Comminution of Copper Ores with the Use of a High-Pressure Water Jet

Faculty of Geo Engineering Mining and Geology, Wroclaw University of Technology, 50-370 Wroclaw, Poland
Energies 2020, 13(23), 6274; https://doi.org/10.3390/en13236274
Submission received: 4 November 2020
/
Revised: 26 November 2020
/
Accepted: 27 November 2020
/
Published: 28 November 2020
(This article belongs to the Special Issue Mining Technologies Innovative Development)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:The article presents research on the comminution of copper ore in a self-constructed mill using high-pressure water jet energy to investigate the usefulness of such a method for comminuting copper ore. As a result, ore particles are obtained that are characterized by appropriate comminution and a significant increase in their specific surface, in turn allowing for potential further processing of the mineral. A comparative analysis of the efficiency of copper ore comminution, primarily taking into account the unit energy consumption and the efficiency of the milling process, clearly indicates that the energy absorption of hydro-jet material comminuting is lower than during mechanical grinding, e.g., in a planetary ball mill. The applicability of the technique depends on the brittle nature of the host rock, e.g., it is especially appropriate for sandstone and shale ores.
1. Introduction
Shredding processes are widely used in various fields of raw material processing. Such procedures are carried out in order to lower the costs of maintaining the cutter discs used in Tunnel Boring Machines (TBM) operating in hard rock formations [1]. They are also used to obtain fine-grained particles, sometimes even nanoparticles [2] or those that have an increased specific surface, which can be especially useful in pharmaceuticals [3].
Much attention is paid to the technical aspects of grinding specific mineral materials such as hard rock ores. For example, low-grade hematite ores generally only undergo crushing and screening, which is not energy intensive. Consequently, fine-grained magnetite ores require fine grinding, often to below 30 μm, to liberate the magnetite from the silica matrix, which usually involves traditional techniques. These processes generate greater costs and require higher energy consumption. The need to lower energy consumption is an issue stressed in the literature [4].
The discussion on the concept of dry and wet copper ore grinding in an electromagnetic mill (EMM) also focuses on the efficiency-related advantages of the former from the perspective of both different process parameters and also the energy costs [5,6]. However, a comparison of the results of EMM dry grinding with the results obtained using other standard solutions presented in the publication points to certain advantages of such a processing method. The authors of the above publications also indicate that the presence of sharp edges and the estimation of the processing time required to obtain a product of specific grain size remain a challenge and need further research.
Some other authors observe that reducing the size of minerals is the most critical step preceding their final separation. These authors refer to the fundamentals of the crack development processes and see them as being essential for optimizing both the comminution processes and the design of the comminution machines. They conclude that although many advances have been made in the design of comminution machines, the combined effect of crack development processes and ore properties such as ore texture is neither fully understood nor quantified [7].
An interesting and detailed comparative investigation of the behavior of ores processed in jaw, cone as well as hammer crushers, and in ball mills, was used to investigate the effects of comminution for different samples of chromite ores. The results served as the basis to analyze particle size distributions (PSD) for the products of grinding in order to evaluate the suitability of the Gates–Gaudin–Schuhmann (GGS) and Rosin–Rammler (RR) models. The results suggest that the particle size distributions depend mostly on the applied method of crushing. On the other hand, it was found that the particle size distributions of all chromites subjected to jaw and cone fragmenting were better characterized by the Gates–Gaudin–Schuhmann model than by the Rosin–Rammler model [8].
Another investigation focuses on determining the selection function parameters which describe the effect of the ball size on the milling rate. The investigation illustrates the issue with experiments conducted on coal. The identified balanced ball mixture was taken in order to analyze the effect of ball size distribution on the selection function, while an adequate mixture recommended by the manufacturer of the original equipment was taken to validate the model. The results show that the estimated parameters can be used with confidence for identification of the optimal distribution of balls for a series of operational restrictions [9].
In yet another study, the matrix model and the probability of breakage of the population balance model, were combined with the use of a MATLAB code. Such procedure let to predict the size distribution of the comminution products for different minerals. The resulting models were good well corelated with the particle size distributions achieved from a ball mill [10].
The literature also mentions research aimed at identifying the ball mill grinding characteristics for hematite products comminuted with the use of a high-pressure grinding roll (HPGR) and a traditional cone crusher (CC), focusing mostly on comminuting kinetics and technical efficiency [11]. Compared with CC products, HPGR products were comminuted faster and with an earlier occurrence of the phenomenon of over-grinding fine particles [11].
Analogical conclusions come from the analysis of high-pressure grinding conducted as part of another research project, in which copper ores were crushed by a jaw crusher and a high-pressure grinder, with the products being exposure by means of X-ray tomography. The analysis pointed out that the products from the high-pressure grinding have more particle damage and higher copper recoveries when compared with the jaw crusher [12].
Yet another research identified the mineralogical characteristics of comminuted Sn-Ta ore. The grinding process, carried out with the use of a HPGR in combination with a ball mill (BM), was confronted with a single ball mill process [13]. The combined method reduces the particle size distribution, and as a result helps to increase the flotation effect.
The method of dynamic comminution of brittle materials using a high-pressure water jet (HPWJ) is of particular importance here. Particles of material lifted by the water jet at high speed, during collision with a hard disc, are cracked and the resulting gaps are wedged due to water squeezing into them. The intensive fragmentation of particles, which occurs in such conditions, is caused by the fact that tensile stresses arise inside them, and also that brittle materials are much less resistant to these stresses [14,15].
The purpose of this article is to investigate the usefulness of such a high-pressure hydro-jetting method for comminuting specific brittle materials, e.g., copper ores, in order to analyze their susceptibility to micronization, which precedes the flotation process of copper recovery.
2. Mineralogical Characteristics of Copper Ores
The deposit of copper ore taken into consideration in this paper is owned by KGHM Polska Miedz mining company. It is situated in the south-west part of Poland and dips from 700 m up to 1500 m. Sandstone, dolomite as well as shale types of rock are characteristic for this deposit, which includes copper minerals.
After extraction, copper ore is enriched during mechanical processing composed of crushing, milling and after classifying, undergo flotation. Final procedure are thickening and drying of a concentrate. As a result, a concentrate with a 23% copper content is produced that can be processed further in a smelter.
Presently, the concentration of copper in ores ranges from 0.95 to 2.6%, depending on the KGHM mining region and the type of ore. As far as the mineralization of carbonate ores is concerned, sulphides can be found as fine, irregular inclusions occurring in the form of nodules and veinlets. The average content of the Cu in the carbonate rocks equals 0.8% [16].
The grade of the sandstone ore can range from 0.7% Cu up to 30% Cu but the average number is 1.8% of Cu. Sulphides occur in the form of fine anhedral and subhedral grains 20 up to 30 µm in size, and as aggregates coming as interstitial pore fillings [16,17].
The last shale ore type has more complex mineral characteristics. The content of Cu minerals usually exceeds 4% in weight. The chalcocite and bornite as well as chalcopyrite associations are dominant there. The minerals of the chalcocite group predominate at the Lubin area while the region of Sieroszowice mine is characterized mostly by digenite and chalcocite occurrence, and bornite or chalcopyrite being negligible [18].
