2.1. Case Study Framework
This case study was performed and implemented at Advanced Fuel Solutions SA (AFS), a company located in Oliveira de Azeméis (North Portugal). AFS is a company focused on the research and production of fuels with high added value, based on the conversion of biomass using torrefaction. The company has two production units located on the same industrial platform, one that is smaller and more dedicated to research and development, with an annual production capacity of 3000 tons and an industrial size unit, with a production capacity of torrefied biomass pellets of 96,000 tons/year.
Figure 1 shows the different units and sections deployed in the same location.
The AFS production process, as previously mentioned, aims to continuously produce pellets and torrefied biomass. We can divide the organic units as follows:
Raw material storage park: The raw material warehouse consists of the storage facilities P1 and P2, with the ordinance, which includes the weighbridge for weighing trucks as a support tool. Park P2 is intended for the storage of direct support to production, having permanently a stock equivalent to the daily consumption of production. In other words, this park should have a quantity of wood corresponding to 24 h of production, divided into three 8-h shifts, starting at 00:00 a.m., totaling approximately 900 tons of stock, which will correspond to a production of approximately 288 tons of pellets of daily torrefied biomass. Park P1 is intended to store a stock of raw material corresponding to 3 months of production, in order to serve as a buffer to any eventuality that may force the stop of the production unit for reasons beyond its management, such as bad weather that prevents the delivery of raw materials by suppliers, strikes, or others, which is why it is considered the strategic reserve of raw materials.
Raw material pre-processing section: After receiving the raw material and storing it in a park, the next step is to go into production. Preferably, the raw material is received in the form of logs, also called roundwood, which enters the production process through the first operation, which is dehulling. In this equipment, called a peeler, the bark is removed from the trunks, which proceed to the next stage, the destruction. The removed peel goes in the opposite direction, being a valuable by-product. The trunks then advance to shredding, passing through a conveyor belt where the inert cargo that may still accompany the raw material is removed, then, passing through a metal detector, thus, preventing metal parts from entering the shredder, damaging the blades. This operation is important, as the good operation of the shredder depends on the state in which the blades are in, and contact with metal parts decreases their useful life, anticipating stoppage for their replacement. The shredder will reduce the logs to pieces with a variable size, usually G30, so then the material goes through a conveyor belt to a screen, where it will be selected according to the desired size. All material that is not yet as intended, returns to the shredder, while the material that is already in compliance, goes to intermediate storage. This intermediate storage consists of a pile placed on a mobile floor driven by a hydraulic system, which transfers the chip to a system of conveyor belts, which in turn will feed the biomass dryer, which is detailed in the next section.
Biomass drying and torrefaction section: The drying unit consists of a single pass rotary drum dryer, where the chips, theoretically with a humidity close to 50%, will dry until reaching a humidity close to 20% to 22%, and is then passed to the torrefaction reactor. This reactor, also of the rotating drum type, operates at a temperature between 220 and 320 °C, depending on the type of biomass to be processed and the degree of torrefaction that is to be reached. During the process the released torrefaction gases are recovered and used as an energy source. After the torrefaction phase, the material advances to the cooling system, which is composed of a series of double-wall endless conveyors with counter-current water circulation, which is cooled by a cooling system placed outside. After this process, the material goes to the densification section.
Densification section: After having cooled, the material can finally start the densification process, which, in this specific case, is conducted using horizontal axis ring matrix pelletizers. For this, the material will be milled, using a millstone, and immediately transferred to an intermediate storage silo, which ensures the constant supply of the pelletizing system, consisting of a series of pieces of equipment, with a pelletizing capacity of 12 tons/hour. After pelletizing, the finished product will cool using an air-to-current cooler and proceed to the finished product silos.
Finished product storage and shipping: This system consists of two silos with a capacity of 2500 tons each, with a direct truck loading system, for single and exclusively bulk shipping.
The production unit of the company has two biomass storage parks, the main one with larger capacity (P1), which will receive the biomass directly from the external suppliers, and another one, with smaller size (P2), which precedes the production line and is supplied from P1. P1, due to its larger dimensions, allows the biomass storage in the longer term and is supplied daily by external trucks (ETs). Of these trucks, only a few have cranes that allow them to unload themselves, which implies that the others must be unloaded, forcing the presence of a machine in the park capable of performing this task.
