Valorization of Wheat Byproducts for the Co-Production of Packaging Material and Enzymes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Microorganisms
2.3. Material Processing
2.3.1. Biological Pretreatment
2.3.2. Alkali Pretreatment
2.3.3. Fungal Cultivation
2.3.4. Compression Molding
2.4. Anaerobic Digestion
2.5. Analytical Methods
2.5.1. Biomass Characterization
2.5.2. Methane Analysis
2.5.3. Enzymatic Activity
2.5.4. Tensile Analyses
2.6. Statistical Analyses
3. Results and Discussion
3.1. Characterization of the Wheat Residues
3.2. Fungal Cultivation
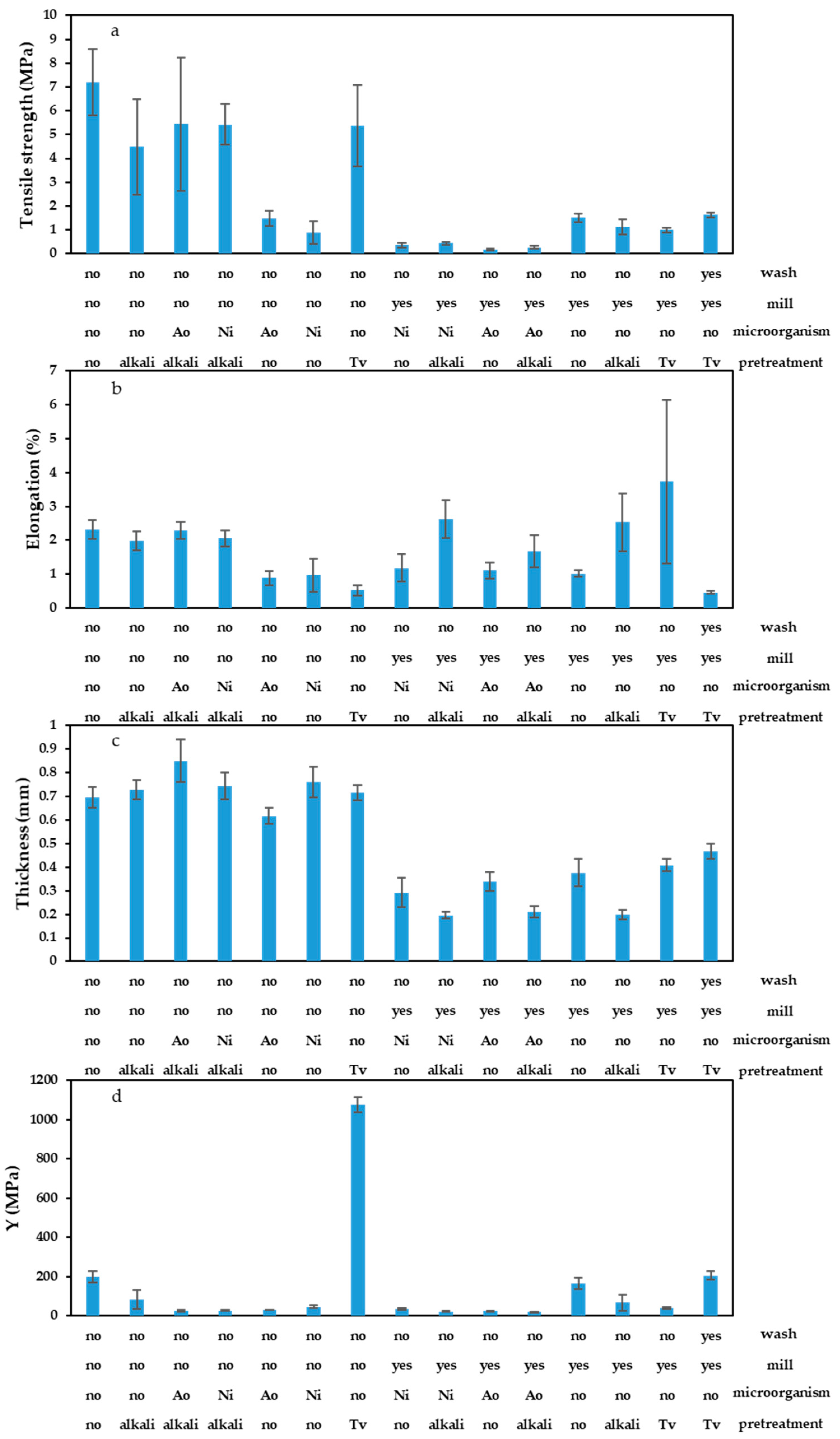
3.3. Mechanical Analyses
3.4. Compositional Characterization and Enzymatic Activity
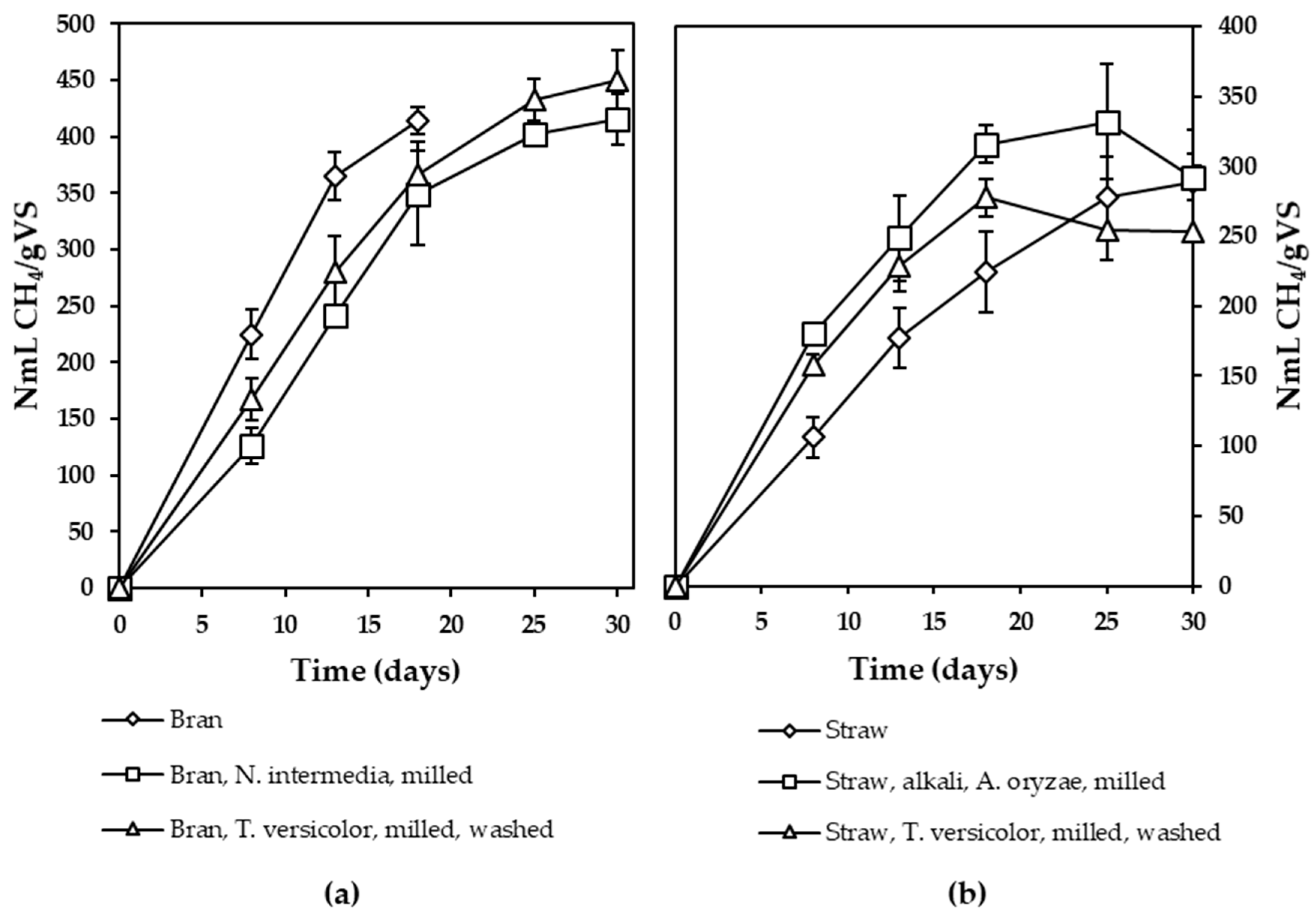
3.5. Biodegradability by Anaerobic Digestion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Bilo, F.; Pandini, S.; Sartore, L.; Depero, L.E.; Gargiulo, G.; Bonassi, A.; Federici, S.; Bontempi, E. A sustainable bioplastic obtained from rice straw. J. Clean. Prod. 2018, 200, 357–368. [Google Scholar] [CrossRef]
- Dahlbo, H.; Poliakova, V.; Mylläri, V.; Sahimaa, O.; Anderson, R. Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef] [PubMed]
- Briassoulis, D.; Giannoulis, A. Evaluation of the functionality of bio-based food packaging films. Polym. Test. 2018, 69, 39–51. [Google Scholar] [CrossRef]