3. Equipment and Research Methodology
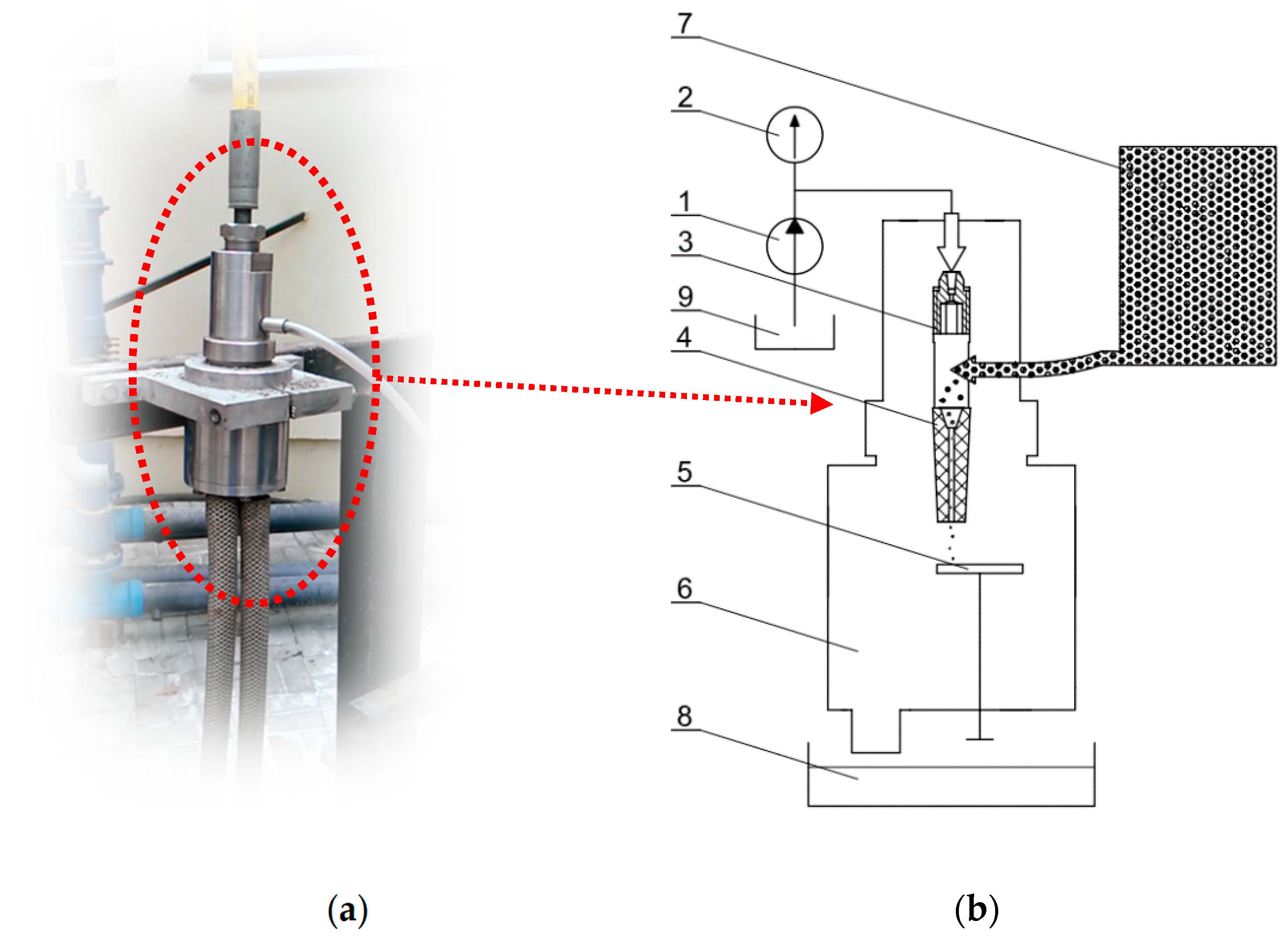
An analysis of several applied design solutions of hydro-jetting mills [19,20,21], including vertical and horizontal designs, as well as different comminution mechanisms, allowed us to develop and build our own constructional solution in the form of a vertical hydro-jet mill (Figure 1). It provides the possibility to comminute materials in the pressure range of 50–300 MPa with a variable water flow in the range 0.2–0.5 dm3/s. This device can be used to comminute brittle materials having a grain size of up to 2 mm, and with a significantly increased micronization efficiency, at the level of 50 g/s [22].
The tests covered three types of copper ores found in the KGHM (Poland) mines (carbonate, sandstone and shale). These three types of ore were first mechanically ground in a jaw crusher to obtain granules of the required particle size # 0.5–2 mm, which were subsequently subjected to comminution with a high-pressure water jet, i.e., to the process being the focus of this article.
A FEI Quanta 200 Mark II scanning microscope was used to assess the shape and morphology of the copper ore particles.
Measurements of the fragmentation effects of the studied ores were carried out using the Analysette 22 MicroTec Plus particle size laser meter, which allows the analysis and preparation of particle size distributions of 0.08–2000 μm.
Tests of the efficiency of hydro-jetting comminution of copper ore were carried out:
- at a nominal water pressure of 100, 150, 200 and 250 MPa,
- with a diameter of the water nozzle dw = 0.7 mm,
- using a comminuting nozzle diameter dh = 2.4 mm,
- with a distance between the outlet of the homogenizing nozzle and the comminuting disc: s = 10 mm.
Depending on the needs, the number of parallel measurements ranged from 5 to a dozen or so trials, and their averaged results formed the basis for assessing the analyzed quantities.
4. Hydro-Jet Milling of Copper Ores
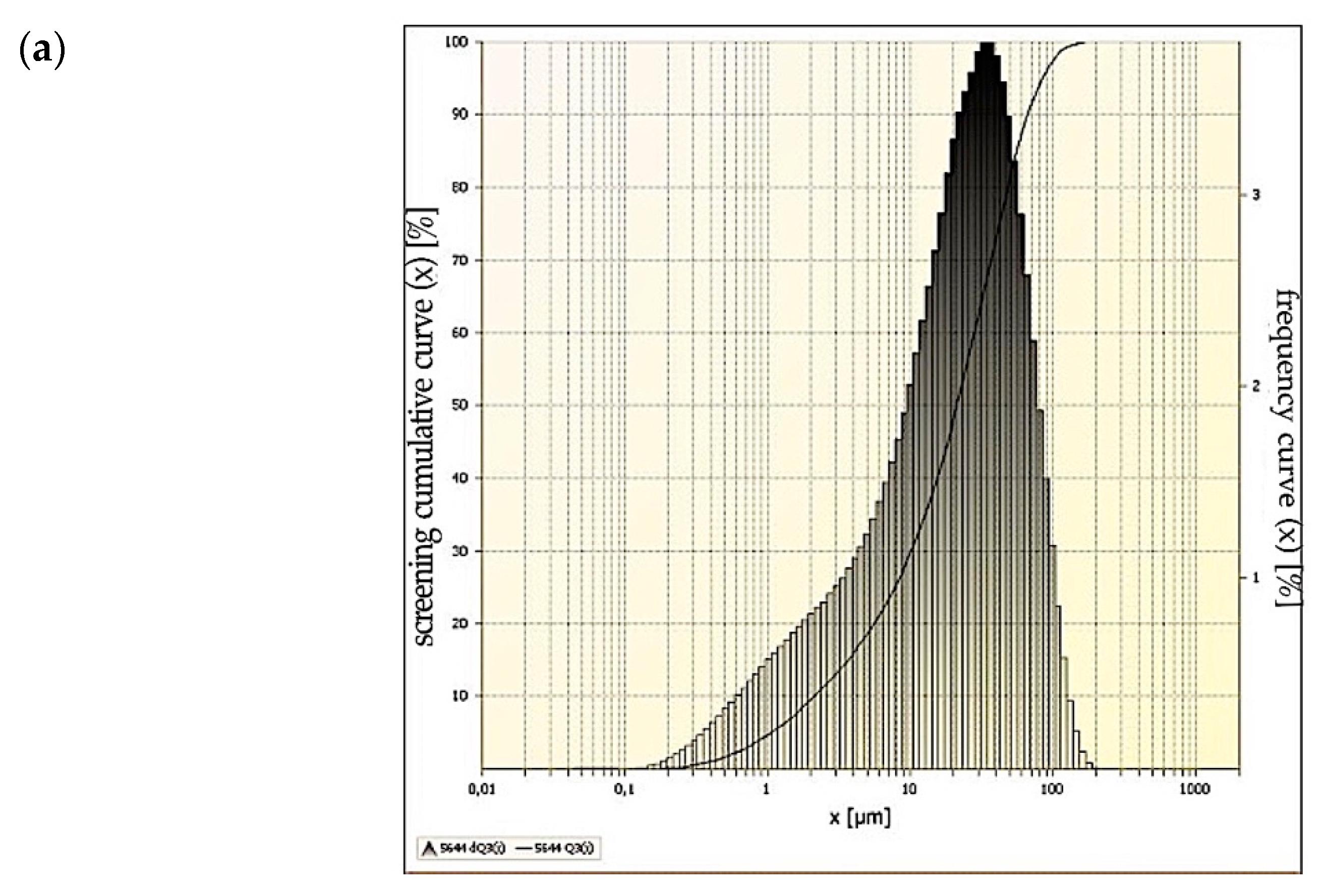
Tests of hydro-jetting comminution of three different types of copper ore yielded results in the form of particle distributions, an example of which is shown in Figure 2.
