Optimizing Resource Utilization in Biomass Supply Chains by Creating Integrated Biomass Logistics Centers


Abstract
:1. Introduction
2. Improving Efficiency in Biomass Supply Chains
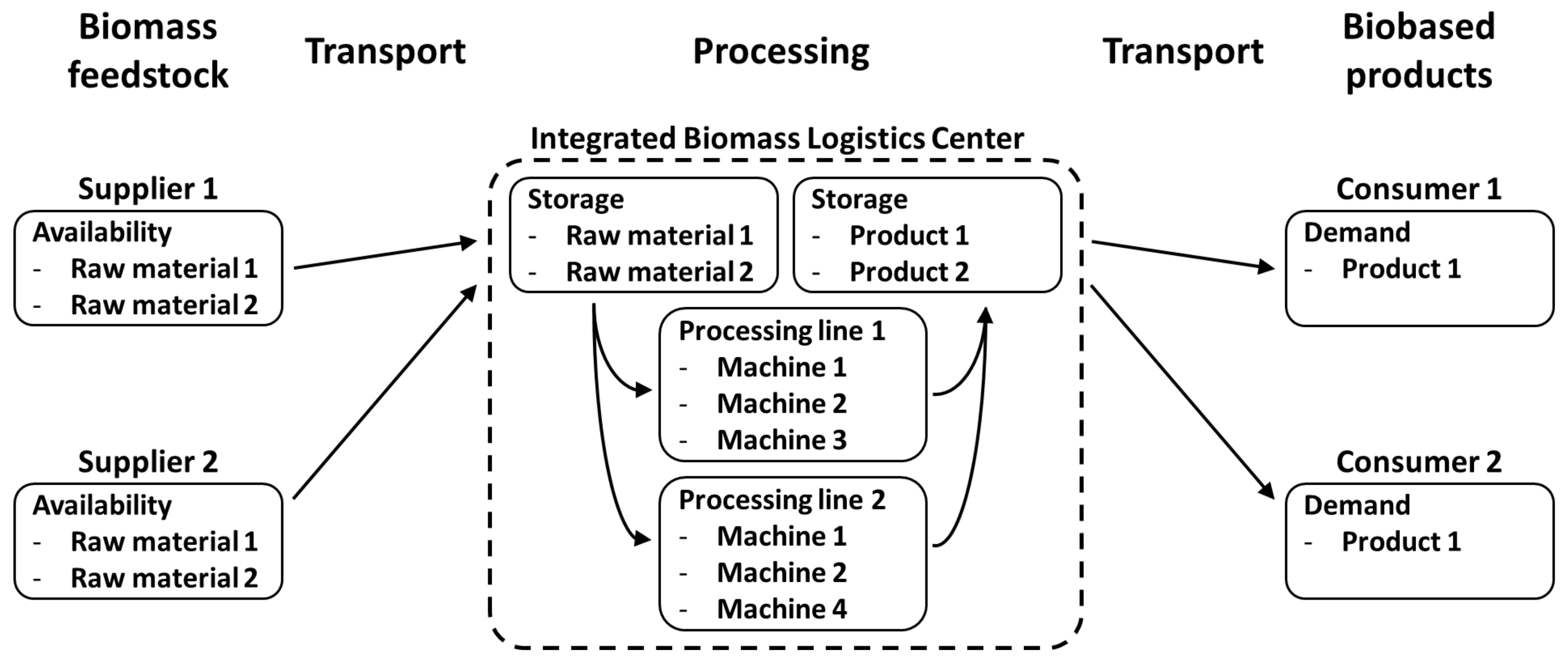
3. MILP Model for an IBLC
- distinction in the production costs (e.g., raw material costs, processing costs);
- storage plans for raw materials and products at the supplier and at the IBLC;
- processing schedule of the IBLC including utilization rate of the machinery;
- potential investment for extra machinery and storage capacity in the IBLC.