P2, in addition to the strategic stock in P1, will store the amount of biomass that the production unit processes daily. Thus, biomass must be transported every day from P1 to P2 to satisfy the needs of the production unit. Based on the above, the company must have equipment to unload the trucks without cranes at P1 and to transport biomass from P1 to P2. A truck or fleet of trucks is needed for this transport, and, as far as the unloading task at P1 is concerned, one or more cranes are necessary. Since the supplying of P1 is done at a specific daily interval, this implies that the cranes would only be useful in this interval and would be inactive for the rest of the day. Therefore, the solution studied consists of the use of a truck or a fleet of trucks equipped with cranes, which perform either the unloading operations at P1 or the transport to P2.
2.2. Raw Materials Logistics Configuration and Description
2.2.1. Internal Transport System
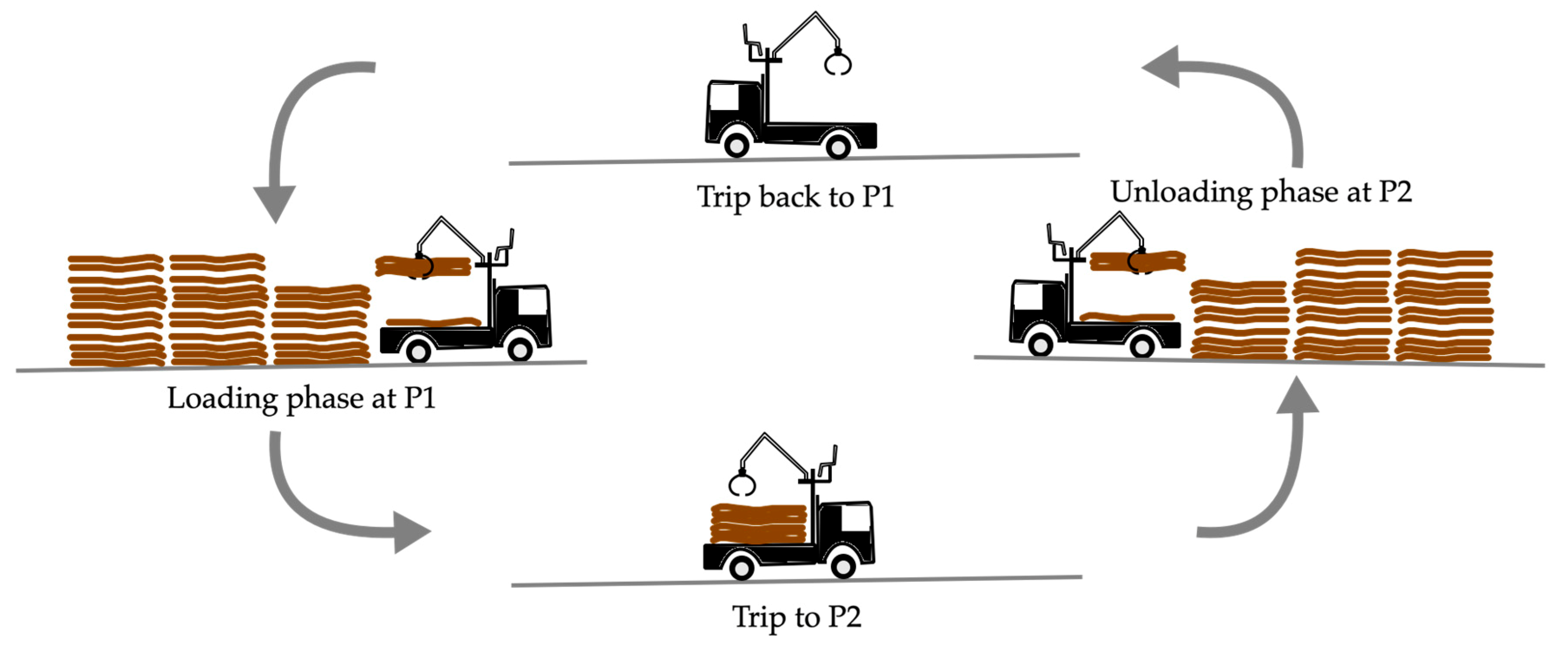
The role of the raw material transport systems is essentially to transfer materials from a given location to another one, which can be various distances away, and can be deposited and stored or temporarily stored before processing. The fleet to be dimensioned consists of loading units (LUs) and transport units (TUs). In this case study, the situation is similar, as it is the transport of materials stored in a biomass park to a smaller park that precedes the production line, where it will be processed. The material coming from the park intermittently comes to the place where it is deposited using TUs, which, in terms of performance, may or may not constitute a homogeneous set. The TUs are equipped with cranes that allow the loading and unloading steps to be carried out without the aid of LUs.