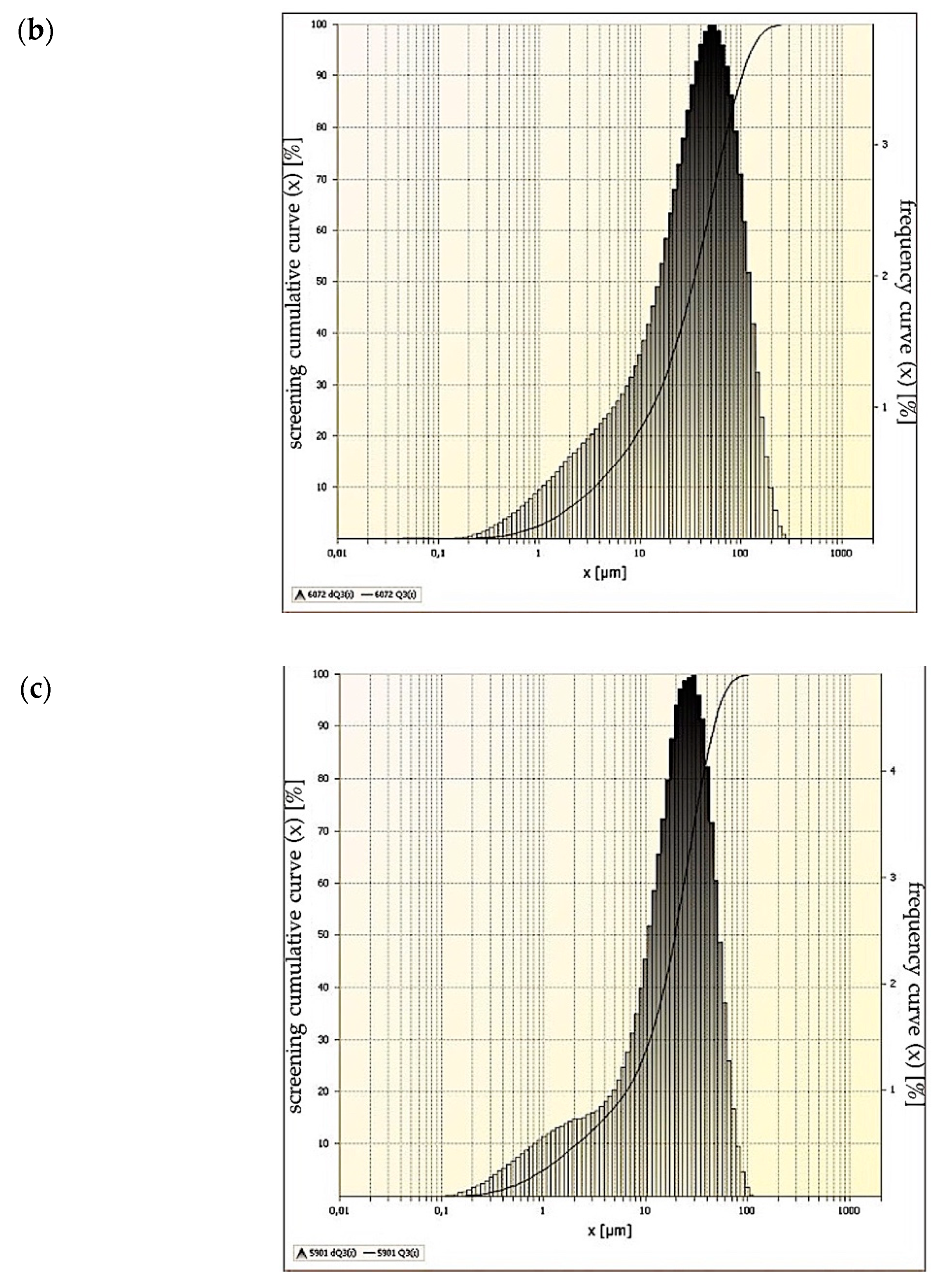
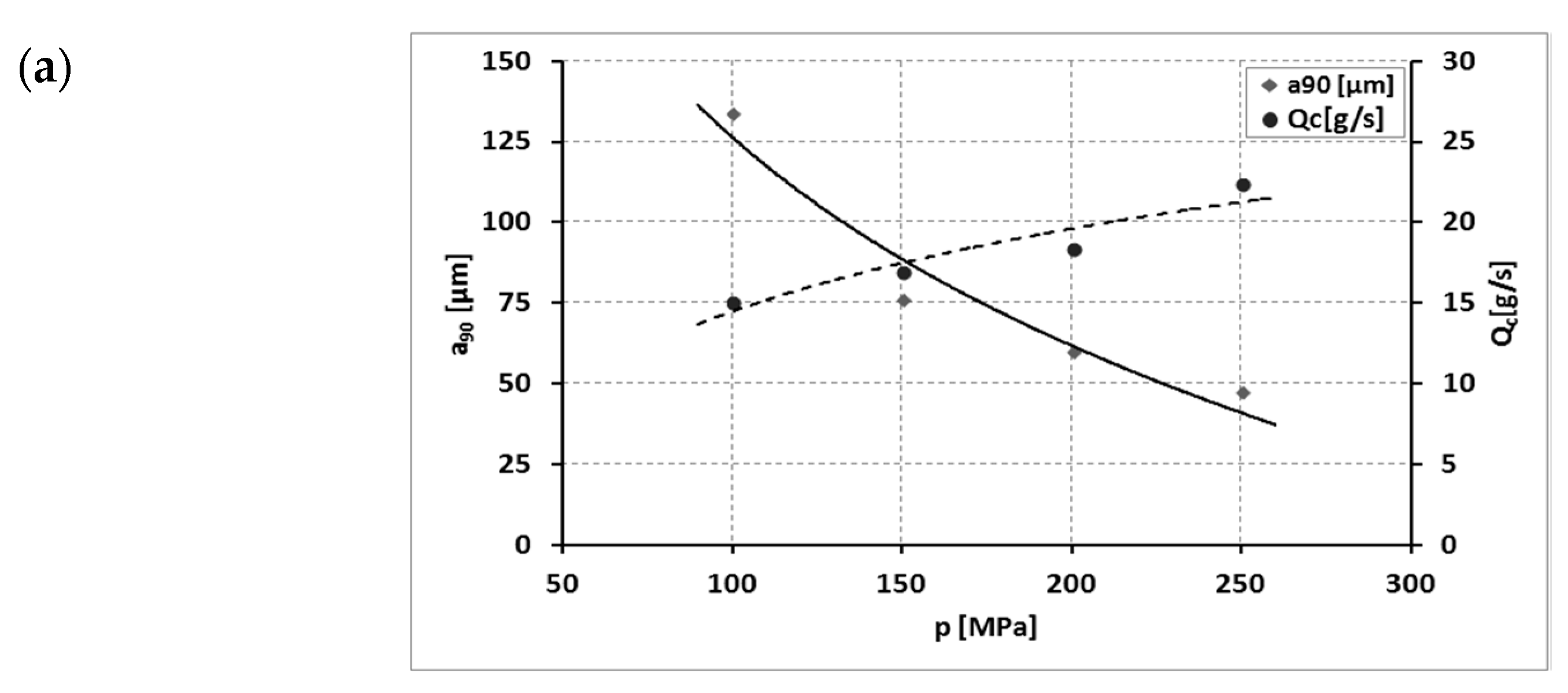
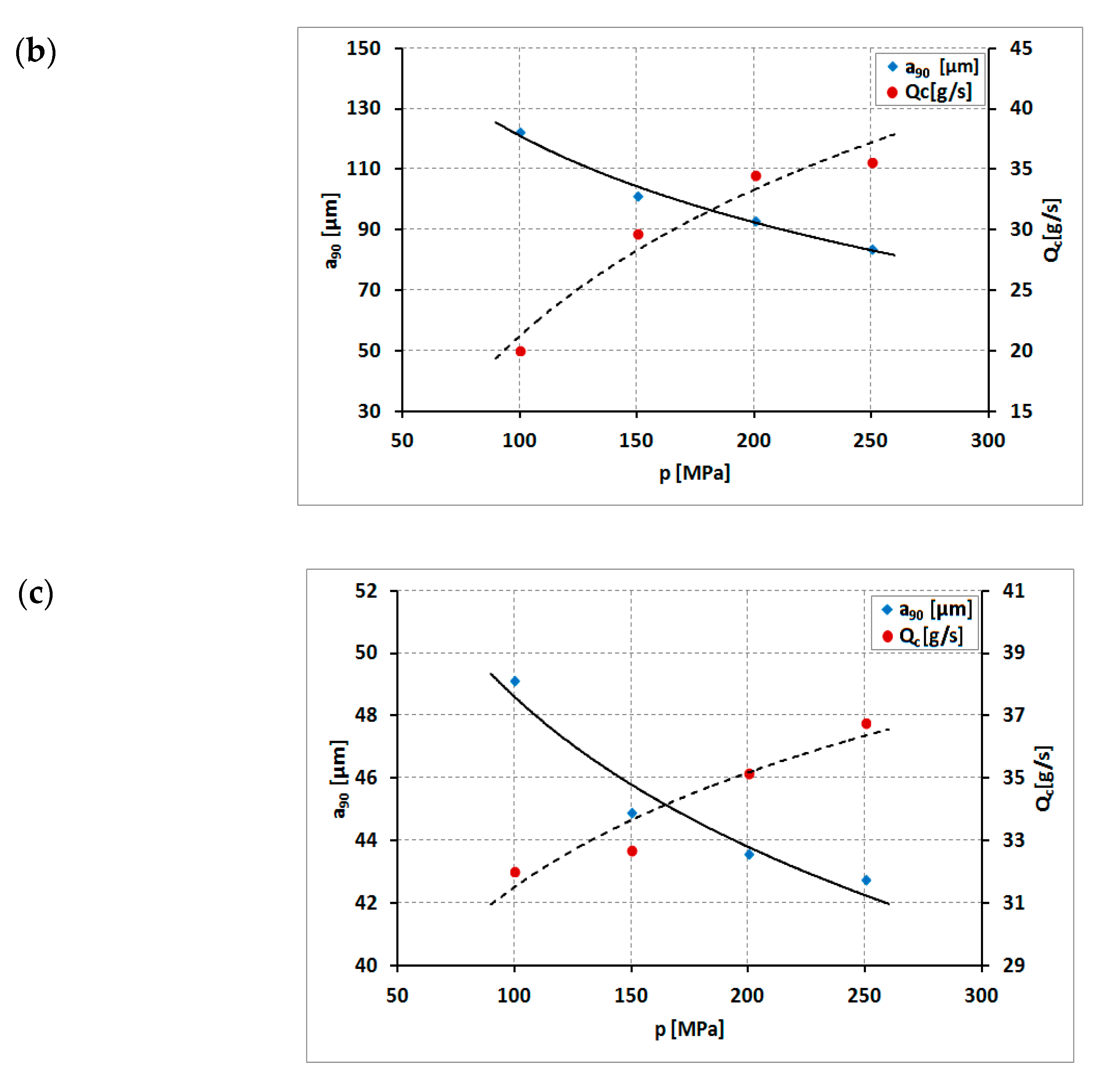
The tests were carried out at the nominal pressure of the water jet, and applied in the range of p = 100–250 MPa with an output of Qw = 0.2–0.5 dm3/s. The samples consisted of individual batches of m = 1 kg of copper ore, and the comminuting time (t) was also measured. For such conditions, the copper ores were found to show a relatively high resistance to comminution. However, different results were obtained for different ore types. The efficiency of the process, assessed on the basis of the reduction of the dimensions of particles obtained in the process of hydro-jet milling, is illustrated by the graphs presented in Figure 3. The influence of water jet pressure on the change in the passing size of the ore particles (a90) is marked by the solid line, and the dotted line presents the efficiency (Qc) of the milling process.
The research conducted on copper ores generally shows that as the nominal water pressure increases, the efficiency of micronization also increases, the phenomenon of which is assessed on the basis of the increasingly smaller particle sizes obtained from hydro-jet milling. Moreover, the efficiency of such milling also increases.
A detailed analysis of these charts shows that the courses for individual types of copper ore differ. In the case of the carbonate ore, for a water jet pressure of 100 MPa, the maximum characteristic grain size for 90% of the fragmented ore particles is a90 = 130.7 µm, for a pressure of 150 MPa it is a90 = 75.2 µm, and for a pressure of 200 MPa it is equal to a90 = 63.8 µm. For the highest applied jet pressure (250 MPa), the maximum particle size would be a90 = 49.4 µm. The efficiency of the hydro-jet comminuting process, however, is respectively: 15.1 g/s for the pressure of 100 MPa, 16.9 g/s for the pressure of 150 MPa, 18.4 g/s for 200 MPa, and 22.4 g/s for the maximum pressure of the water jet (250 MPa).