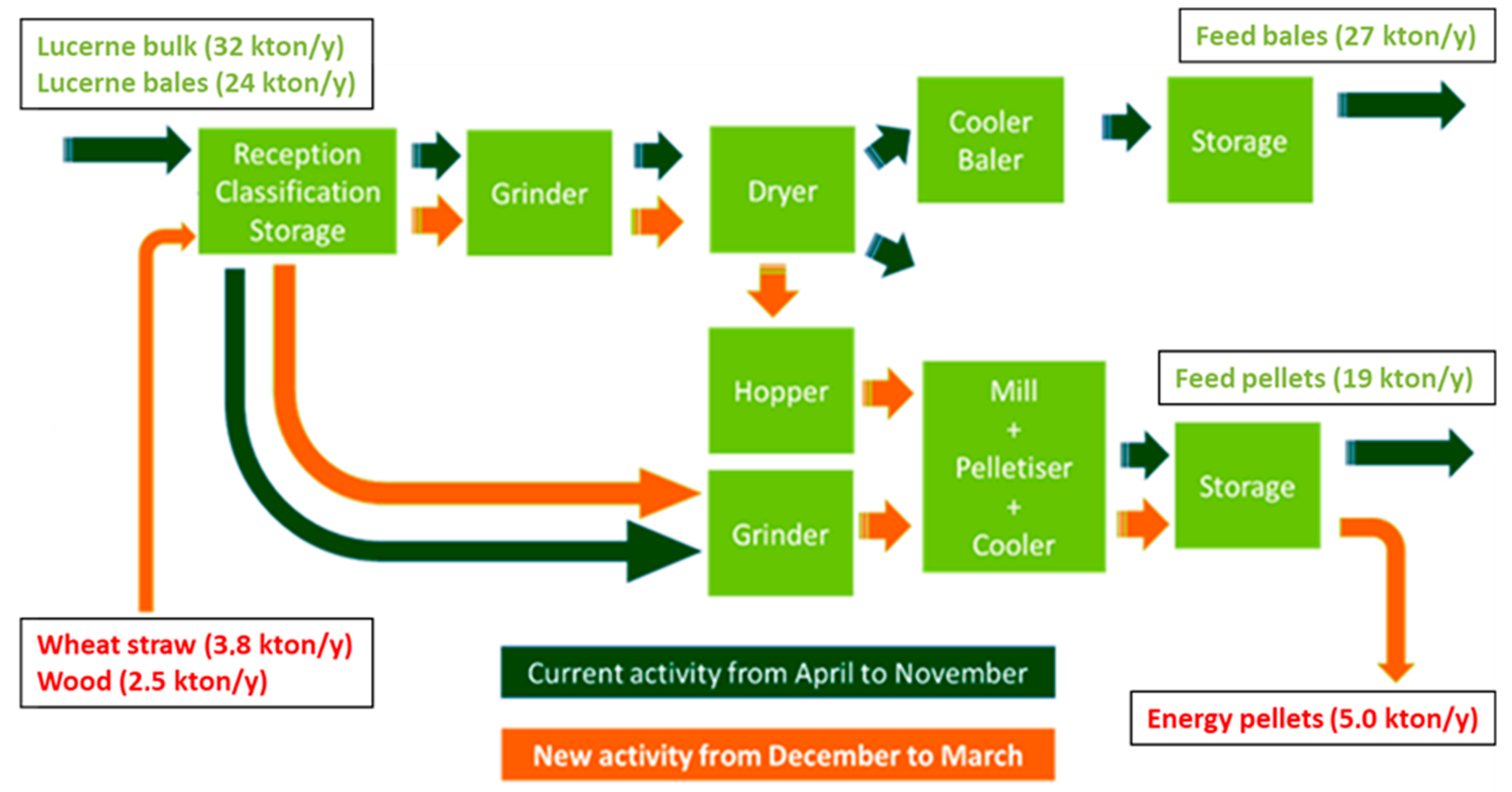
4. MILP Model Applied to a Feed and Fodder Supply Chain
- Processing line 1—Lucerne bulk is processed into lucerne feed bales using a dryer, a cooler (#1), and a baler. Lucerne bulk is available within a distance of 30 km to the IBLC from April to November.
- Processing line 2—Lucerne bales are processed into lucerne feed pellets using a grinder, a mill, a pelletizer, and a cooler (#2). The lucerne in bales has usually a lower quality compared to the lucerne in bulk. Lucerne bales are available within 100 km of the IBLC from April to November.
- Processing line 3—Wheat straw (60%) and wood chips (40%) are processed into energy pellets using a wood grinder, a dryer, a hopper, a grinder, a mill, a pelletizer, and a cooler (#2). The composition of wheat straw and wood chips is chosen based on the ash content and related to the quality of the energy pellets. The wood chips are processed in a wood grinder, dryer, and hopper before they are mixed with grinded wheat straw and enter the pelletizing process. The wheat straw is available within 30 km to the IBLC in July and August. The wood chips are assumed to be available the whole year, but the transport distance is further than 100 km. Both raw materials are assumed to be available in abundance. Therefore, the mixture is assumed to be available from July to August at a distance of 100 km to the IBLC.