- Bátori, V.; Lundin, M.; Åkesson, D.; Lennartsson, P.R.; Taherzadeh, M.J.; Zamani, A. The Effect of Glycerol, Sugar, and Maleic Anhydride on Pectin-Cellulose Thin Films Prepared from Orange Waste. Polymers 2019, 11, 392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jabeen, N.; Majid, I.; Nayik, G.A. Bioplastics and food packaging: A review. Cogent Food Agric. 2015, 1, 1117749. [Google Scholar] [CrossRef]
- Pereira, P.H.F.; Waldron, K.W.; Wilson, D.R.; Cunha, A.P.; Brito, E.S.; Rodrigues, T.H.S.; Rosa, M.F.; Azeredo, H.M.C. Wheat straw hemicelluloses added with cellulose nanocrystals and citric acid. Effect on film physical properties. Carbohyd. Polym. 2017, 164, 317–324. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nair, R.B.; Lundin, M.; Brandberg, T.; Lennartsson, P.R.; Taherzadeh, M.J. Dilute phosphoric acid pretreatment of wheat bran for enzymatic hydrolysis and subsequent ethanol production by edible fungi Neurospora intermedia. Ind. Crop. Prod. 2015, 69, 314–323. [Google Scholar] [CrossRef]
- Prückler, M.; Siebenhandl-Ehn, S.; Apprich, S.; Höltinger, S.; Haas, C.; Schmid, E.; Kneifel, W. Wheat bran-based biorefinery 1: Composition of wheat bran and strategies of functionalization. LWT-Food Sci. Technol. 2014, 56, 211–221. [Google Scholar] [CrossRef]
- Wood, I.P.; Cook, N.M.; Wilson, D.R.; Ryden, P.; Robertson, J.A.; Waldron, K.W. Ethanol from a biorefinery waste stream: Saccharification of amylase, protease and xylanase treated wheat bran. Food Chem. 2016, 198, 125–131. [Google Scholar] [CrossRef]