The second type of sandstone copper ore has the following maximum grain sizes: a90 = 121.8 µm for a water jet pressure of 100 MPa, a90 = 102.5 µm for 150 MPa, a90 = 91.9 µm for 200 MPa, and a90 = 83.7 µm (the minimum size) for the highest jet pressure (250 MPa). The efficiency of the sandstone copper ore hydro-jet comminuting process can be described with the following values: 20.1 g/s for a pressure of 100 MPa, 29.7 g/s for a pressure of 150 MPa; 34.6 g/s for 200 MPa, and 35.6 g/s for the maximum pressure of the water jet (250 MPa).
The last studied type was shale copper ore. The experiments allowed the degree of its fragmentation to be estimated at a90 = 49.1 µm for 100 MPa. Higher values of water jet pressure, such as 150 MPa, cause the maximum particle size to decrease to a90 = 44.7 µm, and for the level of 200 MPa, it is even slightly lower, reaching a90 = 43.8 µm. The use of the highest water jet pressure of 250 MPa is uneconomical as it causes relatively insignificant changes in the maximum dimension a90 = 42.6 µm, which is characteristic for 90% of the fragmented ore particles. Considering the efficiency of the hydro-jet comminuting of copper shale ore, it should be noted that it increases with the increase of the nominal water pressure, reaching the efficiency of 32.0 g/s for a pressure of 100 MPa. In turn, for a pressure of 150 MPa it is 32.7 g/s, for 200 MPa it is 35.2 g/s, and for the maximum water jet pressure of (250 MPa) considered in the tests, the efficiency of this process reaches the value of 36.8 g/s.