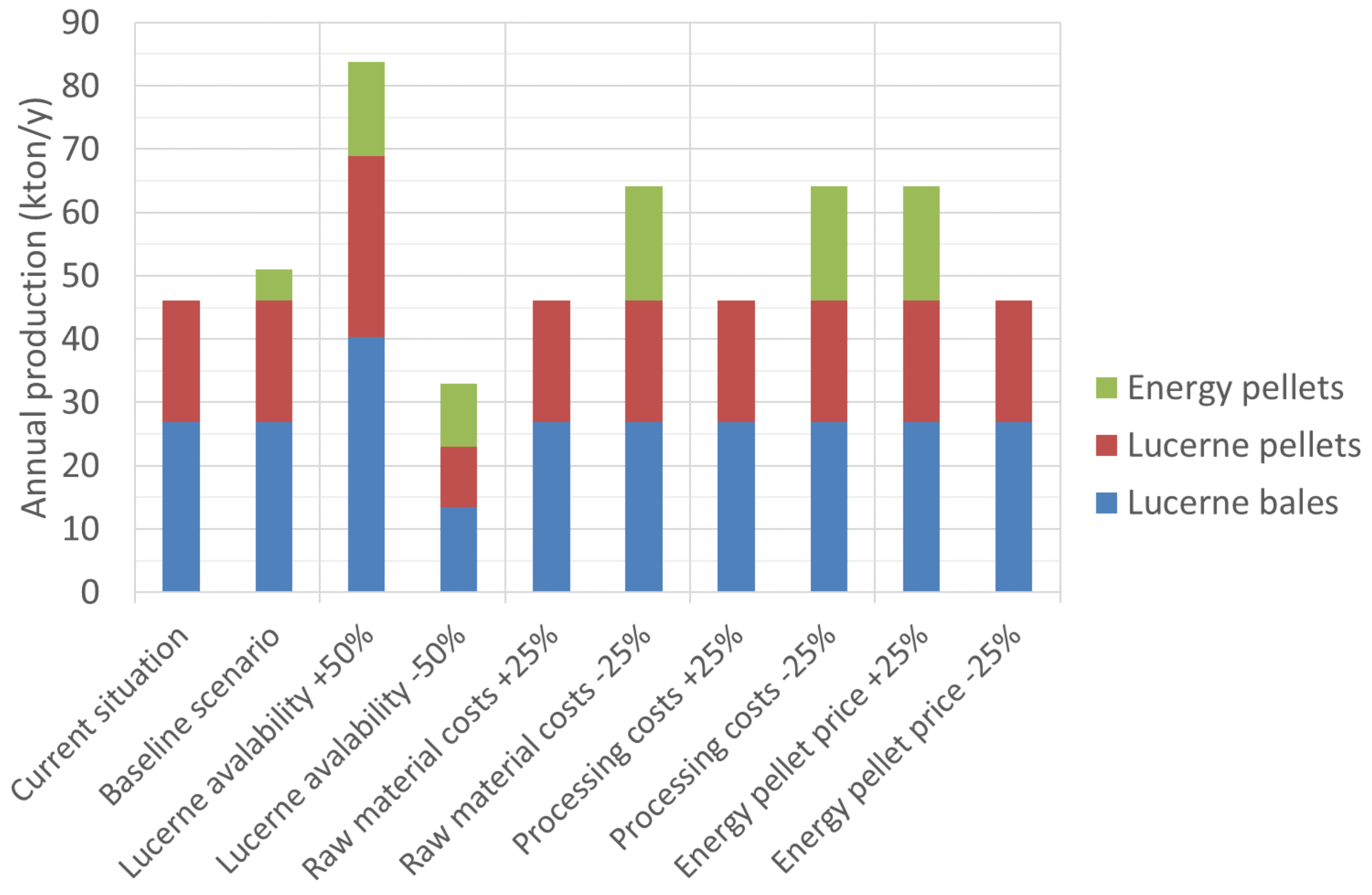
4.1. Scenarios
- Current situation: Only lucerne is processed into feed bales or feed pellets.
- Baseline scenario: Compared to the current situation also wheat straw and wood chips can be processed into energy pellets.