- Gurram, R.; Souza Filho, P.F.; Taherzadeh, M.J.; Zamani, A. A Solvent-Free Approach for Production of Films from Pectin and Fungal Biomass. J. Polym. Environ. 2018, 26, 4282–4292. [Google Scholar] [CrossRef] [Green Version]
- Taherzadeh, M.J.; Karimi, K. Pretreatment of Lignocellulosic Wastes to Improve Ethanol and Biogas Production: A Review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gordobil, O.; Moriana, R.; Zhang, L.; Labidi, J.; Sevastyanova, O. Assesment of technical lignins for uses in biofuels and biomaterials: Structure-related properties, proximate analysis and chemical modification. Ind. Crop. Prod. 2016, 83, 155–165. [Google Scholar] [CrossRef]
- Almeida, F.P.; Freire, D.M.G.; Lins, U.; Gutarra, M.L.E. Surface imaging of the filamentous fungus Penicillium simplicissimum growing in a solid-state fermentation system. Micron 2017, 99, 19–25. [Google Scholar] [CrossRef] [PubMed]
- Souza Filho, P.F.; Nair, R.B.; Andersson, D.; Lennartsson, P.R.; Taherzadeh, M.J. Vegan-mycoprotein concentrate from pea-processing industry byproduct using edible filamentous fungi. Fungal Biol. Biotechnol. 2018, 5, 5. [Google Scholar] [CrossRef]
- Hansen, T.L.; Schmidt, J.E.; Angelidaki, I.; Marca, E.; Jansen, J.C.; Mosbæk, H.; Christensen, T.H. Method for determination of methane potentials of solid organic waste. Waste Manag. 2004, 24, 393–400. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2008. Available online: http://www.nrel.gov/docs/gen/fy13/42618.pdf (accessed on 27 January 2020).