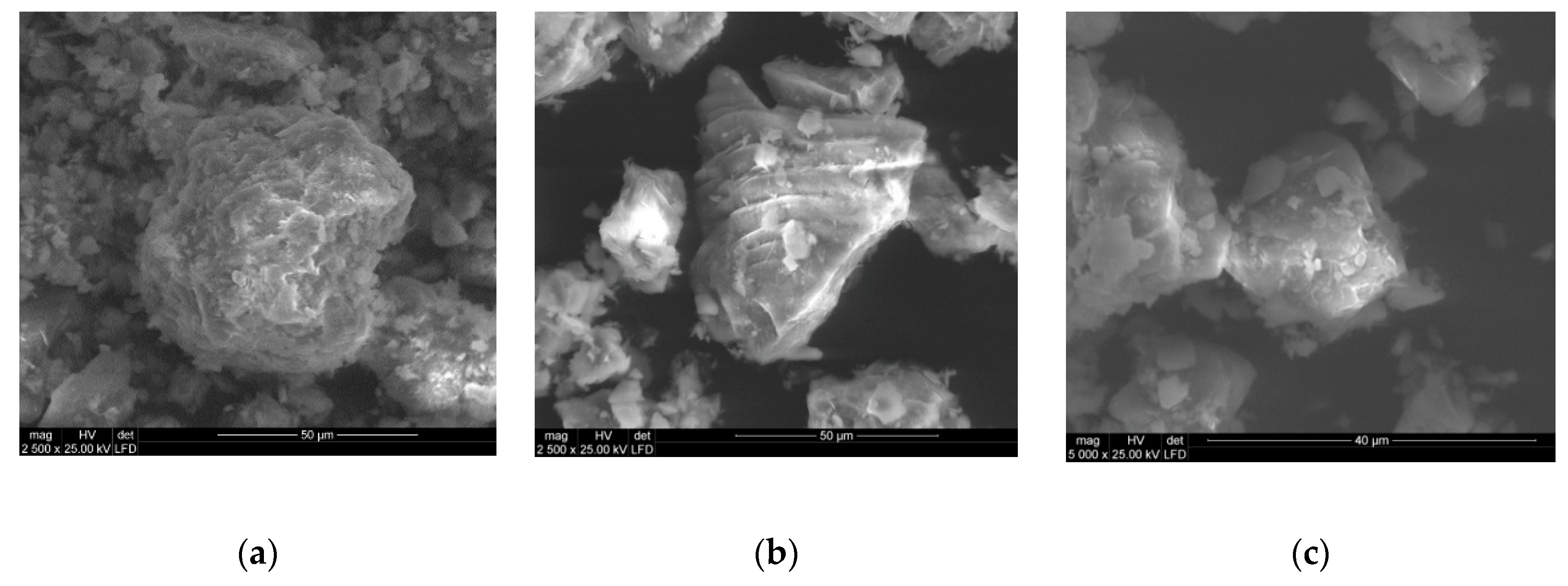
Copper ore particles formed during hydro-jet comminution are usually characterized by an isometric shape with fairly expressive edges, while their rough surface usually takes the form of highly developed spatial micro-openings for a carbonate ore (a), a multiple trimming effect for sandstone (b), or a relatively smooth surface for shale ore. This is best characterized by the SEM images shown in Figure 4, which illustrate typical examples of their shape and morphology.
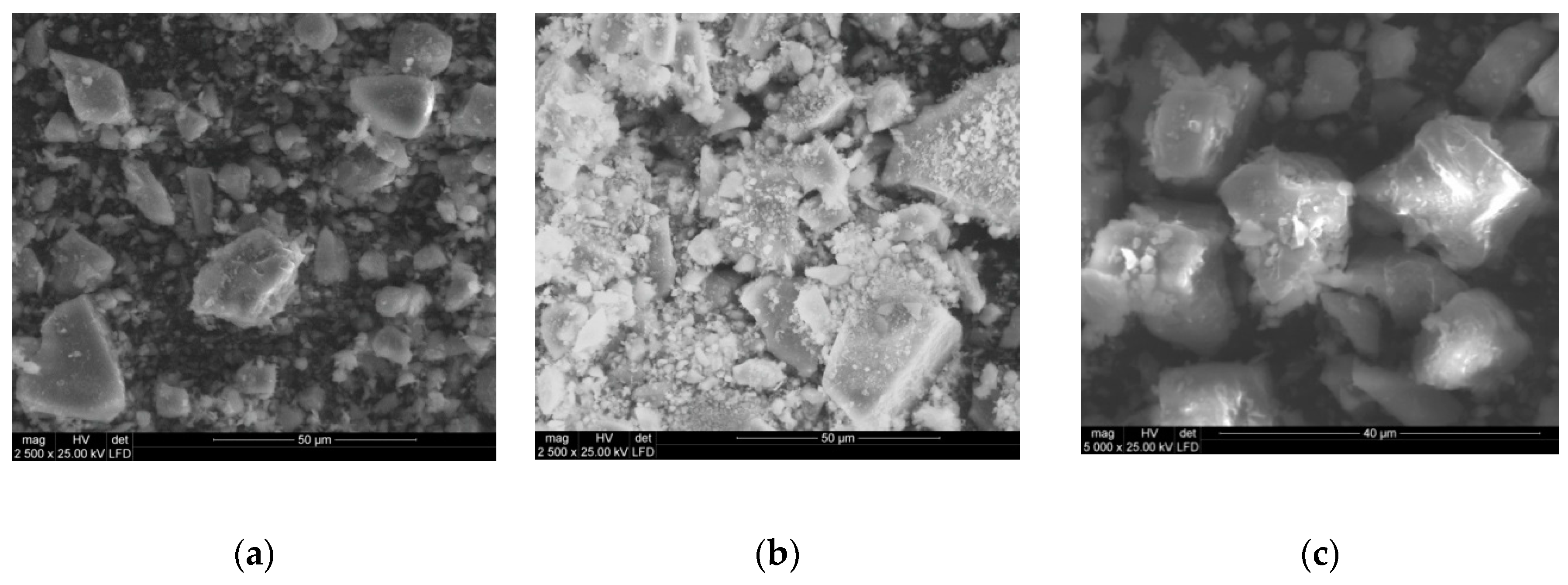
The comparison of the above photos with analogous scan pictures of the same three types of copper ore comminuted in a PM 100 type laboratory planetary ball mill (Figure 5) is interesting. The surface quality of the copper ore particles obtained as a result of the mechanical grinding operations is significantly different. The surface of such particles is generally devoid of any cavities and is characterized by a relatively high smoothness, which probably causes certain problems in their effective enrichment in the flotation process. If other methods of mechanical grinding of copper ores, especially those used in actual production processes, provide powders of similar quality, the suitability of the industrial technologies used so far should be carefully analyzed.
5. Results Discussion
An essential feature of each production process is the energy expenditure necessary for its implementation. In order to determine the energy consumption of the process of comminuting copper ore, relevant tests were carried out in a hydro-jet mill and, for comparison purposes, also in a planetary ball mill type PM 100. The unit energy consumption of hydro-jet comminution is calculated according to formula (1), while the adequate consumption for a planetary ball mill is described by (2).
where: p—water pressure, Qw—water output, t—time of comminuting the batch of copper ore, m—weight of copper ore batch;
where: P—power of the planetary ball mill.