Each TU performs a cyclic task composed of four phases (
Figure 2):
The material to be transferred is stored at P1 through an external supply carried out periodically throughout the day, which ensures that the TUs will not create a queue at the place of loading due to a lack of raw material. The same can be said in relation to the unloading site, as the park where the biomass will be unloaded always has sufficient space for storage. Another difference between the situation under study and the one in the analyzed bibliographic references is that the TUs, in addition to transport, are in charge of unloading the ETs arriving at P1 with biomass. Once the phases and elements of the system have been defined, it is necessary to study the time spent in the activities, as these are not constant and vary according to several factors that will be identified.
2.2.2. Transportation Units Synchronism
One of the aspects receiving the most focus in the literature under study is the use of synchronism as a criterion for sizing the fleet. Synchronism is based on the principle that LUs will never be inactive due to the lack of TUs to be loaded and that TUs never have to wait for the opportunity to be served by LUs. As already mentioned, in this project, the fleet consists only of one type of unit, trucks with cranes, which are represented by TUs. These TUs are able to perform the tasks of loading and unloading autonomously; however, the notion of synchronism can also be applied in this context. In this system, it may be considered that the synchronism criterion is based on the assumption that the time required for TUs to perform their work coincides with the time of each shift. In other words, it should be ensured that TUs are not stopped because there are no tasks to be performed, and, on the other hand, that there are no remaining tasks because there is not enough time to complete them during the shift. In real systems, synchronism will never be achieved permanently. The variability of activity times and the fact that the number of TUs is necessarily an integer will ensure that synchronism cannot be achieved consistently.
2.2.3. Algorithm Configuration
Adopting average values to represent the times of productive and non-productive activities of the equipment is a simplified approach that is used for the sizing of fleets. However, this approach does not translate reality into study, as the times vary around the means, and this variability often follows statistical regularities that allow the use of known probability laws. Invoking these laws provides the structuring of stochastic simulation algorithms for transport systems. These algorithms produce results that are more rigorous than those derived from deterministic algorithms, in addition to providing multifaceted, subtle, and detailed information regarding the system performance. The variability is due to stops and/or variations in the productivity of the equipment, which can lead to gains or losses of time around the mean. However, temporal variations determine the average systematic efficiencies of the ideal efficiency of 100%.
As to the origin of the lost time or stretches of time for executing productive activities, there can be physical or non-physical causes originating from the following factors, as described by Botelho de Miranda (1986), Leite (1990), Leite (1994), Botelho de Miranda and Leite (1996), and Botelho de Miranda (2005) [
28,
29,
30,
31,
32]:
Nature and conditions of the material to be moved, namely the blocometry and degree of humidity.
Poor conditions of the track and peculiarities of its layout.
Insufficient space for TU positioning maneuvers in the loading and unloading phases.
Incorrect positioning of TUs in relation to the material to be loaded or the place of unloading.
Spontaneous climatic instability.
Poor mechanical condition of the equipment.
Insufficient capacity of the storage park.
Dimensions and types of equipment and their maneuverability.
Functional or design features of the mobile equipment.
Stability of the operating regime of the production unit.
Interference between the various mobile and/or fixed entities that are part of the system, which may result in queues for loading and unloading.
Psychological posture of operators in the face of adverse climatic conditions or potentially dangerous handling circumstances.
Malpractice, poor training, and/or lack of professional awareness of equipment operators.
Immobilization of equipment for light maintenance/checking routines resulting from quick repairs or for refueling.
Sporadic immobilization to receive directives/instructions from supervisors or to transmit diverse information.
Incorrect supervision of services.
Long-term immobilization for specific reorganization of the operating schemes.
General reorganization of services.
Night work.
Unpredictable (serious damage or accidents) or programmed (deep maintenance/review actions) equipment immobilization.
General weather conditions combined with climatic seasonality.