- Ferreira, J.A.; Lennartsson, P.R.; Taherzadeh, M.J. Production of ethanol and biomass from thin stillage by Neurospora intermedia: A pilot study for process diversification. Eng. Life Sci. 2015, 15, 751–759. [Google Scholar] [CrossRef] [Green Version]
- US Environmental Protection Agency (EPA). Total, Fixed, and Volatile Solids in Water, Solids, and Biosolids. Method 1684; EPA-821-R-01-015; EPA: Washington, DC, USA, 2001. Available online: https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=P1002CZ8.TXT (accessed on 27 January 2020).
- Kurniawan, T.; Lukitawesa; Hanifah, I.; Wikandari, R.; Millati, R.; Taherzadeh, M.J.; Niklasson, C. Semi-continuous reverse membrane bioreactor in two-stage anaerobic digestion of citrus waste. Materials 2018, 11, 1341. [Google Scholar] [CrossRef] [Green Version]
- Ghose, T. Measurement of cellulase activities. Pure Appl. Chem. 1987, 59, 257–268. [Google Scholar] [CrossRef]
- Yin, Z.; Wu, W.; Sun, C.; Lei, Z.; Chen, H.; Liu, H.; Chen, W.; Ma, J.; Min, T.; Zhang, M.; et al. Comparison of releasing bound phenolic acids from wheat bran by fermentation of three Aspergillus species. Int. J. Food Sci. Technol. 2018, 53, 1120–1130. [Google Scholar] [CrossRef]
- Fujihara, S.; Sasaki, H.; Aoyagi, Y.; Sugahara, T. Nitrogen-to-Protein Conversion Factors for Some Cereal Products in Japan. J. Food Sci. 2008, 73, C204–C209. [Google Scholar] [CrossRef]
- Qi, G.; Xiong, L.; Li, H.; Huang, Q.; Luo, M.; Tian, L.; Chen, X.; Huang, C.; Chen, X. Hydrotropic pretreatment on wheat straw for efficient biobutanol production. Biomass Bioenerg. 2019, 122, 76–83. [Google Scholar] [CrossRef]
- Zhu, L.; Wu, D.; Wang, B.; Zhao, J.; Jin, Z.; Zhao, K. Reinforcing high-density polyethylene by polyacrylonitrile fibers. Pigm. Resin Technol. 2018, 47, 86–94. [Google Scholar] [CrossRef]
- Romisuhani, A.; Salmah, H.; Akmal, H. Tensile properties of low density polypropylene (LDPE)/palm kernel shell (PKS) biocomposites: The effect of acrylic acid (AA). IOP Conf. Ser. Mater. Sci. Eng. 2010, 11, 012001. [Google Scholar] [CrossRef]
- Türe, H.; Blomfeldt, T.O.J.; Gällstedt, M.; Hedenqvist, M.S. Properties of Wheat-Gluten/Montmorillonite Nanocomposite Films Obtained by a Solvent-Free Extrusion Process. J. Polym. Environ. 2012, 20, 1038–1045. [Google Scholar] [CrossRef]
- Solomon, K.R.; Velders, G.J.M.; Wilson, S.R.; Madronich, S.; Longstreth, J.; Aucamp, P.J.; Bornman, J.F. Sources, fates, toxicity, and risks of trifluoroacetic acid and its salts: Relevance to substances regulated under the Montreal and Kyoto Protocols. J. Toxicol. Environ. Heal. B 2016, 19, 289–304. [Google Scholar] [CrossRef]