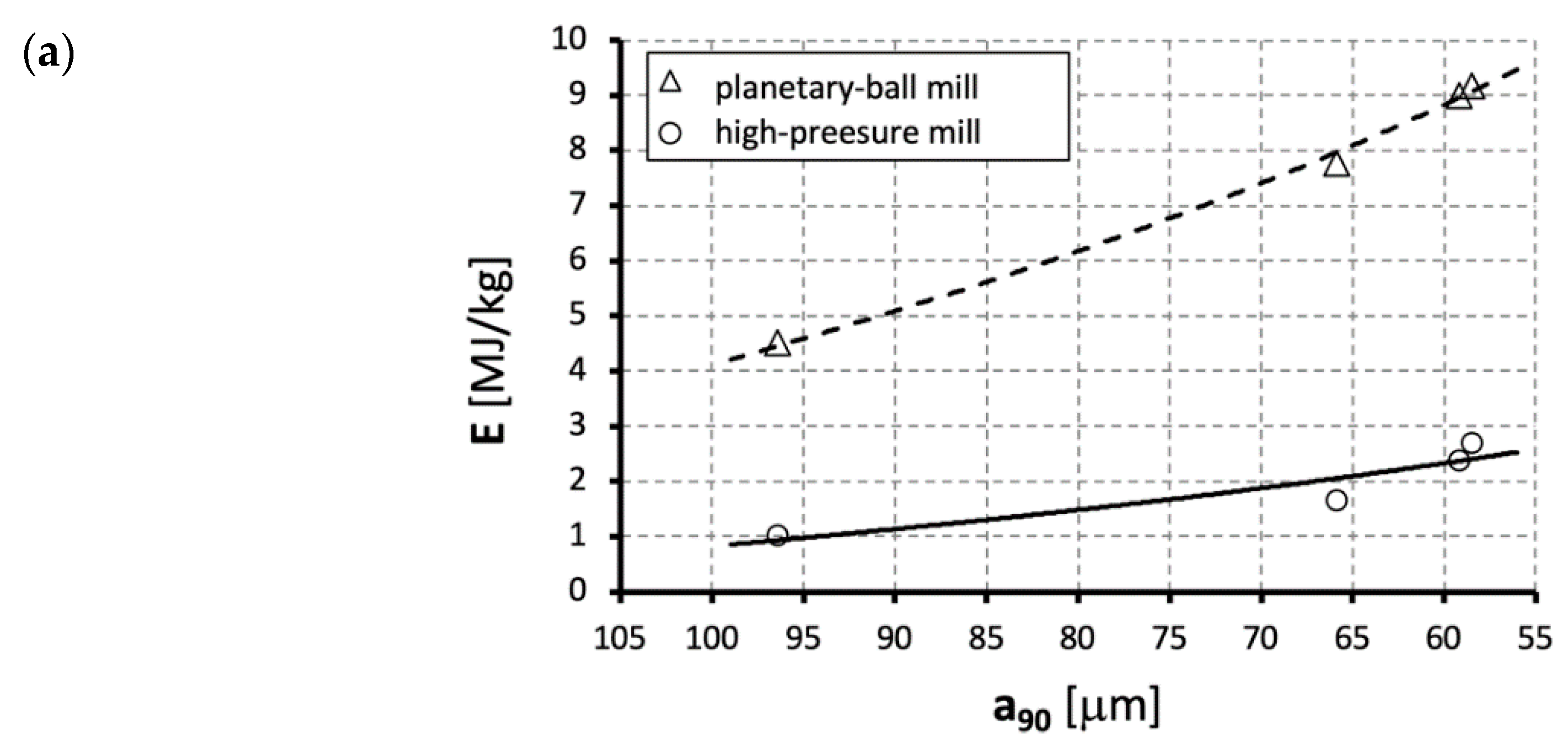
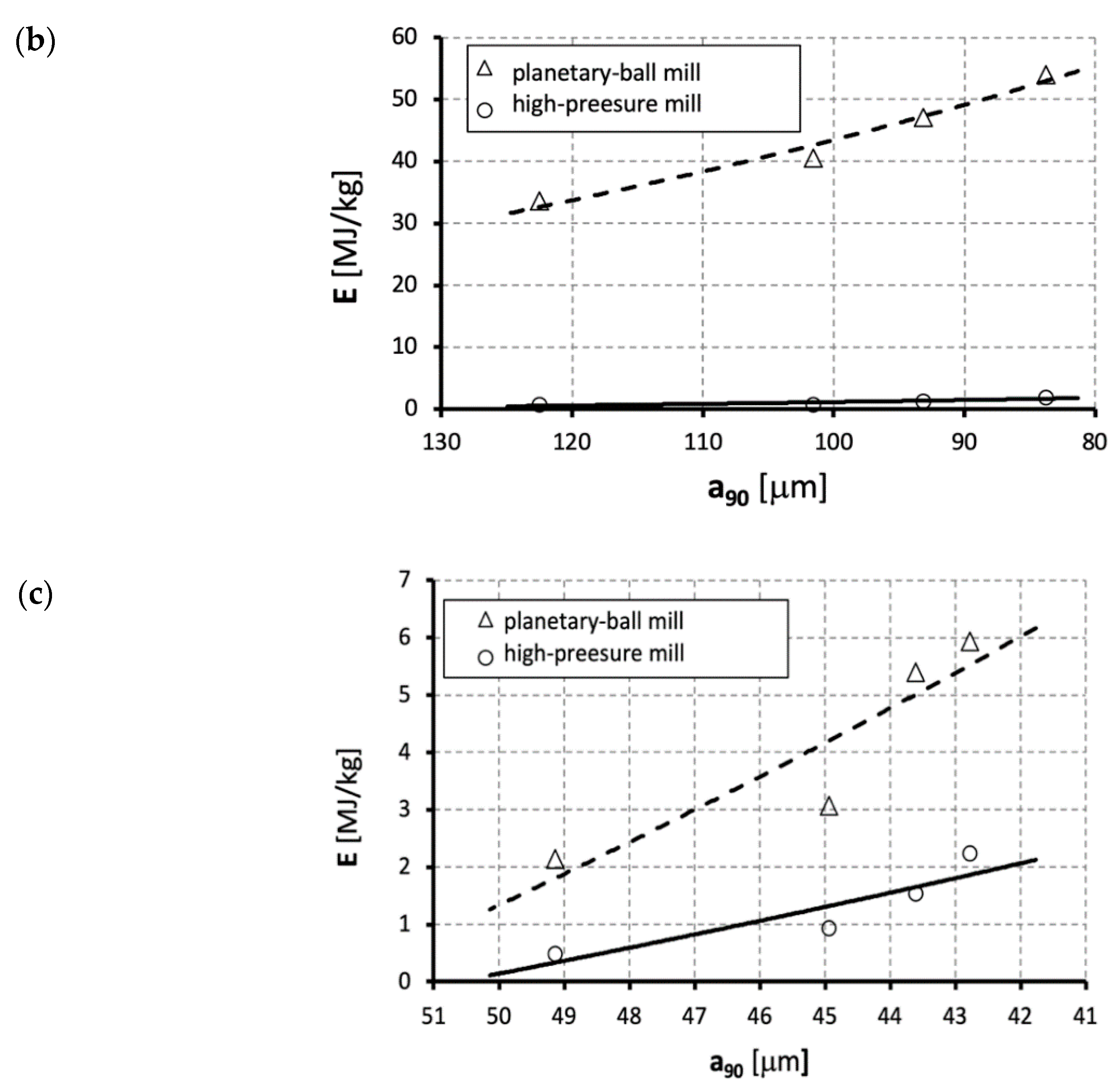
Interesting effects resulting from the conducted tests are presented in Figure 6. In general, using the size of the carbonate copper ore particles obtained in the process of their comminution as a common criterion for the different methods of comminution analyzed in this article made it possible to compare the unit energy consumption of these processes.
The charts indicate the points for which joint tests with the use of both methods of comminution of such ore were carried out. As a result, it was possible to make unit comparisons of energy consumption in the two tested methods. In the case of carbonate copper ore (Figure 6a), the specific energy consumption of hydro-jet comminuting is two to five times more favorable than when using a mechanical planetary ball mill. The same characteristics are presented for the sandstone ore (Figure 6b) and show the highest advantage of hydro-jetting at a level approximately 40 times higher. Consequently, the comparison of the energy consumption of the two applied shale ore comminuting methods (Figure 6c) again points to the more favorable results of the hydro-jet method. This confrontation proves that the energy consumption of the proposed method of hydro-jet comminuting is generally three and a half times lower than in the case of the mechanical grinding method in a planetary ball mill.
The use of another criterion for comparing the energy consumption of material comminuting processes is not possible due to the use of completely different milling methods. When using a mechanical planetary ball mill, the grinding of the feed occurs as a result of the dynamic interaction of the ball grinding elements. Therefore, extending the operation time of such a mill contributes to an increased efficiency of the milling process by causing greater fragmentation of the particles (i.e., reducing their dimensions). In such circumstances, for the given conditions and for the given equipment of the mill, the impact of the effectiveness of the milling process on the energy consumption of the material grinding mainly depends on the duration of this process.