Stretching of activity times by traffic circumstances (a sensitive aspect particularly when TU routes include urban sections that are sporadically congested).
Circumstances 1 to 15 are likely to occur throughout each cycle, determining with temporal precision the productive efficiency of the man–machine binomial. The performance indicator that represents these items is called the operating efficiency (OE). Items 16 to 22 complement the others and are characterized by some temporal expansion in their mode and frequency of incidence. This particularity gives them some predictability, and they are referred to as efficiency and organization factors (EOFs).
Mobile equipment, just like any machine, has a below-ideal efficiency; thus, it is necessary to determine how to formulate predictions for this efficiency depending on the constraints that can affect when it is being operated.
For favorable meteorological conditions, skilled and disciplined operators, equipment with good mechanical availability, and efficient organization and supervision of services, several equipment manufacturers recommend the following as the maximum expected efficiencies:
For machines with tires, Emax = 0.75.
For caterpillar machines, Emax = 0.83.
The difference between these two figures is that machines with tires are more sensitive to weather conditions. The environment in which the transport system performs its activities visibly affects the performance of the machines. For machines with tires, under favorable weather conditions, the efficiency will be higher than 0.75 and under unfavorable conditions it will be lower, which prompts the need to use more precise values according to each situation. From the studied bibliography, a table is presented with variations of yield as a function of working conditions and the mechanical efficiency of the equipment (
Table 1).
2.2.4. Fundamental Equations for the Algorithm Configuration
For the structuring of the calculation algorithm, a set of equations is necessary, according to the sequence presented by Botelho de Miranda (2005) [
28]. With these equations, it is possible to calculate the variables necessary to determine all the parameters involved in the development of the subsequent phases, as follows:
Determining the theoretical minimum number of trucks (NT):
where Q is the daily biomass amount required for the production line, C
T is the truck capacity, T
S is the duration of a shift, E
max is the expected truck efficiency, and T
C is the cycle time.
Number of complete trips a truck performs during a shift:
Number of transportable loads by number of trucks (NT) beyond what is necessary:
Total time not used by trucks during the shift:
Total time not used in each cycle for each truck:
Effective cycle time of each truck:
2.3. Calculation Methodology
As already mentioned, the situation lies in determining the number of trucks that will make up the fleet to be used for unloading and transporting the raw material. The first step is the definition of the parameters that will be common to any configuration used: the truck capacity (TC), average cycle time (TAC), and shift duration (TS). As the solution will be applied in a system that is not yet in operation, some assumptions will be used. We also assumed that the fleet of trucks consists of units with identical characteristics in terms of performance and transport capacity.
The ideal procedure for calculating T
AC would be to obtain these values by analyzing a real situation, collecting the loading, unloading, and transport times, followed by a statistical treatment of the obtained data. As already mentioned, this is not possible. For this study, the loading and unloading operations were simulated using equipment similar to what is intended to be used in the future and to what is already in operation at the industrial pilot scale production unit, Yser Green Energy SA (YGE), which occupies the P3 storage park (
Figure 3). The times required for the different routes were measured with the truck loaded and unloaded making these routes. Initially, the most advantageous route for raw material transportation between P1 and P2 was determined. In
Figure 3, the four sectors of P1 are represented by colored rectangles, as well as the two shorter paths to transport between the parks. As can be seen, the red route is more extensive and could cause interference with vehicles that may be in operation in P3.
After defining the most favorable route, it is necessary to take some measurements using it as a reference.
Figure 4 shows the path from the furthest point of P1 in relation to P2, colored in red, and the path from a midpoint in P1 to P2, colored in yellow, a path already used in the previous image.
One of the sectors represented by the colored rectangles will have the function of storing the biomass that will not be used by the production unit because it is not in accordance with the requirements, and consequently will not be transported to P2. If the sector chosen for this purpose is the furthest, the average course will be even lower.
Figure 5 shows the average paths for each section of P1. The distances measured in these routes are especially important for determining the differences in transport times between the four sectors and P2, which gives an idea of the significance of these differences in transport time. With the distances of the defined routes, the time for each route is determined, assuming that each transport unit moves at a speed of 20 km/h.
Using the approach shown in
Figure 4, the duration of the trip will be 87 s for the red route and 60 s for the yellow route. In the same way, referring to
Figure 5, the duration of the trip will be 77 s for the red route, 60 s for the yellow route, 60 s for the blue route, and 39 s for the green route.