- Variations on baseline scenario:
- ◦
- Lucerne availability +/− 50%
- ◦
- Raw material costs of wheat straw and wood chips +/− 25%
- ◦
- Processing costs of all products +/− 25%
- ◦
- Energy pellet selling price +/− 25%
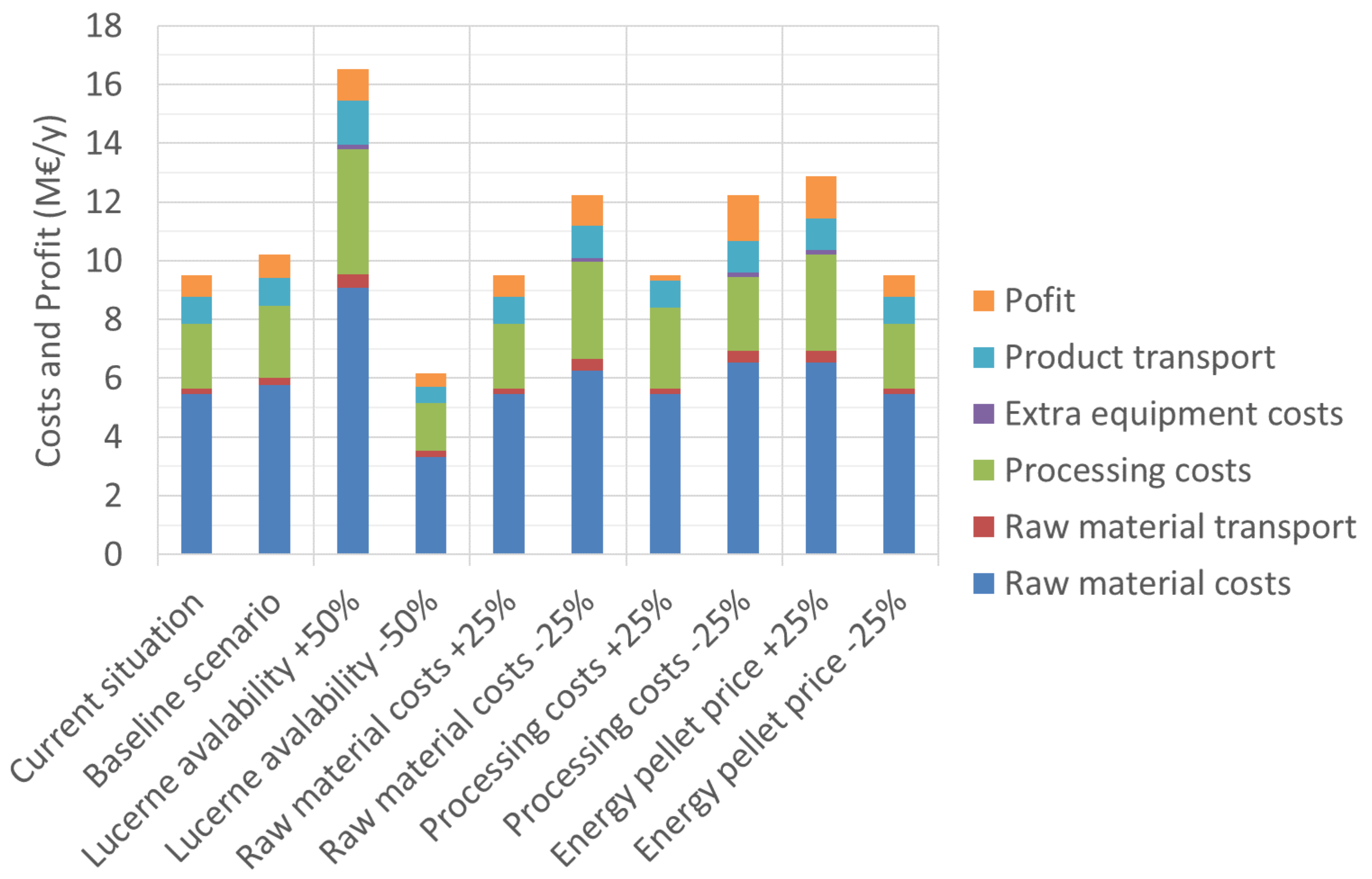
4.2. Sensitivity Analyses
5. Discussion and Conclusions
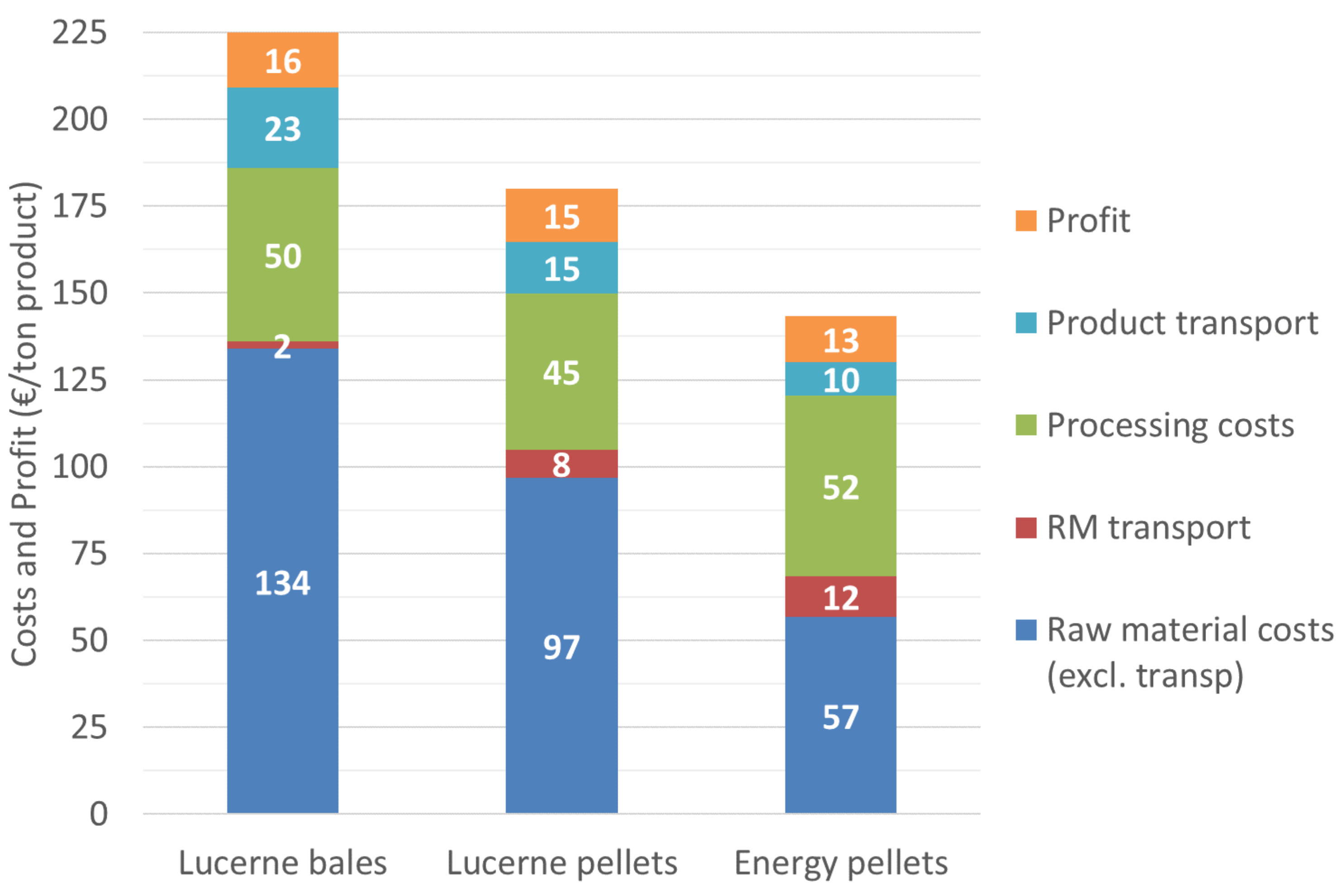
- Raw material costs and processing costs often dominate the total production costs.
- Raw material transport costs have only a small contribution to the total costs in the case when the transport distance to the IBLC is relatively small. At larger distances, transport costs will of course have a more significant contribution.
- The efficient planning of the use of process lines and storage capacity in the IBLC is required.
- Using the idle time of the existing processing equipment to produce biobased products, such as energy pellets, can increase the profit of the IBLC.
- To determine the economic feasibility of additional process lines, accurate estimates of all cost aspects, including investment costs for extra equipment, are required.