Completely different relations occur in the conditions of comminuting materials (including copper ore) using a high-pressure water jet. In a hydro-jet mill, comminuting of the feed occurs as a result of the synergistic interaction of a high-pressure water jet and the dynamic impact of the particles undergoing comminution. Therefore, in such circumstances, for the given conditions and mill equipment, the efficiency of the comminution process of the batch, assessed on the basis of the reduction of the dimensions of the obtained particles, is primarily determined by the level of the nominal water pressure.
By properly confronting the energy consumption results of comminuting with both methods, presented in the form of the two curves in Figure 6, it was found that the energy consumption of hydro-jet comminuting of copper ore is distinctly smaller than during mechanical grinding in a planetary ball mill. The resulting benefits are determined by the following indicator:
where: EM—energy consumption when crushing copper ore in a planetary ball mill, EH—energy consumption when comminuting copper ore in a hydro-jet mill.
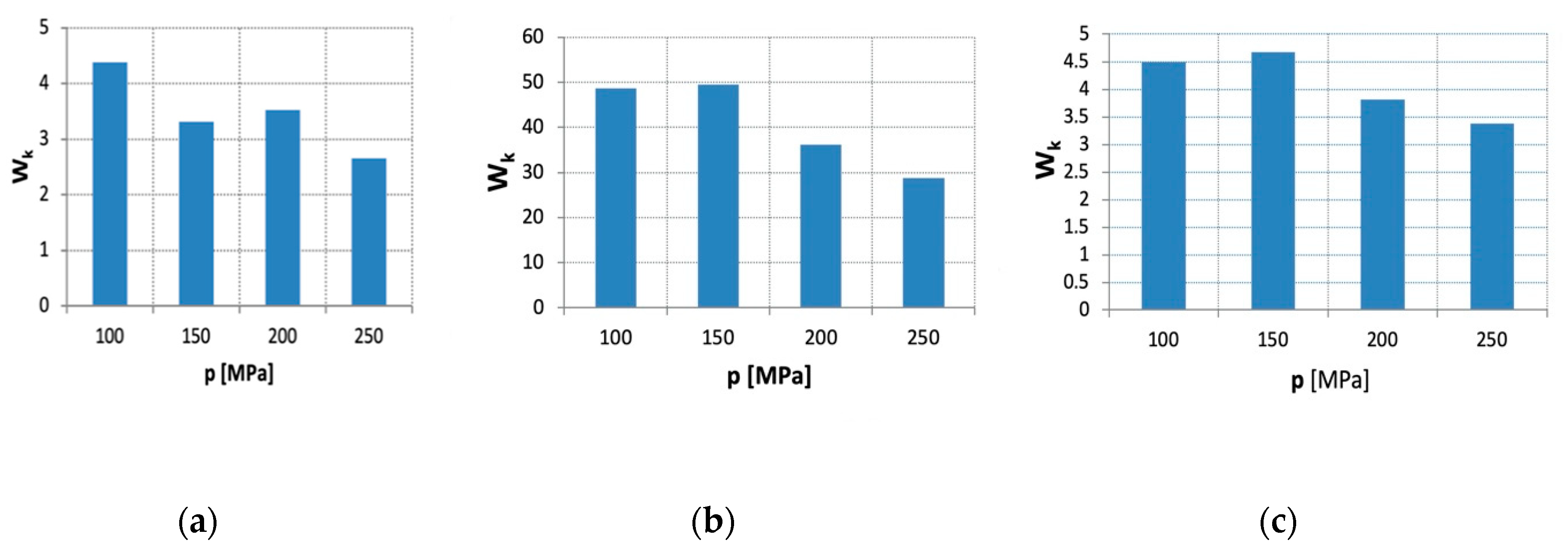
On the basis of the above dependence, an indicator of benefits occurring in relation to the tested conditions of the two compared methods was determined, ensuring in each case equal values of the maximum characteristic dimension for 90% of ground ore particles (a90). The determined relationships allow finding the real values of the indicator of energy-consumption benefits, resulting from the comminuting of ore in a hydro-jet mill, as shown in Figure 7. With regard to milling in a PM 100 planetary ball mill, this comminution index in a high-pressure hydro-jet mill is usually very favorable. The analysis of the data in this graph indicates that the energy consumption benefit equals an average of 4 for carbonate copper ore (Figure 7a), 40 for sandstone copper ore (Figure 7b), and 3.5 for shale copper ore (Figure 7c).
6. Conclusions
Conducting detailed analyses of the research results made it possible to draw conclusions that are important for better understanding the process of the hydro-jet comminution. Increasing the water jet pressure has a beneficial effect on the hydro-jetting process of comminuting the discussed types of copper ore, as well as on the milling efficiency. A comparative analysis of the efficiency of copper ore comminution, primarily taking into account the unit energy consumption and the efficiency of the milling process, clearly indicates that the energy absorption of hydro-jet material comminuting is normally in the range of 4~40 times lower than during mechanical grinding, e.g., in a planetary ball mill. However, in terms of the energy consumption of the process, the increase in water pressure is unfavorable. During comminution of copper ore in a hydro-jet mill, particles with a fairly regular isometric shape are usually formed. Their most favorable morphology arises at a water pressure of 150 MPa for a carbonate ore, while a multiple trimming effect can be seen for sandstone ore or for a relatively smooth surface—the shale copper ore. Further increasing of the water pressure up to the maximum analyzed level of 250 MPa improves the micro-openings effect for sandstone copper and shale ore. This knowledge should be useful in the operations of the further processing of such copper ore. For the above reasons, the hydro-jet method, which uses a high-pressure water jet to comminute copper ore and other brittle materials, is very promising.