- Saha, B.C.; Qureshi, N.; Kennedy, G.J.; Cotta, M.A. Biological pretreatment of corn stover with white-rot fungus for improved enzymatic hydrolysis. Int. Biodeter. Biodegr. 2016, 109, 29–35. [Google Scholar] [CrossRef] [Green Version]
- Safari, A.; Karimi, K.; Shafiei, M. Dilute alkali pretreatment of softwood pine: A biorefinery approach. Bioresour. Technol. 2017, 234, 67–76. [Google Scholar] [CrossRef]
- Huang, J.; Zhang, L.; Chen, P. Effects of lignin as a filler on properties of soy protein plastics. II. Alkaline lignin. J. Appl. Polym. Sci. 2003, 88, 3291–3297. [Google Scholar] [CrossRef]
- Linder, M.B.; Szilvay, G.R.; Nakari-Setälä, T.; Penttilä, M.E. Hydrophobins: The protein-amphiphiles of filamentous fungi. FEMS Microbiol. Rev. 2005, 29, 877–896. [Google Scholar] [CrossRef] [Green Version]
- Pandya, J.J.; Gupte, A.J.B. Production of xylanase under solid-state fermentation by Aspergillus tubingensis JP-1 and its application. Bioproc. Biosyst. Eng. 2012, 35, 769–779. [Google Scholar] [CrossRef]
- Kachlishvili, E.; Penninckx, M.J.; Tsiklauri, N.; Elisashvili, V. Effect of nitrogen source on lignocellulolytic enzyme production by white-rot basidiomycetes under solid-state cultivation. World J. Microb. Biot. 2006, 22, 391–397. [Google Scholar] [CrossRef]
- Gawande, P.V.; Kamat, M.Y. Production of Aspergillus xylanase by lignocellulosic waste fermentation and its application. J. Appl. Microbiol. 1999, 87, 511–519. [Google Scholar] [CrossRef]
- Bansal, N.; Tewari, R.; Soni, R.; Soni, S.K. Production of cellulases from Aspergillus niger NS-2 in solid state fermentation on agricultural and kitchen waste residues. Waste Manag. 2012, 32, 1341–1346. [Google Scholar] [CrossRef] [PubMed]
- Patinvoh, R.J.; Osadolor, O.A.; Chandolias, K.; Sárvári Horváth, I.; Taherzadeh, M.J. Innovative pretreatment strategies for biogas production. Bioresour. Technol. 2017, 224, 13–24. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chandra, R.; Takeuchi, H.; Hasegawa, T.; Kumar, R. Improving biodegradability and biogas production of wheat straw substrates using sodium hydroxide and hydrothermal pretreatments. Energy 2012, 43, 273–282. [Google Scholar] [CrossRef]
- Elsayed, M.; Abomohra, A.E.-F.; Ai, P.; Wang, D.; El-Mashad, H.M.; Zhang, Y. Biorefining of rice straw by sequential fermentation and anaerobic digestion for bioethanol and/or biomethane production: Comparison of structural properties and energy output. Bioresour. Technol. 2018, 268, 183–189. [Google Scholar] [CrossRef]
- Himmel, M.E.; Ding, S.-Y.; Johnson, D.K.; Adney, W.S.; Nimlos, M.R.; Brady, J.W.; Foust, T.D. Biomass Recalcitrance: Engineering Plants and Enzymes for Biofuels Production. Science 2007, 315, 804–807. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bran | Pretreated Bran | Straw | Pretreated Straw | |