- The demand for biobased products should be adequate, so market size should be checked in practice.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Definitions of Different Types of Depots
Appendix B. Mathematical Formulation of the MILP Model
Appendix C. Parameters MILP Model Feed and Fodder Sector

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| From | Until | Zone 1 10 km (kton/Month) | Zone 2 30 km (kton/Month) | Zone 3 100 km (kton/Month) | Total (kton/y) | |
|---|---|---|---|---|---|---|
| Lucerne bulk | Apr | Nov | 2 | 2 | 0 | 32 |
| Lucerne bales | Apr | Nov | 0.5 | 0.5 | 2 | 24 |
| 60% Straw 40% Wood | Jul | Aug | 0 | 0 | 17 | 34 |
| Raw Material | Processing | |||||
|---|---|---|---|---|---|---|
| Density | Price (No Transp) | Average Transport | Yield | Costs | Costs | |
| (ton/m3) | (€/ton) | (km) | (P/RM) | (€/ton P) | (€/ton RM) | |
| Lucerne bulk | 0.250 | 112.5 | 20 | 0.840 | 50.0 | 42.0 |
| Lucerne bales | 0.250 | 77.5 | 73 | 0.800 | 45.0 | 36.0 |
| 60% Straw 40% Wood | 0.225 | 46.8 | 100 | 0.826 | 51.8 | 42.8 |
| Density | Transport | Selling Price | |
|---|---|---|---|
| (ton/m3) | (km) | (€/ton) | |
| Feed bales | 0.380 | 400 | 225 |
| Feed pellets | 0.600 | 400 | 180 |
| Energy pellets | 0.562 | 250 | 143 |
| Extra Capacity | Extra Equipment Costs | |
|---|---|---|
| (ton/Month) | (k€/y) | |
| Wood grinder | 600 | 5 |
| Grinder | 3000 | 10 |
| Hopper | 600 | 10 |
| Mill | 3000 | 6.5 |
| Dryer | 4000 | 90 |
| Baler | 4000 | 25 |
| Pelletizer | 3000 | 19 |
| Mizer | 3000 | 6.5 |
| Cooler 1 | 4000 | 3.5 |
| Cooler 2 | 3000 | 3 |
| Storage | 5775 | 25 |
References
- Population_Institute, Why Population Matters. 2017. Available online: https://www.populationinstitute.org/resources/why-population-matters/ (accessed on 22 November 2020).
- Lambin, E.F.; Meyfroidt, P. Global land use change, economic globalization, and the looming land scarcity. Proc. Natl. Acad. Sci. USA 2011, 108, 3465–3472. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jones, G.A.; Warner, K.J. The 21st century population-energy-climate nexus. Energy Policy 2016, 93, 206–212. [Google Scholar] [CrossRef]
- Shafiee, S.; Topal, E. When will fossil fuel reserves be diminished? Energy Policy 2009, 37, 181–189. [Google Scholar] [CrossRef]
- Bolin, B.; Jäger, J.; Döös, B.R. The Greenhouse Effect, Climatic Change, and Ecosystems; John Wiley & Sons Ltd.: Stockholm, Sweden, 1985. [Google Scholar]
- Mafakheri, F.; Nasiri, F. Modeling of biomass-to-energy supply chain operations: Applications, challenges and research directions. Energy Policy 2014, 67, 116–126. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- Ba, B.H.; Prins, C.; Prodhon, C. Models for optimization and performance evaluation of biomass supply chains: An Operations Research perspective. Renew. Energy 2016, 87, 977–989. [Google Scholar] [CrossRef]
- Gómez, M. AGROinLOG. 2019. Available online: https://citarea.cita-aragon.es/citarea/bitstream/10532/4873/1/3_AGROinLOG.pdf (accessed on 22 November 2020).
- Poutrin, C. Handbook for Agro-Industries Interested in Starting a New Activity as Biomass Logistic Centre: The Basic Demand of Information; Services Coop de France: Paris, France, 2015. [Google Scholar]
- Rentizelas, A.A.; Tolis, A.J.; Tatsiopoulos, I.P. Logistics issues of biomass: The storage problem and the multi-biomass supply chain. Renew. Sustain. Energy Rev. 2009, 13, 887–894. [Google Scholar] [CrossRef] [Green Version]
- Atashbar, N.Z.; Labadie, N.; Prins, C. Modeling and optimization of biomass supply chains: A review and a critical look. IFAC PapersOnLine 2016, 49, 604–615. [Google Scholar] [CrossRef]
- Cambero, C.; Sowlati, T. Assessment and optimization of forest biomass supply chains from economic, social and environmental perspectives—A review of literature. Renew. Sustain. Energy Rev. 2014, 36, 62–73. [Google Scholar] [CrossRef]
- De Meyer, A.; Cattrysse, D.; Rasinmäki, J.; Van Orshoven, J. Methods to optimise the design and management of biomass-for-bioenergy supply chains: A review. Renew. Sustain. Energy Rev. 2014, 31, 657–670. [Google Scholar] [CrossRef] [Green Version]
- Gargalo, C.L.; Carvalho, A.; Gernaey, K.V.; Sin, G. Optimal design and planning of glycerol-based biorefinery supply chains under uncertainty. Ind. Eng. Chem. Res. 2017, 56, 11870–11893. [Google Scholar] [CrossRef]
- Lee, M.; Cho, S.; Kim, J. A comprehensive model for design and analysis of bioethanol production and supply strategies from lignocellulosic biomass. Renew. Energy 2017, 112, 247–259. [Google Scholar] [CrossRef]
- Paulo, H.; Barbosa-Póvoa, A.P.F.; Relvas, S. Modeling integrated biorefinery supply chains. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2013; Volume 32, pp. 79–84. [Google Scholar]
- Roni, M.S.; Thompson, D.N.; Hartley, D.S. Distributed biomass supply chain cost optimization to evaluate multiple feedstocks for a biorefinery. Appl. Energy 2019, 254, 113660. [Google Scholar] [CrossRef]
- Zhu, X.; Yao, Q. Logistics system design for biomass-to-bioenergy industry with multiple types of feedstocks. Bioresour. Technol. 2011, 102, 10936–10945. [Google Scholar] [CrossRef]
- Hatti-Kaul, R.; Törnvall, U.; Gustafsson, L.; Börjesson, P. Industrial biotechnology for the production of bio-based chemicals—A cradle-to-grave perspective. Trends Biotechnol. 2007, 25, 119–124. [Google Scholar] [CrossRef]
- Annevelink, E.; Staritsky, I.; Krajnc, N.; Lammens, T.; Gonzalez, D.S.; Lenz, K.; Kühner, S.; Anttila, P.; Prinz, R.; Leduc, S. S2biom Survey of Logistical Concepts. 2016. Available online: https://scanr.enseignementsup-recherche.gouv.fr/publication/hal-01594510 (accessed on 22 October 2020).