As the process in the current solution of the high-pressure hydro-jet mill (designed by the author) offers a significantly lower energy consumption, as well as other advantages, this prototype can be seen as a competition for standard milling devices that use conventional methods of mechanical disintegration of brittle materials. The current design solution of such a hydro-jet mill is the development base for the construction of derivative devices for comminuting various minerals in a wet environment.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Cheng, J.L.; Jiang, Z.H.; Han, W.F.; Li, M.L.; Wang, Y.X. Breakage mechanism of hard-rock penetration by TBM disc cutter after highpressure water jet precutting. Eng. Fract. Mech. 2020, 240, 107320. [Google Scholar] [CrossRef]
- Sitek, L.; Foldyna, J.; Martinec, P.; Klich, J.; Mašláň, M. On the preparation of precursors and carriers of nanoparticles by water jet technology. In Proceedings of the International Conference Water Jet 2011—Research, Development, Applications, Ostravice, Czech Republic, 3–5 October 2011; pp. 255–271. [Google Scholar]
- Nakach, M.; Authelin, J.R.; Chamayou, A.; Dodds, J. Comparison of various milling technologies for grinding pharmaceutical powders. Int. J. Miner. Process. 2004, 74, S173–S181. [Google Scholar] [CrossRef]
- Jankovic, A. Developments in iron ore comminution and classification technologies. In Iron Ore. Mineralogy, Processing and Environmental Sustainability; Woodhead Publishing: Cambridge, UK, 2015; pp. 251–282. [Google Scholar] [CrossRef]
- Ogonowski, S.; Wołosiewicz-Głąb, M.; Ogonowski, Z.; Foszcz, D.; Pawełczyk, M. Comparison of Wet and Dry Grinding in Electromagnetic Mill. Minerals 2018, 8, 138. [Google Scholar] [CrossRef] [Green Version]
- Wołosiewicz-Głąb, M.; Pięta, P.; Foszcz, D.; Ogonowski, S.; Niedoba, T. Grinding Kinetics Adjustment of Copper Ore Grinding in an Innovative Electromagnetic Mill. Appl. Sci. 2018, 8, 1322. [Google Scholar] [CrossRef] [Green Version]
- Semsari, P.; Parapari, P.M.; Rosenkranz, J. Breakage process of mineral processing comminution machines—An approach to liberation. Adv. Powder Technol. 2020, 31, 3669–3685. [Google Scholar] [CrossRef]
- Taşdemir, A.; Taşdemir, T. A comparative study on PSD models for chromite ores comminuted by different devices. Part. Part. Syst. Charact. 2009, 26, 69–79. [Google Scholar] [CrossRef]
- Katubilwa, F.M. Effect of Ball Size Distribution on Milling Parameters. Master’s Thesis, Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa, 2008. [Google Scholar]
- Petrakis, E.; Komnitsas, K. Improved modeling of the grinding process through the combined use of matrix and population balance models. Minerals 2017, 7, 67. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Tan, Q.; Li, W.; Lv, L. Comparison of grinding characteristics in high-pressure grinding roller (HPGR) and cone crusher (CC). Physicochem. Probl. Miner. Process. 2017, 53, 1009–1022. [Google Scholar]
- Kodali, P.; Dhawan, N.; Depci, T.; Lin, C.L.; Miller, J.D. Particle damage and exposure analysis in HPGR crushing of selected copper ores for column leaching. Miner. Eng. 2011, 24, 1478–1487. [Google Scholar] [CrossRef]
- Hamid, S.A.; Alfonso, P.; Anticoi, H.; Guasch, E.; Oliva, J.; Dosbaba, M.; Garcia-Valles, M.; Chugunova, M. Quantitative Mineralogical Comparison between HPGR and Ball Mill Products of a Sn-Ta Ore. Minerals 2018, 8, 151. [Google Scholar] [CrossRef] [Green Version]
- Averin, E. Universal Method for the Prediction of Abrasive Waterjet Performance in Mining. Engineering 2017, 3, 888–891. [Google Scholar] [CrossRef]
- Yashima, S.; Kanda, Y.; San, S. Relationship between particle size and fracture as estimated from single particle crushing. Powder Technol. 1987, 51, 277–282. [Google Scholar] [CrossRef]
- Borg, G.; Piestrzynski, A.; Bachmann, G.H.; Püttmann, W.; Walther, S.; Fiedler, M. An Overview of the European Kupferschiefer Deposits. Econ. Geol. Spec. Publ. 2016, 16, 455–486. [Google Scholar]
- Oszczepalski, S. Origin of the Kupferschiefer polymetallic mineralization in Poland. Miner. Depos. 1999, 34, 599–613. [Google Scholar] [CrossRef]
- Bartlett, S.C.; Burgess, H.; Damjanović, B.; Gowans, R.M.; Lattanzi, C.R. Technical Report on the Production of Copper and Silver by KGHM Polska Miedź S.A. In the Legnica-Głogów Copper District in South-West Poland; Micon International Co. Limited: Norwich, Norfolk, 2013. [Google Scholar]
- Cui, L.; An, L.; Gong, W. Effects of process parameters on the comminution capability of high pressure water jet mill. Int. J. Miner. Process. 2006, 81, 113–121. [Google Scholar] [CrossRef]
- Mazurkiewicz, M. Method of Creating Ultra-Fine Particles of Materials Using High Pressure Mill. U.S. Patent No. 6,318,649, 20 November 2001. [Google Scholar]
- Zonghao, L.; Zhinan, S. Wet comminution of raw salt using high-pressure fluid jet technology. Powder Technol. 2005, 160, 194–197. [Google Scholar] [CrossRef]
- Borkowski, P.; Borkowski, J.; Bielecki, M. Micronization of Carbonate Copper Ore With High-Pressure Water Jet Method. In Proceedings of the 22nd International Conference on Water Jetting 2014 Advances in Current and Emerging Markets, Haarlem, The Netherlands, 3–5 September 2014; Fairhurst, M., Ed.; BHR Group: Bedfordshire, UK, 2014; pp. 305–314, ISBN 978-1-85598-143-0. [Google Scholar]
Figure 1.
General view of experimental setup (a), and a diagram of a hydro-jet mill (b): 1—high-pressure pump, 2—manometer, 3—water nozzle, 4—comminuting nozzle, 5—comminuting disk, 6—shredding chamber, 7—feed tank, 8—product tank, 9—water tank.
Figure 1.
General view of experimental setup (a), and a diagram of a hydro-jet mill (b): 1—high-pressure pump, 2—manometer, 3—water nozzle, 4—comminuting nozzle, 5—comminuting disk, 6—shredding chamber, 7—feed tank, 8—product tank, 9—water tank.

Figure 2.
Example of the distribution of three types of copper ore comminuted in a hydro-jet mill at a water pressure of 150 MPa: (a)—carbonate, (b)—sandstone, (c)—shale ore, performed using the Analysette 22 MicroTec Plus particle laser meter.
Figure 2.
Example of the distribution of three types of copper ore comminuted in a hydro-jet mill at a water pressure of 150 MPa: (a)—carbonate, (b)—sandstone, (c)—shale ore, performed using the Analysette 22 MicroTec Plus particle laser meter.


Figure 3.
Influence of water jet pressure on the efficiency of the comminution (of characteristic dimensions) for 90% of ground copper ore particles (a90), and the efficiency (Qc) of its milling process for: (a)—carbonate, (b)—sandstone, (c)—shale ore.
Figure 3.
Influence of water jet pressure on the efficiency of the comminution (of characteristic dimensions) for 90% of ground copper ore particles (a90), and the efficiency (Qc) of its milling process for: (a)—carbonate, (b)—sandstone, (c)—shale ore.


Figure 4.
Examples of SEM images of copper ore particles comminuted in a hydro-jet mill at a water jet pressure of 150 MPa: (a)—carbonate, (b)—sandstone, (c)—shale ore.
Figure 4.
Examples of SEM images of copper ore particles comminuted in a hydro-jet mill at a water jet pressure of 150 MPa: (a)—carbonate, (b)—sandstone, (c)—shale ore.

Figure 5.
Examples of SEM images of copper ore particles comminuted in a planetary ball mill type PM 100: (a)—carbonate, (b)—sandstone, (c)—shale ore.
Figure 5.
Examples of SEM images of copper ore particles comminuted in a planetary ball mill type PM 100: (a)—carbonate, (b)—sandstone, (c)—shale ore.

Figure 6.
Dependence of the unit energy consumption of copper ore comminution on the efficiency of its milling process in a high-pressure hydro-jet mill (1) and in a planetary ball mill type (2) PM 100 (n = 5 s−1) for carbonate copper ore (a), sandstone (b) and shale ore (c).
Figure 6.
Dependence of the unit energy consumption of copper ore comminution on the efficiency of its milling process in a high-pressure hydro-jet mill (1) and in a planetary ball mill type (2) PM 100 (n = 5 s−1) for carbonate copper ore (a), sandstone (b) and shale ore (c).


Figure 7.
Values of the indicator of energy consumption benefits that result from the comminution of: (a)—carbonate, (b)—sandstone, (c)—shale copper ore in a hydro-jet mill.
Figure 7.
Values of the indicator of energy consumption benefits that result from the comminution of: (a)—carbonate, (b)—sandstone, (c)—shale copper ore in a hydro-jet mill.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Borkowski, P.J. Comminution of Copper Ores with the Use of a High-Pressure Water Jet. Energies 2020, 13, 6274. https://doi.org/10.3390/en13236274
AMA Style
Borkowski PJ. Comminution of Copper Ores with the Use of a High-Pressure Water Jet. Energies. 2020; 13(23):6274. https://doi.org/10.3390/en13236274
Chicago/Turabian StyleBorkowski, Przemyslaw J. 2020. "Comminution of Copper Ores with the Use of a High-Pressure Water Jet" Energies 13, no. 23: 6274. https://doi.org/10.3390/en13236274
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.