|---|---|---|---|---|
| Total glucans | 30.7 ± 0.8 | 25.4 ± 1.1 | 38.5 ± 1.1 | 50.9 ± 1.8 |
| α-glucans | 15.8 ±0.2 | -2 | 0.8 ± 0.3 | -2 |
| Xylans | 23.2 ± 0.9 | 21.3 ± 1.5 | 25.9 ± 0.3 | 26.8 ± 0.8 |
| Arabinans | 9.9 ± 0.1 | 10.0 ± 0.3 | 3.7 ± 1.0 | 2.9 ± 0.3 |
| Acid insoluble lignin | 14.1 ±1.2 | 3.3 ± 1.7 | 22.8 ± 1.3 | 1.6 ± 0.9 |
| Moisture1 | 10.5 ±0.1 | -2 | 8.5 ± 0.1 | -2 |
| Ashes | 5.8 ± 0.1 | -2 | 9.8 ± 0.1 | -2 |
| Total Kjeldahl nitrogen | 2.7 ± 0.1 | -2 | 0.6 ± 0.0 | -2 |
| Term | Tensile Strength | Elongation | Thickness | Young’s Modulus | ||||
|---|---|---|---|---|---|---|---|---|
| Coef | p-Value | Coef | p-Value | Coef | p-Value | Coef | p-Value | |
| Constant | 2.401 | 0.000 | 0.769 | 0.000 | 0.7781 | 0.000 | 217.2 | 0.000 |
| Material | ||||||||
| Bran | 0.239 | 0.159 | 0.5826 | 0.000 | −0.2067 | 0.000 | −130.3 | 0.000 |
| Pretreatment | ||||||||
| Alkali | 0.309 | 0.257 | 0.194 | 0.087 | −0.0715 | 0.006 | −100.2 | 0.001 |
| No | 0.021 | 0.939 | −0.328 | 0.004 | 0.0009 | 0.971 | −45.6 | 0.122 |
| Microorganism | ||||||||
| A. oryzae | −0.216 | 0.415 | −0.115 | 0.295 | 0.0133 | 0.595 | −17.1 | 0.553 |
| N. intermedia | −0.199 | 0.453 | 0.034 | 0.754 | 0.0199 | 0.426 | −1.3 | 0.963 |
| Mill | ||||||||
| No | 0.539 | 0.003 | −0.0108 | 0.882 | 0.0868 | 0.000 | −77.3 | 0.000 |
| Wash | ||||||||
| No | −0.462 | 0.253 | 0.457 | 0.007 | −0.0458 | 0.231 | 56.2 | 0.203 |
| Material | Pretreatment | Microorganism | Mill | Washing | TKN1 (% w/w) |
|---|---|---|---|---|---|
| Bran | T. versicolor | No | No | No | 2.8 ± 0.1 |
| Yes | Yes | 1.8 ± 0.0 | |||
| Straw | Alkali | N. intermedia | No | No | 0.6 ± 0.0 |
| A. oryzae | No | No | 0.6 ± 0.0 | ||
| T. versicolor | No | No | No | 0.6 ± 0.0 | |
| Yes | No | 0.4 ± 0.0 | |||
| Yes | 0.4 ± 0.0 |
| Material | Pretreatment | Microorganism | FPU/g Substrate |
|---|---|---|---|
| Bran | T. versicolor | No | 17.0 ± 7.9 |
| Straw | Alkali | N. intermedia | 34.1 ± 8.4 |
| A. oryzae | 44.4 ± 12.4 | ||
| T. versicolor | No | 6.3 ± 3.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Souza Filho, P.F.; Zamani, A.; Ferreira, J.A. Valorization of Wheat Byproducts for the Co-Production of Packaging Material and Enzymes. Energies 2020, 13, 1300. https://doi.org/10.3390/en13061300
Souza Filho PF, Zamani A, Ferreira JA. Valorization of Wheat Byproducts for the Co-Production of Packaging Material and Enzymes. Energies. 2020; 13(6):1300. https://doi.org/10.3390/en13061300
Chicago/Turabian StyleSouza Filho, Pedro F, Akram Zamani, and Jorge A Ferreira. 2020. "Valorization of Wheat Byproducts for the Co-Production of Packaging Material and Enzymes" Energies 13, no. 6: 1300. https://doi.org/10.3390/en13061300