S.; Kittisupakorn, P.; Mujtaba, I.M. Simulation of steam gasification in a fluidized bed reactor with energy self-sufficient condition. Energies 2017, 10, 314. [Google Scholar] [CrossRef]
- Prins, M.J.; Ptasinski, K.J.; Janssen, F.J.J.G. From coal to biomass gasification: Comparison of thermodynamic efficiency. Energy 2007, 32, 1248–1259. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Bruno, J.C.; Coronas, A. Review and analysis of biomass gasification models. Renew. Sustain. Energy Rev. 2010, 14, 2841–2851. [Google Scholar] [CrossRef]
- George, J.; Arun, P.; Muraleedharan, C. Stoichiometric Equilibrium Model Based Assessment of Hydrogen Generation through Biomass Gasification. Procedia Technol. 2016, 25, 982–989. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Grace, J.R.; Watkinson, A.P.; Lim, C.J.; Ergüdenler, A. Equilibrium modeling of gasification: A free energy minimization approach and its application to a circulating fluidized bed coal gasifier. Fuel 2001, 80, 195–207. [Google Scholar] [CrossRef]
- Zainal, Z.A.; Ali, R.; Lean, C.H.; Seetharamu, K.N. Prediction of performance of a downdraft gasifier using equilibrium modeling for different biomass materials. Energy Convers. Manag. 2001, 42, 1499–1515. [Google Scholar] [CrossRef]
- Ramanan, M.V.; Lakshmanan, E.; Sethumadhavan, R.; Renganarayanan, S. Modeling and experimental validation of cashew nut shell char gasification adopting chemical equilibrium approach. Energy Fuels 2008, 22, 2070–2078. [Google Scholar] [CrossRef]
- Mitta, N.R.; Ferrer-Nadal, S.; Lazovic, A.M.; Parales, J.F.; Velo, E.; Puigjaner, L. Modelling and simulation of a tyre gasification plant for synthesis gas production. Comput. Aided Chem. Eng. 2006, 21, 1771–1776. [Google Scholar] [CrossRef]
- Pala, L.P.R.; Wang, Q.; Kolb, G.; Hessel, V. Steam gasification of biomass with subsequent syngas adjustment using shift reaction for syngas production: An Aspen Plus model. Renew. Energy 2017, 101, 484–492. [Google Scholar] [CrossRef]
- Monir, M.U.; Abd Aziz, A.; Kristanti, R.A.; Yousuf, A. Co-gasification of empty fruit bunch in a downdraft reactor: A pilot scale approach. Bioresour. Technol. Rep. 2018, 1, 39–49. [Google Scholar] [CrossRef]
- Dhanavath, K.N.; Shah, K.; Bhargava, S.K.; Bankupalli, S. Oxygen—Steam gasification of karanja press seed cake: Fixed bed experiments, Aspen Plus process model development and benchmarking with saw dust, rice husk and sun flower husk. J. Environ. Chem. Eng. 2018, 6, 3061–3069. [Google Scholar] [CrossRef]
- Haugen, H.H.; Halvorsen, B.M.; Eikeland, M.S. Simulation of Gasification of Livestock Manure with Aspen Plus. Linköping Electron. Conf. Proc. 2015, 119, 271–277. [Google Scholar] [CrossRef] [Green Version]
- Villarini, M.; Marcantonio, V.; Colantoni, A.; Bocci, E. Sensitivity Analysis of Different Parameters on the Performance of a CHP Internal Combustion Engine System Fed by a Biomass Waste Gasifier. Energies 2019, 12, 688. [Google Scholar] [CrossRef] [Green Version]
- Puig-Gamero, M.; Argudo-Santamaria, J.; Valverde, J.L.; Sánchez, P.; Sanchez-Silva, L. Three integrated process simulation using aspen plus®: Pine gasification, syngas cleaning and methanol synthesis. Energy Convers. Manag. 2018, 177, 416–427. [Google Scholar] [CrossRef]
- Mehrpooya, M.; Khalili, M.; Sharifzadeh, M.M.M. Model development and energy and exergy analysis of the biomass gasification process (Based on the various biomass sources). Renew. Sustain. Energy Rev. 2018, 91, 869–887. [Google Scholar] [CrossRef]
- Cohce, M.K.; Dincer, I.; Rosen, M.A. Thermodynamic analysis of hydrogen production from biomass gasification. Int. J. Hydrogen Energy 2010, 35, 4970–4980. [Google Scholar] [CrossRef]
- Parvez, A.M.; Mujtaba, I.M.; Wu, T. Energy, exergy and environmental analyses of conventional, steam and CO₂-enhanced rice straw gasification. Energy 2016, 94, 579–588. [Google Scholar] [CrossRef] [Green Version]
- González-Vázquez, M.P.; García, R.; Gil, M.V.; Pevida, C.; Rubiera, F. Comparison of the gasification performance of multiple biomass types in a bubbling fluidized bed. Energy Convers. Manag. 2018, 176, 309–323. [Google Scholar] [CrossRef]