The times obtained are not totally representative of reality and, in a real situation, would vary according to the different factors mentioned above. The factors that have more impact are related to the conditions of the route, the meteorological conditions, and the skill and performance of the TU operators. This last factor is almost impossible to evaluate, as it varies not only with the driver’s ability, which will influence the speed of the vehicle, but also with the way that drivers react to different route conditions. In turn, weather conditions and the condition of the track will influence the frictional force between the tires and the track, also contributing to variations in the vehicle speed. These issues indicate the need for statistical methods to determine the travel times. Data from a real situation over a period of time are required, in which all factors that induce relevant variations are verified. As those data were not available, values were chosen that allowed a considerable range of variation, with the awareness that this method implies obtaining a non-ideal solution.
After all these considerations, the calculation procedure can be presented as follows:
• Number of TUs needed
As a starting point, the number of trucks not capable of self-unloading that are expected to be received per day at P1 will be used to calculate the number of TUs (NTs) necessary to unload these trucks during their arrival interval:
where N
ETW is the number of external trucks without a crane,
is the time interval during which external trucks are expected at P1 (min), and
is the time it takes each external truck without a crane (ETW) to be unloaded (min).
As the number of TUs belonging to a given fleet cannot be a fraction, the result obtained by Equation (8) must be rounded to the next integer value. This rounding implies that there will be over-dimensioning of the fleet, and, consequently, the total time the fleet takes to unload all external trucks will be less than . Thus, from the moment when there is no ET waiting to be unloaded, the TUs will have the function of transporting biomass between the parks.
• Time available for transport of biomass between parks
The next step is to obtain the time available for transport between the two parks (T
UP1). The fleet will be in operation 24 h a day, with three shifts. The TUs will mostly perform the discharge function at P1 during two of the shifts, while the transport operation between the parks will be performed on the last shift of the day and whenever the TUs are not being used at P1 during the other shifts. Therefore, it is necessary to determine the total time during the first two shifts that is not used by TUs to unload at P1. First, we determine the usage time, in minutes, of each TU at P1 (t
UP1):
where N
ETW is the number of external trucks without a crane,
is the time it takes each ETW to be unloaded by a T
U (min), and N
T is the number of TUs.
Then, the available time for transporting raw material between the two parks is calculated as follows:
where T