- CIRCE. Summary of the Regional Situation, Biomass Resources and Priority Areas of Action in Spain; CIRCE-Research Centre for Energy Resources and Consumption: Zaragoza, Spain, 2014; Available online: https://www.sucellog.eu/images/Publications_and_Reports/D3.2a_Regional_situation_Resources_and_priority_areas_in_Spain_web.pdf (accessed on 22 October 2020).
- Balaman, Ş.Y.; Matopoulos, A.; Wright, D.G.; Scott, J. Integrated optimization of sustainable supply chains and transportation networks for multi technology bio-based production: A decision support system based on fuzzy ε-constraint method. J. Clean. Prod. 2018, 172, 2594–2617. [Google Scholar] [CrossRef] [Green Version]
- Leão, R.R.d.C.C.; Hamacher, S.; Oliveira, F. Optimization of biodiesel supply chains based on small farmers: A case study in Brazil. Bioresour. Technol. 2011, 102, 8958–8963. [Google Scholar] [CrossRef] [Green Version]
- Panteli, A.; Giarola, S.; Shah, N. Supply chain mixed integer linear program model integrating a biorefining technology superstructure. Ind. Eng. Chem. Res. 2018, 57, 9849–9865. [Google Scholar] [CrossRef] [Green Version]
- Pérez-Fortes, M.; Laínez-Aguirre, J.M.; Arranz-Piera, P.; Velo, E.; Puigjaner, L. Design of regional and sustainable bio-based networks for electricity generation using a multi-objective MILP approach. Energy 2012, 44, 79–95. [Google Scholar] [CrossRef] [Green Version]
- Iakovou, E.; Karagiannidis, A.; Vlachos, D.; Toka, A.; Malamakis, A. Waste biomass-to-energy supply chain management: A critical synthesis. Waste Manag. 2010, 30, 1860–1870. [Google Scholar] [CrossRef] [PubMed]
- Hong, B.H.; How, B.S.; Lam, H.L. Overview of sustainable biomass supply chain: From concept to modelling. Clean Technol. Environ. Policy 2016, 18, 2173–2194. [Google Scholar] [CrossRef]
- Lautala, P.T.; Hilliard, M.R.; Webb, E.; Busch, I.; Hess, J.R.; Roni, M.S.; Hilbert, J.; Handler, R.M.; Bittencourt, R.; Valente, A. Opportunities and challenges in the design and analysis of biomass supply chains. Environ. Manag. 2015, 56, 1397–1415. [Google Scholar] [CrossRef] [PubMed]
- Eranki, P.L.; Bals, B.D.; Dale, B.E. Advanced regional biomass processing depots: A key to the logistical challenges of the cellulosic biofuel industry. Biofuels Bioprod. Biorefining 2011, 5, 621–630. [Google Scholar] [CrossRef]
- Bals, B.D.; Dale, B.E. Developing a model for assessing biomass processing technologies within a local biomass processing depot. Bioresour. Technol. 2012, 106, 161–169. [Google Scholar] [CrossRef]
- Campbell, T. Local biomass processing depots for improved feedstock logistics and economics. In Proceedings of the the Idaho National Laboratory Biomass Workshop, Idaho Falls, ID, USA, 23 August 2011. [Google Scholar]
- Lamers, P.; Roni, M.S.; Tumuluru, J.S.; Jacobson, J.J.; Cafferty, K.G.; Hansen, J.K.; Kenney, K.; Teymouri, F.; Bals, B. Techno-economic analysis of decentralized biomass processing depots. Bioresour. Technol. 2015, 194, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Lamers, P.; Tan, E.C.; Searcy, E.M.; Scarlata, C.J.; Cafferty, K.G.; Jacobson, J.J. Strategic supply system design—A holistic evaluation of operational and production cost for a biorefinery supply chain. Biofuels Bioprod. Biorefining 2015, 9, 648–660. [Google Scholar] [CrossRef]
- Annevelink, E.; van Gogh, J.B.; van Dam, J.E.G.; van den Oever, M.J.A.; Bartels, P. Opportunities for the Implementation of the Biomass Yard Concept in the Greenport Betuwse Bloem (in Dutch); Report No. 1478; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2014; Available online: https://edepot.wur.nl/274587 (accessed on 22 October 2020).