- Rudra Paul, T.; Nath, H.; Chauhan, V.; Sahoo, A. Gasification studies of high ash Indian coals using Aspen plus simulation. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Gumz, W. Gas Producers and Blast Furnaces: Theory and Methods of Calculation; John Wiley & Sons: New York, NY, USA, 1950. [Google Scholar]
- De Andrés, J.M.; Vedrenne, M.; Brambilla, M.; Rodríguez, E. Modeling and model performance evaluation of sewage sludge gasification in fluidized-bed gasifiers using Aspen Plus. J. Air Waste Manag. Assoc. 2018, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barisano, D.; Canneto, G.; Nanna, F.; Alvino, E.; Pinto, G.; Villone, A.; Carnevale, M.; Valerio, V.; Battafarano, A.; Braccio, G. Steam/oxygen biomass gasification at pilot scale in an internally circulating bubbling fluidized bed reactor. Fuel Process. Technol. 2016, 141, 74–81. [Google Scholar] [CrossRef]
- Ayub, H.M.U.; Park, S.J.; Binns, M. Biomass to Syngas: Modified Non-Stoichiometric Thermodynamic Models for the Downdraft Biomass Gasification. Energies 2020, 13, 5668. [Google Scholar] [CrossRef]
- Venkata Ramanan, M.; Lakshmanan, E.; Sethumadhavan, R.; Renganarayanan, S. Performance prediction and validation of equilibrium modeling for gasification of cashew nut shell char. Braz. J. Chem. Eng. 2008, 25, 585–601. [Google Scholar] [CrossRef]
- Ali, D.A.; Gadalla, M.A.; Abdelaziz, O.Y.; Hulteberg, C.P.; Ashour, F.H. Co-gasification of coal and biomass wastes in an entrained flow gasifier: Modelling, simulation and integration opportunities. J. Nat. Gas Sci. Eng. 2017, 37, 126–137. [Google Scholar] [CrossRef]
- Rupesh, S.; Muraleedharan, C.; Arun, P. ASPEN plus modelling of air—Steam gasification of biomass with sorbent enabled CO₂ capture. Resour. Technol. 2016, 2, 94–103. [Google Scholar] [CrossRef] [Green Version]
- Niu, M.; Huang, Y.; Jin, B.; Wang, X. Simulation of Syngas Production from Municipal Solid Waste Gasification in a Bubbling Fluidized Bed Using Aspen Plus. Ind. Eng. Chem. Res. 2013, 52, 14769–14775. [Google Scholar] [CrossRef]
- Kaushal, P.; Tyagi, R. Advanced simulation of biomass gasification in a fluidized bed reactor using ASPEN PLUS. Renew. Energy 2017, 101, 629–636. [Google Scholar] [CrossRef]
- Nikoo, M.B.; Mahinpey, N. Simulation of biomass gasification in fluidized bed reactor using ASPEN PLUS. Biomass Bioenergy 2008, 32, 1245–1254. [Google Scholar] [CrossRef]
- Altafini, C.R.; Wander, P.R.; Barreto, R.M. Prediction of the working parameters of a wood waste gasifier through an equilibrium model. Energy Convers. Manag. 2003, 44, 2763–2777. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Number | Reaction | Name | Heat of Reaction ΔH0298K (kJ/mol) |
|---|---|---|---|
| R-1 | C(s) + O2 = CO2 | Carbon combustion reaction | −394 |
| R-2 | C(s) + ½O2 = CO | Carbon partial oxidation reaction | −123 |
| R-3 | C(s) + CO2 = 2CO | Boudouard reaction | 172 |
| R-4 | C(s) + H2O = CO + H2 | Water–gas reaction | 131 |
| R-5 | C(s) + 2H2O = CO2 + 2H2 | Water–gas reaction | 77 |
| R-6 | C(s) + 2H2 = CH4 | Methanation reaction | −75 |
| R-7 | CO + H2O = CO2 + H2 | Water–gas shift reaction | −41 |
| R-8 | CH4 + H2O = CO + 3H2 | Steam reforming reaction | 206 |
| Ultimate Analysis (wt.%, db) | Proximate Analysis (wt.%, db) | HHV (MJ/kg, db) | ||||||
|---|---|---|---|---|---|---|---|---|
| C | N | H | S | O * | Ash | VM | FC * | |
| 52.32 | 0.62 | 6.21 | 0.05 | 38.99 | 1.81 | 78.41 | 19.78 | 20.77 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pilar González-Vázquez, M.; Rubiera, F.; Pevida, C.; Pio, D.T.; Tarelho, L.A.C. Thermodynamic Analysis of Biomass Gasification Using Aspen Plus: Comparison of Stoichiometric and Non-Stoichiometric Models. Energies 2021, 14, 189. https://doi.org/10.3390/en14010189
Pilar González-Vázquez M, Rubiera F, Pevida C, Pio DT, Tarelho LAC. Thermodynamic Analysis of Biomass Gasification Using Aspen Plus: Comparison of Stoichiometric and Non-Stoichiometric Models. Energies. 2021; 14(1):189. https://doi.org/10.3390/en14010189
Chicago/Turabian StylePilar González-Vázquez, María, Fernando Rubiera, Covadonga Pevida, Daniel T. Pio, and Luís A.C. Tarelho. 2021. "Thermodynamic Analysis of Biomass Gasification Using Aspen Plus: Comparison of Stoichiometric and Non-Stoichiometric Models" Energies 14, no. 1: 189. https://doi.org/10.3390/en14010189