S is the duration of a shift (min) and N
S is the number of shifts.
• Potential amount of biomass to be transported between parks
The last step of the first iteration is to determine the potential amount of biomass to be transported (PBT), in tons, during the total time for transport between the parks by the following equation:
where T
TP is the time available for transporting raw material between parks (min), T
AC is the average cycle time (min), N
T is the number of TUs, and E
max is the TU efficiency. The average cycle time includes the round trip, the loading time, and the discharge time, in minutes. The Emax that must be defined takes into account what was described in
Section 2.2.4.
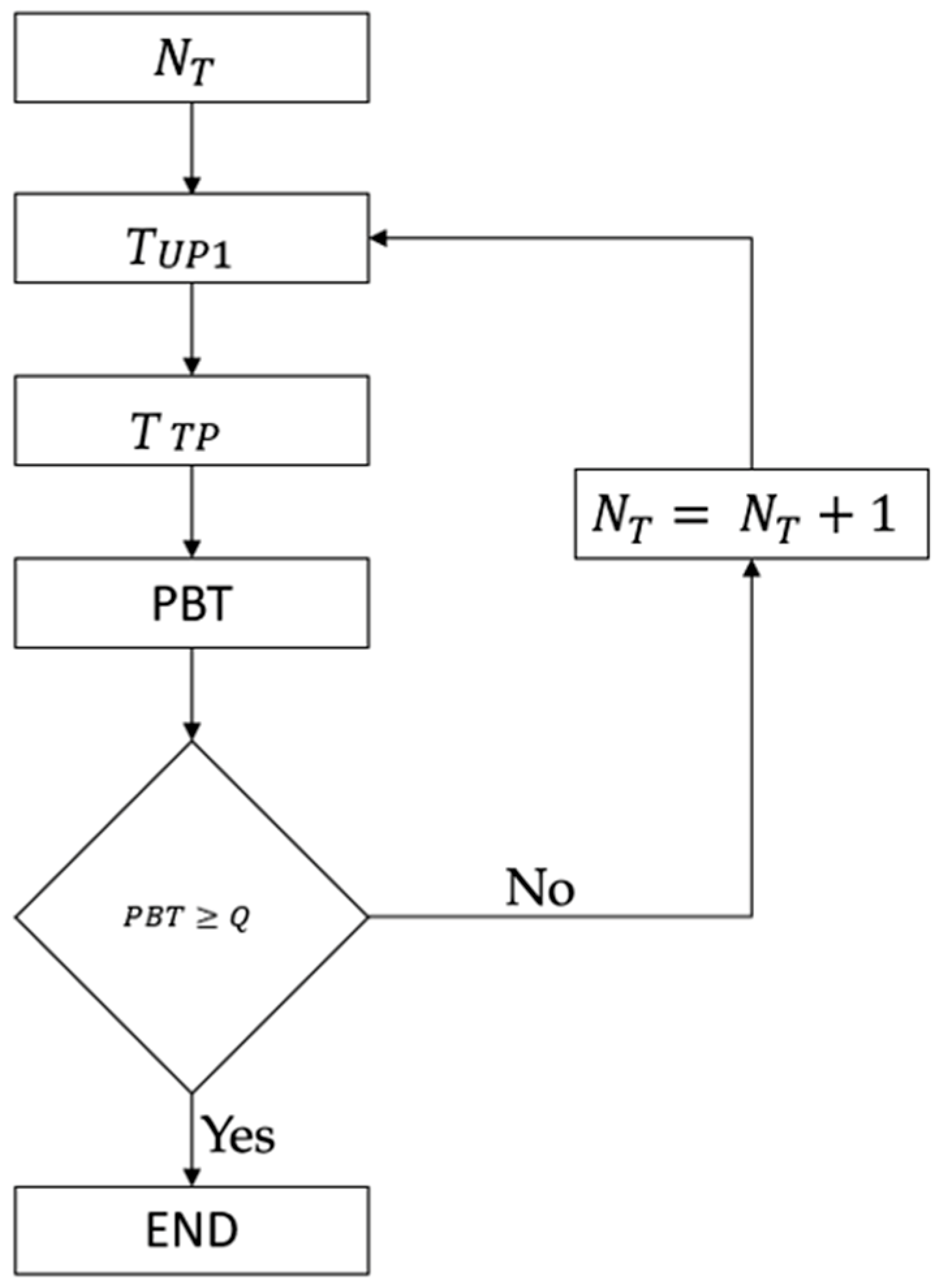
Based on these calculations, the value of the PBT is compared with the daily requirement of the production line. If the PBT value is lower than the daily requirement, a new iteration is necessary. In this new iteration, the only difference is the increment of one unit in the truck fleet relative to the previous iteration. This process is repeated continuously until the potential amount of biomass to be transported from one park to the other equals or exceeds the daily consumption of the production line.
Figure 6 shows a flowchart with the sequence of essential calculations to determine the required NT. In addition to these, there are other important calculations for the characteristics and capacities of the fleet, which will be presented next.
• Time not used by the fleet
If the condition PBT ≥ Q is verified, the next step is to calculate the total time not used by the fleet (t
NU); that is, the period of immobilization of the TUs because they have no tasks to perform. t
NU can be calculated by a variation of Equation (11):
where PBT is the potential amount of biomass to be transported (t), Q is the daily requirement of the production line (t), C
C is the TU capacity (t), N
C is the number of TUs, E
max is the TU efficiency, and T
AC is the average cycle time (min).
For the system to be as optimized as possible, the result obtained with this equation must be zero. It is simple to deduce that the longer the TUs are stopped, the higher the cost of operating them because they are not producing value.
• Maximum amount unloaded by the fleet at P1
Knowing the number of trucks that make up the fleet, it is possible to determine the maximum amount unloaded by the available fleet (MAUF), in tons, during the interval
:
where CET is the ET capacity (t),
is the time interval when external trucks are expected at P1 (min),
is the time for each ETW to be unloaded by a TU (min), and NT is the number of TUs.
It may also be of use to know the maximum number of trucks to be unloaded by the fleet during the interval . Knowing the MAUF, we can divide this value by the capacity of the external trucks. These data may be relevant in a case where there is a need, on one or more days, to receive the maximum amount of biomass that the available fleet can process at P1.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}