- Loibnegger, T.; Metschina, C.; Solar, T. Regionale Biomassehöfe, 3 Schritte zu Einer Erfolgreichen Projectrealisierung; Landwirtschaftskammer Steiermark: Graz, Austria, 2010; Available online: http://www.google.nl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwiRta3g_5TtAhViMewKHQZQAAUQFjAAegQIAxAC&url=http%3A%2F%2Fwww.biomasstradecentre2.eu%2Fscripts%2Fdownload.php%3Ffile%3D%2Fdata%2Fpdf_vsebine%2Fliterature%2FBLTC_Biomasseh__fe.pdf&usg=AOvVaw1bEqM3mS5-NEYfsg0ylJkt (accessed on 22 October 2020).
- Perlack, R.D.; Eaton, L.M.; Turhollow, A.F., Jr.; Langholtz, M.H.; Brandt, C.C.; Downing, M.E.; Graham, R.L.; Wright, L.L.; Kavkewitz, J.M.; Shamey, A.M. US Billion-Ton Update: Biomass Supply for a Bioenergy and Bioproducts Industry; U.S. Department of Energy: Oak Ridge, TN, USA, 2011. [CrossRef] [Green Version]
- Langholtz, M.; Busch, I.; Kasturi, A.; Hilliard, M.R.; McFarlane, J.; Tsouris, C.; Mukherjee, S.; Omitaomu, O.A.; Kotikot, S.M.; Allen-Dumas, M.R. The Economic Accessibility of CO2 Sequestration through Bioenergy with Carbon Capture and Storage (BECCS) in the US. Land 2020, 9, 299. [Google Scholar] [CrossRef]





| Current Situation | Baseline | Lucerne Availability | Raw Material Costs | Processing Costs | Energy Pellet Price | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| +50% | −50% | +25% | −25% | +25% | −25% | +25% | −25% | |||
| Extra equip.? | no | no | yes | no | no | yes | no | yes | yes | no |
| Costs (M€/y) | 8.8 | 9.4 | 15.3 | 5.7 | 8.8 | 11.0 | 9.3 | 10.5 | 11.3 | 8.8 |
| Revenue (M€/y) | 9.5 | 10.2 | 16.3 | 6.2 | 9.5 | 12.1 | 9.5 | 12.1 | 12.7 | 9.5 |
| Profit (M€/y) | 0.7 | 0.8 | 1.1 | 0.5 | 0.7 | 1.0 | 0.2 | 1.6 | 1.4 | 0.7 |
| Profit margin (%) | 7.8% | 7.7% | 6.4% | 7.7% | 7.8% | 8.7% | 2.0% | 13% | 11% | 7.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Voogt, J.; Annevelink, B.; Snels, J.; Kanellopoulos, A. Optimizing Resource Utilization in Biomass Supply Chains by Creating Integrated Biomass Logistics Centers. Energies 2020, 13, 6153. https://doi.org/10.3390/en13226153
Guo X, Voogt J, Annevelink B, Snels J, Kanellopoulos A. Optimizing Resource Utilization in Biomass Supply Chains by Creating Integrated Biomass Logistics Centers. Energies. 2020; 13(22):6153. https://doi.org/10.3390/en13226153
Chicago/Turabian StyleGuo, Xuezhen, Juliën Voogt, Bert Annevelink, Joost Snels, and Argyris Kanellopoulos. 2020. "Optimizing Resource Utilization in Biomass Supply Chains by Creating Integrated Biomass Logistics Centers" Energies 13, no. 22: 6153. https://doi.org/10.3390/en13226153